
Abstract
Laboratory and field studies were conducted to evaluate the capabilities of two commercially available laundromat waste treatment systems to treat laundromat wastes with the possibility of recycling the treated effluent: (a) The Winfair Water Reclamation System (WWRS) involves the addition of alum to a pH of 4, sedimentation, sand filtration, carbon absorption, and passage through ion exchange resins and (b) The American Laundry Machinery Industries (ALMI) system employs chemical precipitation prior to filtration through diatomaceous earth. Lenox Institute of Water Technology (LIWT) designed a physicochemical process system involving mainly the use of dissolved air flotation (DAF) for treating the same laundry wastewater.
The WWRS achieved a 56% BOD reduction, 62% COD reduction, and 94% ABS reduction, but suffered from a buildup of total solids in the effluent. The system produced an effluent suitable for discharge into many streams. For effluent recycling, a functioning demineralizer would be required.
The ALMI system achieved a 63% BOD reduction, 69% COD reduction, 87% ABS reduction, 94% P04 reduction, and complete coliform removal. The increase in effluent alkalinity and hardness render very questionable the suitability of the effluent for reuse without softening and pH adjustment.
A LIWT system has been specifically designed for small operations, such as small laundromats, prewash laundries, car washers, although large laundry plants may also adopt. It is a rectangular DAF-sedimentation system without moving parts. According to the investigation of the US Environmental Protection Agency (USEPA), a DAF unit can: (a) remove 50% COD, 59% TOC, 75% TSS, 80% O&G, and 96% TP from a laundry wastewater, if 1800 mg/L calcium chloride and 2 mg/L of polymer are dosed or (b) remove only 8% COD, 38% TOC, 36% TSS, 59% O&G, and 9% TP from a laundry wastewater, if only 60 mg/L polymer is dosed. Many heavy metals and organic pollutants may also be removed by DAF at the same time. There are over thousands of commercial Supracell DAF and Sandfloat DAFF, and KAMET-DAF-DAFF systems installed and operated for treating various industrial wastewaters around the world. They (Supracell, Sandfloat, and KAMET) are suitable for use by large auto and laundry industries, but may not be suitable to small laundromats because there are many moving parts. Other commercial DAF units, such as Clari-DAF and AquaDAF, have been applied to only drinking water treatment. It is the authors’ professional judgment that either Clari-DAF or AquaDAF should be able to adequately treat the wastewater from a laundry plant, if adequate chemicals are used. A consulting engineer has successfully treated a prewash laundry wastewater using DAF. Construction of the LIWT rectangular DAF-sedimentation plant for treatment of laundry and car wash wastewaters using the optimized chemicals is recommended. This laundry wastewater treatment research was started by late Dr. Donald B. Aulenbach. Researchers around the world are invited to continue his research in order to find the best solution to treating the large-scale auto and laundry wastewater, and the small laundromat, prewash laundry, and car wash wastewaters. This was Dr. Aulenbach’s final wish conveyed to his coauthors in 2019.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
- Winfair Water Reclamation System (WWRS)
- American Laundry Machinery Industries System (ALMI)
- Innovation
- Lenox Institute of Water Technology Wastewater Treatment System (LIWT)
- Dissolved air flotation
- Supracell
- DAF
- Sandfloat
- DAFF
- KAMET
- DAF-DAFF
- Clari-DAF
- AquaDAF
- Pretreatment
- Municipal sewer discharge
- Rectangular DAF-sedimentation system
- Car wash wastewater treatment
- Prewash laundry wastewater
- USEPA investigations
1 Introduction
There are many diverse types of wastes which produce problems today. One of these is the wastes from coin-operated laundromats, particularly those located in areas where sewer systems are not accessible. Numerous treatment systems have been devised for treating these wastes. Two, such systems became available and formed the conception of this study. It is the purpose of this study to evaluate these two systems for the treatment of laundromat wastes.
The post-World War II era gave rise to three developments which complicated the laundry waste problem. First, was the mass production of automatic home laundry equipment. Second, the building boom in suburban areas placed much of this equipment in unsewered areas. Finally, the appearance of coin-operated laundromats in these new suburban centers meant that millions of gallons of detergent, germ, and soil-laden waste water was being discharged into streams, estuaries, ponds, and groundwater supplies.
Since most of the early laundry detergents were not biodegradable; conventional septic tank systems were ineffective in treating these wastes. With the advent of biodegradable laundry detergents, some of the problems were ameliorated, but only if the coin-operated laundromats were located in areas where there was a sufficient quantity of suitable land for the construction of leaching fields. This was seldom the case since most of these installations were in densely populated new suburbs where land was at a premium. Therefore, waste treatment facilities for coin-operated laundromats in unsewered areas had to fulfill the following requirements:
-
1.
Provide an effluent acceptable to health regulations.
-
2.
Handle peak loads as well as normal demands.
-
3.
Require a minimum of service and operational maintenance skills and time.
-
4.
Be able to be easily dismantled, transported, and reassembled at a new site.
-
5.
Occupy a minimum of space.
-
6.
Be economically feasible in terms of cost per load of wash.
-
7.
Whenever possible, recycle the water for further use.
The first part of this chapter evaluates the Winfair Wastewater Reclamation System (WWRS) which claims to fulfill all of the above requirements.
This second part of the chapter describes the operation of the American Laundry Machinery Industries (ALMI) wastewater treatment system, which claims to fulfill all but the recycle requirement of laundromat waste treatment system in unsewered areas and evaluates the actual function of that system.
2 Basic Laundry Waste Treatment System
Wastes from both individual home laundries and multiple-unit coin-operated laundromats can present problems where they cannot be discharged into sewerage systems provided with adequate treatment facilities. The spread of population into unsewered areas is followed by the establishment of coin-operated laundromats in these unsewered areas. An indication of the magnitude of the problem may be given by the estimate that there are over 120 laundromats in Suffolk County, Long Island, New York, USA, alone [1]. An illustration of laundry waste production from washers is shown in Fig. 10.1 and typical preliminary treatment of laundry wastewater using a screen is shown in Fig. 10.2. Nearly all of these ultimately discharge their effluent into the ground.

Laundry wastewater from washers (Source: USEPA)

Typical laundry waste’s preliminary treatment using a screen (Source: USEPA)
The switch to the use of synthetic detergents (syndets) has also contributed considerably to the problem. The conversion to linear alkyl benzene sulfonates (LAS) (Fig. 10.3) has reduced this problem where aerobic biological treatment is provided. However, under anaerobic conditions, such as in septic tanks and saturated soil, there is little breakdown of the LAS. In saturated soils, these syndets may travel considerable distances without being decomposed thereby entering water supplies. In addition, studies on Long Island [1] have shown that the synthetic detergents seem to cause other pollutional material, specifically coliforms, to be carried greater distances than conventional soap do. This is in partial disagreement with the work done by Robeck et al. [2] who showed that increased concentrations of alkylbenzene sulfonate (ABS) had no effect upon the travel distance of coliforms in water-saturated, sandy soils under laboratory conditions.

