
Abstract
Global statistics show that the biopesticides market is far behind as compared to their chemical counterparts. Therefore, in order to increase their share in the global market, low-cost mass production technologies need to be developed. The most exploited genus in the biopesticide industry is Trichoderma whose formulation is developed using various organic and inorganic carriers either through solid or liquid fermentation technologies. However, the major trouble faced by both farmers and manufacturers regarding the bioproduct is the instability of the developed product under different environmental conditions. Therefore, through this chapter, we have tried to summarize the various production technologies with necessary precautions to be taken for making a successful Trichoderma product for the end users.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
5.1 Introduction
Industrial production of effective biocontrol agents for commercial use requires well-defined criteria of selection and also thorough knowledge of the process for the development of microbial products for disease control in plants. This chapter discusses the selection of novel microbial control agents and their production process for commercial use. An important factor in the success of Trichoderma is the adoption of cost-effective means of production and development of a product that remains stable in the environment and multiplies and performs the desired functions as a biocontrol agent (Singh et al. 2013; Fraceto et al. 2018).
In the process of mass manufacturing or production of Trichoderma spp., the factors to be considered are the types of production, i.e., submerged fermentation, solid-state fermentation, and formulation of the products, i.e., liquid, powder, and granular etc. The company or the manufacturer has to make a choice on the type of product the customer requires and accordingly the infrastructure of the plant has to be made.
5.2 Trichoderma spp. Commercially Important Propagules: Mycelia, Chlamydospores, and Spores
Trichoderma spp.is a fungus that produces different structures throughout their life cycle. The main structural organization and components are mycelia, spores, and chlamydospores. Each is considered as propagules which have capabilities of multiplying and growing into a new colony if suitable substrate and other favorable conditions are available (Singh et al. 2014b).
Solid-state fermentation (SSF) produces mostly aerial spores also known as conidia and the other kind of spores known as blastospores are produced under submerged fermentation (SmF). Spores produced by SSF, i.e., aerial spores have longer viability compared to submerged spores. Other advantages of SSF aerial spores are that they have more virulence resistance to stress conditions, higher UV resistance over SmF. Blastospores also have few advantages for commercial uses as its infection is much faster and also germination is faster than SSF spore.
5.2.1 Mass Production
There are various research going on across the country and throughout the world to identify, isolate, and characterize the most efficient Trichoderma as a biocontrol agent. But there is a huge gap when the efficient strain has to be mass multiplied and supplied as a product. A lot of emphasis is to be given to this area of research where such knowledge is very much required (Keswani et al. 2016). The mass production of the Trichoderma in a bioreactor is a very important step in the process of commercialization of the Trichoderma and having a potential strain does not serve the purpose unless and until the art of mass multiplication is known (Kumar et al. 2014; Prasad and Rangeshwaran 2000). Hence, as a futuristic approach, a lot of research has to be undertaken in generating as much knowledge as possible in this front. Any typical mass production unit of Trichoderma comprises of the following:
-
1
Production Lab—Production lab comprises basic infrastructure like laminar airflow, BOD incubators, orbital shaker, etc. The production lab is the starting point of the activities of commercialization. Activities done in production lab are as follows:
-
(a)
Culture maintenance at 4, −20, −80 °C as glycerol stock, agar slant, or Lyophilized form
-
(b)
Seed culture preparation
-
(c)
In-process sample checking
-
(d)
Harvest sample analysis
-
(e)
Finished good analysis
-
(a)
5.2.2 Production Area (Upstream and Downstream)
The production area is the next step in the mass production of Trichoderma. It comprises of fermenters depending upon the type of fermenters (SmF/SSF), utilities like boilers, compressors, water supply etc. The fermentation process of Trichoderma is conducted by the adoption of standard operating procedures and documentation of the process. The in-process samples during fermentations are drawn and analyzed in the production lab. The samples are analyzed for various parameters like pH, microscopy, spore count, detection of contaminants (i.e., other than the desired microbes) and substrate residual analysis. These parameters are very much required to be studied to assess the quality of the product (Al-Taweil et al. 2009).
The output of the fermentation is formulated into different formulations. The formulation can be of anything ranging from liquid, powder, granules, water dispersable granules, aqueous suspension, suspension concentrate, etc. The formulation is an important step in the product development. Intense research is required to optimize the formulation steps to ensure the spore survivability in different forms. If the formulation and the formulants are not compatible with Trichoderma, this may lead to a very poor shelf life of the product.
