
Abstract
The aim of this paper was to experimentally analyse the generated noise and detect the appearance of self-excited vibrations, i.e. chatter vibrations during milling. There were performed three different types of experiments, based on the plan proposed in ([1]). In the first experiment, we measured sound pressure level—SPL [dBA] in dependence of cutting parameters, in second we measured SPL [dBA] induced by chatter vibrations and the stability lobes diagram is machined into workpiece while in the third experiment is also measured SPL [dBA] in dependence of radial depth of cut that increases linearly. Material of the workpiece was carbon steel and we used milling cutter with carbide inserts. Vertical machining centre was used for milling and noise was measured with microphone. Purpose of those experiments was to see how different cutting parameters influence on a generation of noise and vibrations. Also, in that way, we can select cutting parameters that will not lead us to unstable regions. The experimental results obtained can be used for future investigations in this field.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

1 Introduction
Improving the performance of cutting operations has led to an increase in noise levels, especially during milling. The main sources of noise during milling are self-excited vibrations, i.e. chatter vibrations. In the literature, it is usual to compare noise levels with respect to the spindle speed, feed rate, axial and radial depth of the cut. Purpose of those comparisons is to gain insight into the effects of cutting parameters on the occurrence of noise and vibrations [1, 2, 3, 4].
In [1] are given detailed explanations of an experimental plan to study the noise emission during the milling process. The experimental plan consists of three experiments and this paper presents the results of the experiments carried out on the basis of the experimental plan.
2 Experiment
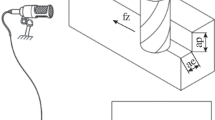
In this section are presented setups of the conducted experiments. The equipment consists of: (1) the machine CHARNOA CNC SYSTEMS (vertical milling machine), (2) the milling cutter with proper diameter and APKT inserts and 3) tool holder SANDVIK (Fig. 1). A microphone Bruel & Kjaer 2270 was used for measurements of the sound pressure level (SPL). The distance between the centre of the cutter and the microphone was 200 mm for the first set of experiments, 100 mm for the second set of experiments and 100 mm for the third set of experiments [5].

The machine, tool and the microphone used for the experiments
The samples—workpieces had pre-defined shapes and dimensions, shown in Fig. 2.
For the first and the third set of experiments, the material of the workpieces was carbon steel S355, and the diameter of the cutter was 40 mm with four inserts. For the second set of the experiments material of the workpiece was carbon steel 1C45, while the diameter of the cutter was 20 mm.
2.1 The First Set of Experiments
The first set of experiments comprises measurements dependence of maximum sound pressure level \(L_{F{\max} } \left[ {\text{dBA}} \right]\) and the equivalent sound pressure level \(L_{\text{eq}} \left[ {\text{dBA}} \right]\) on cutting parameters (axial depth of cut, feed rate, spindle speed and radial depth of cut).
Table 1 presents the values of cutting parameters for each of the experiments of the first set. The shaded table fields indicate the cutting parameter that was varied during an experiment, while the three remaining parameters were kept constant.
Figure 3 shows individual cuts that arise due to passes of the cutter during each of the experiments of the first set of experiments.
2.2 The Second Experiment
The second type of experiment is based on experiments performed in [6]. The sample for this experiment is shown in the bottom-left part of Fig. 2, while the bottom right part of the Fig. 2 indicated the position on the sample where the passes of the cutter started.

Dimensions of the samples for the first and the third set of experiments (top row) and the second set of experiments (bottom row)
The methodology for identifying the stability lobes diagram (SLD) is based on an empirical test where the workpiece has an inclined surface, with a gradual increase of the axial depth of cut in the feed direction. Axial depth of cut is shown in the ordinate of the SLD, while the spindle speed is shown in the abscissa. The cutting process is stopped when the chatter is detected by an operator. In this way, the SLD is physically machined on the workpiece [1, 2, 6, 7]. The simultaneous measurement of the SPL generated by the chatter vibrations reveals the dependence on the level of noise on spindle speed and axial depth of cut.

Schematic representation of eight passes at each experiment. [1]
Table 2 shows the cutting parameters during the second experiment. It may be seen that the axial depth of cut varied between 0 and 1.62 mm, while the spindle speed was changed between 900 and 2000 rpm with a step of 100 rpm.
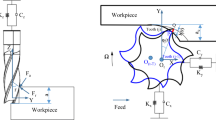
2.3 Third Experiment
In the third experiment (Fig. 4), the aim was to study the dependence of the emitted noise level on the radial depth of cut, which was increased linearly from 0 to 40 mm (the diameter of the cutter).

The third experiment
While the performed experiment revealed the dependence of the SPL on the radial depth of cut for one selected spindle speed, it is possible in general (similar to the second experiment) to construct the SLD by plotting the values of radial depth of cut versus spindle speed [7].
Table 3 shows the values of the cutting parameters during the third experiment.
3 Results and Discussions
3.1 The First Set of Experiments
The first set of experiments reveals the dependence of the noise emission of milling on the selected cutting parameters. As an illustration, Fig. 5 shows in the top part the workpiece after the first set of the experiments, while in the bottom part shows the time variations of the Leq [dBA] during the first passes of the cutter in the experiments 1.1. and 1.4.