Typical composition of detergents (USEPA)
The problems created by laundromat wastes have led to many studies of methods for treatment, and to the creation of numerous waste treatment systems. A large volume of work was done at Manhattan College for the State of New York, USA [3]. Work was done to determine the amount of alum needed to improve the quality of the waste (with no consideration of ABS removal), and further, the amount of powdered activated carbon needed to remove the ABS. An alum dose of 100 grains/gal (1700 mg/L) and an activated carbon concentration 7 times the ABS concentration are recommended to remove substantially all anionic syndets. Close scrutiny of the data reveals that the optimum conditions for clarification of the waste without regard to ABS removal are 1530 mg/L of alum at pH 5.7, with the ranges being 850–2210 mg/L alum and pH 5.1–6.0. A dose of 1360 mg/L of alum and 340 mg/L powdered activated carbon at pH 6.0 produced an effluent containing 1.8 mg/L ABS. No studies were made to determine the removal of ABS by alum alone.
Flynn and Andres [4] recommended treatment with alum at pH 4.0 and powdered activated carbon to be effective in treating laundromat wastes. Rosenthal et al. [5] conducted a more thorough study of laundromat waste treatment using alum and activated carbon. They found that 800 mg/L of alum alone at pH 4.5 removed 77% of the ABS. The acceptable pH range was 4.3–4.6. In the laboratory, 2000 mg/L powdered activated carbon (Nuchar) increased the ABS removal to 97%. In an actual laundromat, alum plus 400 mg/L powdered activated carbon resulted in 83% removal of the ABS. The use of granular carbon in a series of three filters instead of powdered carbon increased the ABS removal to 99% in the laboratory and 93% in the plant. Further studies showed that alum coagulation at pH 11.4 with lime produced a clearer effluent which settled more rapidly and used less alum to achieve the same ABS reduction. Passing the alum-lime effluent through a 10 ft. deep granular activated carbon pressure filter produced a 99.8% reduction in ABS in the laundromat waste treatment plant. Paulson [6] used granular activated carbon to remove syndets from filtered sewage plant effluents. He applied the effluent to 4–5 ft. units in series at 10 gpm/ft.2 and regenerated the first unit when the ABS in the effluent reached 0.5 mg/L. Weber [7] determined that the ABS uptake by granular activated carbon increased with decreasing pH.
The basic types of laundry waste treatment systems have been studied by Flynn and Andres [4]. Their conclusion is that those employing alum at a pH of about 4.0 and powdered activated carbon produce the greatest reduction of ABS at the most reasonable cost in operation time, equipment, and chemicals.
3 The Winfair Water Reclamation System
A proprietary treatment plant utilizing the basic treatment principles of Flynn and Andres, that for employing alum at a pH of about 4.0 and powdered activated carbon [4], is manufactured by the Winfair Corporation, Green Lake, Wisconsin (now a subsidiary of the Os hko sh Filter Company, Oshkosh, Wisconsin). A complete Winfair Water Reclamation System was installed at the Coin-Op Laundry at Burnt Hills, New York. This is a small community north of Schenectady, where individual wells and waste treatment systems are the only means available to obtain water and dispose of liquid wastes, respectively. The ground water table in the immediate area surrounding the laundromat is near the surface and is used as a water supply by some neighbors. Water about 70 ft. below the surface is highly sulfurous and has a total dissolved solid content of around 700 mg/L. Permission could not be granted to dispose of the untreated laundromat waste in a septic tank system. The problems of water supply and disposal were both overcome by the installation of this complete water reclamation system.
In this system (Fig. 10.4), the washer effluents are first screened and then stored in a holding tank. From here a 15 gpm pump conveys the waste through the alum coagulation system. Alum is added to pH 4.2–4.5 and then the waste enters a 45-gal upflow tank for floc formation (3 min. Contact time). The effluent from this tank is treated with lye so that the pH after settling is 7.0 (pH slightly higher than 7.0 at the test point). The waste now travels through ¾ in. copper tubing to the mid-depth of a large settling tank. The sludge is disposed of periodically and the clear supernatant is pumped through l of 5 pressure sand filters in parallel (3 gpm through each). The sand filter effluent passes up through a bed containing Duolite (Diamond Alkali Company, Redwood City, California) anion exchange resin A 102 D for detergent removal. After removal of the detergent, the waste passes up through a bed of granular activated carbon for taste, odor, and color removal. From there, 1/3 of the flow passes through a cation and an anion exchange resin for complete deionization. After recombination, the waste is chlorinated and the pH neutralized before it enters the clean water tank prior to reuse.

Winfair Water Reclamation System (USEPA)
It appears that such a system should provide satisfactory water for reuse in a laundromat. It is claimed that the cost of the additional treatment is offset by the saving of fresh water and reheating of the water, since it is normally still warm after passing through this treatment system. However, some difficulty was encountered after the system had been operating for several months. The detergent removal resin became saturated, and no longer functioned in its capacity to remove detergents. This resin cannot be regenerated by ordinary means and must be returned to the manufacturer for regeneration. Also, the two deionizer resins were entirely ineffective, causing the total solids in the recirculating water to increase constantly. These resins are normally regenerated weekly by conventional acid and alkali techniques. Efforts to rejuvenate them proved fruitless, and the total solids continued to increase.
The reason for the failure of the detergent removal resin was quite apparent. This resin was designed to function on the basis of an effluent from the alum coagulation system containing 5 mg/L of ABS or less. By test, the alum treatment effluent contained approximately 15 mg/L ABS. Thus, the resin became saturated in 1/3 the expected time. Replacement of this resin produced an effluent containing only 2 mg/L ABS after complete treatment. Further, the anion exchange resin in the deionizer would attempt to remove a portion of the residual detergent not removed by the other portions of the system. During the period when the detergent removal resin was saturated, a high detergent concentration reached the anion demineralizer where it was exchanged into the resin. Since the detergent cannot be removed from the resin by conventional means, this resin became saturated with the detergent and no longer functioned as an anion remover. No similar analogy can be made for the reason the cation exchange resin failed.
The major portion of the problem appeared to be the failure to achieve the expected ABS removal in the alum coagulation system. Whereas it was expected that this system should produce an effluent containing 5 mg/L of ABS or less, the actual effluent contained around 15 mg/L ABS, or a removal in the order of 50%. Since the work done at Manhattan College [3] did not include an evaluation of the removal of ABS by alum alone, and the work done by Rosenthal et al. [5] showed 77% removal of ABS by alum alone at pH 4.5, it was felt that further studies to determine the removal of detergent by alum coagulation alone were needed to evaluate the problem.
4 Laboratory Studies of Detergent Removal
Three series of experiments were performed to study the removal of detergents by the use of various concentrations of alum at various pH values. All mixing and coagulation were done using a typical 6-place multiple laboratory stirrer. Inasmuch as possible, an attempt was made to have the laboratory procedures reproduce the treatment provided by the Winfair Water Reclamation System. After adding alum, the samples were mixed at 50 rpm for 3 min. Then the pH was adjusted to the appropriate value, and coagulation was produced by stirring at 30 rpm for 10 min, after which the samples were allowed to settle for 30 min. Determinations were made for ABS to determine the detergent removal, and for chemical oxygen demand and turbidity to determine the quality improvement. The sludge volume after settling was also determined in order to provide some additional information on the amount of sludge storage capacity needed. ABS was determined by the methylene blue extraction technique, using 2 mL of sample. This volume of sample did not tend to produce emulsions during the extraction. All other analyses were made according to Standard Methods [8].
The waste samples were secured from the holding tank containing the mixed laundromat wastes. The only pretreatment it received was screening to remove lint and other large particles. The temperature of the waste at the time of sampling was 40 °C.
In the first test, sufficient alum was added to a portion of the waste sample to lower the pH to 4.5. This same amount of alum was then added to four other samples; a control containing no alum was given the same physical treatment. After mixing for 3 min, the pH of the samples containing alum was adjusted with acid or sodium carbonate as needed to values of 3.5, 4.5, 5.5, 6.5, and 7.5. No pH adjustment was made in the control. The results are summarized in Table 10.1, and the reductions in ABS, COD, and turbidity are shown in Fig. 10.5.

Efficiency of alum treatment of Laundromat wastes as a function of pH
The best reductions in ABS and COD occurred at pH 4.5, whereas the best turbidity reduction occurred at pH 7.5. Actually, the turbidity reduction was good throughout the entire pH range. The lowest sludge volume occurred at pH 3.5, although the amount of sludge produced at pH 4.5 was still quite low. The high total solid content of the waste reflects the failure of the deionizer in the treatment system. Also, to be noted is that the alum treatment resulted in an increase in the total solid content of about 1000 mg/L. The results from the control containing no added alum showed no ABS removal, and a slight increase in turbidity. The reduction in the COD of the control is likely due to sedimentation of larger particles. There was some sediment on the bottom of this container, but it was insufficient to measure on the % scale. It is apparent that all the ABS reduction in the test samples was due to the added alum, and not due to plain sedimentation.
In an attempt to determine if satisfactory results could be obtained at any lower alum dosages, a second experiment was run adding 1000, 1250, and 1500 mg/L alum. Further, in order to evaluate the recommended operation of the Winfair treatment system in which the alum-treated mixture is neutralized to pH 7.0 before sedimentation, duplicate samples were run: 1 with no pH adjustment, and the other adjusted to pH. 7.0 with sodium carbonate after 3 min mixing at 50 rpm and before 10 min coagulation at 30 rpm. The results are summarized in Table 10.2, and the reduction in ABS, COD, and turbidity for the unnaturalized and the neutralized samples are compared in Fig. 10.6. The pH was similar with all 3 alum dosages. The ABS removal without pH adjustment was consistently near 60% over the range of alum additions, whereas in the samples adjusted to pH 7.0, the greatest ABS reduction was about 50% with 1000 mg/L alum, and this reduction dropped to 40% with 1500 mg/L alum. Neither the alum concentration nor the pH in the ranges covered had any significant effect upon the COD removal. The turbidity removal was poor with 1250 and 1500 mg/L of alum without pH control, but at pH 7.0, the turbidity removal was nearly constant at 90%. At all alum dosages used, the sludge volume without pH adjustment was about 1/3 that at pH 7.0.