5.2.3 Quality Assurance Unit
In any manufacturing unit, the role of the quality assurance unit is of utmost importance as it plays a major role in ensuring product quality (Keswani et al. 2016). The activities of the quality assurance unit are as below:
-
1.
Seed inoculum purity checking.
-
2.
Pre-inoculum and inoculum purity checking.
-
3.
Fermenter in-process sample checking. The samples are checked for growth, pH contamination, microbial count, and spore count.
-
4.
Harvest samples checking. The quality assurance department checks the harvest samples, assesses the quality of the product, and approves the batch to the harvested.
-
5.
Formulated sample checking. The samples after formulations are also checked by the quality assurance unit. The parameters checked are pH, moisture, CFU count, total viable count, and presence of contamination in any formulation should not exceed 104 per gram.
-
6.
The formulated product should be tested negative for human pathogens like Salmonella, Shigella, and Vibrio. The quality assurance unit conducts the entire above tests to ensure the quality of the product.
5.2.4 Packing and Dispatch of the Final Product
Once the product is formulated, necessary quality checks are done. The product is either stored as semifinished goods or as packed units.
5.3 Product Stability Study
Any formulated product of Trichoderma should remain viable during the period of storage as claimed in the label. The quality assurance unit conducts periodical tests for viability of the Trichoderma, moisture, pH, and presence of any contaminants (Fig. 5.1) if any (Bhat et al. 2009). Selection of compatible polymers are again an important factor for ideal product development. Different statistical approaches are employed for the optimization study.

Product development process flow in submerged fermentation
Bioinoculants normally has to be produced at large scale with utmost care and good manufacturing practices. Good manufacturing practices play a major role in maintaining the quality of the bio inoculants. Mostly bio inoculants/bio fungicides like Trichoderma spp. are being manufactured across the country as small scale industry practices (Ramanujam et al. 2010).
5.4 Different Types of Fermentation and Bioreactor Designing
Trichoderma spp. as the commercial formulation is manufactured using fermentation technology which is through SmF and SSF procedures.
5.4.1 Submerged Fermentation
Industrial process using SmF can be carried out by three major types of fermentation:
-
1.
Batch fermentation
-
2.
Fed-batch fermentation
-
3.
Continuous fermentation
Batch fermentation is also known as closed-system fermentation. In this approach, the fermentation medium is prepared, inoculated and the process runs till the harvest of the products. There is no intermediate addition or removal of broth or ingredient from the vessel (Fig. 5.2). This type of fermentation is mainly followed in the case of mass multiplication or whole-cell fermentation.

Typical schematic of batch fermentation
Fed-batch fermentation is also known as semi-closed system fermentation. In this process, the medium is prepared, inoculated and the process runs for a stipulated time. The new ingredients or substrate are added at regular intervals. This process is known as feeding strategy. There is no removal of cells or ingredients from the system/vessels (Fig. 5.3). This type of fermentation is generally followed in a case where secretory secondary metabolic substances are products (intercellular, intracellular, or extracellular).

Typical schematic of fed fermentation
Continuous fermentation is also known as open system fermentation where a sterile medium is added and inoculated and after a certain period of time, and cell and medium containing metabolites are removed and replenished with new medium (Fig. 5.4). The log phase is prolonged. This type of fermentation is usually followed in pharmaceutical industries where metabolites are products. This type of fermentation process runs for several weeks to months.

Typical schematic of continuous fermentation
For commercial production of Trichoderma, batch fermentation is more convenient and most commonly used throughout the industries worldwide (Lejeune and Baron 1995). The selection of the type of fermentation depends upon the final products.
5.4.2 Solid-State Fermentation
SSF is a type of fermentation process mainly used for microbial biomass production at large scale manufacturing (Fig. 5.5). SSF has very minimum free water or sometimes completely absent. The use of natural sources of carbon substrate is the source of energy for the microbes to grow. This is a major difference with SmF where free water is the medium. In SSF the substrate which is used contains sufficient moisture to support the metabolism a growth of the microorganism. In the case of Trichoderma spp. commercial production as a biocontrol agent (BCA), both SSF and SmF are used for large-scale production. In SSF the Trichoderma spp. mycelia grows on the surface and on the minor and major cavities of the substrate (Smits et al. 1996). Water activities are a major factor which influences the spore production. Higher moisture content will decrease the amount of aerial spores resulting in a low count of product per gram of harvest material. There are several other factors that eventually influence the productivity when grown as SSF culture. Culture condition, substrate type like particle size, moisture, pH, etc. plays a major role. Trichoderma is cultivated in Petri dish, flask, polypropylene bags, column reactors, tray reactors, and packed bed reactors.

