
Abstract
Pyrometallurgical route is the most effective way to extract copper from Cu–Fe–S ores. In the smelting process, the concentrate is partially oxidized to Cu-rich matte and most of the impurities are reported to the slag. Copper content in the slag represents the direct recovery of copper in the smelting process. High-temperature experiments have been carried out to investigate the effects of slag composition, matte grade, and temperature on copper content in the smelting slag. Industrial and synthetic slag samples were equilibrated with matte at different temperatures in argon gas flow. The quenched samples were analysed by electron probe X-ray microanalysis to obtain the microstructure and phase compositions at high temperatures. Optimised parameters including slag composition, matte grade, and temperature have been proposed for the flash smelting furnace operations to minimize the copper content in the slag. The experimental results are also compared with the FactSage calculations.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
Introduction
Copper is produced around the world, and South America plays an essential role in copper extraction with 40% mined in the world [1]. Approximately 80% of the copper is processed from Cu–Fe–S ores. The pyrometallurgical process is the most effective way to extract the copper from the Cu–Fe–S ores which includes smelting, converting, and refining steps [1]. The demand for copper is rising continuously and the amount and purity of the ores for its extraction have been decreased [2]. Continuous improvement of the extractive processes is essential to keep developing the products at high quality and high recovery. One of the main problems that have in the smelting plants is the metal losses in slags [2]. The understanding of the principles which are involved in the metal production and its losses will help the copper industry to optimise operational parameters and maximise the profits in its production.
Copper smelting slag is a mix of different oxides originated from the oxidation of the Cu–Fe–S ore and flux. These components include mainly ferrous oxide (FeO), ferric oxide (Fe2O3), and silica (SiO2) with minor components alumina (Al2O3), calcium oxide (CaO), and magnesium oxide (MgO) [1]. In the smelting process, there are two types of copper losses. One is a loss by chemical dissolution and the other is mechanical entrainment of matte droplets [2]. Flash smelting furnace (FSF) is one of the major copper-making technologies used in Chile. It has been reported that chemical dissolution of copper in slags is the major loss of copper in the flash smelting slag [3]. Two possible types of chemical dissolution can affect the copper loss: oxidic and sulphidic copper dissolution [4]. The amount of copper corresponding to the oxidic copper in slags can be calculated as [4]
where A is the constant of proportionality and activity of CuO0.5 related to the equilibrium constant of Eq. (2). Values of the constant proportionality found in the literature have a range between 22.7 and 35.9, depending on the Fe/SiO2 ratio, temperature, and CaO, Al2O3, and MgO contents [4].
Sulphidic copper dissolution had been investigated by a few researchers. The research made by Nagamori [5] was based on thermodynamic properties of matte and slag with the association of Cu–S bond to the copper dissolution. With this research, the sulphidic copper dissolution was established as a function of the percentage of sulphur in slag and the percentage of copper in the matte [4]. This methodology is useful in operating plants, due to S% in slag and Cu% in matte are known values. The amount of copper corresponding to the sulphidic copper in slags can be calculated as [4]
where wt% S is the weight percentage of sulphur in slag and wt% Cu is the content of copper in the matte [4].
The copper loss into the slags has been a topic of interest for researchers and industrial operators. Understanding the effects of temperature, matte grade, and slag composition to reduce copper loss in the slags is essential to develop an optimal smelting process. These parameters will be studied in the conditions close to the operation in Chuquicamata Smelter to find an optimal range which reduces the copper loss in the slags.
The operational parameters of the flash smelting furnace in Chuquicamata Smelter have a range between 1230 and 1320 °C for slag temperature, from 1 to 1.56 for iron to silica ratio in the slag and 54–75 wt% of Cu for the matte grade [1]. Furthermore, the slag and matte used for this study were provided by Chuquicamata Smelter. The parameters to be studied for copper loss in the smelting slag included
-
(1)
matte grade at 55, 60, and 65 wt% Cu.
-
(2)
temperature at 1250, 1300, and 1300 °C.
-
(3)
effect of slag composition: iron to silica ratios (Fe/SiO2) of 1.2, 1.4, and 1.6 and calcium oxide (CaO) at 2, 4, and 6 wt%.
The experimental results will be compared with the calculations of FactSage.
Experimental
The experimental procedure includes preparation of samples, high-temperature treatment of these samples following by rapid quenching samples to water. The quenched samples were mounted, polished, and carbon-coated for microscopical analyses.
The initial copper matte and slag samples were collected from the flash furnace by Codelco Chuquicamata smelter. The compositions of the matte and slag analysed by XRF are shown in Tables 1 and 2.
The initial copper matte and slag were mixed with different chemicals to obtain the required compositions. FeS was added to prepare low-grade copper matte, SiO2 was added to decrease the Fe/SiO2 ratio of the slag, and the CaO from CaCO3 was used to control its concentrations in the slag. Pure FeS, SiO2, and CaCO3 were supplied by Sigma-Aldrich.
One gram matte and 1 g slag were mixed in an agate mortar and pelletized. The pellet was placed in an alumina crucible (7 mm ID and 30 mm height). The experiments were performed in a vertical furnace with an alumina reaction tube (30 mm ID). The temperature inside the reaction tube was measured by a working thermocouple next to the sample. The sealed reaction tube was flashed by ultra-high-purity Ar. Preliminary experiments at 1350 °C for 30, 60, and 120 min shown that the compositions of the slags did not change significantly indicating the dissolution of copper from the matte and alumina from the crucible reached equilibrium. The processing time was chosen to be 60 min for all experiments.
After equilibration, the samples were dropped into water for rapid quenching. The dried samples were mounted in epoxy resin and polished for EPMA analysis. A JXA-8200 electron probe X-ray microanalyser (Japan Electron Optics Ltd.) was used for microstructural and compositional analyses. An accelerating voltage of 15 kV and a probe current of 15 nA were used. ZAF correction procedure was applied. The standards used for analysis were from Charles M. Taylor Co. (Stanford, California): Al2O3 for Al, CaSiO3 for Ca, and Si, Fe2O3 for Fe, and from Micro-Analysis Consultants (Cambridge): Cu2O for Cu. The average accuracy of the EPMA measurements was estimated to be within ± 1 wt%. EPMA analysis can only analyse the elemental composition but cannot determine the electronic state of the elements. Thus, iron is calculated as FeO and copper as Cu2O for the presentation purpose. The predictions were calculated by FactSage 7.3 with the module “equilib”, the databases “FactPS”, “FToxide”, and “FTmisc” [6]. The SO2 partial pressure was fixed at 0.2 atm and the O2 partial pressure was fixed at 10-7–10-8 atm depending on the matte grade and temperature for the calculations.
Results and Discussion
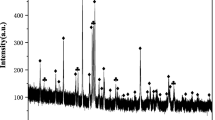
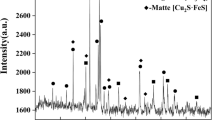
Typical microstructures of the samples quenched from 1250 °C are shown in Fig. 1. It can be seen from the figures that the slag was fully liquid at 1250 °C. Small amounts of matte droplets may be present inside the slag which confirmed that most of the copper loss in the slag is in form of chemical dissolution. The focus of this study is therefore the discussion on effects of operating parameters on the chemically dissolved copper in the smelting slag. As EPMA can only analyse the elemental concentration, the chemically dissolved copper in the slag is shown as “Cu2O” which includes copper oxide and copper sulphide. The compositions of the liquid slag and the matte in the samples measured by EPMA are given in Tables 3 and 4, respectively.