Efficiency of alum dosage for treatment of laundromat wastes at different pH values
Since the previous experiments indicated better ABS removal with no pH neutralization, but covered only a narrow range of alum dosages, the next logical step seemed to be to study the effects of a wide range of alum dosages with no pH neutralization. Alum was added to samples of the waste in 250 mg/L increments from 500 to 1750 mg/L. No attempt was made to maintain the pH near 4.5. Mixing and coagulation were maintained as in the previous experiments. The results are summarized in Table 10.3, and the efficiencies of removal of the ABS, COD, and turbidity are shown in Fig. 10.7. The addition of 500 mg/L alum lowered the pH to only 5.5 whereas the addition of 750 mg/L and greater lowered the pH to nearly 4.5 and even slightly below this level with 1750 mg/ L alum. ‘The maximum ABS removal of 67% occurred with the addition of 1000 mg/L alum, and only slightly less removal occurred in the range of 750 to 1250 mg/L alum. Poor ABS removal occurred with only 500 mg/L of alum, and again with 1500 mg/L, but increased removal again occurred with 1750 mg/L alum. The COD removal was fairly consistent above 750 mg/L alum, but was somewhat less with only 500 mg/L. The best turbidity removals occurred between 750 and 1250 mg/L alum. There was no significant difference in the sludge volumes produced with the various alum additions. The total solids generally show the effect of the added alum, but there appeared to be a slight reduction in total solids with the addition of 500 and 750 mg/L alum. Generally, it appears that optimum conditions for ABS, COD, and turbidity removal are 750 to 1250 mg/L alum in the pH range of 4.5 to 4.8.

Efficiency of alum dosage in treatment of laundromat wastes
An important observation of these lab studies is that the lowest ABS concentration achieved for any procedure was in the order of 10 mg/L. This is twice the value claimed by the manufacturer, and upon which the ABS removal resin is based. This means simply that the resin will be saturated in half the predicted time, or to put it another way, the cost for the ABS removal by the resin will be twice that predicted by the manufacturer.
5 Treatment System Operation
The above studies were performed under the auspices of the New York State Health Department and showed the need for a more thorough study of the system. Meanwhile, the laundromat operator had to discontinue use of the Winfair system due to complaints by customers of odors and foaming in the recycled water. In an effort to alleviate the problem, he purchased and put into use a treatment system designed by American Laundry Machinery Industries. This system is based upon the precipitation of the anionic syndets by means of a cationic syndet, the precipitation of phosphates and other materials with CaCl2, and separating the solids by means of a pressure diatomaceous earth filter (Fig. 10.8).

American Laundry Machinery Industry diatomaceous earth filtration equipment
Whereas this provided satisfactory treatment of the waste, it did not solve the problem of water supply nor the hydraulic discharge of the treated effluent. Thus, the operator was forced to discontinue his laundromat operation at Burnt Hills.
However, the operator retained the 2 treatment systems and offered their use for research purposes. When a Federal Water Pollution Control Administration Grant became available, he graciously offered their use at another laundromat. They were set up in a shed which was somewhat remodeled and electrified. The flow diagram is shown in Fig. 10.9. A 4000 gal. Holding tank was installed and four 1000 gal. Tanks were provided for settling, sludge holding, and treated water. Chlorination was applied in the treated water storage tank. The system was designed so that the waste would flow into the holding tank, and when it was full, it would overflow into the existing distribution boxes and tile drainage field. Physical problems were encountered with these last two appurtenances, in that trucks delivering to the adjacent food market would drive over them, crushing them and blocking them. This resulted in the overflow of raw wastes from our holding tank.

Laundromat Treatment Plant (USEPA)
The Winfair system was set up and put into operation first while replacements were awaited for the filtering elements of the ALMI system which were found to be rusted beyond use upon receipt of the units. The Winfair system was operated for a period of 9 months. Analyses were performed for ABS, COD, BOD, pH, and total dissolved solids.
The ABS concentration throughout the system is shown in Fig. 10.10. The actual values are summarized in Table 10.4. The greatest removal of ABS was accomplished by the alum addition followed by sedimentation. This was in the order of 76% of the initial ABS, and resulted in an average ABS, after settling, of slightly over 11 mg/L. This is in the same order as the laboratory experiments. The sand filter removed a little more ABS, but the detergent removal resin lowered the ABS to an average of less than 3 mg/L. This resin actually removed in the order of 70% of the remaining ABS. The activated carbon and the demineralizer system removed little additional ABS. The average overall ABS removal was 94%.

Detergent concentrations through Winfair System
The BOD and COD results are summarized in Table 10.5. These parameters were determined to show the effectiveness of this system as a treatment system. If the effluent is to be recycled, these parameters must be followed in order to be alerted to an undesirable buildup. If the effluent is to be discharged, their concentrations must be known in order to determine if the effluent will be acceptable in the receiving body of water. The average BOD of the effluent was 52 mg/L and the average BOD reduction was in the order of 56%. The average COD of the effluent was 114 mg/L and the average COD reduction was 62%.
The pH (Table 10.6) of the raw waste was generally near neutral to slightly alkaline. On only two occasions was the pH below 6.8. These are considered due to the production of septic conditions in the holding tank. The pH adjustment in the flocculating tank was maintained between 3.9 and 5.1 with one value at 6.0. The pH increased more than one unit on an average as it passed through the settling tank. By the time it reached the end of the treatment system, it reached an average value greater than 6.0.
The total dissolved solids pose a problem if the effluent is to be reused in a laundromat. The dissolved solids through each unit of the system are summarized in Table 10.7. The variation was greatest in the raw waste which had a minimum value of 625 mg/L and a maximum of 1450 mg/L. The primary concern is that the overall system resulted in an increase of total dissolved solids, rather than the desired reduction. This is shown in Fig. 10.11. The greatest increase was due to the alum addition and was in the order of 20 mg/L. The demineralizer, which was designed to reduce the dissolved solids, resulted in an average increase of 6 mg/L, or essentially no effective reduction.