Typical schematic of chamber type solid fermenter
5.5 Factors Affecting the Growth of Trichoderma spp. in Bioreactors
For production of effective bioformulation of Trichoderma spp. there are several key factors that are considered. The production is directly or indirectly influenced by different factors. In both the cases, SSF and SmF there are few common parameters whereas other factors are unique with respect to each process (Vrabl et al. 2019). Key factors affecting the cultivation are summarized as below:
-
1.
Strain/microorganism
-
2.
Nutritional factors
-
3.
Physical factors—temperature, pH, agitation, oxygen requirement, moisture, etc.
-
4.
Inoculum quantity, strength and age
-
5.
Mechanical and design of bioreactor
-
6.
Process scale-up
5.5.1 Strains
Trichoderma strains have biocontrol activities against several fungal plant pathogens. Trichoderma exerts biological control by different approaches like antibiosis, mycoparasitism, and induced systemic resistance to plants and by competing for nutrition as Trichoderma is a fast-growing fungus. Likewise, Trichoderma directly or indirectly helps in protecting plants from many plant diseases when applied as a foliar spray, soil application, or as a seed treatment. But the selection of strains is of utmost importance as the strain to be used for commercial activities needs to fulfill all the criteria of a biocontrol agent. Isolation source plays a crucial role in adapting the isolates into different cultivable condition (Kumari et al. 2014). Screening of strains is performed at the research phase through dual cultural techniques against severe plant pathogens like Fusarium, Pythium, Pythophthora, Sclerotinia, Alternaria, Cylindrocladium, etc. Selected strains are then considered for the developmental phase (Singh et al. 2013).
5.5.2 Nutritional Requirements
Trichoderma or any other microbial strains require any major and minor nutrients for growth and metabolism for SSF or SmF. Carbon and nitrogen are the major nutrient sources for growth along with P, K, Mg, Ca, Mn, Fe, etc. Different sources of carbon and nitrogen play a major role in the growth and sporulation of the fungus.
There are different forms of organic and inorganic sources of carbon and nitrogen. Organic sources of carbon are jaggery, molasses which are cheap and readily available, whereas glucose, maltose, sucrose are other types of carbon sources which are considered for production but are less used due to its expensive cost. Different sources of nitrogen are like yeast extract powder, meat extract, corn steep liquor, and inorganic sources like ammonium chloride, ammonium sulfate, etc. Other forms of trace elements are also added at a suitable combination to fasten upon the fungal growth. In SSF, there are other cheap sources of carbon and nitrogen sources which are commonly used like wheat bran, rice flour, and different pulses processed powder. SmF and SSF components for raw material varies as SmF requires more soluble particle for optimum growth whereas bigger size particle is required for SSF since Trichoderma utilizes the substrate and grows on the surfaces (Ming et al. 2019).
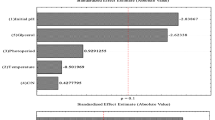
There are several forms of statistical approaches where the selection of ideal raw material for optimum growth is carried out. Factorial design and Plackett–Burman are the two most common tools for initial screening and optimization of raw materials. The value after initial screening is further statistically analyzed through response surface methodology (RSM). The statistical method of screening and optimization helps to understand the variables factors and its level and marginalizes the critical components essential for the growth of Trichoderma. The components of raw materials are sometimes selected on the basis of background and available research data which can save time which can otherwise be time-consuming studies.