The machined workpiece (top) and the time variations of \(L_{\text{eq}} \left[ {\text{dBA}} \right]\) during the first pass of the cutter in experiment 1.1 (bottom-left) and the experiment 1.4 (bottom right)
In Tables 4, 5, 6 and 7 are given the values of maximum sound pressure level and equivalent sound pressure level during each pass of the first set of experiments.
The results show that, in general, the SPL increases by increasing the value of all of the cutting parameters, except for the dependence of the SPL on the feed rate, which shows an apparent maximal SPL around 675 mm/min. The variations of the SPL were highest with the changes of the axial and radial depth of the cut (more than 10 dB within the studied range), while the variation of the SPL on the spindle speed was substantially lower (less than 5 dB within the studied range).
The largest influence to noise emission during the measurements had the radial depth of the cut, which led to the highest measured SPL of 97.7 dBA. The SPL was reduced when the cutter was cutting by entire diameter during the last pass.
3.2 The Second Experiment
The second experiment enabled the construction of the SLD (Fig. 6).

The SLD on the graph (left) and its mirrored image machined into the workpiece (right)
Table 8 presents the values of the \(L_{\text{eq}} \left[ {\text{dBA}} \right]\) and \(L_{F {\max} } \left[ {\text{dBA}} \right]\) measured during each of the passes of the cutter, while Fig. 7 shows the time variation of the \(L_{\text{eq}}\) during the first pass and the last pass.

The time variations of \(L_{\text{eq}} \left[ {\text{dBA}} \right]\) during the first (left) and the last (right) pass of the cutter in the second experiment
Table 8 shows the values of \(L_{\text{eq}}\) increased during each of the passes but had a substantial dip between the 6th and the 7th pass of the cutter.
3.3 The Third Experiment
The third experiment considered dependence of the noise emission on the radial depth of the cut. The machined workpiece and the SPL during the experiment are presented in Fig. 8.

The machined workpiece (left) and the time variation of the \(L_{\text{eq}} \left[ {\text{dBA}} \right]\) during the third experiment
The diagram of the time variation shows that the highest level of noise was emitted while the cutter was approximately half inside the cut. The maximal measured value of the sound pressure level (\(L_{F {\max} }\)) was 94.56 dBA. Later in the process, when the cutter was inside the cut by the entire diameter, the SPL showed a substantial drop.
4 Conclusions
Measurements of noise reveal the maximum and equivalent values of sound pressure level, allowing studies of the influence of the cutting parameter to the generated noise. The measurements performed in this study have shown that the measurement of the emitted noise enables control of the cutting process by proper selection of the cutting parameters, with the aim to make it stable (without extreme values of noise and chatter).
In this paper are presented and discussed three different types of experiments to measure noise level and study its relationship with chatter vibrations. In the first experiment was measured dependence of the SPL on the cutting parameters, in the second experiment was measured the noise level induced by chatter vibrations, and the idea of the third experiment was to study the dependence of the noise emission on the radial depth of the cut, which was discovered to have the strongest influence to the noise emission during the first experiment. The common aim of the three types of experiments was to determine the regions of stable regimes of the cutting process. The results presented in this paper can be used for further investigations in that direction.
After the obtained results, the radial and axial depth of the cut have the critical influence to chatter vibrations, and they could be adjusted to avoid the high level of noise emission during the process of milling in practical application. The next step of the research will be further experiments that should be performed with different types of material and various cutters, and the use of accelerometers to study the correlation of the vibrations and noise emission.
References
A. Petrović, M. Rasinac, V. Grković, M. Ivanović, An experimental plan for noise analysis and chatter detection in milling depending on the cutting parameters, in 26th International Conference Noise And Vibration 2018, University of Niš, Faculty of Occupational safety, Niš (2018), pp. 41–44
G. Quintana, J. Ciurana, Chatter in machining process: a review. Int. J. Mach. Tools Manuf 51, 363–376 (2011)
J. Rech, F. Dumont, A. Le Bot, P.J. Arrazola, Reduction of noise during milling operations. CIRP J. Manufact. Sci. Technol. 18, 39–44 (2017)
Y. Altintas, Manufacturing Automation—Metal Cutting Mechanics, Machine Tool Vibrations and CNC Design, 2nd edn. (Cambrigde University Press, New York, USA, 2012)
K. Sampath, S.G. Kapoor, R.E. DeVor, Modeling and analysis of aerodynamic noise in milling cutters. J. Manuf. Sci. Eng. 129, 5–11 (2007)
G. Quintana, J. Ciurana, D. Teixidor, A new experimental methodology for identification of stability lobes diagram in milling operations. Int. J. Mach. Tools Manuf 48, 1637–1645 (2008)
A. Petrović, Optimization of the path of milling cutter at high-speed contour milling, Ph. D. thesis, University of Kragujevac, Faculty of mechanical and civil engineering, Kraljevo, 2016
Acknowledgements
The authors express their gratitude to the Ministry of Education, Science and Technological Development of the Republic of Serbia for the support of this research through the project TR37020.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 Springer Nature Switzerland AG
About this paper

Cite this paper
Rasinac, M., Petrović, A., Radičević, B., Grković, V., Ivanović, M. (2021). Experimental Analysis of Noise and Chatter Detection in Milling Depending on the Cutting Parameters. In: Herisanu, N., Marinca, V. (eds) Acoustics and Vibration of Mechanical Structures—AVMS 2019. Springer Proceedings in Physics, vol 251. Springer, Cham. https://doi.org/10.1007/978-3-030-54136-1_33
Download citation
DOI: https://doi.org/10.1007/978-3-030-54136-1_33
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-54135-4
Online ISBN: 978-3-030-54136-1
eBook Packages: Physics and AstronomyPhysics and Astronomy (R0)