Summary of total dissolved solids in Winfair System, mg/L
The effluent from the system was chlorinated in the final holding tank before being discharged to a swampy area of a slow-running stream. This stream was little more than a drainage ditch which helped to drain the high-water table of the surrounding area. All the houses in the area are provided with septic tank and tile field systems. The overflow from the holding tank (as described previously) also reached this swampy area. During warm weather an offensive odor arose from the stagnant stream, causing complaints by the neighbors. An injunction was brought against the laundromat operator to prevent the overflow of wastes from the holding tank. It was decided to install a float valve on the holding tank so that the system would operate automatically when the holding tank was full. Even with the promise to have the float valve operative within a week’s time, the judge closed the laundromat. This also resulted in the land owner’s filling in the swamp and digging a channel to carry off the water, thereby eliminating the problem created by the stagnant water. Whereas the injunction closed the laundromat, there was no claim against the operation of the treatment system. Arrangements were made to transfer 2000 gal/day of laundromat waste from another laundromat about 3 miles away. This allowed operation of the treatment system without moving the equipment. However, no further studies were performed using the Winfair system.
6 Discussion of the Winfair System
The Winfair Water Reclamation System was operated for a period of 9 months adjusting the pH of the raw waste with alum in the range of 4.0 to 5.0, but with no neutralization prior to sedimentation. The average ABS content after settling was 11 mg/L, which correlates well with the results of the lab studies. The value is double that which the manufacturer claims can be expected from this portion of the system. However, it is less than the 15 mg/L obtained by the original operator. It does confirm that the anion ABS exchange resin will be depleted in half the time predicted by the manufacturer. So long as consideration is made for this, it will not create a serious problem except for an increase in cost for the operation. The overall ABS reduction was 94%, resulting in a residual ABS of 2.3 mg/L. This is greater than the recommended drinking water standards but should be satisfactory for reuse in a laundromat.
The BOD and COD removals are intermediate between primary and secondary treatment. The residual may or may not be acceptable for discharge depending upon the receiving stream. This would also depend on the volume of the waste from each individual laundromat under consideration. Generally speaking, the average BOD of 52 mg/L and the average COD of 114 mg/L in the effluent are considered rather high for recycling of the effluent. Chlorination may reduce these slightly and also prevent septic conditions in the recycle holding tank.
pH was to have been an important key in this study. Since the initial pH adjustment was difficult to establish, it was expected that a wide range of pH values would be obtained allowing for an evaluation of the degree of treatment over a wide pH range. Instead, the lab assistants went to extreme pains to maintain the pH between 4.0 and 5.0 in order to obtain what the laboratory studies had shown to be the pH for the greatest purification. An attempt was made to correlate the pH treatment, but the results showed no conclusive trend. It is interesting to note that when the system was first set up and operated to get the bugs out, on one occasion the pH in the flocculation tank was 6.0, and the ABS in the effluent was recorded as 0.0. Since this was a break-in period both from the standpoint of operating the system and perfecting lab techniques, no great value can be placed on this single result.
One of the greatest disappointments was the operation of the demineralizer system for removal of the total dissolved solids. The increase in the total dissolved solids due to the addition of the alum of about 20 mg/L was less than that of up to 1000 mg/L experienced in the lab studies. This indicates better control and separation in the system than in the lab. The increases in passing through the remaining units of the system are insignificant. However, when it comes to the demineralization, this is supposed to reduce the total solids, not result in an insignificant increase. When the system was started up, fresh resins were placed in the units. Some difficulty was found in balancing the valves so that approximately one-third of the flow passed through the demineralizers. After this was established, samples were secured for the dissolved solids test which showed no reduction. It is possible that in establishing the flow, the resins became exhausted. Therefore, they were regenerated as per specifications, but with no change in results. Numerous efforts were made to regenerate the resin and they were completely replaced later in the study. The flow was regulated to all extremes including passing all the liquid through the resins. All of these efforts proved fruitless. It can only be concluded that the demineralizer system provided by the company was not capable of performing the job for which it was designed. This is the same conclusion reached with the initial evaluation of the failure of the system in its first location.
Although the possibility of reuse of the treated effluent was considered, it was not attempted in any of these studies. The water supply for the laundromat was adequate, and it was felt that the existing good-quality water would be preferred to reused water. The only advantage that could have been gained by reuse would have been a saving in waste water that would have had to be discharged. The quality of the effluent is considered to be adequate for reuse in a laundromat, but certainly not for drinking. No consideration could be made of the number of reuse cycles that could have been made before the buildup of non-removed materials would reach an undesirable level. It is also considered that this treatment would result in an effluent which could be discharged into a subsurface disposal system with a minimum of problems.
7 The Alum Filtration System
As early as 1944, the U.S. Army Corps of Engineers developed a diatomite filtration unit for use in supplying safe and potable water for field troops [9]. These units had to (a) be portable and (b) operate at a high rate of output. Since the nation was then involved in a global war, the economic factor was not of great importance in evaluating the overall success of the system. In addition to the conventional health and aesthetic requirements, the system had to remove the cysts of Endamoeba histolytica and the cercaria of schistosomes. This was particularly crucial in both the South Pacific and the Mediterranean Theatres of war. At flow rates of 6 to 12 gpm, many cysts passed through conventional sand-type filtration units. On the other hand, the diatomite filters affected virtually complete removal of cysts under the most severe tests.
These findings were again utilized as the post-World War II boom of home laundries and public laundromats spread into unsewered areas, increasing the need for effective treatment units. The American Laundry Machinery Industries (ALMI) Diatomaceous Earth Filtration System was developed for such laundry waste treatment.
Structurally, the ALMI wastewater treatment system (WWTS) used is a continual water filtration system consisting of a mixing tank, 2 chemical feed tanks, 2 pressure filter units operated in parallel, and the appropriate pumps, valves, and connecting piping. Additional appurtenances include a 4000-gal raw wastewater holding tank to provide flow equalization, a 1000 gal treated water tank which served as a chlorine contact tank, and a 1000 gal. Sludge holding tank which retained the filtered materials plus the spent diatomaceous earth (DE) until hauled away by a scavenger. Each filter unit contains 45 vertical mesh screen tubular elements (total of 90 elements) which serve as a septum for the diatomaceous earth (DE) precoat. Figures 10.8 and 10.12 together show an 8000 gal/day single diatomaceous earth filtration system. A schematic flow diagram of a double diatomaceous earth filtration system is shown in Fig. 10.13. The principal characteristics of this unit are listed in Table 10.8.

Simplified schematic flow diagram of American Laundry Machinery Industry (ALMI) single diatomaceous earth filtration system

Simplified schematic Flow Diagram American Laundry Machinery Industry double diatomaceous earth filtration system
System operation consists of applying a precoat on the filter elements by recirculating a water suspension of DE from the mixing tank through the filters with return to the mixing tank. The precoat operation usually requires 3–6 min using a 45 lb. change of diatomaceous earth. Following precoating, the waste purification cycle is initiated by pumping wastewater from the holding tank to the mixing tank, through the filters and to the treated water tank. A purification cycle normally lasts 15 min during which 400 gallons of wastewater are processed at a flow rate of 25 gpm. Following each 15 min filtration cycle, a timer switch shuts off the filter pumps and activates a mechanical shaker mechanism which “bumps” off the precoat from the filter elements. The precoat and filtration cycles are then repeated following completion of the bump phase. The periodic bump to remove and re-precoat the filter elements restores pressure drop loss which occurs as solids accumulate on the filter elements. Figure 10.14 illustrates the rate of pressure drop increase (and flow decrease) as a function of number of filtration cycles [10, 11]. Usually, it is possible to achieve 10–15 filtration cycles with one DE charge, which allows processing of 4000–6000 gal of wastewater.