5.5.3 Physical Factors: Temperature, pH, Moisture, Oxygen Concentration
As mentioned previously that raw material and nutrients play a crucial role in the production of Trichoderma, physical factors like temperature, pH, and oxygen concentration are the major influence for the optimum growth and ideal development of inoculants. Temperature plays a crucial role in growth where it influences the spore production along with other metabolic pathway determination (Mishra and Khan 2015; Singh et al. 2014a). The optimum pH range for the production of Trichoderma is 25–30 °C. pH on the other hand is equally important for the ideal manufacturing of Trichoderma formulations. It grows well at pH range between 4.5 and 7.0. The most important is oxygen concentration especially in the case of SmF where oxygen transfer and its uptake has a vital influence on the growth. Less or excessive oxygen concentration can also damage or delay the bioprocess. Each factor discussed above is the driving factors for the ideal production of Trichoderma formulation in SmF or SSF. Moisture is a limiting factor in SSF and moisture percentage in the range of 50–80% is ideally suited for proliferation and growth of Trichoderma. Optimum moisture of 75% is ideally suited for the spore production of Trichoderma. Moisture above 80% in solid-state fermentation is reported to decrease the sporulation. Oxygen is supplied to the fermenter vessel through specialized pipelines with a perforation at the bottom known as sparger in SmF. The dispersion of oxygen is carried out by impellers where air or O2 bubbles are broken into small size for immersion into the suspension. Oxygen is an important factor for the growth of Trichoderma. In SSF oxygen supply was a constraint so far but with modern equipments, the supply has become efficient where oxygen is suplied externally.
5.5.4 Inoculum and Seed Culture
The seed culture, i.e., from slant to plate and to liquid broth for preparing a first-generation liquid culture sets is the first step to the production process (Singh and Nautiyal 2012). The inoculum plays a crucial role where cell concentration, stage of inoculation decides the take of the bioprocess. Percentage inoculum is optimized at the research phase prior to production through various studies in shake flask fermentation.
5.5.5 Mechanical Factors
Mechanical factors are mainly considered for the bioreactors used for the cultivation of microbes. The bioreactors used for solid-state fermentation or submerged fermentation have significant effects or the final yield and productivity (Flodman and Noureddini 2013; Olaniyi and Oyesiji 2015). The yield in submerged fermentation depends on the design of the reactors. Ideally, a manufacturing unit should have similar types of symmetrical bioreactors for commercial production. This reduces the variability and ensures standardization of bioprocess. Microbial fermenter for production has a specific dimension ratio of height and diameter. A typical microbial submerged bioreactor has 2.5:1 to 3:1. It consists of a middle vertical shaft with an impeller. The impellers are rotatory blades that rotates at a fixed axis which helps in oxygen supply to microbes form growth. Microbial bioreactors have Ruston turbines impellers of four to six blades. The supply of oxygen is exerted through the bottom ring sparger. Spargers are hollow pipes connected inside the fermenter vessel with a perforation at the lower surface of the ring. Vessel design influences the scaling-up strategies of the bioprocess. On the other hand in SSF, the structure is less complicated but the raw material plays a crucial role. Oxygen transfer, temperature, pH, and water content are limitations in the case of SSF. There are different types of SSF reactors like tray bioreactor, rotating drum bioreactor, packed bed bioreactor, and other forms varies industry-wise. For the production of Trichoderma trays, rotator drums and poly bags reactors are most common across industries. And stirred tank bioreactor is the most used submerged fermenter for Trichoderma commercial production.
5.5.6 Scale-Up of Bioprocess
Any microbial process which needs to be commercialized for the manufacturing of products undergoes a series of events, popularly known as the scale-up process. The laboratory and pilot study are operational and research activities emphasize on the standardization of research and development phases (Ortiz et al. 2015; Hardy et al. 2017). A laboratory shake flask study is initiated for initial screening and evaluation of input v/s output. Studies for optimization of raw material, temperature, pH, O2 concentration, inoculum percentage are conducted. The initial investigating parameters set forth the process for the developmental phase, i.e., for piloting the bioprocess. Shake flask fermentation is a miniature form of bioreaction that significantly lays down the prototype for bioprocess.
At the development phase, laboratory-scale bioreactors of varying sizes are used for scaling up of Trichoderma formulation from 1 to 100 L. The configuration of bench-scale and pilot-scale bioreactors are exactly similar to commercial-scale bioreactor where cultivation of Trichoderma is controlled effectively. Trichoderma production using SSF trays and bag are used for commercial production which is less complicated in scale-up process as compared to the submerged one.
For scale-up process of Trichoderma, maintenance of an optimum oxygen concentration is of utmost importance in phases of the life cycle (Schmidt 2005). As oxygen is poorly soluble in water, the mechanical factors play a crucial role in the supply of O2 from air to cell through water as a medium. Oxygen transfer rate (OTR) and oxygen uptake rate (OUR) have to be proportional at the exponential phase of Trichoderma cultivation. The exponential phase reaches at 30–48 h from the start of the bioprocess. The cell count per gram or milliliter is 2 × 107 to 5 × 108 with a spore count of 5–8 crores/ml. The wet cell biomass at this stage is ideally from 80 to 200 g/l. All the values obtained indicate a proper optimization of a Trichoderma production process. The process of scale-up is controlled through a constant factor known as the volumetric mass transfer coefficient, also popularly known as KLa (Tribe et al. 1995). This KLa is determined at various phases of scale-up through various calculations with respect to vessel volume or dissolve oxygen concentration.
where KL is the overall transfer coefficient, “a” is the area of bubble per unit of liquid volume (mm2/ml).