Typical microstructures of the samples quenched from 1250 °C
Effect of Iron to Silica Ratio on Dissolved Copper in Smelting Slag
The samples with different iron to silica ratios (Fe/SiO2) were treated at 1250 °C for 60 min in equilibrium with the fixed matte grade. The experimental results are also compared with FactSage predictions. It can be seen from Fig. 2 that dissolved copper in slag increases with increasing Fe/SiO2 ratio. The slag in equilibrium with higher grade matte contains higher dissolved copper. The same trends are obtained in both experimental results and the FactSage calculations. However, it can be seen that the predicted values by FactSage are much higher than the experimental results. Part of the reasons is that the SO2 and oxygen partial pressures were not controlled in the high-temperature experiments.

Effect of Fe/SiO2 ratio on the dissolved copper in slag at 1300 °C
The iron to silica ratio (Fe/SiO2) in the smelting slag is usually controlled by the addition of silica flux. To decrease the dissolved copper in the slag, more silica is required. Increased silica in the slag also decreases the liquidus temperature of the slag [3]. However, a number of disadvantages are associated with the low Fe/SiO2: (1) increased cost of the flux; (2) increased liquid slag viscosity; (3) increased slag volume which will increase the heat loss and the cost for slag treatment. Thus, an optimum Fe/SiO2 needs to be determined according to the maximum economic benefits.
Effect of Matte Grade on Dissolved Copper in Smelting Slag
Figure 3 shows the dissolved copper in slag as a function of matte grade at Fe/SiO2 of 1.2, 1.4, and 1.6. It can be seen in Fig. 3 that at the same Fe/SiO2, the dissolved copper in slag increases with increasing matte grade. FactSage calculations show the same trend but the predicted copper solubilities are much higher. Higher grade matte means that more iron has been oxidised from the sulphide concentrate resulting in a higher Fe/SiO2 in the slag. Furthermore, high matte grade is always associated with the high Fe/SiO2, both can increase the dissolved copper in slag. On the other hand, low-grade matte will reduce the productivity of the smelter. It is desirable to maintain a balance between the matte grade and Fe/SiO2 in the slag.