ALMI System Pressure Drop–Flow Changes
The recommended chemical operation of the ALMI system consists of the addition of CaCl2 and Roccal (commercial name for a quaternary ammonium compound, which is in effect both a cationic detergent to remove residual anionic detergents and a germicide to kill bacteria) to the raw waste in the mixing tank. In addition, NaOH, alum and ferric chloride were added in tests to study the removal of phosphates. Finally, sodium hypochlorite (Clorox) was added to the effluent to reduce bacteria. The entire chemical reactions of the ALMI Wastewater Treatment System take place in the mixing tank. They are designed to neutralize and/or precipitate phosphates, spent detergents, nitrates, organic matter, and suspended particulates in the wastes. To the degree that the chemical process is effective, these substances are then trapped upon the filter medium, theoretically leaving a clear, odorless, and non-pathogenic effluent low in organic matter.
This entire phase of this study was conducted under less than ideal conditions. Just prior to commencing of this project, an injunction was obtained against the laundromat operator, forcing him to shut down his operation. This was due to an overflow of wastes from the holding tank at the treatment plant. The system was designed so that when the holding tank was full, the waste would spill over into a septic tank and leaching system. However, delivery trucks had crushed the pipes leading to the septic tanks and tile fields, so that the waste overflowed at the holding tank. Fortunately, the injunction which closed the laundromat said nothing about the treatment plant, so arrangements were made with the operator of a laundromat about 3 miles away to truck 2000 gal. Per day from his septic tank to our holding tank. This waste was septic and not fresh as the local waste was. This probably made the waste more difficult to treat. It was assumed that if this system could treat this septic waste satisfactorily, it could do an even better job of normal fresh laundromat wastes.
8 Laboratory Analysis
Discussion of the information available from the data is expanded for each of the parameters measured, and then the most nearly optimum operating conditions are evaluated.
8.1 ABS Removal
With one exception, 97% or better ABS removal was achieved with Roccal dosages of 26 mg/L and greater as summarized in Table 10.9. With one exception, the ratio of CaCl2 to Roccal ranged between 4.78 and 5.1 on these occasions. Poorer ABS removals occurred when the Roccal addition dropped below 26 mg/L and the CaCl2: Roccal ratio was greater than 10. The summary of the removal of ABS is shown in Table 10.10. The concentration of ABS in the raw waste was fairly constant with a variation only from 16 to 26 mg/L and an avg. of 20 mg/L. The highest value in the effluent was 5.2 mg/L and on numerous occasions the ABS was removed completely. The avg. ABS in the effluent was 2.5 mg/L, representing an avg. reduction or 87%.
8.2 BOD Reduction
The values of the BOD reduction are summarized in Table 10.11. The highest BOD recorded in the influent was 371 mg/L, but the next highest value was 168 mg/L. The avg. BOD of the waste was 126 mg/L. The avg. BOD of the effluent was 47 mg/L. The avg. reduction was 63%; the maximum. Was 82% and the minimum 7%. The 82% reduction was achieved using a 46 lb. charge of Pitcher Celatom and resulted in an actual reduction of BOD from 109 mg/L to 20 mg/L.
8.3 COD Reduction
Table 10.12 shows the summary of the COD reduction . The COD of the influent ranged from 200 to 455 mg/L with an avg. value of 340 mg/L. The values in the effluent ranged from 42 to 196 mg/L with an avg. of 104 mg/L. The greatest reduction of 84% occurred on two occasions and the poorest reduction was 1%. The avg. reduction in COD was 69%. The best COD reduction was achieved using Diatomitein in a 44 lb. charge resulting in actual reductions of 258 and 285 mg/L to 42 and 45 mg/L, respectively.
8.4 Turbidity Reduction
The turbidity of the effluent varied appreciably with the pH as shown in Fig. 10.15 (% transmittance is plotted instead of actual turbidity; a high transmittance indicates a low turbidity). It may be seen that the best turbidity removal occurs when the pH is adjusted to values greater than 8. Table 10.13 shows the variation of the effluent turbidity with various dosages of each of the diatomaceous earths used. The best reduction of turbidity was achieved using Pitcher Celatom at a SO lb. charge resulting in an effluent which manifested 96% transmittance.

Effluent turbidity vs. pH of the ALMI System
8.5 Organic Nitrogen
The small number of results for Kjeldahl nitrogen available is summarized in Table 10.14. Although the data are not statistically significant, on one occasion there was an increase in the organic nitrogen of 146% from the influent to the effluent; on the other two occasions there was a reduction.
8.6 Total Dissolved Solids Increase
In all cases, due to the chemicals added for the treatment, there was an increase in the total dissolved solids as shown in Table 10.15. The average increase was 61%. The greatest increase was 144% from 450 mg/L to 1100 mg/L. The least increase, 3%, from 390 and 400 mg/L to 400 and 410 mg/L, respectively, occurred using Diatomite in a 44 lb. charge combined with 56 mg/L of CaCl2 and 12 mg/L of active Roccal. That the increase in total dissolved solids is directly related to the CaCl2 added is shown visually in Fig. 10.16.

Effect of CaCl2 dosage on total dissolved solids in effluent from the ALMI system
8.7 Hardness
The scant hardness data do not lend themselves to statistical evaluation. It would be useful to correlate hardness in the effluent with CaCl2 dosage, but this is not possible. A summary of the existing data is shown in Table 10.16. The hardness in the influent varied only between 172 and 248 mg/L with an average of 209 mg/L. On two occasions on the same day there was an extreme increase in hardness in the effluent to 620 and 668 mg/L. Including these two values, the average hardness in the effluent was 284 mg/L showing an average increase of 36%. Excluding these two abnormal values there was an average reduction of 20% to 166 mg/L.
8.8 Phosphate Removal
It is well known that phosphate removal is directly related to the pH of the solution. This is shown clearly in Fig. 10.17. Below pH 7.5 the phosphate removal was in the order of 25%, whereas above pH 8.5, it was above 90%. To show any effect of CaCl2 dose on phosphate removal, Fig. 10.18 was constructed. It may be seen that increased CaCl2 dosage does result in a greater removal of phosphate, but this removal approaches only 50% with CaCl2 dosages up to 700 mg/L. On the other hand, CaCl2 dosages in the range of 400 to 600 mg/L removed over 90% of the phosphate when NaOH was added. When alum was added and the waste settled in the Winfair system prior to treatment in the ALMI system, an 85% reduction of phosphate was achieved using only 150 mg/L CaCl2. For these reasons, the summary of the phosphate removal results (Table 10.17) is divided into sections showing the removals with CaCl2 alone, with addition of NaOH, and with alum and settling. The maximum phosphate removal, from 169 mg/L to 3 mg/L representing a 98% reduction, was obtained using Pitcher Celatom in a 50 lb. charge with the addition of NaOH to a pH of 9.55, and 435 mg/L of CaCl2 with 18.3 mg/L of Roccal (23.77 to 1 ratio).

