
Abstract
Conventionally produced pressure-swirl nozzles suffer from the disadvantage that the geometry is restricted by the manufacturing technique. Modern technologies like metal 3D printing by Selective Laser Melting allow for more complex geometries with reduced flow resistance, which can improve overall efficiency. The performance of a nozzle is directly related to the droplet size produced by the nozzle: a fast evaporation of the droplets is the goal. In this paper, two conventional nozzle designs and one design newly developed for additive manufacturing are compared with respect to performance. The droplet distributions generated by the nozzles were measured at different pressures on a test stand using laser diffraction analysis.
To rate the performance of the different nozzles, the Sauter Mean Diameters of multiple measurements are compared to each other at two different water pressures. At the lower pressure, the best conventional nozzle and the novel nozzle design perform around the same. At an increased pressure level (three times the lower pressure), the performance of the newly designed nozzles is around 10% better.
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Since the inception of different additive manufacturing processes there has been a steadily growing interest of these processes for various application areas [1,2,3]. Additive manufacturing of metals, their processes and the structure and properties of the produced metallic parts are an important topic in research [4]. The diversity of materials, which can be produced through additive manufacturing, lead to fitting materials also for highly loaded applications [5]. According to a study of Ampower GmbH & Co. KG [6], the metallic powder-bed fusion processes, like Selective Laser Melting (SLM) of metals, are suitable for highly loaded, additively manufactured metal parts. The enormous advantages of such parts are achieved through the design freedom of this manufacturing process, which can be best achieved through a complete redesign of a product. Advantages with additively manufactured parts can be achieved in a lot of different applications, as shown by Ngo et al. [1].
Changing the manufacturing technique of a highly loaded metal part from conventional methods to SLM will bring the chief benefit of design freedom [7]. This design freedom can be used to drastically increase the performance of the part. This can e.g. be the performance of a nozzle, as investigated in this project. Currently produced nozzles for the atomization of water suffer from the disadvantage that their design is limited by the manufacturing process. If they are designed for SLM-manufacturing, smoother water channels are possible, which leads to less pressure drop and therefore to smaller droplets. Smaller droplets are the key element in engineering of desuperheater spreayheads of the next generation.

Sketch of a steam cycle
A desuperheater is a device that injects a controlled amount of cooling water into a superheated steam flow in an effort to reduce or control the steam temperature. Desuperheaters come in various physical configurations and spray types that optimize performance within specified control parameters. Figure 1 shows a sketch of a desuperheater in a steam cycle. For this type of desuperheater, the control unit is outside of the steam cycle, and the sprayhead injecting water into the steam cycle is located underneath it. Such a sprayhead consists of multiple pressure swirl nozzles, which form a hollow cone of water that will atomize to single droplets after a certain distance. The atomization principle used is the most promising among a lot of different possibilities, for the according requirements. Different atomization and spray techniques are shown by Lefebvre and McDonell [8]. The droplets in the steam cycle will evaporate after some time. The performance of a sprayhead is among other things measured with means of the evaporation distance. If there is a bend in the steam cycle downstream of the sprayhead and not all droplets are evaporated at this bend, corrosion and cracking can occur at the wall of the pipe. Therefore, a faster evaporation is better since it will drastically decrease the cost of a steam cycle. To get a fast evaporation the key factor is to produce small droplets with the used nozzles.
Investigation of sprays from a nozzle can be done experimentally, as shown by Laryea and No [9], Xie et al. [10] and Zhao and Yang [11]. Therefore, the performance of a new nozzle design can be measured and compared to a previous design. Achieving nozzle improvements through changing the manufacturing technology to an additive one is currently hardly covered in research literature. However, it is currently being investigated by different companies, and products with this improvement already are available e.g. on the gas turbine market, which is shown by Stytsenko et al. [12] and Appleyard [13].
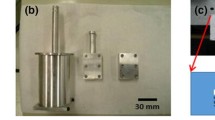
The existing sprayhead consists of multiple parts and is shown in Fig. 2. The main body of the sprayhead is a monolithic part, whereas the nozzles (one or two additional parts for each nozzle) are threaded into it and then brazed to seal it. Therefore, a further improvement of the SLM-manufacturing will be that the assembly time and brazing is not needed anymore. The new sprayhead can be printed as a single monolithic part.

