
Abstract
In the last two decades, fundamental and application-driven research on microfluidics and bio-micro-electro-mechanical systems (BioMEMS) has flourished in academia and industries and has begun to make impact on medicine and bio-sciences. Packaging of these systems is an integral if not critical part of the device/system design and function. Because the applications and the designs of the chips are wide ranging, it is difficult to achieve a universal packaging scheme that meets the requirements of all applications. Instead, research and manufacturing practices of each type of biochip have come up with specialty techniques. This chapter will review these techniques in the specific contexts of the chip applications, as well as materials requirements. In addition, we will highlight common and advanced practices and point out research needs in these areas.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
- Packaging
- Lab-on-a-chip
- BioMEMS
- Microfluidics
- Medical diagnostics
- Chip-to-world connection
- Biocompatibility
- Surface modification
- Interface
- Integration
- Fluidic interconnect
- Electrical interconnect
- Optical transparency
- Disposable
- Point-of-care diagnostic
- Sample preparation
- Fluid handling
- Soft lithography
- Large-scale integration
- Microfabrication
1 Introduction
In recent years, applications of lab-on-a-chip, microfluidics, and bioMEMS devices have ranged from basic research on macromolecules (e.g., DNAs and proteins), cells, tissues, and organisms to clinical applications (e.g., blood analysis, disease diagnosis, and drug delivery). The device design and the final packaging of the devices demand two very important aspects of compatibility. First, the fabrication processes and sequences of all components (including device or reagents) need to be compatible with each other. Second, the devices and their packaging need to be biocompatible, whether it is referring to minimizing sample contamination, optimizing sample interaction with device/packaging materials, or eliminating immune responses to implanted devices. Therefore, in designing these biochips, one has to consider not only the functionalities but also the packaging scheme with the final product and the environment in which it will be used.
This chapter is organized to address packaging issues in a variety of applications, packaging schemes that are commonly used, the types of interfaces one needs to think about (e.g., interface with the outside environment and interface between devices), and the materials of choice and their modifications. In designing a good packaging scheme, one needs to strategize in terms of constraints and a series of trade-offs. No packaging scheme is universal, and there exist many options. Depending on how the devices are designed and how they are intended to be used, the packaging scheme can be very different, and aspects that have smaller design space (miniaturization) need to be considered first. For example, if an implantable device needs to be packaged, the most important aspect is the biocompatibility; next, one needs to consider where the device is to be implanted and then match the mechanical properties of the tissues and consider all the geometrical constraints. More than often, the infrastructure that is available to manufacture the devices and the packaging will also put constraints on selecting the processes. For industrial applications, overall cost is likely an important parameter.
This chapter aims to point out some standard solutions and research opportunities in bioMEMS packaging and will refer to many primary research articles for detailed information on existing technologies.
2 Packaging Schemes Based on Application
2.1 Portable and Point-of-Care (POC) Diagnostics and Analysis
Owing to their small size, bioMEMS are ideal platforms upon which to design portable and point-of-care (POC) diagnostics and analytical systems. Portability is an essential consideration in the design and packaging of systems intended for use in resource-poor or similarly challenging environments. These environments lack the infrastructure of typical “developed-world” clinical laboratories, which provide stable electrical power, cleanliness, refrigeration, and highly trained personnel. Interest in developing bioMEMS-based portable analytical systems originated in the 1990s from the US Defense Advanced Research Projects Agency (DARPA), seeking to enhance chemical and biological weapons detection and to improve battlefield medical care. More recently, interest from both governmental and charitable organizations has led to significant investments in developing portable diagnostics to avert epidemics in poor and remote geographies [1, 2].
The design and packaging of portable diagnostic systems must satisfy a challenging set of requirements. Such requirements include (i) small size and weight, (ii) full integration of necessary functions (unit operations), (iii) low power consumption, (iv) easy operation by potentially non-skilled personnel, (v) functionality in wide temperature ranges, (vi) ruggedness and mechanical protection, (vii) protection from dust or other contaminants, and (viii) low cost.
The packaging schemes that have emerged to address the above requirements can be grouped into two broad categories. The first category focuses upon integrating as many functions as possible onto a single chip in order to maximize portability. The second category consists of systems that are partitioned into two components: (i) a disposable chip (or cartridge) and (ii) a readout machine (or scanner). The cartridge is inserted into the scanner, read and analyzed, and then discarded. Both the integrated and partitioned categories are discussed in the following sections.
2.1.1 Integrated BioMEMS Packaging Schemes
Integrating functions onto a single bioMEMS device are the central aim for packaging diagnostic systems when size and weight are the most important criteria. Basic functions in a typical diagnostic system include fluid handling (i.e., pumping and mixing), reagent storage, species separation and concentration, and detection. Today, diagnostic chips that integrate all necessary functions are rare. In most cases, the devices are designed with a specific function in mind.
The major challenges in portable chip-scale integration involve fluid handling, detection, and electrical power. Fluid pumping for analytical purposes has traditionally been carried out using macroscale machines (i.e., peristaltic, syringe pump). Likewise, analyte detection is normally accomplished using complex optical or spectroscopic techniques that require bench-top equipment, which are usually expensive and bulky. In such forms, both functions require power sources that exceed the latest capabilities of portable batteries. To circumvent these challenges, integrated biochips must often rely upon passive fluid transport mechanisms (e.g., capillary action) and simplified “yes/no” detection readouts for portable diagnostics.
Immunochromatographic Test Strips
The classic example of integrated, portable diagnostic devices is immunochromatographic strip (ICS) tests. ICS tests are packaged with a strip of fibrous material that is divided into a sample pad, conjugation/labeling region, and detection zone. The strip is contained in a plastic casing with access windows over the sample pad and detection zone. Fluid samples are transported along the strip via capillary action through the pores and channels in the fibrous material and are bound to an antigen (or by an antibody) as they pass through the labeling region. Typically, a dye is labeled to the analyte, allowing for easy visual readout by the operator. ICS tests have been successfully deployed “in the field” for over 10 years to diagnose infectious agents like diphtheria toxin [3] and various sexually transmitted diseases [4,5,6]. The ICS packaging scheme is advantageous because it does not include any active power source. In addition, materials and reagents are off-the-shelf, inexpensive, and compatible with high-volume production methods.
The primary drawback of ICS design is its relatively crude “yes/no” readout mechanism (although visual readouts can also be an advantage if the operator is non-skilled). Paper-based microfluidic systems are being developed that provide colorimetric readout of digital images [7,8,9]. Such systems are comprised of a paper sheet that is embedded with a photoresist pattern that guides sample fluid into different detection zones. Each zone contains different labels for parallel diagnoses. Paper-based systems exhibit the same packaging advantages as ICS systems. However, the image acquisition is performed using a digital camera, which reduces the degree of integration but increases the precision of the measurement due its semi-quantitative nature. For both ICS and paper-based microfluidics, this simple packaging scheme is compatible with the economic requirement of the applications.
Electrical Detection
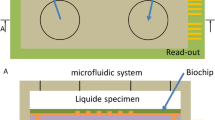
In order for portable diagnostics to provide fully quantitative measurements, researchers are investigating ways to miniaturize sophisticated detection components and package them on-chip. The most actively researched techniques are electrical, mechanical, and optical. To achieve electrical detection on-chip, conductive electrodes are integrated into the flow path of the sample fluid. The electrodes are typically metallic and are sometimes functionalized with molecular probes or modified with a selective membrane. The simplest packaging configuration for electrical detection is to pattern electrodes on a planar substrate, which is interfaced with another substrate that contains the sample flow path (Fig. 12.1). Several examples of this configuration exist, most notably for glucose and urea detections [10, 11], where a current or a potential is measured as a result of redox (reduction and oxidation) reactions on the substrate. A similar packaging configuration enables ICS test strips to give fully quantitative outputs using screen-printed, disposable electrodes that couple to quantum dot labels [12]. Also, highly sensitive and reversible electrical detection of antibodies has been demonstrated using silicon nanowires grown on an oxidized silicon surface and coupled to a polydimethylsiloxane (PDMS) flow channel [13, 14]. The challenge is that often sensitive off-chip electronics are needed to detect minute changes in current or potential.

Electrodes used for sensing are deposited on the surface of the device, with the sensing portion protruding into the fluidic components. Packaging materials compatible with the manufacturing requirements have to be chosen. For example, if the device is to be polymer based, deposition of metal electrodes will be complicated and will require modification of the polymer
Mechanical Detection
On-chip mechanical detection has been achieved using a two-substrate packaging scheme similar to electrical detection. Mechanical detection has been demonstrated using micro- and nanoscale cantilever beams that are machined from bulk silicon using MEMS fabrication techniques and functionalized with the appropriate capture probes [15, 16]. A change in the surface stress or resonance frequency of the cantilever indicates binding of biological species. The cantilever’s mechanical output is then measured in two ways: (i) optically, by tracking the change in location of a laser beam reflected off the cantilever or (ii) electrically, by coupling a piezoresistive element to the edge of the beam. As a result, cantilever detectors must be packaged in a manner that can interface to optical components or electrical leads, respectively. Specifically, optical detection would require a viewing aperture with a transparent substrate (and laser beam alignment and position detection), while electrical detection would require attachment of leads to bond pad arrays (Fig. 12.2).

Mechanically based bio-detection via cantilever beams requires optical and electrical access in packaging. (a) A stress-based cantilever functionalized with capture probes is exposed to fluid containing a ligand of interest; attachment of the ligand causes the beam to deflect, changing the angle of reflected light. DNA hybridization and protein–protein interactions have been reported using stress-based methods [17, 18]. (b) A resonance-based cantilever responds by changes in resonance frequency due to changes in mass as ligand attaches to capture probes [19, 20]; piezoelectric actuation requires electrical leads and interconnects in packaging.
Because of such additional components, portable and fully integrated cantilever- based diagnostic systems have yet to be realized. However, a major advantage of cantilever-based detection, which is the ability to detect molecules without attaching optical (e.g., fluorescent) labels to the molecules themselves, motivates continuing research. Label-free, stress-based detection has been demonstrated with DNA and proteins [17, 18, 21, 22]. In addition, resonance-based detection has been demonstrated with cells [20] and viruses [19]. A particularly novel resonator is configured so that the sample flows through a microchannel in a hollow cantilever, which enables sub-femtogram measurement resolution [23, 24]. High sensitivity is made possible by packaging the cantilever and drives electrode under high vacuum in a hermetically sealed cartridge. Such innovation in both fabrication and packaging is a good example of collaboration between academia (MIT) and industry (Innovative Micro Technology, Inc. and Affinity Biosensors). Although some progress has been made in this area in miniaturizing and integrating the detection modules, most mechanical detection chips still require some off-chip components (i.e., optics). This area therefore remains an active research area for miniaturization.
Optical Detection
The miniaturization and integration of optical detection on-chip is also an active area of research. Packaging schemes vary dramatically, depending on which optical components are deemed critical for integration. The most basic approach is to attach a separate module containing a miniaturized excitation source and photodetector directly to a chip containing the appropriate flow network. Although it is not true chip-scale integration, the modular approach confers advantages with respect to flexibility and convenience, while maintaining acceptable (though not ideal) size and weight. Such an approach has been successfully employed to couple a glass capillary electrophoresis chip to a light-induced fluorescence (LIF ) module to detect protein biotoxins (i.e., ricin, botulinum toxin) without preconcentration [25].
A similar modular approach assembles a miniature diode laser, sample well plate, and detection chip. The use of a self-contained detection chip in lieu of a full-size camera makes the assembly better suited for field use, and diffractive optics split the excitation beam into 16 channels, resulting in parallel analysis of 16 corresponding wells. The chip-to-plate approach is shown to detect low concentrations of Bacillus globigii, a surrogate marker for Bacillus anthracis, utilizing ELISA signal amplification to compensate for the detection chip’s limited sensitivity [26].
True on-chip integration of optical components has been achieved on a limited basis. The concept of a “microscope-on-a-chip,” integrating miniature lenses and complementary metal oxide semiconductor (CMOS) detectors on-chip, has been investigated [27]. Optical fibers micromachined with angled grooves have been embedded underneath microfluidic chips to guide excitation beams into multiple flow channels simultaneously [28]. Similarly, optical fibers have also been directly inserted into waveguides patterned in photoresist (SU-8, a multifunctional epoxy negative photoresist, manufactured by MicroChem Corp.) [29].
Using soft lithography, the fabrication of several optical components, such as beam splitters, lenses, and prisms, has been shown [30]. Moreover, integrated circuit (IC) fabrication techniques have been utilized to produce monolithic light- emitted diodes (LEDs), photodetectors, and optical fibers [31]. From a packaging standpoint, this represents a high degree of integration, uniting the excitation source, waveguides, and detectors onto a single silicon chip that is attached to a PDMS microfluidic flow channel. In a similar display of high integration, optical waveguides in photoresist, an optically pumped dye laser, and photodiodes embedded in silicon have been integrated on-chip [32]. On-chip optical integration is a large and diverse field [12, 33]. Nevertheless, the field is still in its infancy, providing few portable packages for diagnostic applications today.
Other Components
The portability of diagnostic devices has been improved by the integration of other components, such as vapor barriers to prevent the evaporation of fluids from microfluidic systems constructed from gas-permeable elastomers [34]. Also, on-chip diaphragm-based pumps and valves, which rely upon thermal actuation from resistive losses from adjacent electrodes, have been integrated into a portable polymerase chain reaction-capillary electrophoresis (PCR- CE) system [35]. Furthermore, the storage and release of reagents on-chip has been addressed by the integration of torque-actuated screw valves, which eliminates the necessity for electrical power when closing or opening microfluidic flow paths [36].
Integration Outlook
Although the full integration of all essential functions onto a single chip has not been realized, some devices have come very close to being total analysis system “on a chip” [37,38,39]. As previously discussed, fluid handling, detection (i.e., electrical, mechanical, optical), and electrical power are the major challenges in developing a fully integrated device. In addition, stored reagents could also add to the bulk of a diagnostic chip. The trade-off one makes as more functions are integrated on-chip is that detection sensitivity typically decreases. In addition, the cost per chip increases. Because of these limitations, the idea of inserting a simple and disposable diagnostic chip into a separate scanner box could provide a workable compromise between portability and performance.
2.1.2 Portable BioMEMS Chip in Tandem with a Readout Box
By partitioning a portable diagnostic system into a disposable chip and a scanner, not only can high performance be provided, but also cleaning and per-test costs are reduced. From the design standpoint, a major task is to decide what mix of functions will be located on the disposable chip versus on the reader. Careful consideration will result in functions that are located in a manner that maximizes the combined benefit of detection sensitivity, ease of use (during testing and maintenance), and low cost. From there, packaging can be developed that properly interfaces the chip to the reader and the reader to the operator. Figure 12.3 illustrates the concept of the partitioned approach.

A bioMEMS chip used in tandem with a scanner. Functions are partitioned between the disposable chip and scanner box, thereby optimizing critical factors (i.e., cost, detection sensitivity, portability) [2]. Interconnect between the two elements, as well as scanner maintenance, is an additional packaging consideration
A champion of the partitioned design concept is the Yager Research Group at the University of Washington. Its development of a disposable diagnostic card for saliva testing is an insightful case study [2, 40]. Most active functions, such as fluid pumping and surface plasmon resonance [41] excitation and detection, are located on the scanner. Functions located on the chip, which include sample preconditioning, mixing, and assaying, are specifically designed to be passive in nature. For instance, the mixing region relies upon chaotic mixing that is induced by herringbone structures as fluid flows through the channel. Also, the diffusion of small molecules across the interface of two laminar flow streams (buffer and sample) is utilized to precondition the sample before assay. Such a preconditioning approach cleverly removes the necessity for less portable preconditioning methods (e.g., centrifugation). The chip (roughly 4 inches by 2 inches in size) consists of a PDMS slab containing the flow channel network that is bonded to a glass slide, which is gold-coated and functionalized for antibody capture. Rubber gaskets (O-rings) are embedded into the fluidic inlet/outlet ports to facilitate connection with off-chip pumps and other active elements.
A similar partitioned package, consisting of a microfluidic chip whose channels are loaded with polyacrylamide gel, has been used to perform electrophoretic immunoassays to measure the concentration of the protein MMP-8 from a saliva sample [42]. The glass chip is inserted into a portable scanner containing a user interface , miniature high-voltage power supply, data acquisition, and software control. Although some sample preparation and fluorescence imaging was performed with standard laboratory equipment, the system proves the principle of a modular, point-of-care microfluidic assay for a clinically relevant disease marker. The choice of glass also minimizes work that has to be performed for surface modification and ensures optical compatibility for the readout.
The partitioned design strategy is being pursued in other contexts also [43]. A capillary electrophoresis (CE) chip for the separation and detection of organophosphate nerve agents has been demonstrated as a chemical weapon detector [44]. The glass chip contains a CE channel coupled to a screen-printed carbon electrode for amperometric detection. The scanner houses the electrochemical detector, reference/counter electrodes, and buffer/sample reservoirs. A portable, highly parallel SPR system has also been developed for chemical weapons detection [45]. The system is based on the Texas Instruments’ Spreeta sensing chip, which contains three LEDs and a diode array detector. The sensing chips are inserted into a control box that houses the power supply, LCD touch screen display, custom electronic board, and fluidic elements, such as pumps and valves. Each chip is replaced via a snap-in mechanism that mates it to a silicone flow cell. The combination of eight chips, each having three channels, enables the simultaneous monitoring of up to 24 analytes.