In terms of oxygen flux = KLa (C* − C) per unit area of bubble.
C* = dissolved oxygen concentration which would be at equilibrium with the bubble and C = dissolved oxygen in the liquid phase.
The Trichoderma production requires high oxygen supply during the early sporulation stages. The agitation and aeration rate is controlled in such a way that the growth is optimum. High agitation must be avoided for maintaining an optimum dissolved oxygen (DO) concentration as this may cause shearing of mycelia that reduces the spore production. The DO can be maintained through the supply of pure oxygen in certain cases where the air is not sufficient enough. Too much production of mycelia biomass of Trichoderma is also not recommended for commercial formulation. An ideal Trichoderma inoculant must contain plenty of spores/conidia as they are more stable and have longer shelf life during the storage period.
Modern bioreactors used for the production of Trichoderma are controlled with gas monitoring system (GMS) which is automatically regulated using PLC (programmable logic control). The data is managed and recorded through SCADA (a software and program for complete control and record of data for bioprocess). The airflow or oxygen flow is set as per the scale-up parameter as calculated in VVM (vessel volume per minute). Scale-up of Trichoderma production process required precision and zero deviation to optimize from pilot scale to commercial scale. The calculations throughout the scale-up study are important as it impacts the optimum output. The required agitation for oxygen supply is calculated throughout the geometric volume of bioreactors with respect to the tip speed of the impeller. This is dependent on the volume of the bioreactor and the diameter of the impeller. The value for tip speed can be calculated as:
Also, power and volume P/V calculation is considered for minimizing the stress and shearing caused due to high agitation. This further ensures the Trichoderma produced is of high quality for commercial use. In case of SSF sclae up, quantity of substrate in tray or polybags need to be optimized, also water activity and oxygen supply are critical for ustilization of entire substrate and to produce high quantity of spores.
5.6 Factors Affecting Quality of Trichoderma Product
The quality of the bio inoculants is of utmost importance. Any potential strain is considered as ideal strain only if it is able to survive, multiply, and performs its desired function. In the process of manufacturing, many aspects are to be taken into consideration to achieve the above characters of ideal inoculants. Among the various factors which affect the quality of the Trichoderma when manufactured under large scale includes virulent potential of the strain, sporulation percentage, CFU count of the final product, moisture percentage, pH of the final formulated product, contaminations present in the final formulated product, kind of raw materials used for the production of Trichoderma in the fermenters, quality of carriers used for powder and granular product.
5.7 Conclusion
For better utilization of the potential of Trichoderma, research in future should focus on testing the suitability of commercially produced Trichoderma for management of both foliar and soilborne pathogens, development of better delivery system preferably liquid/oil formulations with long shelf life and product with good resilience potential against harsh conditions. In addition, percolation and better penetration to end users can be achieved by the support of policymakers who by fastening the registration process can help industries in scaling up the process.