Existing sprayhead consisting of multiple parts

Negative of the SLM sprayhead which consists of one solid part
A negative of such a sprayhead designed for additive manufacturing and including the novel pressure swirl nozzle design is shown in Fig. 3. It can be seen that the waterpaths of this design will be smoother in comparison to the existing sprayhead design. A further advantage of this monolithically produced sprayhead will be that the nozzles and their inlet channels can be arranged with less restrictions than before.
This paper investigates the improvement of the nozzles enabled by SLM manufacturing. This improvement is measured in droplet size and will be compared to existing, conventionally manufactured nozzles.
2 Initial Design, and Design of Experiments (DoE)
The current pressure swirl nozzle (conventional nozzle) is manufactured with conventional manufacturing methods. It does not only consist of multiple parts, it is also brazed together to seal it. The main problem with this nozzle is that there are a lot of sharp edges in the water path, which leads to a large pressure loss and therefore to bigger droplets. The conventional nozzle, shown in Fig. 4, is a pressure swirl nozzle with two chambers, a feed chamber and a swirl chamber. It is visible that this nozzle consists of multiple inlet ports, which are the entry of the nozzle and the feed chamber. From the feed chamber the water is guided through two channels to the swirl chamber. Because of this guidance a swirl is generated in the swirl chamber. As soon as the water leaves the nozzle, a hollow cone of water is formed. After a certain distance from the nozzle exit, the breakup from this circular sheet of water to single droplets occurs.

Conventional nozzle design

Novel nozzle design
The novel nozzle design works in a similar way to the conventional design and is also a pressure swirl nozzle. For the novel nozzle, the design freedom of additive manufacturing is used. In a heuristic procedure, this new nozzle design was created with water paths as smooth as possible, leading to less pressure loss and therefore to smaller droplets. The novel nozzle design is shown in Fig. 5. The four inlet channels are guided directly to the swirl chamber and no feed chamber is needed. This printable design has the advantage that a sprayhead engineered of multiple such nozzles can be printed by SLM in one part, and therefore the assembly and braze time is not needed anymore.
Since not only smooth water paths are needed for the smallest droplets possible, the right proportions of the dimensions were investigated. A Design of Experiment (DoE) approach is used to statistically vary the significant parameters in contrast to just trial and error. A model can be fitted into the measured data, by the carefully defined measurement points and the output variable (in this case the Sauter Mean Diameter (SMD)Footnote 1) can be predicted and thus optimized. The dimensions displayed in Fig. 6, which shows a section of the novel nozzle design, were defined and varied for the DoE. In Table 1 the setup for the different parameters are shown in coded unitsFootnote 2. The nozzle “Initial design” is the initially designed nozzle, with no changes in the parameters. All the other nozzles, named DoEXX, are used to gain different data points to fit the data to afterwards. All these nozzles were manufactured and measured to create a model for the prediction of the SMD. The measurement procedure is described in Sect. 3.

Sketch of the swirl chamber with the parameters of the nozzle for the DoE
The measurements of these different nozzles showed that it is possible to fit the data with different models. The model which fits the best was chosen and the global minimum of the SMD in this model was searched. This led to the optimized nozzle design SE6. Again, this nozzle was measured and compared to the other nozzles. The measurement setup and procedure is described in Sect. 3, the results are shown in detail in Sect. 4, and discussion takes place in Sect. 5.
3 Measurement Setup and Procedure
The main goal of the project is to design a nozzle with a better performance. This can be quantified with the droplet size, since smaller droplets result in a faster atomization of the droplets, which is identical to a better performance. The distribution of the droplet size can be measured with laser diffraction. Thereby, droplets which get hit by a laser beam scatter this laser light. The scattering angle can be measured and used for a calculation of the droplet diameter. During the measurement, the size distribution for all particles along the laser path is measured. To measure the droplet size of the nozzles, the Malvern Spraytec device from Malvern Panalytical GmbH, Malvern, United Kingdom, which works with this principle, is used. This device can measure droplet sizes between 0.1 and 2000 \(\upmu \)m.