Yet another embodiment of the tandem strategy utilizes a cartridge in which cells are cultured and stimulated for use as a cell-based biosensor [46]. The cartridge is made of a CMOS silicon chip bonded to a PDMS slab patterned with cell chambers. Circuitry on the CMOS chip enables temperature control and electrophysiological sensing with microelectrodes. The cartridge interfaces with a handheld electronic reader that monitors the action potential (AP) activity of cardiomyocytes within the cell chambers. The system has successfully monitored the AP response of cells to different biochemical stimulation under conditions outside the laboratory (desert field testing).
2.1.3 Outlook for Portable Diagnostics
Portable diagnostic and analysis systems have the potential to dramatically improve the health of people in the poorest, most remote areas in the world, especially with respect to infectious diseases. Moreover, the benefits of portability will undoubtedly contribute to the ease and decentralization of disease management in the developed world as well. One could imagine patients wearing portable diagnostic devices that monitor their response to drugs for screening or dose titration purposes, which would be a critical step toward realizing the concept of “personalized medicine” [47, 48].
The major challenges facing packaging, as previously discussed, are function integration and partitioning between disposable and non-disposable components. Another challenge is cost. Virtually all prototype devices today have been fabricated out of relatively expensive base materials, such as glass, silicon, or PDMS . Furthermore, their fabrication processes may not be ideal for mass production, unlike thermoplastics that can be hot-embossed or injection-molded, which makes them disposable. For example, a microfluidic immunosensor made of embossed plastic has recently been applied to monitor cardiac inflammation markers from human serum [49]. On the other hand, some applications have stringent materials requirements that disqualify some plastic materials; hence, glass and PDMS continue to serve in many areas as the materials of choice.
Besides the device components, the packaging of reagents presents an additional challenge to system portability. To reduce bulk and transportation costs, reagents would ideally be packaged in dry form and reconstituted into solution at the point of care. In situations where the reagent can neither be dried nor reconstituted with local solvents to maintain activity (e.g., antibodies), the reagent solution must typically be packaged off-chip due to inadequate space within the miniscule volume of the on-chip microfluidic network. To address this, the use of plastic clinical tubing as a reagent cartridge has been investigated [50]. Plugs of different reagents are sequentially loaded into a tube and spaced by air. Similar packaging may enable reliable transport of valuable, ready-to-use solutions in portable diagnostic systems.
2.2 Implantable Devices
In the recent years, MEMS technology has become popular in the medical field due to its many advantages over traditional technologies. BioMEMS chips are highly functional, versatile, and power efficient and can be fabricated much smaller than other implantable systems. Furthermore, since bioMEMS fabrication processes originate in the IC industry, the infrastructures of the fabrication are well established, and these techniques are reasonably well developed and standardized [51]. Therefore, it is no surprise that many implantable devices that primarily use IC fabrication technologies, such as wireless pressure sensors [52], subcutaneous drug delivery chips [53], and glucose sensors [54, 55], have been and are being developed and commercialized.
The major packaging challenges for implantable MEMS devices include but are not limited to biocompatibility and size considerations. Another consideration is matching the mechanical properties and sometimes optical properties of the surrounding tissue. Implantation is an invasive process and triggers a healing and immune response from the body. Not only do implants have to be designed to minimize the immediate and long-term immune response, but they are also required to be non-toxic to the surrounding tissue. For this purpose, various packaging methods, materials, and protective coatings are available.
These designs must be developed with the miniaturization requirement in mind. They need to add as little volume or length to the device as possible and have to be adaptable to the specific tissue environment and their applications. For example, ocular implants need to be small enough for implantation through hypodermic needles, flexible enough to not cause irritation to the patients, and to match the mechanical properties of the surrounding tissues, but mechanically sturdy enough to survive the implantation process. The latter is particularly critical because inadequate protection during implantation can cause a complete loss of device functionality [56]. This section will review some successful strategies for implantable devices with these considerations in mind.
2.2.1 Drug Delivery Devices
Packaging for drug delivery devices is highly dependent on the duration of the intended delivery applications. Short- or intermediate-term delivery can be achieved through oral or subcutaneous administration, whose packaging requirement is minimal, typically involving encapsulating drugs in microbeads or delivery through various types of microneedles [57,58,59,60]. However, for long-term controlled delivery, bioMEMS devices seem to be most suitable: these devices can be designed to be highly functional; in addition, if proper packaging is designed, the drug reservoirs for controlled delivery can be made refillable [61].
A highly efficient and reliable controlled-release biochip design for implantation was introduced by Santini et al. [62]. The release of drug occurs from an array of wells covered by a gold thin-film membrane, which is electrochemically dissolved during the time of release (Fig. 12.4a). The reservoirs are fabricated using standard wet-etch MEMS technology in silicon wafers. The gold membrane covering the wells serves simultaneously as an electrical component and as a protective layer for the content of the reservoirs. The gold membrane is chemically stable and mechanically able to resist pressures exerted by the tissue and interstitial fluids [62]. Applying proper voltage to the anodic membrane leads to the dissolution of the membrane. This process is dependent on the presence of chlorine ions (Cl−) in bodily fluids.

Implantable drug release devices. (a) Basic design schematic of the device design by Santini et al. Prior to release, gold membranes form protective caps for drug compartments etched into the device. Once current is applied to the membrane, the gold forms soluble salts with Cl− ions from the environment, dissolving the membrane and releasing the drug. Coating for protection and passivation can be applied. (b) Concept drawing of a drug release system combining active sensing technology and controlled drug release, contained within an implantable protective shell. Concept adapted from research by MicroCHIPS and ChipRx
Soluble salts of gold form due to the applied potential and the presence of Cl−, and instead of which dissolve into the surrounding fluid. Santini et al. established that these salts are biocompatible and are present in very low concentrations after the dissolution of the gold metal [63]. Because silicon is the structural material for the chip, the device overall is suitable for implantation. To protect the metallic components of the chip further from the interstitial fluids, SiO2 is deposited as a protective coating for the device.
This technology is being further developed for commercial application by MicroCHIPS [64]. The aim is to couple the release of drug to sensor devices for improved release timing and schemes. As such, a microchip packaged with a sensor array and a power source would regulate the release of drugs from the reservoirs [53] (Fig. 12.4b). A modified version of the approach, which relies on re-sealable compartments, is being investigated by ChipRx [64]. This technique could prove useful in limiting the size requirement for larger amounts of drugs through the use a single refillable compartment. While silicon is a chemically and mechanically robust material and is usually easy to be rendered biocompatible, one drawback of silicon-based devices is that these devices may not be suitable for other drug delivery formats that require soft and flexible surface materials, such as ocular drug delivery. New approaches and new materials need to be considered.
2.2.2 Ocular Implants
Li et al. [61, 65] developed a drug delivery device enclosed in silicone rubber for ocular drug delivery (Fig. 12.5a). The soft material protects a two-part chip – a reservoir and a delivery chip; the refillable drug reservoir is bound to the delivery chip during the packaging process. The packaging is comprised of a silicone rubber outer surface molded to fit the curvature of the eye, which is filled with paraffin wax and encloses the delivery chip, provided that the chip is small compared to the eye. The advantage of this approach is that the device is completely enclosed in the flexible and biocompatible material [61, 66]. Furthermore, since the enclosure is made of flexible material, the reservoir can be punctured by a needle and refilled with drug, after which the silicone rubber seals itself [61]. This already efficient packaging could be further improved through various surface modification technologies. Integration of traditional IC or MEMS components is also made possible with flexible polymeric packaging [67,68,69]. The chip device can thus be fabricated from the required or desired material and packaged for flexibility. Another option is to design a hard-shell packaging scheme, which must minimally interfere with the tissue in the eye [70, 71].

Examples of devices for ocular implantation. (a) Example of an ocular drug delivery device fabricated with a soft silicone rubber shell for minimal eye irritation is designed by Li et al. [61, 65]. The base is molded to conform to the curvature of the eye. The reservoir can be refilled by puncturing the rubber reservoir cap, which re-seals itself after the procedure. The protective silicone rubber is a soft and biocompatible material and thus suitable for implantable devices. (b) The light sensor is separated from the retinal stimulator in this ocular implant. Only the stimulation chip is implanted in the eye, while the light sensor or camera is worn on the outside. This allows for minimal invasiveness, especially if the implanted chip is made from soft and flexible biocompatible materials
Another type of ocular implant is the retinal stimulation device (Fig. 12.5b). The purpose of this implant is to stimulate the ocular nerve in diseases caused by photoreceptor degeneration. These implants incorporate image sensors and electrode stimulators to facilitate image capture and nerve stimulation, which renders the chip more complex [69]. Because of the electrical components, CMOS fabrication technology is used to produce the device components. Typically all of the components are fabricated on a highly flexible silicon substrate. The silicon substrate between these components is then thinned, leading to an overall flexible device [69].
Monolithic integration of all parts for ocular implant devices can be advantageous in terms of simpler design because of the electrical connectivity and signal transduction among the sensing, stimulation, and electronics components. However, this monolithic scheme comes with the price of having larger devices. The alternative is then to reduce the number of components in the system to be implanted. In the case of ocular implants, image sensors/CMOS cameras can be worn on the outside, while only a signal receiver and the stimulation chip (with its electrodes) need to be implanted. In one packaging scheme, the implanted components are then coated with Parylene-C to form a biocompatible protective layer [67, 68] where the device is fabricated on a flexible (but not necessarily biocompatible) substrate, such as polyimide [68].
Hard-shell protection for the implanted device is also an option. Since the shell is not flexible, its shape and size should be minimally invasive to the eye. Tube-like capsules can be fabricated from glass, ceramics, metals, or silicon, all of which must be hermetically sealed to the device [71]. This method has been pursued by BION™ implants. These implants incorporate circuitry, a power source, and other functional parts within a hermetically sealed tantalum tube [70]. The rugged yet biocompatible tube is small enough to be implanted through a needle.
2.2.3 Neural Interface Implants
Some of the most common neural interfaces include pacemakers, neural probes, brain stimulators, and cochlear implants [72, 73]. The connection to the nervous tissue usually occurs through electrodes implanted into the brain tissue and in the vicinity of neurons and their processes. These electrodes are commonly organized into arrays such as the Michigan probe array and Utah array [74,75,76]. Both of these are variations of arrays of long silicon multi-electrode probes (Fig. 12.6) and are commonly coated with silicon nitride (SiN), silicon dioxide (SiO2), or gold [73] to improve biocompatibility.

Device details and packing of typical neural probes. (a) Microfabricated neural probes are usually mechanically mounted on and electrically connected to a circuit board. The probes are inserted into brain tissues for recording of neural activities. (b) These microfabricated probes can include either a single probe head or multiple parallel probe heads. (c) The tip of the probes can incorporate both metal electrode leads and fluid delivery ports. Materials to render the devices biocompatible or to include additional drug delivery capabilities (not drawn)
Besides silicon, which is mechanically rigid and easy for insertion during surgery, other materials are used to create flexible arrays. Common choices include polyimide, benzocyclobutene, and Parylene. Some of these devices also include microfluidic channels for delivery of drugs to discourage scar tissue buildup for long-term recording and stimulation of the electrodes. In most arrays (stiff or soft), it is common to coat the surfaces with (i) poly(ethylene glycol) (PEG) films to minimize protein adsorption and (ii) drug eluting coatings [73]. The latter is achieved by using amphiphilic hydrogel particles that are capable of releasing drugs over time. One challenge of incorporating these particles into the coating is the choice of polymers, which need to be stable and biocompatible over time and also giving the desired drug release profile. Modification of the surfaces to increase porosity may also be used to reduce cell adhesion, which may be especially useful in preventing isolation and preserving functionality of probes [73].
Tokuda et al. [77] developed a general neural interface based on a multi-chip system similar to the segmented ocular implant described above. Several interconnected unit chips equipped with stimulating and recording electrodes can be implanted as a thin sheet. Due to the small size of each chip and flexible interconnects, the array can be bent and extended. However, for added mechanical protection, the chips are anchored on a polyimide film and covered with epoxy resin, which protects the body of the chip while leaving the electrodes exposed [77].
As was the case with ocular implants, hard-shell enclosures may be used with neural interface implants. Biocompatible materials such as titanium could be used to manufacture the shell. The shell has to be hermetically sealed, which can be achieved through the use of medical-grade epoxy, which also provides additional shock absorption for the circuitry [78].
2.2.4 Cardiovascular Implants
Stents
Though stents are not typically considered bioMEMS devices, packaging technologies for stents can be applied to MEMS devices designed to interact with the cardiovascular system. The cardiovascular system is very sensitive to disturbances, and the presence of foreign objects can lead to problems such as intimal hyperplasia, or thickening of the blood vessel wall due to injury, and blood coagulation.
Stents often suffer from restenosis or the re-narrowing of the blood vessel wall, rendering them not functional. To prevent restenosis, various protective coatings have been developed, with the goal to provide a biocompatible interface , which passively or actively limits vessel wall thickening or fouling. TiNOx films can be deposited by physical vapor deposition (PVD); tuning the ratios of nitrogen to oxide allows for control of electrical properties of the film [79]. Polymeric coatings are also often used to provide a protective function. Drugs to prevent restenosis and hyperplasia are often contained in the polymer matrix and eluted from the matrix after the implantation [80, 81]. Although the type of drug may vary, the coating procedure generally relies on the application of a thin layer of polymer–drug mixture in solvents (e.g., by dip coating). Some of common polymers used for this purpose include methyacrylate and ethylene-based polymers [81].
Stents can also be implanted in combination with a pressure sensor to monitor the success of the implantation procedure [52]. CardioMEMS Inc. has developed a capacitance-based sensor enclosed in flexible polymers (Fig. 12.7). The capacitance change of the sensor can be correlated to deflection of the capacitor component from which pressure data can be calculated. The sensor is constructed from ultra- flexible alloys for additional flexibility. Pressure-related data are obtained wirelessly from an external readout machine. Communication between the devices is achieved through an energizing radio frequency (RF) signal sent by the readout machine. The signal is coupled to the sensor via magnetic coupling and induces a current in the sensor, which vibrates at a specific frequency depending on the applied pressure. The readout machine receives the response from the sensor through magnetic coupling and determines pressure based on the frequency of the sensor [82]. In this case, the packaging materials should not interfere with the RF signals.

CardioMEMS wireless pressure sensor. The sensor is implanted inside an aneurism along with the stent. Pressure measurements are obtained using an external readout module. This module sends out RF signals, which energize the LC circuit on the implanted device, including a pressure sensor. The sensors resonant frequency is determined through a series of RF signals with different frequencies; the module receives data through magnetic coupling. Once the resonant frequency has been determined, the pressure reading can be calculated. Packaging for this device not only needs to be biocompatible but also to pose minimal interference to the incoming and outgoing signals
Pacemakers
Pacemakers are electrical devices that interact with the cardiovascular system and the nervous system. Although typically not considered as MEMS devices, they are sometimes interfaced with MEMS devices and have successful packaging schemes that implantable MEMS devices can borrow. Packaging schemes for different components of pacemaker devices face the challenge of different requirements. Typically the power source and control mechanism can be housed in traditional enclosures manufactured from titanium [83], PDMS , to a myriad of other materials. However, packaging of the pacemaker leads has to be treated separately.
Pacemakers are packaged to minimize the required pacing current and the polarization of the lead, to protect the lead from damage, and to reduce the inflammatory response around the lead. The packaging schemes are similar to that of stents; for example, protective polymeric sheaths, such as polyether polyurethane sheaths, are further covered by silicone rubber sheaths [84,85,86]. As was the case with stents, these sheaths may elute drugs, such as steroids, to prevent inflammatory response [84, 85].
2.2.5 Implantable Biosensors
Glucose Sensors
Continuous glucose measurement is critical in monitoring the well-being of diabetes patients. A myriad of glucose measurement techniques is available for subcutaneously implantable glucose sensors. In these techniques, blood sugar can be measured through changes in fluorescence of a glucose sensitive system [87], output current in electrochemistry [54], or changes in viscosity [55]. Since each of these methods relies on different chemical and/or physical principles, packaging schemes must be fitted to reflect the different demands.
Encapsulation of fluorescently sensitive systems, whether they are housed on-chip or in microparticles, can be achieved through coating by PEG hydrogels [87]. To obtain a flexible sensor, which can be worn or implanted, biocompatible polymers can be used [54]. Flexible polymers are particularly useful if bendable electrodes are used in a current-sensing-based device. Bioinert polymers, such as PDMS and dimethylacrylamide (DMA), may be combined with other types of polymers for additional functionality, such as increased permeability of small molecules [54]. Biocompatible rigid sensor enclosures can also be manufactured from materials such as silicon, glass, or medical-grade epoxy [55] to reduce the risk of immune response.