Effect of matte grade on dissolved copper in slag at 1300 °C
Effect of Temperature on Dissolved Copper in Smelting Slag
Figures 4 and 5 show effect of temperature on the dissolved copper in slag at fixed Fe/SiO2 ratios 1.6 and 1.2, respectively. In each figure, two matte grades 60 and 66 are considered and the FactSage calculations are compared with the experimental results. It can be seen from the figures that the dissolved copper in slag has different behaviors for different Fe/SiO2 ratios and matte grade. It can be seen from Fig. 4 that at fixed Fe/SiO2 ratio 1.6 and matte grade 66, the dissolved copper in slag increases with increasing temperature. However, if 60 wt% Cu matte is produced, it seems that the solubility of copper in slag decreases slightly when the temperature increases from 1300 to 1350 °C. It can be seen from Fig. 5 that, at Fe/SiO2 1.2 and matte grade 66 wt% Cu, the dissolved copper in slag increases with increasing temperature. However, if 60 wt% Cu matte is produced, the copper solubility in slag is almost independent of the temperature. It seems that low-temperature and low-grade matte operation can reduce the copper solubility in the smelting slag. Figures 4 and 5 also show that the FactSage predictions are much higher than the experimentally determined results. Less sensitivity of the copper solubility to the temperature is not predicted by the FactSage.

Effect of temperature on dissolved copper in slag at Fe/SiO2 1.6

Effect of temperature on dissolved copper in slag at Fe/SiO2 1.2
Effect of Calcium Oxide on Dissolved Copper in Smelting Slag
Experiments were performed at 1300 °C with the fixed matte grade 60 wt% Cu and iron to silica ratios 1.2 and 1.6. FactSage calculations were conducted under the same conditions.
It can be seen from Fig. 6 that the dissolved copper in slag slightly decreases with increasing CaO concentration in the slag. However, the addition of CaO will increase the material cost, liquidus temperature of the slag and slag volume. It is usually not practical to use CaO as a flux in the copper smelting process. Again the figure shows a significant difference between the experimental results and FactSage predictions although they have the same trend.

Effect of CaO on dissolved copper in slag at 1300 °C
In conclusion, the dissolved copper in slag increases with increasing Fe/SiO2 ratio, matte grade, and temperature but slightly decreases with increasing CaO concentration in the slag. Use of low-grade copper concentrate can control the temperature and produce low-grade matte with low copper loss in the slag. However, productivity of the smelting furnace and requirement of the converting furnace need to be taken into account. Mechanically entrained matte droplets also need to be controlled together with the chemically dissolved copper. Optimised Fe/SiO2 ratio, matte grade, and temperature are different in different smelters. The results were based on the flash smelting slag but they can also be applied to other smelting furnaces.
Conclusions
This research explored the effects of different parameters used in copper smelter on the dissolved copper in the flash smelting slag. The parameters include matte grade, temperature, and slag composition. FactSage calculations were also compared to the experimental results.
The experimental results indicated that a lower temperature can reduce the dissolved copper in the slag. However, lower operating temperatures will increase the viscosity of the slag which may increase the matte droplet in the slag. Iron to silica ratio can increase the dissolved copper in the slag. The addition of more silica can reduce the dissolved copper in the slag but will increase the viscosity of the slag. The copper solubility in the slag increases with increasing the matte grade. The matte grade produced in the smelting furnace also needs to consider the requirement of the converting furnace and overall productivity.
The FactSage predictions show the same trends as the experimental results. However, the calculated data are generally higher than the experimental results. The reasons could be the different conditions used in the calculations and experiments. The FactSage databases also need to be further optimised.
References
Schlesinger ME, King MJ, Sole KC, Davenport WG (2011) Extractive metallurgy of copper, 5th edn. Elsevier, Oxford
Bellemans I, De Wilde E, Moelans N, Verbeken K (2018) Metal losses in pyrometallurgical operations—a review. Adv Colloid Interface Sci 255:47–63
Chen M, Contreras L, Zhao B (2016) Comparison of slag chemistry between teniente converter and flash smelting furnace. In: Proceedings of 9th international copper conference, Kobe, Japan, November 13–16, 2016, pp 967–975, The Mining and Materials Processing Institute of Japan (MMIJ) and Japan Mining Industry Association (JMIA)
Mackey PJ (1982) The physical chemistry of copper smelting slags—a review. Can Metall Q 21:221–260
Nagamori M (1974) Metal loss to slag: part II. Oxidic dissolution of nickel in fayalite slag and thermodynamics of continuous converting of nickel-copper matte. Metall Trans 5:539–548
Bale CW, Bélisle E, Chartrand P, Decterov SA, Eriksson G, Gheribi AE, Hack K, Jung IH, Kang YB, Melançon J, Pelton AD (2016) FactSage thermochemical software and databases, 2010–2016. Calphad 55: 1–19
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 The Minerals, Metals & Materials Society
About this paper

Cite this paper
Cornejo, K., Chen, M., Zhao, B. (2021). Control of Copper Loss in Flash Smelting Slag. In: Li, B., et al. Materials Engineering—From Ideas to Practice: An EPD Symposium in Honor of Jiann-Yang Hwang. The Minerals, Metals & Materials Series. Springer, Cham. https://doi.org/10.1007/978-3-030-65241-8_7
Download citation
DOI: https://doi.org/10.1007/978-3-030-65241-8_7
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-65240-1
Online ISBN: 978-3-030-65241-8
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)