Sketch of the measurement setup
A sketch of the whole measurement setup is shown in Fig. 7. There it is visible that only half of the rotationally symmetrical spray is measured at once with the Malvern Spraytec and the rest of the spray is excluded with a metal sheet. This is done to improve transmission of the laser light at higher pressures (higher mass flow, a lot of droplets in the laser path of the measurement device). During the measurements the mass flow and the pressure are measured and recorded. To get comparable measurements a water pump is used to measure at different pressure levels of the feeding water. Since the nozzles should perform well at a broad pressure range two pressure levels are measured: the lower pressure level p0 and the higher pressure level 3p0, a three-fold increase of p0. A further decrease in pressure level could lead to a bad swirl in the swirl chamber and therefore to big droplets. A further increase in pressure level will not be possible to be measured with the current setup since the transmission of the laser will not be high enough for a reliable measurement. The whole measurement setup is designed in a way that it is easy to measure the droplet size at different angular positions of a nozzle. For every measured nozzle an insert is produced, which can easily be changed in the test stand.
The 3D view of an insert is shown in Fig. 8. The SLM-manufacturing of this insert is done in the same orientation as the orientation of the nozzles inside a sprayhead will be for the manufacturing of the whole sprayhead. Therefore, the nozzle axis is orthogonal to the build direction (as shown in Fig. 8). The complete nozzle is made without support structure, since it will be hard or even impossible to completely remove these in the inside. On the bottom side of the insert, support structure is needed for the connection to the build plate. After the SLM manufacturing, the outlet diameter is milled to a completely circular hole, which leads to a more homogeneous spray. The backsides of the inserts are also milled to get a sealing surface.

Insert for the measurement of the droplet size
A single measurement of a nozzle insert always includes eight different angular positions with an offset angle of 45\(^\circ \). Every position is measured for 30 s. The droplet measurement device software generates one SMD for every measured second. This leads to a graph as shown in Fig. 9 for every nozzle measurement. To ensure that the results are reliable, a multitude of these measurements (repeatability measurements) with the same insert and the same procedure are performed. To ensure that the measurement setup is trustworthy, it is necessary that these repeatability measurements do not vary too much.

Example of a nozzle measurement at pressure p0, with a massflow of 11.1 kg/min (SE6-Eco_a), (On each box, the central mark indicates the median, and the bottom and top edges of the box indicate the 25th and 75th percentiles, respectively. The whiskers extend to the most extreme data points not considered outliers, and the outliers are plotted individually using the ‘+’ symbol. Outliers are all points which are 1.5 times the interquartile range smaller or greater than the median. The notch displays the 5% significance level of the median [14].) (Normalization due to confidentiality, which does not allow to show any discrete values. Median SMD of the YE nozzle at pressure p0 belongs to 100%.)
It is important that the nozzles being compared are in the same mass flow range since smaller nozzles will automatically reduce the size of the droplets. The problem with smaller nozzles is that their massflow will not be high enough. The novel nozzle was designed so that it has a similar mass flow to the conventional nozzle. Variation of the mass flow at a certain pressure can be achieved through a uniform scaling of the nozzle. This can not only be done through a physical scaling of the nozzle and therefore a new manufacturing, it is also possible to scale the measured SMD to a certain mass flow. Experiments with different sizes of nozzles led to the following formulas at the two pressure levels. Scaling at pressure p0 can be done with Eq. 1 and at pressure 3p0 with Eq. 2 [15]. This scaling is always done if multiple nozzles are compared to each other.
4 Measurement Results
In this section the measurement results of the different nozzles are compared to each other. From the initial design (before DoE) to the optimized nozzle design (after DoE, SE6) an improvement of around 20% could be achieved for both pressure levels (p0 and 3p0). With this optimized nozzle design, different comparisons are made in this chapter.
Figure 10 shows the comparison of different SE6 nozzle inserts at pressure p0. Two of these inserts (SE6a and SE6b) are SLM-produced in-house, like all the SLM nozzles for the DoE. This is done with a Realizer SLM 125 machine from Realizer GmbH, Borchen, Germany. Two nominally identical nozzles were produced to evaluate repeatability between different parts. The SE6-Eco_a and the SE6-Eco_b are produced at Ecoparts AG, Hinwil, Switzerland (external supplier). All these nozzles named SE6 have the same nozzle geometry. However, the nozzles produced by Ecoparts are made of Inconel 718, whereas the internally manufactured nozzles are all made of Inconel 625 (SLM powder with standard grain size distribution). Every boxplot in Fig. 10 belongs to one SLM-manufactured insert with the same nozzle geometry (SE6 nozzle design) and every insert is measured five times over all eight angular positions (every 45\(^\circ \)) to include the repeatability and the angular variation.