Pressure Sensors
MEMS-based minimally invasive pressure sensors can be used to monitor intraocular, intracranial, and cardiovascular pressures [52], each being of great interest to parts of the medical community [88]. Although the designs may differ, these sensors are generally fabricated using CMOS technology and enclosed in silicon [89,90,91]. The overall device may be further coated with deposited silicon nitride or silicon oxide layers.
As with other implantable devices, pressure sensors can also be coated with a polymer film for protection during the implantation process and normal operation. One such example is the use of Parylene-C as a protective membrane for ocular implants, which can be deposited through CVD processes at room temperature [92]. The polymer package may be further treated to reduce bubble formation on the surface through oxygen plasma roughening [92].
Communication between the sensors and the outside world must be considered in the packaging scheme. For example, ocular pressure sensors can be observed directly through the tissue of the eye, since this tissue is mostly transparent. Choosing transparent packaging such as biocompatible polymers will thus enable readouts by direct observation [93]. However, this option is not available for sensors implanted in non-transparent tissue, such as the CardioMEMS sensor described previously. For deep tissue implants, other readout methods are required, such as the RF-based method.
2.3 BioMEMS Packaging for Clinical Applications
BioMEMS technology is rapidly gaining attention in the clinical field due to its high versatility and broad range of functions. The most common bioMEMS uses can be divided into two broad categories: (i) analytical tools and (ii) components of medical devices, such as endoscopes or catheters. Section 12.2.2 reviews many implantable devices. This section will include additional devices used in medical diagnostics. Analytical devices used in the laboratory environment share designs common with point-of-care diagnostic devices, with some key differences in packaging schemes. The major difference is rooted in the availability of off-chip analytical technology and a clean and protected processing environment in the laboratory. Many of these devices are a direct miniaturization of existing conventional macroscopic assays. Even though all sample modification and processing occur on chip, analysis of the results can be performed off-chip [94] without exposure to an interfering environment. Hence, the challenge for packaging schemes lies in providing ease of interfacing to external instruments and primarily a high level of re-usability of bioMEMS devices.
Enzyme-linked immunosorbent assay (ELISA) devices are a prime example of the common device design. ELISA chips utilize antibody–antigen interactions to detect the presence of specific molecules in the analyte fluid. The sample is pumped through the chip resulting in (i) bonding of specific analyte to a localized protein or enzyme and (ii) changes in chemiluminescence, from which presence of the desired analyte can be inferred. The change is observed by an external camera [94] or on a microscope and processed on a computer. Analogous designs may include a sensor array and wireless transmitters to gather signals and relay them to the final analysis system [95]. Packaging schemes for these types of devices do not face biocompatibility issues but must allow for interfacing the chip to the outside world. This most commonly occurs in the fluidic, optical, and electrical domains, since analytes are introduced in solution and signal gathering occurs through imaging or microelectrode sensing.
Polymerase chain reaction (PCR) chips are also heavily used in the medical field when genetical analysis is required. PCR chips can be manufactured using typical MEMS materials such as silicon, glass, epoxy, SU-8 (an epoxy negative photoresist, MicroChem Inc.), PDMS , poly(methyl methacrylate) (PMMA), poly(ethylene terephthalate) (PET or PETE), and common fabrication processes [96, 97]. These devices operate on fluids, making use of standard microfluidic approaches for pumping, mixing, and flow control. As such, their packaging must allow for easy sample introduction and removal of product. However, reuse of PCR chips (or similar biological or medical analytics devices) is complicated due to risk of contamination from previous samples [96]. This risk is minimized through the use of various cleaning and packaging schemes. Prakash et al. use a removable silane coating in a glass-based device to prevent cross-contamination. A silane layer is first applied to improve the hydrophilicity of internal channels for PCR. After the reactions, the silane is stripped and reapplied for a new run [96]. This method or its analogs for different coatings may improve the re-usability of bioMEMS devices used in the clinical environment. PCR chip packaging is further discussed in Sect. 12.2.4.1.
Microfluidic-based bioMEMS chips are also used for analysis of human blood [98, 99]. The purpose of these devices is to separate specific molecules or cells from the sample for analysis or transfusion. For example, microfluidic devices can be used to remove leukocytes from blood before it is received by the patient to minimize the immune response. Micronics, Inc. has designed a microfluidic device to work in tandem with a readout machine for the purpose of blood (and even urine) analysis [99]. The analysis occurs on a microfluidic card designed to perform all functions related to sample manipulation. The card is placed into a manifold, which allows the card to interact with a computerized pumping and control mechanism. The system can then automatically perform an analysis of the sample included in the card. The packaging for this system must ensure that the card interacts with the control device. Thus, proper precautions have to be taken, especially at the card–manifold interface , where leaking can occur.
Unlike stand-alone bioMEMS devices, packaging schemes for bioMEMS components of medical tools, such as endoscopes [100], are heavily influenced by the tool design and its application. Packaging has to allow for incorporation into the overall apparatus without inhibiting function. Since there are no general device types, no general packaging schemes exist for this application. Rather, each device or chip must be integrated into the complete system with specific considerations for that system.
2.4 General Research for the Life Sciences
Whether a research laboratory is academic or industrial, it is undoubtedly in need of data of higher quality, greater throughput, and potentially newer forms. To address these unmet needs, bioMEMS-based research devices are being developed to offer (i) greater sensitivity and lower noise; (ii) higher throughput, automation, and standardization; and (iii) new functional capabilities.
The packaging schemes for research bioMEMS are diverse and non- standardized. This diversity spans both academic and industrial systems and is due in part to the relative youth of the bioMEMS field. The following subsections will highlight general packaging strategies and considerations for four of the most actively researched applications: PCR–CE analysis, microarrays, microfluidic large-scale integration (MLSI), and cell culture.
2.4.1 Genetic Analysis via PCR and CE
The analysis of DNA and RNA is fundamental to the life sciences. One of the most widely used methods for such analysis is the polymerase chain reaction (PCR). The PCR process amplifies minute amounts of nucleic acids by subjecting a sample solution to a sequence of temperature cycles. PCR is one of the first applications for which biochips have been designed and where integration of different functionalities is demonstrated and therefore is a good example for packaging considerations (Fig. 12.8). The advantages of miniaturized PCR include shorter cycle times, reduced reagent consumption, lower fabrication costs, and reduced contamination.

Examples of different types of PCR systems. (a) In a flow-through system, a syringe pump/injector drives the fluid through the device. The fluid is heated in a cyclic fashion for the PCR to occur, and the result, such as an increase in fluorescence, is observed at the end. Packaging for flow-through systems has to allow for connecting the syringe pump and including inputs for valve control and a source of heat to run the PCR and a transparent area for microscopy. (b) Batch PCR systems do not require an input for a syringe pump, but all other components of the packaging scheme need to be present, such as a heating pad, flow control, and transparent packaging for imaging purposes
Materials
One of the most important factors to consider in the packaging of PCR chips is material selection. First, the choice of material will dictate its thermal conductivity, which in turn affects the device’s temperature cycling rate and overall throughput. Second, optical transparency must be considered, as less transparent materials may limit the device’s utility for real-time optical detection of amplification products. Third, the binding affinity of sample molecules to the material will determine whether the inner surface of the reaction chamber requires a passivation coating. Finally, adequate chemical resistance and dimensional stability are required for cleaning steps and temperature cycles, respectively. One should bear in mind that the factors just discussed are by no means an exhaustive list. For example, cost and manufacturability may also be important.
PCR biochips have been manufactured in silicon, glass, and various polymers. A thorough review of PCR chip technology is by Zhang et al. [97], which among other things includes a detailed list of materials used in PCR chips. In recent years, polymers have gained the most interest due to the potential for very low cost for both raw materials and fabrication. Notable polymers are embossed polycarbonate [101, 102], embossed PMMA [103], and compression-molded poly(cyclic olefin) [104]. Also, hybrid PCR chips constructed out of two base materials have also been investigated. Silicon–glass [105, 106], polymer–silicon [107], and polymer–glass [108, 109] chips have also been realized for various applications.
Temperature Cycling and Heating
Another factor in PCR chip packaging is the choice of heating elements. Thin-film electrodes have been integrated on-chip out of platinum [110], other metals, and doped polysilicon [111]. Indium tin oxide (ITO) thin film has also been used due to its optical transparency [112]. The advantage of thin-film electrodes is the small thermal mass of the integrated chip and rapid heating. This comes at the cost of a more complex fabrication process and the risk of sample contamination due to electrode degradation.
External heating strategies have also been employed. For example, Peltier-based thermoelectric heating plates have been attached to PCR chips [113,114,115]. To achieve intimate thermal contact, a layer of material with high thermal conductivity, such as mineral oil [113, 116] or metal [117], is placed at the interface between the Peltier heater and PCR chip. Peltier heaters are a reliable and modular temperature cycling method. However, their large thermal mass makes it difficult for a single Peltier heater to achieve an adequate ramp rate; as a result, two or more heaters must sometimes be packaged above and below the chip [113, 116, 118]. Other external heaters, such as commercial thin-film resistors [104] and resistive heater coils [119, 120], have been utilized.
PCR heating is also achieved without direct physical contact between the chip and the heat source. This scheme makes the fabrication process simpler. Examples of non-contact heat sources are hot/cold air streams [121, 122], infrared (IR) radiation [123,124,125], and lasers [126]. When non-contact heating methods are employed, the package must provide good contact and thermal conductivity to the chip. In addition, thermal insulation is also important in IR heating, where heat should not be easily lost to the surroundings.
Flow Control
In flow-through PCR systems, where the sample undergoes temperature cycles by flowing past a series of heating zones, a fluid pump must be included in the system. Syringe pumps [127] and peristaltic pumps [128] are examples of flow drivers. In such cases, the pump and PCR chip are separate modules within the entire package. In a few cases, the flow driver has been integrated into the chip itself. Miniaturized peristaltic pumps have been integrated [129]. Also, electrokinetic pumping driven by on-chip electrodes has been used [37]. In these flow delivery schemes, sealing of fluids and interfaces between the chip and the macro-world needs to be considered.
CE and Integration of Other Functions
Capillary electrophoresis (CE) benefits from miniaturization through dramatically increased separation efficiency. One noteworthy innovation in CE packaging is a radial array CE system, which utilizes a laser-excited rotary confocal scanner with four color detection channels, enabling the simultaneous analysis of 96 samples [130]. Moreover, PCR and CE are commonly integrated onto a single chip [37, 43, 104, 108, 113, 116, 131, 132]. By packaging PCR and CE together on-chip, sample handling and risk of contamination are minimized, sensitivity increases, and large-scale parallelization becomes possible. In addition, fluids can be driven by electrokinetic means, thereby obviating the need for an external pump.
The integration of sample preparation and PCR–CE onto a single chip is a less developed endeavor. Sample preparation includes cell separation, isolation, washing, and lysis. Attempts at integrating sample preparation steps include on- chip cell capture and lysis using immunomagnetic beads [38], as well as cell separation using dielectrophoresis [100, 133], or DEP coupled with field flow fractionation (DEP-FFF) [134]. Despite such efforts, sample preparation largely remains an off-chip operation; therefore, major opportunities exist for higher-speed and lower-sample consumption if sample preparation is integrated into a single-chip package.
The integration of detection systems on-chip is in a similarly early stage of development. PCR products are typically detected optically using laser-induced or other fluorescence methods. Optical excitation sources and emission detectors (e.g., mercury lamps and CCD cameras, respectively) are sophisticated and bulky instruments usually located off-chip. Using these systems, an integrated PCR–CE chip must be optically transparent and have an unobstructed observation path. Efforts to integrate detection on-chip are limited. For instance, photodiodes have been coupled to PCR chambers via integrated optical fibers, with the excitation source remaining off-chip [135].
2.4.2 Microarrays
Microarray technology is considered one of the first realizations of truly high- throughput biological analysis [136]. A microarray is a grid-like arrangement of micrometer-scale spots on a planar substrate. Each spot is a surface-deposited cluster of molecules known as capture probes. The two most common types of microarrays are DNA and protein arrays. The capture probes on DNA microarrays are either single-stranded oligonucleotides or complementary DNA (cDNA), whereas the capture probes on protein microarrays could by definition be one of many different types of proteins, including enzymes, antibodies, peptides, or protein complexes. When a sample solution containing DNA, RNA, or proteins (a.k.a. the target) is incubated with the array, the target molecules bind to the capture probes of the spots on the array to varying degrees. Binding and capturing are facilitated (i) by hybridization between complementary DNA–DNA or DNA–RNA sequences or (ii) by protein–protein or protein–DNA interactions. Fluorescent labeling of the target probes enables the researcher to optically detect the presence and/or interactions of thousands of different target probes simultaneously on a single array.
The emergence of microarrays can be attributed to a serendipitous merger of precision robotics, microelectronics fabrication, biology, and chemistry over a decade ago. Today, a wide variety of microarrays is commercially available from several manufacturers (e.g., Affymetrix Inc. and Nanogen Inc.). Microarrays are used for both basic and applied purposes, including gene expression analysis, mutation analysis, protein function studies, drug development, diagnostics, and forensics. Recent reviews offer a detailed discussion of current and future applications [137,138,139,140,141].
General Packaging and Fabrication
The typical packaging scheme for a commercial microarray consists of a glass or quartz substrate that is encased by a card-like plastic cartridge. The substrate acts as a rigid support upon which the capture probe array is patterned and subsequently read. To facilitate the attachment of capture probes, the surface of the substrate must be pre-treated or otherwise modified (not discussed here) [136]. Furthermore, the substrate in the optical path is required to be transparent and minimally autofluorescent so as not to interfere with the probes’ fluorescence signals.
The capture probe array is patterned using one of many techniques, including an in situ photolithographic synthesis or an electric field-mediated attachment (for DNA arrays), as well as robotic spotting or microstamping (for protein arrays) [136, 142].
Cartridge
The cartridge serves a number of purposes: (i) protecting the substrate from mechanical damage, (ii) forming an enclosed reaction chamber and flow path, and (iii) interfacing the substrate with external supporting equipment. An enclosed reaction chamber is beneficial because it lowers the usage of sample/wash buffers and prevents the evaporation to the external environment; the enclosure also permits straightforward connection to external fluid ports (which in turn link with pumps, sample, and waste) and eases handling by the operator. Rubber septa/gaskets are embedded at the inlets to the cartridge to interface with external fluid connections, forming a leak-free re-sealable fluid port. Also, the cartridge must have a viewing window for optical interrogation of the array in addition to a shape that facilitates easy loading and automated processing in a scanning system.
Supporting Infrastructure
The microarray package is supported by a substantial collection of bench-scale equipment. This includes a fluidic module (i.e., pumps and reservoirs for samples, buffers, and waste), scanning system and housing, computer, and equipment for sample preparation (e.g., PCR, fluorescent labeling) [143]. The scanning system contains the excitation source, such as laser or mercury lamp, and the emission detector, such as photomultiplier tube (PMT) or charge-coupled device (CCD).
Integrated Packages
The footprint, complexity, and sample usage of the total microarray system can be reduced by miniaturizing and packaging elements of the supporting infrastructure into the cartridge. In one instance, sample preparation, including PCR and target labeling, was integrated with the array on a single chip that is less than the size of a credit card [144]. The chip interfaced with 10 buffer connections, three Peltier heater–coolers, and over 100 gas pressure lines to actuate on-chip valves. Functionality of the chip was demonstrated by detecting mutations from a low copy sample of RNA. Another device was demonstrated to have even greater upstream integration by including cell capture and lysis, as well as PCR and DNA hybridization, on a single chip [38]. In this setup, no external pressure sources were required, as fluid pumping was provided by thermoelectrically actuated on-chip valves. In addition, the hybridization was detected using an integrated electrochemical sensor. Although the chip’s resolution and sensitivity are less favorable in comparison with that of optical arrays, the simplicity to detect the presence of bacteria from a sample of whole blood was an advantage.
The integration of new functions can also make dramatic improvements in performance. A notable example is the desire to speed up hybridization. Under normal circumstances, hybridization is driven solely by molecular diffusion of targets to the capture probes, which could take many hours. In one device, the target solution was oscillated by an on-chip pump, thereby introducing convection to the fluid and increasing the hybridization rate many times over [145]. Cavitation microstreaming, which mixes fluids by vibration, has also been integrated on-chip and shows a fivefold increase in hybridization [38, 146]. Because DNA molecules are charged, it is also possible to use electrical field to increase the mass transfer of the target molecules to the surface. The packaging of any of these flow devices would require somewhat more complex schemes, where a pump, a piezo-actuator, or electrical leads need to be accommodated.
Integration Outlook
Naturally, higher integration will lead to more interconnect-related challenges in the package, particularly for electrical and fluidic interconnects. In addition, the increasingly commercial nature of the microarray field will demand fabrication processes and raw materials of lower cost. The use of polymer substrates that are amenable to high-volume manufacturing (i.e., embossing, injection-molding) may bring the end results closer to both goals [147,148,149]. The integration of new functions and materials, while introducing short-term challenges, will likely lead to higher performance and more economical microarray packages [150].
2.4.3 Microfluidic Large-Scale Integration
Microfluidic large-scale integration (MLSI) is a term describing microchips that possess a dense arrangement of fully integrated valves, channels, and chambers [151]. Invented by researchers in Stephen Quake’s group, the enabling technology for MLSI is a miniaturized, elastomeric valve that is fabricated monolithically into the microfluidic network of the device using soft lithography [152] and thermal bonding [153]. Such valves are used to perform fluid handling operations, such as pumping and mixing, and to isolate chambers (or sections) of a device from fluid flow.