Effect of pH on PO4 removal in the ALMI system

Effect of CaCl2 dosage on PO4 removal in the ALMI system
8.9 Alkalinity
The results of the alkalinity are summarized in Table 10.18. The average alkalinity in the raw waste was 368 mg/L with a range of 340 to 420 mg/L. With no addition of NaOH, there was an average slight reduction in alkalinity to 329 mg/L With the addition of NaOH, the alkalinity increased to an average of 475 mg/L.
8.10 Acidity
The results of the acidity are summarized in Table 10.19. The average acidity in the raw waste was 91 mg/L with a range of 73 to 124 mg/L. With no NaOH added, the average acidity showed a slight increase to 112 mg/L during treatment. Upon addition of NaOH, the acidity was lowered to an average value of 31 mg/L, with occasional instances of completely removing the acidity (pH > 8.3).
8.11 Optimum Operating Conditions
There was no one set of operating conditions which produced the maximum reduction of all parameters of pollution. However, the best overall results, as shown in Table 10.20, were produced under the following conditions: (1) 50 lbs of Pitcher Celatom as filter aid; (2) a 3 min pre-coat time; (3) 567 mg/L of CaCl2; (4) 23.8 mg/L of active Roccal during a 7530-gal run; and (5) with the addition of NaOH. This combination of treatment resulted in: (1) 98% reduction of ABS from 21.6 mg/L to 0.20 mg/L, satisfactory for USPHS Drinking Water Standards; (2) a 73% reduction of BOD from 133 to 34 mg/L; (3) an 85% reduction of COD from 285 mg/L to 45 mg/L; (4) a 94% reduction of PO4 from 169 mg/L to 6 mg/L; (5) a 97% transmittance for turbidity of the effluent; (6) no significant change in acidity; (7) raising the pH from an influent value of 7.2 to 8.5; (8) increasing the total dissolved solids (TDS) 44% from 488 mg/L to 715 mg/L; (9) little change in the alkalinity; (10) an 8% increase in the hardness from 208 mg/L to 266 mg/L; and (11) <10 coliform/100 mL when chlorinating the effluent.
9 Discussion of the ALMI System
The first criterion for a satisfactory effluent is that it meets health department standards. In New York, this demands (l) an effluent which manifests a coliform count of zero after chlorination based upon a 1 mL sample and (2) a reduction of 75% in biochemical oxygen demand (BOD). The ALMI system meets the requirement with respect to the elimination of coliform organisms and at optimum conditions achieves a 73% reduction of BOD. The ABS and total solids (TS) in the effluent meet the US Environmental Protection Agency (USEPA) drinking water standards.
The second requirement of a wastewater treatment system is the ability to handle peak loads as well as normal demands. The ALMI System proved able to treat a maximum of 25–26 gpm and also produce a satisfactory effluent at a regular flow of 14–15 gpm resulting in a total daily flow of 6300–8500 gpd. At two runs per day, this unit can treat a total of 7530 gpd. At a maximum average flow of 587 gpd per washing machine as shown in Fig. 10.1, the maximum average daily effluent from 12 to 13 machines could be treated in these two runs. It required 252 min or 4.2 h to treat the average daily effluent from approximately seven machines. Based upon a 12 h/day, the ALMI system could treat the average daily flow from approximately 20 machines. The holding tank of 4000 gallons capacity provided storage during peak flows.
The third requirement is that it requires a minimum of service, operational and maintenance skills, and operator time. After the optimum combination of chemical and mechanical aids was determined, it required very little time to add the DE charge and refill the chemical solution reservoirs. However, with two runs a day, the operator would have to return to add the second DE charge. All the other operations were such that the system could be activated automatically by a float valve in the holding tank. It would be possible to install an automatic DE charging setup so that the system could operate unattended during the weekend which is usually the peak usage period of the laundromat. Also, the sludge holding tank must be pumped out periodically, approximately on a weekly basis. This is best handled by a conventional septic tank service.
The fourth criterion is easily met be the ALMI system which was dismantled and removed to the RPI (Rensselaer Polytechnic Institute) laboratories with a minimum use of labor and transport facilities. It should be noted, however, that removal of the 4000 lb. holding tank, 1000 gal. Clean water tank, and 1000-gal sludge tank was not included, as these are fairly permanently installed in the ground.
As for the space requirement, the fifth criterion, the ALMI system, exclusive of holding and storage tanks, required no more than 80 ft.2, including storage of filter aids and chemicals, with a normal ceiling height.
The goal of recycling water for further use should be an ultimate aim of any waste water treatment system. In terms of reduction of spent detergents, phosphates, coliform organisms, turbidity, organic nitrogen, BOD, and COD, the effluent could be reused for uses other than drinking. However, the increases in TDS, and pH, while within the upper limits of USEPA drinking water standards , might not be suitable for certain agricultural and industrial uses. Furthermore, the increase in alkalinity and hardness, due to the addition of NaOH, and the high ratio of CaCl2 to Roccal (22.3:1) in order to increase PO4 removal render very questionable the suitability of the effluent for reuse without softening and pH adjustment.
The American Laundry Machinery Industries Diatomaceous Earth Filtration System can thus be an effective system for the treatment of laundromat wastes. Whereas there was no single optimum operating condition under which all waste parameters were removed to the greatest extent, there can be reached an optimum chemical addition and operation which will effectively treat the waste and render it safe for certain reuse or discharge into a receiving water.
10 Feasibility of Treating Laundry Wastewater by Dissolved Air Flotation
10.1 Treatment of Prewashed Denim Laundry Wastewater by Dissolved Air Flotation
The recent consumer demand for fashions made from prewashed denim has created a booming prewash industry and an unexpected wastewater problem of significant proportion [12]. Since the demand for prewashed fashion has outpaced the major denim apparel companies’ prewash capabilities and a satellite industry of contract small washers has emerged. Due to the tremendous consumer demand for prewashed denim fashions, prewashing has become highly profitable. Many small contract laundries which do not recognize the impact of prewashing on local municipal wastewater treatment plants are formed. They are similar to the small laundromats that the authors are studying. A consulting engineer has successfully treated a prewash laundry wastewater using DAF [12]. Specifically, DAF preceded by pH adjustment, polymer addition, and flocculation using over-and-under baffles did remove all apparent dye-related color. All wetted parts should be 304 stainless steel, and provisions for draining and cleaning grit from the interior of units should be made. A 250 gpm DAF unit was operated under recycle flow conditions to treat approximately 240,000 gpd of equalized prewash denim wastewater flow. DAF was followed by 80 mesh shaker screens for further TSS removal at a major corporate jeans manufacturing facility. The DAF operation requires approximately 40 gallons of 50% liquid caustic and approximately 30 gallons of liquid polymer per day for successful color removal. The float produced is a foamy blue gel and is dewatered using a precoat rotary drum vacuum filter unit coated with a cake layer of diatomaceous earth (DE). The dewatered sludge cake is 20 to 30% solids. Between on-half and one pickup truck bed load of dewatered sludge is produced per day.
10.2 US Environmental Protection Agency Data for Treating Auto and Laundry Wastewater by Dissolved Air Flotation or Sedimentation
According to the investigation of the US Environmental Protection Agency (USEPA) shown in Table 10.21, a conventional chemical coagulation/precipitation and sedimentation process using 2800 mg/L alum and 200 mg/L polymer can remove 64% BOD, 46% COD, 37% TOC, 26% total phenol, 73% O&G, 0% TSS, and 77% TP from an auto and laundry wastewater. Apparently there was a chemical sludge rising problem which might have caused a poor zero percent TSS removal. BOD, COD, and TOC removals are acceptable, but its high chemical dosages (2800 mg/L alum and 200 mg/L polymer) would be expensive [13].
USEPA has also supported research for treating the auto and laundry wastewater using chemical coagulation/precipitation and dissolved air flotation (DAF). The data in Tables 10.22 and 10.23 show that a DAF unit can: (a) remove 50% COD, 59% TOC, 75% TSS, 80% O&G, and 96% TP from an auto and laundry wastewater, if 1800 mg/L calcium chloride and 2 mg/L of polymer are dosed; or (b) remove only 8% COD, 38% TOC, 36% TSS, 59% O&G, and 9% TP from an auto and laundry wastewater, if only 60 mg/L polymer is dosed. Many heavy metals and organic pollutants may also be removed by DAF at the same time [14].
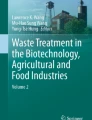
10.3 A Rectangular Dissolved Air Flotation System Designed by Lenox Institute of Water Technology
A LIWT Wastewater Treatment System (shown in Fig. 10.19) has been specifically designed for small operations, such as small laundromats, prewash laundries, car washers, etc., although large laundry plants may also adopt. It is a rectangular DAF-sedimentation system almost without moving parts. The description of Fig. 10.19 is listed below:
-
1.
Influent to the LIWT wastewater treatment system inlet.
-
2.
Influent distributor.
-
3.
Primary clarification (gravity flotation) for floating O&G.
-
4.
Double primary clarification (sedimentation) for settling TSS.
-
5.
Settled sludge in primary sedimentation clarifier.
-
6.
Chemical feeding system.
-
7.
Mixer and rapid mixing chamber.
-
8.
Baffle flocculator.
-
9.
Water distributor.
-
10.
Optional Lamella settling device.
-
11.
Secondary clarification (sedimentation).
-
12.
Sludge collection hopper.
-
13.
Settled sludge in secondary sedimentation clarifier.
-
14.
DAF fine bubble distributor.
-
15.
DAF air dissolving tube.
-
16.
Float collector and float collection trough.
-
17.
Double secondary clarification (DAF).
-
18.
Recycle flow for DAF.
-
19.
LIWT wastewater treatment system outlet.
-
20.
LIWT wastewater treatment system effluent.
-
21.
Air addition to DAF recycle flow.
-
22.
Water surface.