References
Al-Taweil HI, Osman MB, Aidil AH, Yussof WM (2009) Optimizing of Trichoderma viride cultivation in submerged state fermentation. Am J Appl Sci 6(7):1284
Bhat KA, Anwar A, Lone GM, Hussain K, Nazir G (2009) Shelf life of liquid fermented product of Trichoderma harzianum in talc. J Mycol Plant Pathol 39:263
Flodman HR, Noureddini H (2013) Effects of intermittent mechanical mixing on solid-state fermentation of wet corn distillers grain with Trichoderma reesei. Biochem Eng J 81:24–28
Fraceto LF, Maruyama CR, Guilger M, Mishra S, Keswani C, Singh HB, de Lima R (2018) Trichoderma harzianum-based novel formulations: potential applications for management of next-gen agricultural challenges. J Chem Technol Biotechnol 93(8):2056–2063
Hardy N, Augier F, Nienow AW, Béal C, Chaabane FB (2017) Scale-up agitation criteria for Trichoderma reesei fermentation. Chem Eng Sci 172:158–168
Keswani C, Bisen K, Singh V, Sarma BK, Singh HB (2016) Formulation technology of biocontrol agents: present status and future prospect. In: Bioformulations: for sustainable agriculture. Springer, New Delhi, pp 35–52
Kumari TGV, Basu K, Nitya TG, Varma A, Kharkwal AC (2014) Isolation and screening of alkali tolerant trichoderma spp. as biocontrol agent for alkaline agriculture soil. Int J Pharm Pharm Sci 6(10,1):512–516
Kumar S, Thakur M, Rani A (2014) Trichoderma: mass production, formulation, quality control, delivery and its scope in commercialization in India for the management of plant diseases. Afr J Agric Res 9(53):3838–3852
Lejeune R, Baron GV (1995) Effect of agitation on growth and enzyme production of Trichoderma reesei in batch fermentation. Appl Microbiol Biotechnol 43(2):249–258
Ming S, Rong J, Zhang C, Li C, Zhang C, Zhang Y et al (2019) The solid fermentation state’s optimization of Trichoderma Harzianum M1. IOP Conf Ser Mater Sci Eng 612(2):022111
Mishra PK, Khan FN (2015) Effect of different growth media and physical factors on biomass production of Trichoderma viride. People 8(2):11
Olaniyi OO, Oyesiji YV (2015) Stimulatory effect of physicochemical factors on the expression of cellulase by Trichoderma viride NSPRT23. Microbiol J 5(58):67
Ortiz GE, Guitart ME, Cavalitto SF, Albertó EO, Fernández-Lahore M, Blasco M (2015) Characterization, optimization, and scale-up of cellulases production by Trichoderma reesei cbs 836.91 in solid-state fermentation using agro-industrial products. Bioprocess Biosyst Eng 38(11):2117–2128
Prasad RD, Rangeshwaran R (2000) A modified liquid medium for mass production of Trichoderma harzianum by fermentation process. Plant Dis Res 15(2):209–211
Ramanujam B, Prasad RD, Sriram S, Rangeswaran R (2010) Mass production, formulation, quality control and delivery of Trichoderma for plant disease management. J Plant Prot Sci 2(2):1–8
Schmidt FR (2005) Optimization and scale up of industrial fermentation processes. Appl Microbiol Biotechnol 68(4):425–435
Singh PC, Nautiyal CS (2012) A novel method to prepare concentrated conidial biomass formulation of Trichoderma harzianum for seed application. J Appl Microbiol 113(6):1442–1450
Singh HB, Singh BN, Singh SP, Sarma BK (2013) Exploring different avenues of Trichoderma as a potent bio-fungicidal and plant growth promoting candidate-an overview. Annu Review Plant Pathol 5:315
Singh A, Shahid M, Srivastava M, Pandey S, Sharma A, Kumar V (2014a) Optimal physical parameters for growth of Trichoderma species at varying pH, temperature and agitation. Virol Mycol 3(1):127–134
Singh A, Sarma BK, Singh HB, Upadhyay RS (2014b) Trichoderma: a silent worker of plant rhizosphere. In: Biotechnology and biology of Trichoderma. Elsevier, Amsterdam, pp 533–542
Smits JP, Rinzema A, Tramper J, Van Sonsbeek HM, Knol W (1996) Solid-state fermentation of wheat bran by Trichoderma reesei QM941. Microbiol Biotechnol 46(5–6):489–496
Tribe LA, Briens CL, Margaritis A (1995) Determination of the volumetric mass transfer coefficient (kLa) using the dynamic “gas out–gas in” method: analysis of errors caused by dissolved oxygen probes. Biotechnol Bioeng 46(4):388–392
Vrabl P, Schinagl CW, Artmann DJ, Heiss B, Burgstaller W (2019) Fungal growth in batch culture-what we could benefit if we start looking closer. Front Microbiol 10:2391
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Switzerland AG
About this chapter

Cite this chapter
Prakash, V., Basu, K. (2020). Mass Multiplication of Trichoderma in Bioreactors. In: Manoharachary, C., Singh, H.B., Varma, A. (eds) Trichoderma: Agricultural Applications and Beyond. Soil Biology, vol 61. Springer, Cham. https://doi.org/10.1007/978-3-030-54758-5_5
Download citation
DOI: https://doi.org/10.1007/978-3-030-54758-5_5
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-54757-8
Online ISBN: 978-3-030-54758-5
eBook Packages: Biomedical and Life SciencesBiomedical and Life Sciences (R0)