Out of all bioMEMS platforms, the layout and packaging of MLSI devices are most analogous to that of microelectronic integrated circuits (ICs). In MLSI, multiple layers of channels, chambers, and valves are stacked upon each other in a grid-like configuration that is reminiscent of the multilayer architecture comprised of metal lines, transistors, and gate electrodes found in ICs. Moreover, fluidic interconnections between MLSI inlets (or outlets) and external tubes are accomplished by rows of densely packed, hollow metal pins positioned in a manner that resemble the bond pads and vias at the edge of ICs (Fig. 12.9).

An illustration of a MLSI system. The MLSI chip is mounted to a microscope stage for optical interrogation. The chip is comprised of an elastomeric block, patterned with a microfluidic network, which is bonded to a glass substrate. Rows of hollow L-shaped pins connect the on-chip network to external tubing. A magnified view shows a portion of the multilayer architecture that enables the construction of monolithic valves and dense arrays. MLSI systems typically require extensive off-chip infrastructure, including solenoid valves, a pressure source, and computer control
The applications of MLSI are diverse. The detection of mRNA from single cells [154], synthesis of precious reagents [155], and realization of a non-fouling bacterial chemostat [156] are a few questions that have been addressed by exploiting the highly integrated nature of MLSI. In addition, commercial MLSI systems are currently used as tools for protein crystallization screening and genetic analysis [157,158,159,160].
Packaging and Infrastructure
Although MLSI systems are employed in diverse applications, their design layout and packaging are similar. All MLSI devices are fabricated out of the elastomeric polydimethylsiloxane (PDMS) or a fluorinated elastomer that behaves similarly to PDMS [161], which is both amenable to replica molding and exhibits plastic deformability that is essential for valve operation. The features in MLSI devices are typically configured in an array of modules that share common bussing channels, pumps, or specific unit operations. Also, MLSI systems are almost universally packaged to interface with external optical detection instruments. Therefore, glass slides are used as the device’s support substrate, and inlets/outlets (with accompanying interconnect pins) are located near the edge of the chip to allow for unobstructed viewing.
The off-chip infrastructure consists of a computer-controlled battery of solenoid valves that stand between the chip and a pressure source (i.e., compressed gas tank). Selective actuation of solenoid valves actuates corresponding on-chip valves via pressurization or depressurization. Furthermore, reagents are commonly stored off- chip in vials or syringes.
Outlook
The dense packing and computer control of fluidic components have led to unprecedented parallelization and automation, respectively. However, the extensive off-chip infrastructure and the lack of standardized fabrication and interconnect methods are aspects of ongoing research, which will potentially enable wide applications of MLSI. Strategies to minimize the number of off-chip solenoid valves for a given set of on-chip operations, as well as general design rules, are being advocated [146, 162]. The development of alternative valve actuation techniques could ease implementation by eliminating the need for solenoid valves and bulky compressed gas tanks. For example, bioMEMS chips have been mounted to Braille displays, whose piezoelectric pins slide up and down to actuate on-chip valves [163,164,165]. Similar to pneumatic monolithic valves, when Braille pins slide upward, they deform the PDMS membrane and seal the flow channel directly above them. The tandem package of a chip and Braille display could substantially improve MLSI device portability; however, it may restrict the optical access of the chip. In addition, standardized interconnect strategies are likely being pursued by commercial manufacturers on a proprietary basis [166, 167]. This could lead to the development and acceptance of industry-wide standards in the near future.
2.4.4 Cell Culture and Assay
One of the most promising applications of bioMEMS and microfluidics is the culture and assay of living cells. Microtechnologies possess unique capabilities that can dramatically increase the resolution and content of data from cellular experiments. In addition, experimental parallelization and throughput can be greatly improved [168,169,170].
The maintenance of living entities brings with it additional requirements, which in turn affect the packaging of devices. One requirement is the control of temperature at physiological (or experimentally perturbed) levels. Also, the transport of nutrients to the cells must be provided on a continuous or semi-continuous basis to match the cells’ metabolic rate. Added to that must be the means to monitor the levels of critical nutrients or other culture conditions, such as pH and dissolved gas concentration. Moreover, biocompatibility of the device interior must be assured through appropriate selection of base material, polymer coatings, or adsorption/functionalization with specific biomolecules.
Integration of Functions
One way to accommodate for the additional requirements of cell-based systems is to integrate more functions on-chip. Specifically, many requirements are met by integrating electrical components into the device. Temperature control has been demonstrated by the use of microfabricated indium tin oxide (ITO) electrodes [171, 172]. In addition to being conductive, ITO has the added benefit of being transparent, making it an ideal choice when optical interrogation is required. Also, the on-chip electrochemical generation [173, 174] and measurement [65, 173, 175] of dissolved gas have been demonstrated. Similarly, integrated measurement of pH has been achieved [176]. Moreover, the manipulation and positioning of cells into specific locations within a device has been investigated using dielectrophoresis [177,178,179]. As a consequence of integrating electrical functions on-chip, the packaging of bioMEMS is complicated by the attachment (or bonding) of electrical leads to bond pads at the edge of the chip. External power supplies and driver electronics are also required.
Integration of other functions can be achieved through MLSI or arraying approaches. The culture of stem cells has been demonstrated in an array of cell chambers, each of which was semi-continuously perfused with the necessary growth medium [180]. Fluid handling within the device is performed by integrated valves and pumps, and the corresponding fluid interconnect is achieved via rows of densely packed hollow pins. The pins are in turn connected to a computer-controlled row of solenoid valves that lead to a compressed gas pressure source. Other cell-based bioMEMS with innovative linear [181, 182] and radial [183] arrays avoid reliance upon integrated pumps, which reduces the on-chip complexity. However, this necessitates the use of additional off-chip equipment, such as syringe pumps or rotary motors. These trade-offs need to be evaluated according to the specific needs of the applications.
Optical Interface
One off-chip function that has a great impact upon cell-based device packaging is optical detection. Many assays require very high magnification microscope systems. For instance, the forces exerted by cells as they crawl along a substrate have been measured by observing minute changes in the location of dots embedded in an elastomeric substrate [184] and bending of elastomeric pillars [185]. To manipulate and position cells optically, high-power laser beams are necessary using optical tweezing techniques [186, 187]. BioMEMS for such applications must be fabricated of optically transparent materials, and just as importantly, their thickness must accommodate the short working distance of the high-magnification objectives (Fig. 12.10). Occasionally when there is thermal stress(induced by laser power adsorption by the medium or the cell), one must also provide effective means to dissipate the heat so as to reduce cellular damage.

Optical access to the chip, especially at high magnifications, strongly depends on the chip packing. In transmission mode, both the condenser and the objective need to have access to the chip without hindrance of the fluidic, electrical, and mechanical connectors. The working distance of the lenses is a critical parameter to consider. In fluorescent mode, the objective still needs access to the chip; since no condenser is necessary, the fluidic and electrical connections as well as the mechanical clamping mechanisms can be placed on the open side of the device
3 BioMEMS Chip Interfacing
The previous section covers the specific strategies of packaging in many applications of microtechnologies in biological and medical research and practice. This section reviews two important interfaces in biochip designs: the interface between various components of a microsystem and the chip-to-world interface that is critical to operations and functions of each chip.
3.1 Interfacing On-Chip Components in BioMEMS
The integration of various types of components on a bioMEMS chip can prove challenging if the fabrication methods are incompatible. For example, bioMEMS chips often contain immobilized biomolecules, such as DNA or proteins. The high temperatures required for some of the traditional MEMS fabrication steps easily denature these molecules. For instance, although room temperature deposition has been achieved through ammonia catalysis [188], chemical vapor deposition of SiO2 and SiN commonly occurs at temperatures in excess of 250 °C [189]. Therefore, intermediate protective packaging steps need to be introduced to allow the integration and interfacing of seemingly incompatible components, such as the deposition of biomolecules and CMOS technology.
The order of manufacturing steps becomes part of the packaging scheme if protective packaging or modification of fabrication technology is unavailable or infeasible. The order is especially important in manufacturing of hybrid MEMS chips, such as CMOS/microfluidic chips. CMOS and microfluidic components will generally have to be integrated following separated fabrication steps. Integration of biological functionality such as adhesion of DNA, proteins, or enzymes will have to occur last and in already covered devices.
Lastly, interfacing of different components can be difficult when the materials used for their fabrication are incompatible. For example, common bioMEMS materials, such as PDMS , can be difficult to interface with CMOS technologies. PDMS is a poor substrate for the adhesion of deposited metals due to the low surface energy of PDMS [190, 191]. If PDMS packaging is to be used with CMOS technology, better adhesion between the metallic and polymeric layers must be achieved. Furthermore, due to the elevated temperatures during metal deposition, the PDMS surface can buckle upon cooling and cause uneven surfaces and cracks in the metallic layer. Therefore, sufficient cooling of the PDMS layer during metal deposition is required to minimize this effect [192].
3.1.1 Protecting Biomolecules with Intermediate Packaging Steps and Modification of Manufacturing Methods
Because some fabrication steps can be detrimental to proteins and DNAs, these biomolecules must be protected to allow for their introduction before the last steps in a fabrication process. Trau et al. [193] address this type of complications by passivating the DNA by a protective gold layer. The protective gold layer was deposited by chemical vapor deposition (CVD), while the wafer temperature was not allowed to exceed 45 °C, a temperature that is deemed benign to DNA molecules. Parts of the gold layer were etched away to expose desired areas on the wafer for traditional wet etching, metal deposition, and other common techniques. By applying this method, they were able to integrate the deposition process of DNA oligonucleotides and proteins during routine microfabrication. The biomolecules maintained functionality through both wet and dry etching processes [193]. After the microfabrication processes, the molecules were deprotected by a solution of potassium cyanide (KCN) in phosphate buffered saline solution (PBS) [193]. This may have been a successful example of protecting biomolecules; in general, however, it is nontrivial to maintain the bioactivities of molecules such as proteins under microfabrication conditions. Rigorous tests need to be performed to assess the bioactivities of protected and deprotected molecules before a method can be adopted. If the biomolecules can be applied after the completion of the microfabrication, it is perhaps the least complicated method for a reliable deposition/introduction of the biomolecules.
Construction of the final protective enclosure for a device can also cause damage to biomolecules, the choice of which also needs careful considerations. For instance, bonding of a protective casing or membrane to the device may require exposure to high temperatures over a long period of time. Therefore the choice of materials is critical. Novel bonding methods performed at lower temperatures may be better alternatives. One example of such low temperature bonding process is through the use of a UV-curable adhesive as illustrated by Kentch et al. [194]. The adhesive is applied in ultra-thin-film form on the surface, followed by an alignment of surfaces and curing by UV light. Another formulation of the adhesive, Vitralit, allows for bonding of different combinations of materials, such as SU-8 with glass or cyclic olefin copolymer with poly(methyl methacrylate) (PMMA) [194]. Many other light-curable epoxies, two-part epoxies, and medical-grade epoxies (e.g., surgical glues) also exist for various applications.
Certain obstacles must be overcome before this type of packaging method can be universally applied. For applications where thicker films are required, care must be taken not to cause warping of substrates and thus incomplete adhesion in the longer term. In addition, in some coating applications, due to evaporation of solvent from the adhesive, the solvent may condense inside the structures of a device, such as the channels of a microfluidic device [194]. Therefore, great care must be taken in either designing a device system with high tolerance or selecting adhesives and solvents used. Furthermore, the strength of the material interface can be weakened after prolonged exposure to oxygen or corrosive media and buffer such as PBS [194]. This issue may be overcome by choosing an adhesive appropriate for each particular application.
3.1.2 Order of Manufacturing Steps
Hybrid bioMEMS devices more often require precise sequences of fabrication steps for different types of components. For example, CMOS components may need integration of microfluidic channels that require bulk and surface micromachining steps, which may not be directly and fully compatible with the CMOS processes [195]. Similarly, biomolecules may have to be deposited after the last micromachining step if no protective process is available during the deposition process [193, 196]. This type of requirements calls for an optimized order of fabrication steps and also new technologies that allow for monolithic, sequential (i.e., one component at a time), or a hybrid of two approaches.
Microfluidic channels can be formed on top of a CMOS chip through a direct- write fabrication process [195]. Channel features are patterned by the deposition of an organic ink – a sacrificial material. Following the ink deposition, uncured epoxy is deposited over the channels and then cured. Then the organic ink is removed to form the microfluidic network. The downside of this technique is that the channel dimensions are constrained by the dimensions of the ink deposition nozzle. Commercially available nozzles come with a diameter of 100 μm. While smaller nozzles and more precise manipulation stages are being developed, the designs have to contend with high nozzle fragility and surface tension due to viscosity [195]. Additionally, this process is not easily scaled up for batch processing. Ongoing work may explore other techniques (e.g., using photolithography on photopatternable materials as sacrificial materials) to overcome this drawback.
When interfacing components of different types, such as CMOS and microfluidic systems, interfaces and the different size scales must be considered [197]. CMOS chip sizes tend to be in the millimeter range, while microfluidic chips are generally larger, especially if various functionalities such as pumping and mixing are included on chip. Furthermore, inputs and outputs for fluidic systems require standard (macroscale)-sized pins and tubing, even though on device channels are much smaller. These interfaces with the macro-world usually take up large portions of the chip area.
The connection between the CMOS and microfluidic world may be achieved through effective layout design [197]. The CMOS chip can be selectively exposed to some functional areas on the microfluidic chip, such as a mixing or dilution chamber, or electrical or optical interconnects. All other operations on the fluid occur prior to entry in this area, and pins and tubing for inlets and outlets can remain the standard size. If a barrier between the two components is required for fluidic isolation or electrical insulation, it can be as simple as a layer of Pyrex® glass or a membrane made from one of structural materials, such as PDMS [197].
In some applications, it is also necessary to introduce electrical components to the outside of a chip. Some materials pose adhesion issues. For example, PDMS is commonly used in microfluidics and is the subject of numerous studies, but metal layers do not easily adhere using current processes [191]. This problem can be partially resolved by incorporating carbon black or other charged particles in the polymer matrix. In addition, PDMS-based composites such as Ag-PDMS, which includes silver microparticles, and C-PDMS, which includes carbon black nanoparticles, may be used to increase conductivity of the matrix such that electrical contacts can be made on the matrix directly [191].
In dealing with biomolecules, such as enzymes, the molecules are either protected [193] or deposited after microfabrication [196], as stated above. Novel methods are yet to be developed to achieve biomolecular functionalization for wafer-level fabrication and high-throughput processes. Zimmermann et al. [196] have achieved this by introducing enzymes in a polymer solution into target channels as the last step of the microfabrication process. The polymer was then crosslinked through UV exposure, and the uncrosslinked polymer was washed out. This procedure was performed after the final microfabrication step, after the wafer-level bonding was already completed. Similarly in Herr et al. [42], forming gels inside protein analysis chips were also done after the device fabrication was completed. Careful choices of sequences of UV crosslinking, washing, and fluid pumping allowed for a complete integration of sophisticated multistep protein analysis on-chip.
3.2 Interfacing BioMEMS with External Systems
The external interface of a bioMEMS or microfluidic device is where the “chip” ends and the “rest of the world” begins. In many applications, the “chip” is an assembly of two planar substrates, at least one of which containing microfabricated or replica-molded features, that are bonded together to seal a microfluidic flow network. One of the substrates is usually rigid in order to provide mechanical support. All off-chip equipment is characterized as “external” to the chip. The interface between the bioMEMS chip and external systems is also called the “world-to-chip” connections or “interconnects,” which is the equivalent term from the microelectronics field.
Due to similarities in form and fabrication, biochips face similar interconnect issues as traditional ICs and MEMS . For instance, the reliability of bioMEMS is heavily dependent on proper interconnection to external systems; most failure mechanisms are associated with interconnect failure. Also, as chip size continues to decrease and feature density increases, space for interconnect junctions becomes more constrained. This motivates the development of techniques and platforms to smoothly transition from macro- to microscale. The microelectronics industry has well-developed approaches for scaling, such as flip-chip packaging and fully automated assembly. On the other hand, bioMEMS interconnect and scaling approaches are relatively unsophisticated. Possible contributing factors to the lack of sophistication include (i) the bioMEMS field being less well developed as compared to the IC industry, (ii) lack of interest (and funding) in packaging, as the majority of current work is in academic research, (iii) diversity in the applications and hence diversity in the needs of packaging, and (iv) traditional reliance on manual techniques that are prone to variability. As the field grows, more research has been devoted to biochip interconnect, as shown in recent reviews [41, 194, 198].
This section covers five areas: (i) fluidic, (ii) electrical, (iii) optical, (iv) thermal, and (v) mechanical. The following subsections will discuss the basic issues of each regime.