A rectangular combined DAF-sedimentation wastewater treatment unit for treating either auto and laundry wastewater or car wash wastewater (Source: Lenox Institute of Water Tecgnlogy)
The raw wastewater enters the LIWT wastewater system’s combined primary flotation-sedimentation chamber through a water distributor after that the light-weight oil flows to the water surface by gravity flotation, and the heavy-weight suspended solid settles to the primary sedimentation chamber’s bottom also by gravity. In the center of the LIWT system, there is a chemical feeding device and chemical coagulation-precipitation mixing chamber, where the optimized chemicals are added to the primary effluent, and pH is adjusted. The thoroughly mixed/coagulated primary effluent goes through a few up-and-down baffles for flocculation. The mixing/flocculation effluent then flows through a vertical water distributor, entering a secondary sedimentation chamber for settling of TSS. There is an optional laminar settling module installed inside of the secondary sedimentation chamber for enhancing sedimentation action. The secondary sedimentation effluent finally enters a secondary flotation chamber where the extremely fine air bubbles carry the remaining TSS to the water surface. The float (scum on the top) can be mechanically or manually removed from the water surface, while the purified flotation effluent (subnatant) is discharged as the final LIWT system effluent.
All wetted parts should be 304 stainless steel, and provisions for draining and cleaning grit from the interior of units should be made. The LIWT system may be an excellent pretreatment unit meaning the LIWT system effluent is ready to be discharged into a municipal sewer system for further biological treatment. In order to meet the National Pollution Discharge Elimination System (NPDES) or the State Pollution Discharge Elimination System (SPDES) requirements for direct effluent to a receiving water, tertiary filtration and tertiary granular activated carbon (GAC) may be needed. The readers are referred to another publication for the details of an Independent Physicochemical Wastewater Treatment System [17].
11 Conclusions
11.1 The Winfair Water Reclamation System (WWRS)
WWRS was evaluated for its ability to treat a laundromat waste for possible reuse. Alum added to achieve a pH of 4–5 resulted in an effluent containing an average of 11 mg/L ABS. This is twice the level recommended for the detergent removal ion exchange resin. This will require replacing the resin twice as often as specified.
The BOD reduction was in the order of 61%, and the COD reduction 71%. This may be sufficient for discharge to many streams, and certainly satisfactory for discharge to a subsurface disposal system. The demineralizer system was absolutely nonfunctional. This will result in a buildup of total solids if the effluent is reused. If the effluent is to be discharged to waste, the demineralizer system is not needed. The system appears to operate satisfactorily without neutralization before sedimentation. The average ABS reduction was 94%, having an average residual of 2.3 mg/L.
With satisfactory operation of a demineralizer system, this effluent could be reused at least once in a laundromat. Consideration of the amount of makeup water to control the buildup of non-removed materials would have to be made. The system produces an effluent which should be suitable for discharge into many streams.
11.2 The American Laundry Machinery Industries (ALMI) Diatomaceous Earth Filtration System
ALMI system can be an effective system for laundromat waste treatment. Under optimum operating conditions, the System can achieve better than 98% ABS reduction, 94% PO4 reduction, 70% BOD reduction, and 84% COD reduction. Coliforms can also be effectively removed.
A 98% or better removal of the ABS can be achieved with the addition of 24 mg/L or greater of Roccal (a combination of cationic detergent and germicide). No apparent relation was observed between calcium chloride addition and ABS removal, or between chemical addition and BOD or COD reduction. In most cases the COD exceeded the BOD.
The total dissolved solids in the effluent was directly related to the calcium chloride dose added. Thus, to minimize the increase in total dissolved solids, a minimum amount of calcium chloride should be used to effect treatment. The increase in total organic nitrogen due to treatment was not significant.
The turbidity of the effluent was directly related to the pH. At pH values above 8 with the addition of NaOH, the transmittance was always greater than 95%. The transmittance dropped off sharply at pH values below 7.
There was a general slight reduction in the hardness due to the treatment; however, there are insufficient data to achieve a statistical significance to this conclusion. Several data suggest that an excess of CaCl2 increases the hardness in the effluent.
Increased CaCl2 dosage can result in an increased removal of phosphate. However, more significantly an increase in pH results in a marked increase in phosphate reduction with lower CaCl2 dosages. Pretreatment with alum followed by settling in the Winfair Water Reclamation System (WWRS) prior to treatment in the ALMI system resulted in a high phosphate removal at a low CaCl2 dose. The ALMI System meets most of the requirements for treatment of wastes from coin-operated laundromats.
11.3 Dissolved Air Flotation (DAF) System
Krofta Engineering Corporation (KEC) has been a manufacturer partner of the Lenox Institute of Water Technology (LIWT) for quick technology transfer from idea to commercial products. There are over thousands of commercial Supracell DAF and Sandfloat DAFF, and KAMET-DAF-DAFF systems installed by LIWT/KEC and their related companies for treating various industrial wastewaters around the world. These process equipment (Supracell, Sandfloat, and KAMET) are suitable for use by large auto and laundry industries, but may not suitable to small laundromats, prewash laundries, or car washers, because there are many moving parts.
Other commercial DAF units, such as Clari-DAF and AquaDAF, have been applied to only drinking water treatment. It is the authors’ professional judgment that all DAF commercially available (including Supracell, Sandfloat, KAMET, Clari-DAF, AquaDAF, etc.) should all be able to adequately treat the wastewater from a laundry plant, if adequate chemicals are used [15, 16, 18, 19].
12 Recomendations
Individual recommendations must be made on the basis of specific existing and potential uses of these treatment systems.
-
1.
Treatment of laundromat wastes for discharge into the ground or to a surface water.
Either system could be used for this degree of treatment. The ALMI system is recommended due to ease of operation and greater reliability. Additional studies could be made into the reason for the failure of the demineralizer system in the WWRS.
-
2.
Reuse of the treated effluent in the laundromat.
The WWRS was designed for reuse, whereas the ALMI system was not. Due to the malfunction of the demineralizer system of the Winfair Water Reclamation System (WWRS), the effluent from this system cannot be recommended for continuous reuse. Due to adverse conditions during operation of the American Laundry Machinery Industries (ALMI) system, no determination of the buildup in total solids could be made. In order to determine potential reuse, it is recommended that additional studies be made at a location where at least partial reuse of the effluent could be practiced.
-
3.
Potential for phosphate removal.
In view of the use of alum, the WWRS and of calcium and potentially ferric chloride or alum in the ALMI system, both these systems have a potential for use in phosphate removal . It is recommended that additional studies be made of the use of these treatment systems for phosphate removal.
-
4.
Application to treatment of other types of liquid wastes.
Since both treatment systems’ have been shown to be reasonably effective in treating laundry wastes, they should also be effective in treating normal domestic sewage, especially for phosphate removal. The systems used in these studies could be used for small housing developments or shopping centers. The principles could be expanded to serve larger facilities. It is, therefore, recommended that studies be made to determine the applicability of these systems to treat domestic sewage, particularly for phosphate removal.
-
5.
This laundry wastewater treatment research was started by late Dr. Donald B. Aulenbach. Researchers around the world are invited to continue his research in order to find the best solution to treating the large-scale auto and laundry wastewater, and the small laundromat, prewash laundry, and car wash wastewaters . This was Dr. Aulenbach’s final wish conveyed to his coauthors in 2019.
Abbreviations
- ABS:
-
Alkylbenzene sulfonate
- ALMI:
-