Comparison of the SE6 nozzle manufactured in-house and at an external supplier at pressure p0, mass flow scaled to 11.2 kg/min
Comparing the SE6a to the SE6b one can see that there is a significant variation between these two inserts, even though they have the same nozzle geometry and are produced with the same machine and the same material. It is likely that this lack of reproducibility originates from turbulence in the cross-flow of inert gas across the build platform of the in-house SLM machine. Comparing the inserts from the external supplier (SE6-Eco_a and SE6-Eco_b) it is visible that these nozzle inserts are more reproducible. They are also reproducible for a higher quantity of nozzle inserts (for simplicity, these results are omitted here)Footnote 3.
The externally manufactured SE6 inserts have around the same or smaller median droplets than the internally manufactured inserts. However, the variation of the droplet sizes of a single externally manufactured insert is bigger. This bigger variation can be explained with a look at the measurements of specific angular positions. This is shown in Fig. 11 for an in-house manufactured nozzle (SE6_a) and in Fig. 12 for an externally manufactured nozzle (SE6-Eco_a), where again all the five repeatability measurements of the respective insert are included, but shown at the different angles. One of the five repeatability measurements included in Fig. 12 was already shown in Fig. 9. In Figs. 11 and 12 it is possible to see that the large variation of the boxplots from Fig. 10 are due to different SMDs at different angular positions. If these different angular positions of both inserts are compared to each other, it is noticeable that the worst angular positions (90\(^\circ \)) are only slightly better in the externally manufactured inserts. However, the better performing angles are clearly better in the externally manufactured inserts than in the in-house produced inserts. This leads to the somewhat larger variation in the case of the externally manufactured nozzle (see Fig. 10). The worst SMD occurs at 90\(^\circ \), which is 45\(^\circ \) (in swirl direction) after the top location of the SLM manufacturing. The higher surface roughness at the top position therefore has an influence on the droplet size.

Angular variation of the SE6_a nozzle, SLM manufactured in-house, at pressure p0, mass flow scaled to 11.2 kg/min (sum of five repeatability measurements)

Angular variation of the SE6-Eco_a nozzle from an external supplier at pressure p0, mass flow scaled to 11.2 kg/min (sum of five repeatability measurements)
The most important comparison is the one between the novel nozzle design and the conventionally manufactured nozzles. For this comparison the externally manufactured nozzle inserts are used, since these results are more reproducible. The comparison between the novel nozzle design and the conventional nozzle is shown in Fig. 13 at pressure p0. The conventionally manufactured nozzles (NE and YE) are measured eight times over all eight angular positions in comparison to the five measurements of the SLM nozzles. For all the five repeatability measurements of the SLM nozzle inserts nothing was changed. But for the eight measurements of the conventional nozzles, the two main parts of the nozzle, which are not rotationally symmetric (inlet ports to the feed chamber and channels to the swirl chamber) are also rotated relatively to each other in 45\(^\circ \) steps (eight different positions). This showed, that this relative angle to each other is also very important, whereas it is random in the existing sprayhead. These positions are not further investigated in this project. It is visible that the novel nozzle design can perform slightly better with regard to the median droplet size than the best conventional nozzle. The variation of the droplet size is larger in case of the SLM-manufactured inserts.

Comparison of the best SLM nozzles with the conventional nozzles at pressure p0, mass flow scaled to 11.2 kg/min
In Table 2 the measured droplet size values of the optimized SLM nozzles and the conventional nozzles, at pressure p0, normalized and scaled to a mass flow of 11.2 kg/min, are shown. For this table the two inserts with the same nozzle geometry and manufacturing on the same SLM machine are added together. For the complete comparison of the different nozzles it is not only important to compare the median values of the SMD, it is also necessary to have a measure for the droplets larger than the median. This measure is the 90%-Quantile. Comparing all these values the same conclusion as before can be made. The performance of the novel nozzle design and the best conventional nozzle is around the same. The median droplet size of the novel nozzle design is slightly better than the best conventional nozzle, but the 90%-Quantile and the standard deviation of the best conventional nozzle are slightly better.
The same comparison as for pressure p0 can be made for other pressure levels. This is shown for pressure 3p0 in Fig. 14, for the same nozzle inserts like before. The main message does slightly change with the pressure rising. Again, the externally manufactured nozzles (SE6-Eco_a and SE6-Eco_b) are more reproducible than the same geometry produced in-house (SE6_a and SE6_b). Unlike for the lower pressure level, it is possible to see here that the novel nozzle design is clearly better than the best conventional nozzle. The overall performance of the novel nozzle design is around 10% better than the best conventional nozzle.