3.2.1 Fluid Interconnect
Fluid interconnect relates to the means by which fluids enter and exit from a biochip. In most cases, the fluids also carry biological entities ranging from proteins (often many kinds of proteins), to DNA and RNA, to cells and even organisms. It is perhaps the greatest differentiating issue between bioMEMS interconnect strategies and those of IC/MEMS . Proper fluid interconnect is critical to averting numerous failure modes, including leakage, infiltration (or nucleation) of gas bubbles, and introduction of contaminants. Achieving hermetic seal and having little or no dead volume are the ultimate goals of fluid interconnect. In addition, robust and rapid assembly of interconnects (i.e., alignment, attachment, and bonding) is an active field of research [199,200,201,202]. Fluid interconnect is most commonly achieved by the use of pins and ports; in practice, both custom and commercial techniques are employed.
Interconnect Pins
Interconnect pins are hollow metal tubes, usually bent 90 ° into an “L” shape. One end of the pin is inserted vertically into an inlet port on the chip, while the other end points horizontally toward the exterior of the chip. Plastic tubing is attached to the horizontal end of the pin by friction fit. From the pin, the tubing extends to off-chip components, such as reagent sources, pumps, or waste reservoirs. The vertical end of the pin also fits by friction into the chip’s inlet port. Consequently, the substrate into which the pin is inserted must be elastomeric or otherwise plastically deformable. The inlet port on the chip is slightly higher in gauge (smaller in diameter) to provide for a tight, leak-free fit when the pin is inserted.
Pins are a popular means for interconnect in biochips fabricated in PDMS , given its favorable elastomeric properties. The most striking demonstration of this is with MLSI devices. Rows of over 50 pins, spaced by approximately one millimeter, have been packed onto the edge of MLSI chips less than 3 in on a side [180]. At such densities, space becomes constrained, and pin placement becomes a critical factor in chip design. Another design constraint is substrate thickness. The need for a stable and secure fit between an inlet and pin requires that the thickness of the elastomer substrate be roughly a few millimeters. Therefore, thinner device designs may preclude pins.
Progress in pin technology will be hindered without the evolution of standardized pin sizes and placement templates. Also, current methods for pin insertion and hole punching (for inlet and outlet ports) are painstakingly labor intensive, causing high variation and low throughput. The development of automated assembly methods may improve reliability and allow for more ambitious chip designs. Such automation might already exist within companies that manufacture PDMS-based biochips.
Connector Ports
Another fluid interconnect approach is to use connector ports. A connector port usually comes in the form of a small cylindrical assembly, where one end is bonded to the inlet of the chip and the other end acts as a fitting for external tubing. The bond between the substrate and connector port is achieved using epoxy or similar adhesive.
Connector ports are well suited for attachment to hard substrates, such as glass and silicon. Furthermore, the strong bond between the substrate and port makes it possible for the interconnection point to withstand pressures as high as 100 bars. In contrast, interconnect pins are designed for soft, elastomeric substrates, and the nature of their attachment to the substrate (i.e., friction fit) limits the operating pressure to less than 10 bars.
Connector ports are a flexible interconnect platform due in part to the variety of materials (polymers, metals, etc.) and commercial manufacturers from which they are available (e.g., Upchurch Scientific). However, the assembly process is complex. Of the major procedures, (i) holes must first be drilled (or etched) through a hard substrate, (ii) adhesive must be dispensed, (iii) the port must be carefully aligned and attached, and (iv) time must be allotted for the adhesive to cure.
Commercial and “Plug-and-Play” Interconnect
The growth of commercial bioMEMS is giving rise to a new set of approaches for fluid interconnects. Commercial bioMEMS are typically packaged as a cartridge that is inserted into a bench-scale scanner box. Examples of such configurations are the Agilent Lab-on-a-Chip, Affymetrix GeneChip®, and Fluidigm Topaz® system. In each of these systems, rubber gaskets and septa around the chip’s inlet holes are used to seal against a chuck (or frame) when the cartridge is pressed into the scanner box. This reduces or eliminates manual attachment of fluid interconnect leads, resembling a so-called plug-and-play approach.
Others are developing the plug-and-play concept as a means to build custom microfluidic systems [203,204,205]. Custom plug-and-play kits consist of a set of bioMEMS building blocks, each encasing an individual feature or unit operation, which can then be assembled to perform a desired set of functions. The plug-and-play approach will inevitably demand higher standardization, which must exist either for how the building blocks interface with each other or for how they interface with a generalized assembly template. One idea of an assembly template is the microfluidic “breadboard” [206]. The breadboard contains a pattern of bussing channels, which fluidically link different building blocks together based on where each is placed on the board (Fig. 12.11).

Scheme of a microfluidic breadboard. (a) A microfluidic chip is attached to the breadboard, which possesses an array of active functional elements that are fabricated by standard methods (i.e., CMOS/IC processing) and placed in standardized locations [206]. The on-chip microfluidic network is customized to link with specific elements on the breadboard depending on application. (b) Side-view of a channel linking two active elements on a breadboard
Although plug-and-play and breadboarding have been proven as concepts, the standardization of fluid interconnect is still in its infancy. Fundamental challenges to standardization persist, such as (i) the need to uniquely tailor surface chemistries for each application and (ii) the question of how to combine electrical and optical components into assembly templates (i.e., multifunctional “breadboards”). By addressing such challenges, the bioMEMS community will move closer to a level of accessibility and scalability comparable to that which is enjoyed by the microelectronics field today.
3.2.2 Electrical Interconnect
Alongside fluid interconnect, electrical interconnect is the most common assembly issue of bioMEMS . Fortunately, their form and fabrication makes them well suited to the same approaches used in IC/MEMS interconnect. Given the well-developed state of the microelectronics interconnect field, a thorough discourse will not be provided here, but instead only a few fundamental issues and noteworthy examples will be highlighted. For further information, the reader is encouraged to examine more general reviews [207,208,209].
In bioMEMS , electrical components are used for a wide variety of purposes, such as transductive readout (electrical or mechanical), resistive heating, electrochemical reactions (providing potential or current), and electrokinetically driven fluid flow. Some applications need simple electrodes, and metal wires can serve the purpose. For others, wire bonding to the chip to interface with the on-chip electrodes is used. Similar to ICs and MEMS , the electrodes for bioMEMS “fan out” and expand into bond pads at the edge of the chip. Electrical interconnect is an essential design factor in bioMEMS with a high density of electrical components, such as (i) the stimulation (and measurement) of action potentials in living neural circuits [210], (ii) the manipulation and sorting of cells by dielectrophoresis [100, 177], and the movement of droplets via electrowetting techniques in digital microfluidics [211]. Each application requires a complex array of electrodes that is coupled to a fluid channel or chamber.
Microelectronic assembly techniques and configurations have been applied to bioMEMS on a limited basis. For instance, flip-chip techniques have been utilized to unite microfluidic to electronic substrates [120, 212, 213]. However, the sensitivity of many bioMEMS to heat might limit the annealing temperature for solder bumps or other contact points. Additionally, some bioMEMS are directly attached to printed circuit boards (PCBs) [214]. The disadvantage of the PCB approach is that by mounting a PCB to the back surface of the chip, it precludes the use of transmissive optical interrogation.
Another noteworthy issue is corrosion. Although interconnect corrosion is a well-known concern for IC/MEMS , the problem is more pronounced in bioMEMS because of the “wetware.” Buffers and reagents used in bioMEMS often contain salts. These fluids are prone to contaminate electrical leads and bond pads while preparing and running experiments. Furthermore, salt solutions commonly flow directly over electrodes within the device’s fluid network. Approaches to passivate electrical components are similar to those of IC/MEMS , although corrosion prevention will also depend heavily on better fluid interconnect technologies.
3.2.3 Optical Interconnect
Optical interconnect is typically achieved through non-contact methods, such as excitation by an off-chip laser or observation through a microscope objective. In such cases, the main concerns are (i) the transparency of the chip’s substrate to the wavelengths of interest, (ii) providing an unobstructed path (or window) for excitation and emission (for fluorescence measurements), (iii) distortion of light as it travels through the chip, and (iv) autofluorescence of the substrate material.
The third and fourth concerns are particularly relevant to PDMS , one of the most popular base materials for biochips. Optical distortion may occur in zones of non- uniform crosslink density. This is in part caused by inadequate mixing of the PDMS prepolymer and crosslinking agent before it is cured. Distortion may also be caused by the insertion of fluidic interconnect pins, which generate non-uniform stress by compression in the polymer. To avoid such distortion, the observation zone must be located a safe distance from the stress fields. Moreover, some polymers (including PDMS and PMMA) are known to be autofluorescent [215], which may disqualify them from fluorescence applications that demand very little background signal.
Contact methods for optical interconnect also exist. For example, on-chip waveguides are often coupled to optical fibers that guide light to off-chip detectors [216]. Also, the concept of an optical backplane, analogous to electrical backplanes (or breadboards), has been investigated [217]. Care must be taken to align and secure the optical fibers to the on-chip components.
3.2.4 Thermal Interconnect
Thermal interconnect is an important issue for many bioMEMS applications, particularly PCR and cell culture. Not only could heat be generated from the application of electrical field (or magnetic field), which needs to be dissipated promptly, but maintaining temperature for biological entities (such as proteins and cells) is critical. Similar to optical interconnect, thermal interconnect can often be achieved by non-contact means. Non-contact heating mechanisms for PCR include infrared radiation [123,124,125] and convective heating by fans [121, 122]. For cell culture, convective heating via fans or environmental chambers is the common non-contact method.
Heating by contact can be achieved by using Peltier heaters (and coolers) and, if the device is mounted to a microscope, stage and objective heaters. To facilitate intimate thermal contact between a Peltier surface and a biochip, intermediate layers of mineral oil [113, 116] and thin metal [117] have been used.
An important factor that determines the success of the thermal interconnection is the thermal mass of the package. As the chip-heater package becomes smaller, heat can be added and removed more quickly. For applications that require high temporal resolution in heating cycles, packages with minimal thermal mass are the most viable options. For instance, rapid cycling times increase PCR throughput; hence, low-mass IR techniques have been developed [123, 125]. However, when the temperature must be sustained for long periods (i.e., for cell culture), thermal mass is not as important, and perhaps a larger thermal mass is preferred to dampen potential temperature fluctuation.
Other factors to consider for thermal interconnect are (i) material stability (dimensional and chemical) at elevated temperatures and (ii) differences in the coefficient of thermal expansion (CTE) between substrates in hybrid bioMEMS .
Heating via integrated electrodes deserves a brief mention. A key advantage of integrated electrodes is their ability to heat areas with high spatial resolution. This is particularly important for flow-through PCR, where hot and cold zones must be defined in close proximity [37]. Standard heaters cannot provide such precise local heating. An additional advantage is low thermal mass. The thin-film electrodes add no additional mass to the package, which is advantageous for high temporal resolution applications as well.
Although heating and maintaining temperature above room temperature is the main discussion here, integrated cooling systems and Peltier off-chip coolers are some technologies that are used to lower the temperature on-chip for some biological applications [218, 219]. The design considerations are similar to the discussion above on heating schemes.
3.2.5 Mechanical Interconnect
Mechanical interconnect deals with the manner in which a bioMEMS device relates to solid objects around it. First, bioMEMS must be protected from physical breakage. This is especially important for portable bioMEMS , which cannot be handled as carefully in the field as they are in the laboratory. Mechanical protection is provided either by packaging the chip within a protective enclosure or by fabricating it out of mechanically tough materials. Polymers are the materials of choice due to their resilience, as well as their low cost.
Second, bioMEMS must have the appropriate shape and form to fit into external systems. For instance, bioMEMS are often designed to be attached to standard-sized microscope slides (or cover slips). Therefore, they can be easily mounted to most microscope systems. The same consideration follows for other standardized chucks or frames found on other external systems.
4 Biocompatibility of BioMEMS
Besides the types of interconnects for biochips, an additional consideration is the biocompatibility of the chip and the packaging materials. The criteria for biocompatibility largely depend on the context and the applications the chips are intended for. The major concern for bioanalytical chips is to avoid contamination, so reducing foreign molecules that can get into the analytes or react with analytes is important. On the other hand, for cell culture chips and implant devices, avoiding non-physiological response from the cells or the body is important. To render devices biocompatible, however, one defines biocompatibility, the choices of materials and surface modifications are critical. This section aims to review these two important aspects of chip design and packaging schemes for a series of common materials and processes in bioMEMS .
4.1 Biocompatibility of Fabrication and Packaging Materials
The biocompatibility of bulk materials used in bioMEMS and their packaging is essential to clinical and commercial success. One such class of devices is implants and cell culture systems. For implants, the primary concerns are whether the material is toxic or elicits an immune response. In cell culture systems, toxicity is one concern, but additionally it is important to consider whether the material causes an unexpected physiological response that confounds the analysis of experimental data. The lack of biocompatibility with the bulk material could be driven by its inherent chemistry or by the presence of impurities that may leach out of the bulk (usually residues from the manufacturing process). A noteworthy point is that these issues could become exacerbated in bioMEMS cell culture systems because of a substantial increase in the surface-to-volume ratio (SVR) as size is reduced from the macro- to the microscale.
Much of what is known about material biocompatibility has been learned in the medical implant and drug delivery fields. Therefore, a large body of knowledge already exists for certain well-utilized metals, ceramics, glasses, and polymers, which could be applied here. Included below is a brief summary of the biocompatibility of some of the most popular bioMEMS materials.
Glass and Silicon
Glass and silicon are the archetypical bulk materials for bioMEMS due to their compatibility with IC/MEMS-based microfabrication and micromachining processes. Although the biocompatibility of glass is well established, that of silicon is still being investigated. In a short-term (<21 day) study, a comparison of the inflammatory and wound healing responses to silicon implanted in rodents showed no difference between implanted and non-implanted cohorts [220]. Silicon has proven itself as a base material for selected bioMEMS applications, including cell culture with multiparametric electrical monitoring [221] and neural prosthetic implantation [222]. In the future, the long-term biocompatibility of silicon may be proven by clinical studies of implanted drug delivery devices [62, 223] and transdermal silicon microneedles [224].
PDMS and SU-8
PDMS is widely used in medical applications [225, 226], and it is emerging as one of the materials of choice for cell culture in bioMEMS . Cells cultured on various compositions/formulations of PDMS have shown growth rates similar to that of polystyrene culture dishes (with some dependency on cell types) [227]. However, the high SVR of bioMEMS culture chambers, combined with the possible leaching of residual molecules (i.e., uncrosslinked oligomer, low molecular unreactive dimethylsiloxane cyclics, solvents, and platinum catalyst) from PDMS , could significantly reduce the viability of mammalian cells in PDMS devices [228]. Fortunately, cell viability can be significantly improved when the devices are pre-washed with several cleaning solvents and sterilized [228, 229]. As for SU-8, its use as a bioMEMS material is far less developed than that of PDMS , although its biocompatibility has been demonstrated in short-term clinical studies [220].
4.2 Surface Modification
When there are limited choices of device materials, surface treatment is most commonly used to render materials more biocompatible and to minimize biofouling, for instance, on implants and in microfluidic channels. This type of surface modifications can be considered part of the packaging scheme since it is an integral part of the post-fabrication process to deliver the functionality and usability of the chips. Additionally, surface modification can serve to protect devices from the environment.
Implantation of foreign material could lead to an immune response from the body, the result of which includes, but is not limited to, inflammation, scarring, fibrous tissue buildup, and atypical cell growth. A properly passivated or functionalized surface can reduce or effectively eliminate unwanted immune response. Furthermore, surface modification can facilitate not only a passive response but also improved adaptation of the device to best suit the environment. For implants, this could lead to a controlled growth of cells around the implant leading to faster healing after insertion and normal tissue formation. Moreover, some proper functionality of the device can be maintained over a longer period of time. In addition, surface treatment can be a useful tool for protecting the device from its corrosive surroundings. Common issues such as fouling and device isolation can thus be addressed.
This following section will provide an overview of existing and emerging techniques which could eventually be used to mitigate the adverse effects of the interaction between the biochip and its environment and enhance the device functionality through active manipulation of that interaction.
4.2.1 Basic Principles of Biological Surface Chemistry – Biorecognition
Although modern bioMEMS devices can be fabricated with micrometer and nanometer features and can be manufactured small enough to fit into a hypodermic needle, the basic device–environment interaction occurs at the molecular level. Thus, for a biological environment, surface treatment schemes have to be designed with biorecognition in mind. Biorecognition is the highly developed ability of biological systems to recognize specially designed features on the molecular scale, whether it is through topographic architecture, chemical architecture, or dynamic properties [230]. This feature of biological systems can determine the rate of adsorption of proteins and other biomolecules onto a surface, the ability of cells to cover a specific surface, and the stability of the interactions.
Furthermore, biorecognition on the nanoscale can affect interactions on much larger length scales [230]. Due to mass transport properties such as diffusivity, the order of arrival of different types of molecules at the device surface is different. The first molecules to arrive are water molecules, followed by proteins and similar types of organic molecules. In the case of implants, the effect of the surface type, along with the arrival order, can influence the ability of cells to cover a device surface [230]. In particular, the initial water shell exhibits different properties based on the type of material with which it interacts. As such, water can form hydration shells, which through interaction with the hydration shells of biomolecules may determine whether proteins denature, how they are oriented, and how effective they can cover the surface [230]. Cells require an extracellular matrix of proteins (ECM) to successfully adhere to a surface and proliferate. If the ECM is altered due to interaction with the surface, the overall cell–surface interaction is also modified. Thus, awareness and understanding of biorecognition becomes imperative for successful design of surfaces.