American Laundry Machinery Industries
- BOD:
-
Biochemical oxygen demand
- COD:
-
Chemical oxygen demand
- DAF:
-
Dissolved air flotation
- DAF-DAFF:
-
Primary dissolved air flotation, secondary dissolved air flotation and filtration
- DAFF:
-
Dissolved air flotation and filtration
- DE:
-
Diatomaceous earth
- LIWT:
-
Lenox Institute of Water Technology
- TOC:
-
Total organic carbon
- TP:
-
Total phosphorus
- USEPA:
-
US Environmental Protection Agency
- WWRS:
-
Winfair Wastewater Reclamation System
- WWTS:
-
Wastewater Treatment System
References
Flynn JM (1964) Long Island Groundwater Pollution Study Project, Proceedings of 1st Annual Water Quality Research Symposium. New York State Department of Health, Albany, NY, USA
Robeck GG, Bryant AR, Woodward RL (1962) Influence of ABS on coliform movement through water-saturated sandy soils. J Am Water Works Ass 54:75
New York State Water Pollution Control Board (1960) Removal of synthetic detergents from laundromat wastes. New York State Water Pollution Control Board, Albany, NY, USA
Flynn JM, Andres B (1963) Launderette waste treatment processes. J Water Pollut Control Fed 35:783
Rosenthal BL, O’Brien JE, Joly GT, Cooperman A (1963) Treatment of laundromat wastes by coagulation with alum and adsorption through activated carbon. Mass Department of Public Health, Lawrence Experiment Station, Lawrence, MA, USA
Paulson EG (1963) Organics in water supply. Water Sew Works 110:216
Weber WJ Jr, Morris JC (1963) Kinetics of adsorption on carbon from solution. J San Eng Div 89(SA2):31
APHA (1965) Standard methods for the examination of water and wastewater, 12th edn. American Public Health Association, New York, NY, USA
Black HH, Spaulding CH (1944) Diatomite water filtration developed for field troops, vol 36. American Water Association, Denver, CO, USA, p 1208
Eckenfelder W (1964) Proceedings of 19th Industrial Waste Conference, vol 467. Purdue University, West Lafayette, IN, USA
Aulenbach DB (1973) Treatment of laundromat wastes. Environmental Protection Agency (US EPA), EPA-R2–73-108, Washington, DC, USA
Young KS (1989) Techniques for treating prewashed denim laundry wastewater. In: Proceedings of the 44th Purdue University Industrial Waste Conference. Purdue University, West Lafayette, IN, USA
Wang LK, Vaccari DA, Li Y, Shammas NK (2005) Chemical precipitation. In: Wang LK, Hung YT, Shammas NK (eds) Physicochemical treatment processes. Humana Press/Springer, Totowa, NJ, USA, pp 141–197
Wang LK, Wang MHS (2021) A new wave of flotation technology advancement for wastewater treatment. In: Wang LK, Wang MHS, Shammas NK (eds) Environmental flotation engineering. Springer, New York, NY, USA, pp 143–166
Wang LK (2021) Humanitarian engineering education of the Lenox Institute of Water Technology and its new potable water flotation processes. In: Wang LK, Wang MHS, Shammas NK (eds) Environmental flotation engineering. Springer, New York, NY, USA, pp 1–72
Wong JM, Hess RJ, Wang LK (2021) Operation and performance of the AquaDAF process system for water purification. In: Wang LK, Wang MHS, Shammas NK (eds) Environmental flotation engineering. Springer, New York, NY, USA, pp 301–342
Aulenbach DB, Wang LK, Wang MHS, Shammas NK (2021) Basic hydrology, water resources and DAF boat plant for lake restoration. In: Wang LK, Wang MHS, Shammas NK (eds) Environmental and natural resources engineering. Springer, New York, NY, USA, pp 229–298
Wang LK, Wang MHS, Shammas NK, Holtorff MS (2021) Independent physicochemical wastewater treatment system consisting of primary flotation clarification, secondary flotation clarification and tertiary treatment. In: Wang LK, Wang MHS, Shammas NK (eds) Environmental flotation engineering. Springer, New York, NY, USA, pp 189–228
Wong JM, Farmerie JE, Wang LK (2021) Operation and performance of the Clari-DAF process system for water purification. In: Wang LK, Wang MHS, Shammas NK (eds) Environmental flotation engineering. Springer, New York, NY, USA, pp 343–370
Wang LK, Shammas NK, Selke WA, Aulenbach DB (2010) Gas dissolution, release, and bubble formation in flotation systems. In: Wang LK, Shammas NK, Selke WA, Aulenbach DB (eds) Flotation technology. Humana Press/Springer, Totowa, NJ, USA, pp 49–84
Aulenbach DB, Shammas NK, Wang LK, Marvin RC (2010) Algae removal by flotation. In: Wang LK, Shammas NK, Selke WA, Aulenbach DB (eds) Flotation technology. Humana Press/Springer, Totowa, NJ, USA, pp 363–400
Aulenbach DB, Shammas NK, Wang LK, Kittler DI (2010) Lake restoration using dissolved air flotation. In: Wang LK, Shammas NK, Selke WA, Aulenbach DB (eds) Flotation technology. Humana Press/Springer, Totowa, NJ, USA, pp 429–456
Wang LK, Aulenbach DB, VanDyke JP (2010) Jimmy peak, Hancak, Massachusetts, wastewater treatment plant: the first RBC-flotation-UV wastewater treatment plant in the USA. In: Wang LK, Shammas NK, Selke WA, Aulenbach DB (eds) Flotation technology. Humana Press/Springer, Totowa, NJ, USA, pp 457–484
Wang LK, Shammas NK, Aulenbach DB, Selke WA, Guss DB (2010) Pittsfield water treatment plant: once the world’s largest flotation-filtration plant. In: Wang LK, Shammas NK, Selke WA, Aulenbach DB (eds) Flotation technology. Humana Press/Springer, Totowa, NJ, USA, pp 485–502
Wang LK, Aulenbach DB, Shammas NK (2010) Treatment of sea food processing wastewater. In: Wang LK, Shammas NK, Selke WA, Aulenbach DB (eds) Flotation technology. Humana Press/Springer, Totowa, NJ, USA, pp 567–592
Shammas NK, Wang LK, Selke WA, Aulenbach DB (2010) Laboratory simulation and testing of air flotation and associated processes. In: Wang LK, Shammas NK, Selke WA, Aulenbach DB (eds) Flotation technology. Humana Press/Springer, Totowa, NJ, USA, pp 593–617
Wang LK, Shammas NK, Selke WA, Aulenbach DB (2006) Flotation thickening. In: Wang LK, Shammas NK, Hung YT (eds) Biosolids treatment processes. Humana Press/Springer, Totowa, NJ, USA, pp 71–100
Aulenbach DB, Clesceri NL (2009) Treatment by application onto land. In: Wang LK, Pereira NC, Hung YT (eds) Biological treatment processes. Humana Press/Springer, Totowa, NJ, USA, pp 29–74
Clesceri NL, Aulenbach DB, Roetzer JF (2009) Treatment by subsurface application. In: Wang LK, Pereira NC, Hung YT (eds) Biological treatment processes. Humana Press/Springer, Totowa, NJ, USA, pp 75–112
Wang LK, Yang JY, Ross RG, Wang MHS (1975) Analysis of LAS, ABS and commercial detergents by two phase titration. Water Resour Bull 11(2):267–277.
Dedication
This book chapter is dedicated to two coauthors, Dr. Nazih K. Shammas and Dr. Donald B. Aulenbach, who both worked closely with Professors Lawrence K. Wang, Mu-Hao Sung Wang, William A. Selke, Milos Krofta, and Daniel Guss of the Lenox Institute of Water Technology, Massachusetts, USA, from 1981 to 2019 for developing a humanitarian engineering program at the Lenox Institute of Water Technology (LIWT), teaching/researching there as an Adjunct Professor for almost two decades [14, 15, 17, 18, 20,21,22,23,24,25,26,27,28,29,30], and publishing many research papers and textbooks for academic contribution to the humanity.
Author information
Authors and Affiliations
Editor information
Editors and Affiliations
Glossary
- Sandfloat
-
A circular combined dissolved air flotation and sand filtration package plant (DAFF) manufactured by and commercially available from Krofta-related companies worldwide.
- Supracell
-
A circular dissolved air flotation clarifier (DAF) manufactured by and commercially available from Krofta-related companies worldwide.
- KAMET (Krofta Advanced Municipal Effluent Treatment)
-
A circular combined Supracell-Sandfloat (DAF-DAFF) package plant manufactured by and commercially available from Krofta-related companies worldwide.
- Clari-DAF
-
A rectangular dissolved air flotation clarifier (DAF), manufactured by and commercially available from Xylem Water & Wastewater, 227 S. Division St, Zelienople, PA 16063, USA.
- AquaDAF
-
A rectangular dissolved air flotation clarifier (DAF) manufactured by and commercially available from SUEZ Water Technologies and Solutions, 8007 Discovery Drive, Richmond, VA 23229, USA.
- LIWT
-
Lenox Institute of Water Technology, which is a nonprofit humanitarian environmental engineering college with a goal of scientific development and world peace.
Rights and permissions
Copyright information
© 2021 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this chapter

Cite this chapter
Wang, L.K., Wang, MH.S., Shammas, N.K., Aulenbach, D.B. (2021). Treatment of Laundry Wastewater by Physicochemical and Flotation Processes. In: Wang, L.K., Wang, MH.S., Hung, YT. (eds) Integrated Natural Resources Research. Handbook of Environmental Engineering, vol 22. Springer, Cham. https://doi.org/10.1007/978-3-030-61002-9_10
Download citation
DOI: https://doi.org/10.1007/978-3-030-61002-9_10
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-61001-2
Online ISBN: 978-3-030-61002-9
eBook Packages: EngineeringEngineering (R0)