Comparison of all nozzles at pressure 3p0, mass flow scaled to 20 kg/min (note that two outliers around 130 \(\upmu \)m for the nozzle SE6-Eco_a are not shown)
In Table 3 the droplet size values of the comparison at pressure 3p0, normalized and scaled to a mass flow of 20 kg/min are shown. For this table the two inserts with the same nozzle geometry and manufacturing on the same SLM machine are added together. The droplet sizes of this higher pressure level (3p0) are clearly smaller than the droplet sizes of the lower pressure level (p0). The novel nozzle design (SE6) is around 10% better in case of the median than the best conventionally manufactured nozzle (NE).
Furthermore, out of the two conventional designs we note that for the higher pressure level, a different conventional nozzle performed better than at the lower (YE at pressure p0 and NE at pressure 3p0).
5 Discussion
In this section the measurement results presented in Sect. 4 are discussed. For both pressure levels (p0 and 3p0) it is visible that the in-house manufactured SLM nozzles are sometimes significantly different with regard to the SMD, even if they are completely the same geometry (SE6a and SE6b). These differences in the nozzles can also be measured in the surface roughness of the nozzle inserts. The Sa (arithmetical mean height)Footnote 4 values at a specific position of the internally manufactured inserts varies between \(6.3~\upmu \)m and \(10.3~\upmu \)m between different nozzles of the nominally same geometry. The surface roughness values are measured with a Laser Scanning Microscope (LSM), from Keyence, Osaka, Japan. As mentioned previously, the unfavorable gas cross-flow of the in-house SLM machine is suspected to be the dominant cause of this variability.
Since the final nozzle will be manufactured with a state-of-the-art SLM machine, some inserts were produced at Ecoparts AG (external supplier). These inserts have a smaller variation of SMD and surface roughness, which is due to a more stable SLM-process. Measured in the same way and position as for the in-house inserts, for the external nozzles the Sa values vary between \(5.0~\upmu \)m and \(5.9~\upmu \)m. The lower surface roughness of these externally produced nozzles leads to the assumption that a lower surface roughness will generate less pressure loss and therefore smaller droplets. This could be achieved with an additional surface finishing process, which will be further investigated.
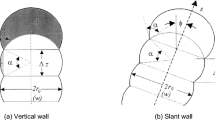
The cause of the angular variation of the SMD of a single nozzle is the dependence of surface roughness on overhang angle commonly seen in SLM manufactured parts [17]. Figure 12 shows that the biggest droplets are produced at an angle of 90\(^\circ \). Figure 15 shows a sketch of the nozzle outlet, where it is visible that the biggest overhang angle is at measurement angle 45\(^\circ \) and the swirl in the swirl chamber is going in the direction of increasing angular positions. The droplet sizes of the angles after the largest overhang angle (90\(^\circ \) to 180\(^\circ \)) are somewhat higher than the rest, which is explained with the higher surface roughness of the angles before. To significantly improve the performance of the novel nozzle design, it is necessary to reduce the surface roughness at the top surface of the nozzle. If this can be achieved, the variation of the SMD will be smaller and therefore the overall performance better. This will be the topic for further investigations.