4.2.2 Surface Treatments for Common BioMEMS Materials
BioMEMS fabrication techniques differ from traditional MEMS microfabrication techniques to various extents, but they share common elements, such as the most typical materials. One such material for IC and CMOS fabrication is silicon; silicon is generally regarded as non-toxic and inert and thus a good material for certain implant and cell culture applications.
Along with silicon, SiO2 and SiN are used in the fabrication process and often as a protective layer for the device. A layer of the oxide or nitride can be deposited by chemical vapor depositions [189]. These materials do not leech into the environment and under certain conditions are also deemed non-toxic and biocompatible. Other common, non-polymeric materials include metals such as platinum, titanium oxides (TiO2), gold, and alloys, as well as ceramics.
Polymer-based devices have become increasingly popular due to their simple and relatively inexpensive manufacturing processes. Polymers can be used not only as the structural material of the bioMEMS device but also as a protective material for silicon-based devices. PDMS , Parylene-C, and PMMA are commonly used polymers as described earlier. They are easy to process, have physical properties (e.g., stiffness) that can be controlled or modified, and are largely non-toxic. Polymer-based photoresists may also be used as structural materials or protective films, but often the concerns are costs and solvents that cannot be completely removed in the process. SU-8, an epoxy-based negative resist, is becoming increasingly popular due to its low toxicity.
It is important to note the limitations of materials’ applicability. Many chips are manufactured using a combination of materials, each requiring a different treatment. For example, traditional CMOS components may be combined with polymer-based device components in a non-monolithic process. Therefore, it is important to understand the complexity of a device and choose compatible treatment techniques that will achieve the desired effect.
Optimizing the Surface of PDMS
The surface of PDMS is naturally hydrophobic and thus may be unsuitable for certain biological applications. Furthermore, PDMS surfaces can adsorb certain biological molecules, but not in a completely controllable fashion, i.e., the surface property of PDMS may vary depending on the processing conditions. To minimize cell adhesion (e.g., for implant applications, for instance) or to better control surface properties, several techniques have been developed to make the surface hydrophilic or to limit adsorption of biomolecules, such as plasma processing, surfactants, polyelectrolyte multilayers, and graft polymerization through radiation exposure or cerium (IV) catalysis [231].
Exposing PDMS to plasma, discharge [231, 232] can alter its surface properties. Through the use of oxygen plasma, the surface of the PDMS in direct contact with the plasma becomes ionized and forms excited species such as ions and radicals. Although the reactions are complex and the mechanisms are not fully understood, the result of the plasma treatment is the formation of a transient silica-like hydrophilic layer of SiOx with high oxygen content [231]. This renders the surface much more hydrophilic than the original surface.
Generating reactive elements on the surface of PDMS is also possible through exposure to radiation [233]. Free radical formation on the surface as a result of exposure to UV light provides the reactive component required to graft polymerize acrylic acid and other monomers, such as acrylamide (AM), hydroxyethyl acrylate (HEA), PEG, and DMA, onto the surface. A layer of polymer can thus be grafted in the exposed area leading to the desired functionality. Graft polymerization can also be achieved through cerium (IV) catalytic reactions, although the process condition can be more complex [231, 234].
Another simple surface modification to make it hydrophilic and charged is through exposure to surfactants below the critical micelle concentrations [231]. The concentration must be low enough to prevent micelle formation yet sufficiently high enough to ensure coating of the PDMS surface. The process facilitates the hydrophobic tail of the surfactant attaching to the surface, leaving the hydrophilic end exposed to the environment. Various surfactants have been used, such as sodium dodecyl sulfate [235] and 2-morpholinoethanesulfonic acid [236]. Because surfactants could be damaging to cell membranes, one needs to be judicious in choosing and using surfactants when the chips are used for cell-based experiments.
Exposing a PDMS surface to cationic and anionic polyelectrolyte solutions in an alternating fashion forms a polyelectrolyte multilayer [231]. Although time consuming (because many layers have to be deposited with many rinses in between each deposition), layer-by-layer assembly usually gives robust films. Deposition of a film of this type is also possible with small organic molecules, polymers, natural proteins, inorganic clusters, clay particles, and colloids [237]. The adsorption of polyelectrolytes to a solid surface occurs in solution, in which case substrate size and topology should not play a role in coating efficiency.
Although useful for short-term modifications of surface properties, some of these approaches do not always fully address the issue of long-term stable hydrophilicity and hydrophobic recovery [238]. For example, over time, the silica-like layer on PDMS that forms upon exposure to plasma or radiation may revert back to hydrophobic surfaces due to diffusion of the hydrophilic species from the surface into the bulk and potentially also crack and deform due to mismatch of physical properties (stiffness and flexibility) from the supporting PDMS layer. Long-term stable films may be achieved through electrostatic layer-by-layer self-assembly of polyelectrolytes with chemical crosslinking [238]. This method uses the same basic principle as the formation of polyelectrolyte multilayers but introduces crosslinking between the layers for additional stability. It is also possible to covalently bond PEG to the layer-by-layer modified surface for additional protein adsorption resistance [238].
It is important to note that all of the above techniques need to be incorporated in the appropriate order during the manufacturing process. For example, if a device contains biological molecules for analytical purposes, exposure to oxygen plasma without protection may result in unwanted reactions. Thus, the surface of the packaging should be modified either prior to loading with biological molecules or those areas of the chip need to be isolated from the plasma. Exposure to UV light and electrolyte solutions may also render certain components of a device non-functional, and thus they should only be used with proper protection for vulnerable elements.
Modification of Silicon Surfaces
Using silicon in the biological environment presents several challenges. One of the major issues is biofouling, leading to interference and the suboptimal operation of the device [239]. Silicon surface is hydrophobic and hence potentially attractive to protein deposition. Surface modification provides a convenient way to limit or direct adsorption of biological molecules such as proteins on, and in effect the interactions of cells to, the silicon surface. Other than depositing or growing SiO2 and SiNx layers, the most common approach to treating silicon surfaces is to form protective films of other materials.
Plasma polymerization has been used to polymerize a layer of tetraethylene glycol dimethyl ether (tetraglyme) onto a silicon surface [240]. The resulting protective coating is a PEG-like polymer thin film; silicon surfaces thus treated exhibited less protein adsorption and less fouling. One possible drawback is that coating of high aspect ratio can suffer from non-uniformities [239] and can be as thin as 10 nm [240].
The formation of the protective coating can be achieved by exposing a cleaned silicon surface to tetraglyme vapor in a plasma chamber. The procedure is also applicable to SiO2 and SiN surfaces which may be desirable for electrical passivation and compatible with photoresist patterned surfaces and may conceivably be used on metallic surfaces [239]. In addition, the film does not interfere with electrical conductivity of metallic electrodes used for neural sensing. As such, it can serve as an optimal protective coating for electrodes used to monitor brain activity and many other applications. However, the formation process is not fully compatible with biological molecules and could destroy biologically active chip components. Hence, as a surface treatment technique, it should only be applied after the device has been completely sealed, preventing vapor access to destructible elements, or prior to the introduction of biologically functional components.
Acrylic acid can also be successfully grafted onto silicon through plasma polymerization [241]. Polymeric acrylic acid coatings lead to higher fluid velocity along the coated surface. Controlling flow and velocity is particularly useful for devices analyzing or interacting with biological fluids. Higher velocity leads to lower biomolecule adsorption, which in the case of blood can lead to less coagulation. Lowering adsorption on the surface can thus lead to less coagulation. Devices aimed at implantation in the cardiovascular system could greatly benefit from understanding this mechanism.
Facilitating controlled cell adhesion and growth is imperative for implantable devices, such as the multi-electrode arrays. Ultrananocrystalline diamond (UNCD) films are emerging as a new type of protective film. This type of films is chemically and electrically inert, has a low friction coefficient and high wear resistance, provides a good substrate for cell attachment, and can be used with a silicon surface as the coating base [242]. Furthermore, the film formation technique is compatible with some common MEMS fabrication processes. The deposition of the film on silicon wafers occurs via microwave plasma chemical vapor deposition, in an argon (99%) and methane (1%) atmosphere [242]. This process leads to C2 dimer formation, which supplies nucleation species for the entire film. The deposition occurs at a temperature of 400–800 °C and is then followed by several cleaning steps before the surface is ready to be dried and used. Compared to pure silicon and platinum surfaces, HeLa, PC12, and MC3T3 cells adhered much better to the UNCD surface. Furthermore, cells attached to this surface exhibited lowest cell rounding and highest cell spreading, which seems to indicate that the UNCD surface is the most biocompatible surface of the three [242].
The drawback of this technique is the complexity of the process and cost, making it unsuitable for single-use applications, for example. Additionally, the high temperature required to form the film and the aggressive cleaning solutions used in the process (e.g., piranha solution) may not be compatible with other processes. The temperature range at which the deposition occurs affects not only biological molecules or reagents but would also melt some metals commonly used in CMOS processes. Although it is possible to protect different components during the processing, it would lead to additional manufacturing steps and higher cost. Nevertheless, the UNCD approach is perhaps one of the more reliable ways to modify silicon surface and can be useful when processes are well designed.
Control over the thickness of protective films is a process feature desired for every manufacturing process. Atomic layer deposition (ALD) is a process capable of depositing ultra-thin conformal films with atomic-level thickness control [243]. Via this method, materials, such as Al2O3, SiC, and biocompatible materials (e.g., TiO2), may be deposited on devices to form protective films. Similar in principle to polyelectrolyte multilayers, the ALD technique relies on a series of reactions, each of which terminates after one step, between the gaseous precursors and the solid substrate. Once a precursor molecule reacts with the surface, the particular site is unavailable for further reaction. Furthermore, the molecule cannot react with itself, limiting the film thickness to just one layer. The next layer is applied to regenerate the ability of the desired molecule to adsorb. This cycle can be repeated to obtain the desired thickness [243]. The deposition of Al2O3 using this technique can be performed at 177 °C. Although this temperature is high enough to destroy most biomolecules, it is low enough for the process to be compatible with most CMOS processes. Thus, (i) if insulation of biological chip components can be achieved or (ii) if the process can be applied prior to the introduction of such components, this technique could be used to form protective films of controlled thickness on silicon devices. The advantages of this approach are a low temperatures required (compared to CVD), the ability to form several layers, unlike self-assembling monolayer techniques [243], and most importantly the high degree of conformity of the deposited films [243].
Modification of SU-8 Surfaces
Due to its rigidity, chemical stability, low apparent toxicity, and transparency to visible light, SU-8 has been used as a structural component in biochip fabrication [244]. However, since the surface of SU-8 is hydrophobic, it faces similar challenges as other materials for controlling protein deposition and cell interactions.
Modification of SU-8 surfaces has been achieved through methods similar to PDMS surface modification. PEG graft polymerization has been achieved through exposure to radiation [245], and hydrophilicity has been achieved through treatment with ethanolamine [246] or grafting of amine groups to the surface via a CVD treatment [247]. It is also possible to apply the cerium (IV)-based surface graft polymerization process to modify SU-8 surfaces. This can be performed at room temperature and can be used to graft a variety of monomers onto the SU-8 [244]. The method relies on the opening of residual epoxide rings using a mixture of nitric acid and cerium (IV) ammonium nitrate, followed by an incubation of the surface in the same solution containing monomer, after which the grafting reaction is allowed to occur at room temperature. Using this method, polyacrylic acid can be grafted onto the surface to enhance cell attachment [244]. Although this methodology is simple and straightforward, care must be taken to protect vulnerable components of the bioMEMS chip from the nitric acid.
4.2.3 Modification of Surface Topography for Improved and Directed Cell Attachment and Growth
Although the mechanism is not fully understood yet, surface topography can affect cell attachment, growth, and spreading. Thus, topographic features (in conjunction with other surface treatment technologies) could be used to promote or limit cell growth on specific components of a bioMEMS chip, improve integration of implants, and even improve on the functionality of cell-based sensors.
To achieve this goal, a technique for selectively patterning ECM on a surface has been suggested [248]. Microcontact printing techniques based on self-assembling monolayer technology on silicon wafers have been used to fabricate substrates with well-defined regions of ECM [248]. Using this technique and by controlling geometry [248], it is possible to coordinate cell attachment density, at least in the initial phase. Cells, however, are able to migrate onto regions not covered by the ECM after a while, possibly due to protein adsorption from the solution or by secretion of ECM components by the cells themselves [248]. Therefore, it is imperative to passivate and limit the adsorption of protein to areas not covered by the patterned ECM.
Introducing various microtopography features such as ridges of different depth, spacing, and width can influence cell adhesion and spreading [249]. Through photo ablation with an excimer laser and the use of a projection lithography/etching technique, well-defined surface features down to submicron scale can be fabricated. The desired pattern is ablated from a polyethylene terephthalate (PET) surface on a fully automated, computer-controlled stage. Although the original experiment tested PET and polyvinyl alcohol (PVA), the methodology is also applicable to mineral or organic surfaces, since it eliminates the need for a photoresist [249]. The laser technology can also be used with temperature-sensitive materials, since heating occurs only in the area targeted by the laser and the process occurs rapidly – 1 s/cm2 – thus minimizing heat flux to surround areas [250].
Although no theory exists that thoroughly describes the effects of topography on cell growth and orientation, empirical results can be used to determine the type of groove dimensions best suited for the surface treatment [249]. For example, smoother transitions in surface topography appear to promote cell growth [43, 249]. However, this effect was highly dependent on cell type, cell size, and the surface chemistry, such as formation of carbon-rich species at the ablated surface. Nevertheless, the technology provides a valuable blueprint for future research and may soon find practical use.
4.3 Other Considerations
It can be pointed out that miniaturization of devices in some sense may make implantable devices more biocompatible. For example, miniaturized implants can be inserted using needles and catheters instead of using traditional surgical methods [70]. Small wounds elicit smaller immune response. However, there are cases where miniaturization is not the solution. Szarowski et al. [222] tested the response of brain tissue to implanted micromachined silicon devices. Following implantation, cell density increased in the surrounding area, as many others have previously discovered with implanted devices not free to follow the movement of tissue [251,252,253]. Furthermore, it was determined that the long-term brain response to devices of various shapes and with different degrees of surface smoothness and corner roundedness was effectively the same and led to device encapsulation through formation of dense tissue around the device [222]. For this specific case, since the response was independent of size, techniques other than miniaturization will have to be utilized to improve the device. In general, one would need to consider multiple facets of a packaging scheme in order to determine the optimal strategy to render devices biocompatible.
5 Conclusion
There is no universal packaging scheme that suits all applications for biochips. Many aspects, including materials, geometry, and costs, have to be considered in order to design the best packaging schemes. Most likely, some trade-offs have to be made – sacrificing some flexibility in certain aspects to ensure functionality of the device as a whole. Moreover, continuing research from both academia and industries in the packaging area will further mature this field and advance lab-on-a-chip, microfluidics, and bioMEMS in the long run.
References
Chin, C.D., Linder, V., Sia, S.K.: Lab-on-a-chip devices for global health: past studies and future opportunities. Lab Chip. 7(1), 41–57 (2007)
Yager, P., Edwards, T., Fu, E., Helton, K., Nelson, K., Tam, M.R., Weigl, B.H.: Microfluidic diagnostic technologies for global public health. Nature. 442(7101), 412–418 (2006)
Engler, K.H., Efstratiou, A., Norn, D., Kozlov, R.S., Selga, I., Glushkevich, T.G., Tam, M., Melnikov, V.G., Mazurova, I.K., Kim, V.E., Tseneva, G.Y., Titov, L.P., George, R.C.: Immunochromatographic strip test for rapid detection of diphtheria toxin: description and multicenter evaluation in areas of low and high prevalence of diphtheria. J. Clin. Microbiol. 40(1), 80–83 (2002)
Arai, H., Petchclai, B., Khupulsup, K., Kurimura, T., Takeda, K.: Evaluation of a rapid immunochromatographic test for detection of antibodies to human immunodeficiency virus. J. Clin. Microbiol. 37(2), 367–370 (1999)
Patterson, K., Olsen, B., Thomas, C., Norn, D., Tam, M., Elkins, C.: Development of a rapid immunodiagnostic test for Haemophilus ducreyi. J. Clin. Microbiol. 40(10), 3694–3702 (2002)
Zarakolu, P., Buchanan, I., Tam, M., Smith, K., Hook, E.W.: Preliminary evaluation of an immunochromatographic strip test for specific Treponema pallidum antibodies. J. Clin. Microbiol. 40(8), 3064–3065 (2002)
Martinez, A.W., Phillips, S.T., Butte, M.J., Whitesides, G.M.: Patterned paper as a platform for inexpensive, low-volume, portable bioassays. Angew. Chem. Int. Ed. 46(8), 1318–1320 (2007)
Martinez, A.W., Phillips, S.T., Carrilho, E., Thomas, S.W., Sindi, H., Whitesides, G.M.: Simple telemedicine for developing regions: camera phones and paper-based microfluidic devices for real-time, off-site diagnosis. Anal. Chem. 80(10), 3699–3707 (2008)
Martinez, A.W., Phillips, S.T., Whitesides, G.M.: Three-dimensional microfluidic devices fabricated in layered paper and tape. Proc. Natl. Acad. Sci. 105(50), 19606–19611 (2008)
Hintsche, R., Moller, B., Dransfeld, I., Wollenberger, U., Scheller, F., Hoffmann, B.: Chip biosensors on thin-film metal-electrodes. Sensors Actuators B Chem. 4(3–4), 287–291 (1991)
Shulga, A.A., Soldatkin, A.P., Elskaya, A.V., Dzyadevich, S.V., Patskovsky, S.V., Strikha, V.I.: Thin-film conductometric biosensors for glucose and urea determination. Biosens. Bioelectron. 9(3), 217–223 (1994)
Hunt, H.C., Wilkinson, J.S.: Optofluidic integration for microanalysis. Microfluid. Nanofluid. 4(1–2), 53–79 (2008)
Cui, Y., Wei, Q.Q., Park, H.K., Lieber, C.M.: Nanowire nanosensors for highly sensitive and selective detection of biological and chemical species. Science. 293(5533), 1289–1292 (2001)
Zheng, G.F., Patolsky, F., Cui, Y., Wang, W.U., Lieber, C.M.: Multiplexed electrical detection of cancer markers with nanowire sensor arrays. Nat. Biotechnol. 23(10), 1294–1301 (2005)
Bashir, R.: BioMEMS: state-of-the-art in detection, opportunities and prospects. Adv. Drug Deliv. Rev. 56(11), 1565–1586 (2004)
Waggoner, P.S., Craighead, H.G.: Micro- and nanomechanical sensors for environmental, chemical, and biological detection. Lab Chip. 7(10), 1238–1255 (2007)
Fritz, J., Baller, M.K., Lang, H.P., Rothuizen, H., Vettiger, P., Meyer, E., Guntherodt, H.J., Gerber, C., Gimzewski, J.K.: Translating biomolecular recognition into nanomechanics. Science. 288(5464), 316–318 (2000)
Hansen, K.M., Ji, H.F., Wu, G.H., Datar, R., Cote, R., Majumdar, A., Thundat, T.: Cantilever- based optical deflection assay for discrimination of DNA single-nucleotide mismatches. Anal. Chem. 73(7), 1567–1571 (2001)
Gupta, A., Akin, D., Bashir, R.: Single virus particle mass detection using microresonators with nanoscale thickness. Appl. Phys. Lett. 84(11), 1976–1978 (2004)
Ilic, B., Czaplewski, D., Craighead, H.G., Neuzil, P., Campagnolo, C., Batt, C.: Mechanical resonant immunospecific biological detector. Appl. Phys. Lett. 77(3), 450–452 (2000)
McKendry, R., Zhang, J.Y., Arntz, Y., Strunz, T., Hegner, M., Lang, H.P., Baller, M.K., Certa, U., Meyer, E., Guntherodt, H.J., Gerber, C.: Multiple label-free biodetection and quantitative DNA-binding assays on a nanomechanical cantilever array. Proc. Natl. Acad. Sci. U. S. A. 99(15), 9783–9788 (2002)
Wu, G.H., Datar, R.H., Hansen, K.M., Thundat, T., Cote, R.J., Majumdar, A.: Bioassay of prostate-specific antigen (PSA) using microcantilevers. Nat. Biotechnol. 19(9), 856–860 (2001)
Burg, T.P., Godin, M., Knudsen, S.M., Shen, W., Carlson, G., Foster, J.S., Babcock, K., Manalis, S.R.: Weighing of biomolecules, single cells and single nanoparticles in fluid. Nature. 446, 1066–1069 (2007)
Burg, T.P., Mirza, A.R., Milovic, N., Tsau, C.H., Popescu, G.A., Foster, J.S., Manalis, S.R.: Vacuum-packaged suspended microchannel resonant mass sensor for biomolecular detection. J. Microelectromech. Syst. 15(6), 1466–1476 (2006)
Fruetel, J.A., Renzi, R.F., VanderNoot, V.A., Stamps, J., Horn, B.A., West, J.A.A., Ferko, S., Crocker, R., Bailey, C.G., Arnold, D., Wiedenman, B., Choi, W.Y., Yee, D., Shokair, I., Hasselbrink, E., Paul, P., Rakestraw, D., Padgen, D.: Microchip separations of protein biotoxins using an integrated hand-held device. Electrophoresis. 26(6), 1144–1154 (2005)
Stratis-Cullum, D.N., Griffin, G.D., Mobley, J., Vass, A.A., Vo-Dinh, T.: A miniature biochip system for detection of aerosolized Bacillus globigii spores. Anal. Chem. 75(2), 275–280 (2003)
Psaltis, D., Quake, S.R., Yang, C.H.: Developing optofluidic technology through the fusion of microfluidics and optics. Nature. 442(7101), 381–386 (2006)
Irawan, R., Tjin, S.C., Fang, X.Q., Fu, C.Y.: Integration of optical fiber light guide, fluorescence detection system, and multichannel disposable microfluidic chip. Biomed. Microdevices. 9(3), 413–419 (2007)
Lin, C.H., Lee, G.B., Chen, S.H., Chang, G.L.: Micro capillary electrophoresis chips integrated with buried SU-8/SOG optical waveguides for bio-analytical applications. Sensors Actuators A Phys. 107(2), 125–131 (2003)
Kou, Q., Yesilyurt, I., Studer, V., Belotti, M., Cambril, E., Chen, Y.: On-chip optical components and microfluidic systems. Microelectron. Eng. 73–74, 876–880 (2004)
Misiakos, K., Kakabakos, S.E., Petrou, P.S., Ruf, H.H.: A monolithic silicon optoelectronic transducer as a real-time affinity biosensor. Anal. Chem. 76(5), 1366–1373 (2004)
Balslev, S., Jorgensen, A.M., Bilenberg, B., Mogensen, K.B., Snakenborg, D., Geschke, O., Kutter, J.P., Kristensen, A.: Lab-on-a-chip with integrated optical transducers. Lab Chip. 6(2), 213–217 (2006)
Dandin, M., Abshire, P., Smela, E.: Optical filtering technologies for integrated fluorescence sensors. Lab Chip. 7(8), 955–977 (2007)
Prakash, A.R., Adamia, S., Sieben, V., Pilarski, P., Pilarski, L.M., Backhouse, C.J.: Small volume PCR in PDMS biochips with integrated fluid control and vapour barrier. Sensors Actuators B Chem. 113(1), 398–409 (2006)
Kaigala, G.V., Hoang, V.N., Stickel, A., Lauzon, J., Manage, D., Pilarski, L.M., Backhouse, C.J.: An inexpensive and portable microchip-based platform for integrated RT-PCR and capillary electrophoresis. Analyst. 133(3), 331–338 (2008)
Weibel, D.B., Kruithof, M., Potenta, S., Sia, S.K., Lee, A., Whitesides, G.M.: Torque-actuated valves for microfluidics. Anal. Chem. 77(15), 4726–4733 (2005)
Burns, M.A., Johnson, B.N., Brahmasandra, S.N., Handique, K., Webster, J.R., Krishnan, M., Sammarco, T.S., Man, P.M., Jones, D., Heldsinger, D., Mastrangelo, C.H., Burke, D.T.: An integrated nanoliter DNA analysis device. Science. 282(5388), 484–487 (1998)
Liu, R.H., Yang, J.N., Lenigk, R., Bonanno, J., Grodzinski, P.: Self-contained, fully integrated biochip for sample preparation, polymerase chain reaction amplification, and DNA microarray detection. Anal. Chem. 76(7), 1824–1831 (2004)
Pal, R., Yang, M., Lin, R., Johnson, B.N., Srivastava, N., Razzacki, S.Z., Chomistek, K.J., Heldsinger, D.C., Haque, R.M., Ugaz, V.M., Thwar, P.K., Chen, Z., Alfano, K., Yim, M.B., Krishnan, M., Fuller, A.O., Larson, R.G., Burke, D.T., Burns, M.A.: An integrated microfluidic device for influenza and other genetic analyses. Lab Chip. 5(10), 1024–1032 (2005)
Fu, E., Chinowsky, T., Nelson, K., Johnston, K., Edwards, T., Helton, K., Grow, M., Miller, J.W., Yager, P.: SPR Imaging-Based Salivary Diagnostics System for the Detection of Small Molecule Analytes. Oral-Based Diagnostics, pp. 335–344. Blackwell Publishing, Oxford (2007)
Velten, T., Ruf, H.H., Barrow, D., Aspragathos, N., Lazarou, P., Jung, E., Malek, C.K., Richter, M., Kruckow, J.: Packaging of bio-MEMS: strategies, technologies, and applications. IEEE Trans. Adv. Packag. 28(4), 533–546 (2005)
Herr, A.E., Hatch, A.V., Throckmorton, D.J., Tran, H.M., Brennan, J.S., Giannobile, W.V., Singh, A.K.: Microfluidic immunoassays as rapid saliva-based clinical diagnostics. Proc. Natl. Acad. Sci. U. S. A. 104(13), 5268–5273 (2007)
Lagally, E.T., Scherer, J.R., Blazej, R.G., Toriello, N.M., Diep, B.A., Ramchandani, M., Sensabaugh, G.F., Riley, L.W., Mathies, R.A.: Integrated portable genetic analysis microsystem for pathogen/infectious disease detection. Anal. Chem. 76(11), 3162–3170 (2004)
Wang, J., Chatrathi, M.P., Mulchandani, A., Chen, W.: Capillary electrophoresis microchips for separation and detection of organophosphate nerve agents. Anal. Chem. 73(8), 1804–1808 (2001)
Chinowsky, T.M., Soelberg, S.D., Baker, P., Swanson, N.R., Kauffman, P., Mactutis, A., Grow, M.S., Atmar, R., Yee, S.S., Furlong, C.E.: Portable 24-analyte surface plasmon resonance instruments for rapid, versatile biodetection. Biosens. Bioelectron. 22(9–10), 2268–2275 (2007)
DeBusschere, B.D., Kovacs, G.T.A.: Portable cell-based biosensor system using integrated CMOS cell-cartridges. Biosens. Bioelectron. 16(7–8), 543–556 (2001)
Hood, L., Heath, J.R., Phelps, M.E., Lin, B.Y.: Systems biology and new technologies enable predictive and preventative medicine. Science. 306(5696), 640–643 (2004)
Weston, A.D., Hood, L.: Systems biology, proteomics, and the future of health care: toward predictive, preventative, and personalized medicine. J. Proteome Res. 3(2), 179–196 (2004)
Bhattacharyya, A., Klapperich, C.M.: Design and testing of a disposable microfluidic chemiluminescent immunoassay for disease biomarkers in human serum samples. Biomed. Microdevices. 9(2), 245–251 (2007)
Linder, V., Sia, S.K., Whitesides, G.M.: Reagent-loaded cartridges for valveless and automated fluid delivery in microfluidic devices. Anal. Chem. 77(1), 64–71 (2005)
Grayson, A.C.R., Shawgo, R.S., Johnson, A.M., Flynn, N.T., Li, Y.W., Cima, M.J., Langer, R.: A BioMEMS review: MEMS technology for physiologically integrated devices. Proc. IEEE. 92(1), 6–21 (2004)
Fonseca, M. A.M.D.S.J.W.J.K.; Cardiomems, Innc., assignee. Implantable Wireless Sensor for Pressure Measurement within the Heart. US patent 6855115. (2005 February 15)
Santini, J.T.M.J.C.R.S.L.; MIT, assignee. Microchip Drug Delivery Devices. US. (1998 August 25)
Kudo, H., Sawada, T., Kazawa, E., Yoshida, H., Iwasaki, Y., Mitsubayashi, K.: A flexible and wearable glucose sensor based on functional polymers with Soft-MEMS techniques. Biosens. Bioelectron. 22(4), 558–562 (2006)
Zhao, Y.J., Li, S.Q., Davidson, A., Yang, B.Z., Wang, Q., Lin, Q.: A MEMS viscometric sensor for continuous glucose monitoring. J. Micromech. Microeng. 17(12), 2528–2537 (2007)
Jauniaux, E., Watson, A., Ozturk, O., Quick, D., Burton, G.: In-vivo measurement of intrauterine gases and acid-base values early in human pregnancy. Hum. Reprod. 14(11), 2901–2904 (1999)
Prausnitz, M.R.: Microneedles for transdermal drug delivery. Adv. Drug Deliv. Rev. 56(5), 581–587 (2004)
Prausnitz, M.R., Allen, M.G., Gujral, I.J. Microneedle Drug Delivery Device. US Patent 7, 226, 439; (2007)
Gujral I.J., Allen, M.G., Prausnitz M.R. Microneedle Device for Extraction and Sensing of Bodily Fluids. US Patent 7,344,499; (2008)
McAllister, D.V., Wang, P.M., Davis, S.P., Park, J.H., Canatella, P.J., Allen, M.G., Prausnitz, M.R.: Microfabricated needles for transdermal delivery of macromolecules and nanoparticles: fabrication methods and transport studies. Proc. Natl. Acad. Sci. 100(24), 13755–13760 (2003)
Li, P.Y., Shih, J., Lo, R., Saati, S., Agrawal, R., Humayun, M.S., Tai, Y.C., Meng, E.: An electrochemical intraocular drug delivery device. Sensors Actuators A Phys. 143(1), 41–48 (2008)
Santini, J.T., Cima, M.J., Langer, R.: A controlled-release microchip. Nature. 397(6717), 335–338 (1999)
Voskerician, G., Shawgo, R.S., Hiltner, P.A., Anderson, J.M., Cima, M.J., Langer, R.: In vivo inflammatory and wound healing effects of gold electrode voltammetry for MEMS micro-reservoir drug delivery device. IEEE Trans. Biomed. Eng. 51(4), 627–635 (2004)
Razzacki, S.Z., Thwar, P.K., Yang, M., Ugaz, V.M., Burns, M.A.: Integrated microsystems for controlled drug delivery. Adv. Drug Deliv. Rev. 56(2), 185–198 (2004)
Wu, C.C., Yasukawa, T., Shiku, H., Matsue, T.: Fabrication of miniature Clark oxygen sensor integrated with microstructure. Sensors Actuators B Chem. 110(2), 342–349 (2005)
Wu, H.K., Huang, B., Zare, R.N.: Construction of microfluidic chips using polydimethylsiloxane for adhesive bonding. Lab Chip. 5(12), 1393–1398 (2005)
Hungar, K., Gortz, M., Slavcheva, E., Spanier, G., Weidig, C., Mokwa, W.: Production processes for a flexible retina implant (Eurosensors XVIII, Session C6.6). Sensors Actuators A Phys. 123–24, 172–178 (2005)
Schanze, T., Hesse, L., Lau, C., Greve, N., Haberer, W., Kammer, S., Doerge, T., Rentzos, A., Stieglitz, T.: An optically powered single-channel stimulation implant as test-system for chronic biocompatibility and biostability of miniaturized retinal vision prostheses. IEEE Trans. Biomed. Eng. 54(6), 983–992 (2007)
Schwarz, M., Ewe, L., Hauschild, R., Hosticka, B.J., Huppertz, J., Kolnsberg, S., Mokwa, W., Trieu, H.K.: Single chip CMOS imagers and flexible microelectronic stimulators for a retina implant system. Sensors Actuators A Phys. 83(1–3), 40–46 (2000)
Loeb, G.E., Peck, R.A., Moore, W.H., Hood, K.: BION (TM) system for distributed neural prosthetic interfaces. Med. Eng. Phys. 23(1), 9–18 (2001)
Weiland, J.D., Liu, W.T., Humayun, M.S.: Retinal prosthesis. Annu. Rev. Biomed. Eng. 7, 361–401 (2005)
Schwartz, A.B.: Cortical neural prosthetics. Annu. Rev. Neurosci. 27(1), 487–507 (2004)
Cheung, K.C.: Implantable microscale neural interfaces. Biomed. Microdevices. 9(6), 923–938 (2007)