Sketch of nozzle outlet.
6 Conclusion and Outlook
A novel pressure swirl nozzle design with smooth transitions from inlet channels to the swirl chamber was designed. The initial design was further developed with a design of experiment (DoE) and finally compared to the existing (conventional) nozzle design. It was possible to show that the performance of the novel nozzle design is around the same at a low pressure level (p0), and an improvement of around 10% at a higher pressure level (3p0) could be achieved. Together with the ability to freely arrange the nozzle positions and the inlet positions in a sprayhead and the ability to manufacture a whole sprayhead at once, without the need of assembly time, this shows the clear potential that SLM manufacturing has for desuperheater sprayheads.
The measurement of the same nozzle geometry, once manufactured in-house and once at Ecoparts AG, showed a strong dependency of the SMD to the surface roughness of the SLM manufacturing. This leads to the assumption that a further improvement of the surface roughness will lead to even smaller droplets. For the improvement of the surface roughness of SLM-manufactured parts, different processes are known in the industry. The improvement of the nozzles after the treatment with these different processes will be further investigated.
Notes
- 1.
Diameter of a droplet whose surface-to-volume ratio is equal to that of the entire spray. The SMD is about 15%–25% smaller than the mass median diameter [8].
- 2.
In the plus-minus coding scheme +1 is used to denote one level of a factor, often called the high level, whereas −1 is used to denote the low level.
- 3.
With this information it is conceivable that the DoE performed with externally manufactured nozzles would have led to a different optimized nozzle design.
- 4.
Sa is the extension of Ra (arithmetical mean height of a line) to a surface. It expresses, as an absolute value, the difference in height of each point compared to the arithmetical mean of the surface [16].
References
Ngo, T.D., Kashani, A., Imbalzano, G., Nguyen, K.T.Q., Hui, D.: Additive manufacturing (3D printing): a review of materials methods applications and challenges. Composites Part B-Eng. 143, 172–196 (2018)
Bikas, H., Stavropoulos, P., Chryssolouris, G.: Additive manufacturing methods and modelling approaches: a critical review. Int. J. Adv. Manuf. Technol. 83(14), 389–405 (2016)
Stavropoulos, P., Foteinopoulos, P.: Modelling of additive manufacturing processes: a review and classification. Manuf. Rev. 5, 26 (2018)
DebRoy, T., Wei, H.L., Zuback, J.S., Mukherjee, T., Elmer, J.W., Milewski, J.O., Beese, A.M., Wilson-Heid, A., De, A., Zhang, W.: Additive manufacturing of metallic components - process, structure and properties. Progress Mater. Sci 92, 112–224 (2018)
Bourell, D., Kruth, J.P., Leu, M., Levy, G., Rosen, D., Beese, A.M., Clare, A.: Materials for additive manufacturing. CIRP Annals-Manuf. Technol. 66(2), 659–681 (2017)
Ampower GmbH & Co. KG: Metal Additive Manufacutring with sinter-based technologies (2018)
Herzog, D., Seyda, V., Wycisk, E., Emmelmann, C.: Additive manufacturing of metals. Acta Materialia 117, 371–392 (2016)
Lefebvre, A.H., McDonell, V.G.: Atomization and Sprays. CRC Press, Boca Raton (2017)
Laryea, G., No, S.: Spray angle and breakup length of charge-injected electrostatic pressure-swirl nozzle. J. Electrostat. 60(1), 37–47 (2004)
Xie, J.L., Gan, Z.W., Duan, F., Wong, T.N., Yu, S.C.M., Zhao, R.: Characterization of spray atomization and heat transfer of pressure swirl nozzles. Int. J. Thermal Sci. 68, 94–102 (2013)
Zhao, J.: Simulation and experimental study on the atomization character of the pressure-swirl nozzle. Open J. Fluid Dyn. 2, 271–277 (2012)
Stytsenko, A., Mylnikov, S., Baibuzenko, I., Maurer, M.: Additive manufactured gas turbine fuel injector with a nested article having a non-removable internal supporting structure. No. EP 3 324 120 A1, Ansaldo Energia Switzerland AG (2018)
Appleyard, D.: Powering up on powder technology. Metal Powder Report 70, 285–289 (2015)
The MathWorks Inc.: Matlab 9.7.0.1190202 (R2019b). Natick, Massachusetts (2019)
Lüscher, P., Bochsler, J., Weiss, D., Huber, M., Löffel, K., Nieulande, R., Duda, T.: Numerical and experimental investigation of pressure-swirl nozzles produced by additive manufacturing. In: ILASS-Europe 2019, 2–4 September 2019, Paris, France (2019)
Keyence Corporation: Area Roughness Parameters. Osaka, Japan (2020). https://www.keyence.com/ss/products/microscope/roughness/surface/parameters.jsp
Xiang, Z., Wang, L., Yang, C., Yin, M., Yin, G.: Analysis of the quality of slope surface in selective laser melting process by simulation and experiments. OPTIK 176, 68–77 (2019)
Acknowledgment
This work was financially supported by the Innosuisse - Swiss Innovation Agency and Emerson Automation Solutions, Baar, Switzerland.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 Springer Nature Switzerland AG
About this paper

Cite this paper
Umbricht, M. et al. (2021). Novel Pressure Swirl Nozzle Design Enabled by Additive Manufacturing. In: Meboldt, M., Klahn, C. (eds) Industrializing Additive Manufacturing. AMPA 2020. Springer, Cham. https://doi.org/10.1007/978-3-030-54334-1_28
Download citation
DOI: https://doi.org/10.1007/978-3-030-54334-1_28
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-54333-4
Online ISBN: 978-3-030-54334-1
eBook Packages: EngineeringEngineering (R0)