Kipke, D.R., Vetter, R.J., Williams, J.C., Hetke, J.F.: Silicon-substrate intracortical microelectrode arrays for long-term recording of neuronal spike activity in cerebral cortex. IEEE Trans. Rehabil. Eng. 11(2), 151–155 (2003)
Rutten, W.L.C.: Selective electrical interfaces with the nervous system. Annu. Rev. Biomed. Eng. 4(1), 407–452 (2002)
Cogan, S.F.: Neural stimulation and recording electrodes. Annu. Rev. Biomed. Eng. 10(1), 275–309 (2008)
Tokuda, T., Pan, Y.L., Uehara, A., Kagawa, K., Nunoshita, M., Ohta, J.: Flexible and extendible neural interface device based on cooperative multi-chip CMOS LSI architecture. Sensors Actuators A Phys. 122(1), 88–98 (2005)
Smith, B., Tang, Z.N., Johnson, M.W., Pourmehdi, S., Gazdik, M.M., Buckett, J.R., Peckham, P.H.: An externally powered, multichannel, implantable stimulator-telemeter for control of paralyzed muscle. IEEE Trans. Biomed. Eng. 45(4), 463–475 (1998)
Windecker, S.I., Mayer, G., de Pasquale, W., Maier, O., Dirsch, P., de Groot, Y.P., Wu, G., Noll, B., Leskosek, B., Meier, O.M., Hess, C., Working Grp Novel Surface: Stent coating with titanium-nitride-oxide for reduction of neointimal hyperplasia. Circulation. 104(8), 928–933 (2001)
Grube, E., Gerckens, U., Rowold, S., Muller, R., Selbach, G., Stamm, J., Staberock, M.: Inhibition of in-stent restenosis by the Quanam drug eluting polymer stent; Two year follow-up. J. Am. Coll. Cardiol. 37(2), 74A–74A (2001)
Hiatt, B.L., Ikeno, F., Yeung, A.C., Carter, A.J.: Drug-eluting stents for the prevention of restenosis: in quest for the holy grail. Catheter. Cardiovasc. Interv. 55(3), 409–417 (2002)
Allen, M. G M.E.J.K.D.J.M.; CardioMEMS, Inc., assignee. Communication with an Implanted Wireless Sensor. US. (2007)
Klose, J., Rehtanz, E., Rothe, C., Eulitz, I., Guther, V., Beck, W.: Manufacture of titanium implants. Mater. Werkst. 39(4–5), 304–308 (2008)
Wiegand, U.K.H., Potratz, J., Luninghake, F., Taubert, G., Brandes, A., Diederich, K.W.: Electrophysiological characteristics of bipolar membrane carbon leads with and without steroid elution compared with a conventional carbon and a steroid-eluting platinum lead. Pacing Clin. Electrophysiol. 19(8), 1155–1161 (1996)
Wiegand, U.K.H., Zhdanov, A., Stammwitz, E., Crozier, I., Claessens, R.J.J., Meier, J., Bos, R.J., Bode, F., Potratz, J.: Electrophysiological performance of a bipolar membrane-coated titanium nitride electrode: a randomized comparison of steroid and nonsteroid lead designs. Pacing Clin. Electrophysiol. 22(6), 935–941 (1999)
Wiggins, M.J., Wilkoff, B., Anderson, J.M., Hiltner, A.: Biodegradation of polyether polyurethane inner insulation in bipolar pacemaker leads. J. Biomed. Mater. Res. 58(3), 302–307 (2001)
Russell, R.J., Pishko, M.V., Gefrides, C.C., McShane, M.J., Cote, G.L.: A fluorescence-based glucose biosensor using Concanavalin a and dextran encapsulated in a poly(ethylene glycol) hydrogel. Anal. Chem. 71(15), 3126–3132 (1999)
Receveur, R.A.M., Lindemans, F.W., de Rooij, N.F.: Microsystem technologies for implantable applications. J. Micromech. Microeng. 17(5), R50–R80 (2007)
Mokwa, W., Schnakenberg, U.: Micro-transponder systems for medical applications. IEEE Trans. Instrum. Meas. 50(6), 1551–1555 (2001)
Flick, B.B., Orglmeister, R.: A portable microsystem-based telemetric pressure and temperature measurement unit. IEEE Trans. Biomed. Eng. 47(1), 12–16 (2000)
Esashi, M., Sugiyama, S., Ikeda, K., Wang, Y.L., Miyashita, H.: Vacuum-sealed silicon micromachined pressure sensors. Proc. IEEE. 86(8), 1627–1639 (1998)
Chen, P.J., Rodger, D.C., Agrawal, R., Saati, S., Meng, E., Varma, R., Humayun, M.S., Tai, Y.C.: Implantable micromechanical parylene-based pressure sensors for unpowered intraocular pressure sensing. J. Micromech. Microeng. 17(10), 1931–1938 (2007)
Chen, L., Manz, A., Day, P.J.R.: Total nucleic acid analysis integrated on microfluidic devices. Lab Chip. 7(11), 1413–1423 (2007)
Heyries, K.A., Loughran, M.G., Hoffmann, D., Homsy, A., Blum, L.J., Marquette, C.A.: Microfluidic biochip for chemiluminescent detection of allergen-specific antibodies. Biosens. Bioelectron. 23(12), 1812–1818 (2008)
Isoda, T., Urushibara, I., Sato, M., Uemura, H., Sato, H., Yamauchi, N.: Development of a sensor-array chip with immobilized antibodies and the application of a wireless antigen- screening system. Sensors Actuators B Chem. 129(2), 958–970 (2008)
Prakash, R., Kaler, K.: An integrated genetic analysis microfluidic platform with valves and a PCR chip reusability method to avoid contamination. Microfluid. Nanofluid. 3(2), 177–187 (2007)
Zhang, C.S., Xu, J.L., Ma, W.L., Zheng, W.L.: PCR microfluidic devices for DNA amplification. Biotechnol. Adv. 24(3), 243–284 (2006)
Sethu, P., Sin, A., Toner, M.: Microfluidic diffusive filter for apheresis (leukapheresis). Lab Chip. 6(1), 83–89 (2006)
Battrell, C. F M.S.B.H.W.J.M.H.C.A.L.W.B.; Micronics, Inc., assignee. Method and System for Microfluidic Manipulation, Amplification and Analysis of Fluirds, for Example, Bacteria Assays and Antiglobulin Testing. US. (2004)
Chamot, S.R., Depeursinge, C.: MEMS for enhanced optical diagnostics in endoscopy. Minim. Invasive Ther. Allied Technol. 16(2), 101–108 (2007)
Hupert, M.L., Witek, M.A., Wang, Y., Mitchell, M.W., Liu, Y., Bejat, Y., Nikitopoulos, D.E., Goettert, J., Murphy, M.C., Soper, S.A.: Polymer-based microfluidic devices for biomedical applications. Proc. SPIE. 4982, 52–64 (2003)
Mitchell, M.W., Liu, X., Bejat, Y., Nikitopoulos, D.E., Soper, S.A., Murphy, M.C.: Modeling and validation of a molded polycarbonate continuous flow polymerase chain reaction device. Proc. SPIE. 4982, 83–98 (2003)
Lee, D.S., Park, S.H., Yang, H.S., Chung, K.H., Yoon, T.H., Kim, S.J., Kim, K., Kim, Y.T.: Bulk- micromachined submicroliter-volume PCR chip with very rapid thermal response and low power consumption. Lab Chip. 4(4), 401–407 (2004)
Koh, C.G., Tan, W., Zhao, M.Q., Ricco, A.J., Fan, Z.H.: Integrating polymerase chain reaction, valving, and electrophoresis in a plastic device for bacterial detection. Anal. Chem. 75(17), 4591–4598 (2003)
Krishnan, M., Burke, D.T., Burns, M.A.: Polymerase chain reaction in high surface-to-volume ratio SiO2 microstructures. Anal. Chem. 76(22), 6588–6593 (2004)
Woolley, A.T., Hadley, D., Landre, P., de Mello, A.J., Mathies, R.A., Northrup, M.A.: Functional integration of PCR amplification and capillary electrophoresis in a microfabricated DNA analysis device. Anal. Chem. 68(23), 4081–4086 (1996)
West, J., Karamata, B., Lillis, B., Gleeson, J.P., Alderman, J., Collins, J.K., Lane, W., Mathewson, H.B.: Application of magnetohydrodynamic actuation to continuous flow chemistry. Lab Chip. 2(4), 224–230 (2002)
Hong, J.W., Fujii, T., Seki, M., Yamamoto, T., Endo, I.: Integration of gene amplification and capillary gel electrophoresis on a polydimethylsiloxane-glass hybrid microchip. Electrophoresis. 22(2), 328–333 (2001)
Shen, K.Y., Chen, X.F., Guo, M., Cheng, J.: A microchip-based PCR device using flexible printed circuit technology. Sensors Actuators B Chem. 105(2), 251–258 (2005)
Daniel, J.H., Iqbal, S., Millington, R.B., Moore, D.F., Lowe, C.R., Leslie, D.L., Lee, M.A., Pearce, M.J.: Silicon microchambers for DNA amplification. Sensors Actuators A Phys. 71(1–2), 81–88 (1998)
Northrup, M.A., Benett, B., Hadley, D., Landre, P., Lehew, S., Richards, J., Stratton, P.: A miniature analytical instrument for nucleic acids based on micromachined silicon reaction chambers. Anal. Chem. 70(5), 918–922 (1998)
Sun, K., Yamaguchi, A., Ishida, Y., Matsuo, S., Misawa, H.: A heater-integrated transparent microchannel chip for continuous-flow PCR. Sensors Actuators B Chem. 84(2–3), 283–289 (2002)
Khandurina, J., McKnight, T.E., Jacobson, S.C., Waters, L.C., Foote, R.S., Ramsey, J.M.: Integrated system for rapid PCR-based DNA analysis in microfluidic devices. Anal. Chem. 72(13), 2995–3000 (2000)
Lin, Y.C., Huang, M.Y., Young, K.C., Chang, T.T., Wu, C.Y.: A rapid micro-polymerase chain reaction system for hepatitis C virus amplification. Sensors Actuators B Chem. 71(1–2), 2–8 (2000)
Lin, Y.C., Yang, C.C., Huang, M.Y.: Simulation and experimental validation of micro polymerase chain reaction chips. Sensors Actuators B Chem. 71(1–2), 127–133 (2000)
Zhou, Z.M., Liu, D.Y., Zhong, R.T., Dai, Z.P., Wu, D.P., Wang, H., Du, Y.G., Xia, Z.N., Zhang, L.P., Mei, X.D., Lin, B.C.: Determination of SARS-coronavirus by a microfluidic chip system. Electrophoresis. 25(17), 3032–3039 (2004)
Gulliksen, A., Solli, L., Karlsen, F., Rogne, H., Hovig, E., Nordstrom, T., Sirevag, R.: Real- time nucleic acid sequence-based amplification in nanoliter volumes. Anal. Chem. 76(1), 9–14 (2004)
Matsubara, Y., Kerman, K., Kobayashi, M., Yamamura, S., Morita, Y., Tamiya, E.: Microchamber array based DNA quantification and specific sequence detection from a single copy via PCR in nanoliter volumes. Biosens. Bioelectron. 20(8), 1482–1490 (2005)
Curcio, M., Roeraade, J.: Continuous segmented-flow polymerase chain reaction for high- throughput miniaturized DNA amplification. Anal. Chem. 75(1), 1–7 (2003)
Sethu, P., Mastrangelo, C.H.: Cast epoxy-based microfluidic systems and their application in biotechnology. Sensors Actuators B Chem. 98(2–3), 337–346 (2004)
Swerdlow, H., Jones, B.J., Wittwer, C.T.: Fully automated DNA reaction and analysis in a fluidic capillary instrument. Anal. Chem. 69(5), 848–855 (1997)
Zhang, N.Y., Yeung, E.S.: On-line coupling of polymerase chain reaction and capillary electrophoresis for automatic DNA typing and HIV-1 diagnosis. J. Chromatogr. B Analyt. Technol. Biomed. Life Sci. 714(1), 3–11 (1998)
Ferrance, J.P., Wu, Q.R., Giordano, B., Hernandez, C., Kwok, Y., Snow, K., Thibodeau, S., Landers, J.P.: Developments toward a complete micro-total analysis system for Duchenne muscular dystrophy diagnosis. Anal. Chim. Acta. 500(1–2), 223–236 (2003)
Huhmer, A.F.R., Landers, J.P.: Noncontact infrared-mediated thermocycling for effective polymerase chain reaction amplification of DNA in nanoliter volumes. Anal. Chem. 72(21), 5507–5512 (2000)
Oda, R.P., Strausbauch, M.A., Huhmer, A.F.R., Borson, N., Jurrens, S.R., Craighead, J., Wettstein, P.J., Eckloff, B., Kline, B., Landers, J.P.: Infrared-mediated thermocycling for ultrafast polymerase chain reaction amplification of DNA. Anal. Chem. 70(20), 4361–4368 (1998)
Tanaka, Y., Slyadnev, M.N., Hibara, A., Tokeshi, M., Kitamori, T.: Non-contact photothermal control of enzyme reactions on a microchip by using a compact diode laser. J. Chromatogr. A. 894(1–2), 45–51 (2000)
Schneegass, I., Brautigam, R., Kohler, J.M.: Miniaturized flow-through PCR with different template types in a silicon chip thermocycler. Lab Chip. 1(1), 42–49 (2001)
Chou, C.F., Changrani, R., Roberts, P., Sadler, D., Burdon, J., Zenhausern, F., Lin, S., Mulholland, N.S., Terbrueggen, R.: A miniaturized cyclic PCR device - modeling and experiments. Microelectron. Eng. 61–62, 921–925 (2002)
Liu, J., Enzelberger, M., Quake, S.: A nanoliter rotary device for polymerase chain reaction. Electrophoresis. 23(10), 1531–1536 (2002)
Shi, Y.N., Simpson, P.C., Scherer, J.R., Wexler, D., Skibola, C., Smith, M.T., Mathies, R.A.: Radial capillary array electrophoresis microplate and scanner for high-performance nucleic acid analysis. Anal. Chem. 71(23), 5354–5361 (1999)
Waters, L.C., Jacobson, S.C., Kroutchinina, N., Khandurina, J., Foote, R.S., Ramsey, J.M.: Multiple sample PCR amplification and electrophoretic analysis on a microchip. Anal. Chem. 70(24), 5172–5176 (1998)
Waters, L.C., Jacobson, S.C., Kroutchinina, N., Khandurina, J., Foote, R.S., Ramsey, J.M.: Microchip device for cell lysis, multiplex PCR amplification, and electrophoretic sizing. Anal. Chem. 70(1), 158–162 (1998)
Perch-Nielsen, I.R., Bang, D.D., Poulsen, C.R., El-Ali, J., Wolff, A.: Removal of PCR inhibitors using dielectrophoresis as a selective filter in a microsystem. Lab Chip. 3(3), 212–216 (2003)
Gascoyne, P., Mahidol, C., Ruchirawat, M., Satayavivad, J., Watcharasit, P., Becker, F.F.: Microsample preparation by dielectrophoresis: isolation of malaria. Lab Chip. 2(2), 70–75 (2002)
Namasivayam, V., Lin, R.S., Johnson, B., Brahmasandra, S., Razzacki, Z., Burke, D.T., Burns, M.A.: Advances in on-chip photodetection for applications in miniaturized genetic analysis systems. J. Micromech. Microeng. 14(1), 81–90 (2004)
Kumar, A., Goel, G., Fehrenbach, E., Puniya, A.K., Singh, K.: Microarrays: the technology, analysis and application. Eng. Life Sci. 5(3), 215–222 (2005)
Bulyk, M.L.: DNA microarray technologies for measuring protein-DNA interactions. Curr. Opin. Biotechnol. 17(4), 422–430 (2006)
Cretich, M., Damin, F., Pirri, G., Chiari, M.: Protein and peptide arrays: recent trends and new directions. Biomol. Eng. 23(2–3), 77–88 (2006)
Hoheisel, J.D.: Microarray technology: beyond transcript profiling and genotype analysis. Nat. Rev. Genet. 7(3), 200–210 (2006)
Hultschig, C., Kreutzberger, J., Seitz, H., Konthur, Z., Bussow, K., Lehrach, H.: Recent advances of protein microarrays. Curr. Opin. Chem. Biol. 10(1), 4–10 (2006)
Stoughton, R.B.: Applications of DNA microarrays in biology. Annu. Rev. Biochem. 74, 53–82 (2005)
Barbulovic-Nad, I., Lucente, M., Sun, Y., Zhang, M.J., Wheeler, A.R., Bussmann, M.: Bio-microarray fabrication techniques - a review. Crit. Rev. Biotechnol. 26(4), 237–259 (2006)
Anderson, R.C., Su, X., Bogdan, G.J., Fenton, J.: A miniature integrated device for automated multistep genetic assays. Nucleic Acids Res. 28(12), e60i–e60vi (2000)
Lenigk, R., Liu, R.H., Athavale, M., Chen, Z.J., Ganser, D., Yang, J.N., Rauch, C., Liu, Y.J., Chan, B., Yu, H.N., Ray, M., Marrero, R., Grodzinski, P.: Plastic biochannel hybridization devices: a new concept for microfluidic DNA arrays. Anal. Biochem. 311(1), 40–49 (2002)
Liu, J., Hansen, C., Quake, S.R.: Solving the "world-to-chip" interface problem with a microfluidic matrix. Anal. Chem. 75(18), 4718–4723 (2003)
Martynova, L., Locascio, L.E., Gaitan, M., Kramer, G.W., Christensen, R.G., MacCrehan, W.A.: Fabrication of plastic microfluid channels by imprinting methods. Anal. Chem. 69(23), 4783–4789 (1997)
Qi, S.Z., Liu, X.Z., Ford, S., Barrows, J., Thomas, G., Kelly, K., McCandless, A., Lian, K., Goettert, J., Soper, S.A.: Microfluidic devices fabricated in poly(methyl methacrylate) using hot-embossing with integrated sampling capillary and fiber optics for fluorescence detection. Lab Chip. 2(2), 88–95 (2002)
Soper, S.A., Ford, S.M., Qi, S., McCarley, R.L., Kelly, K., Murphy, M.C.: Polymeric microelectromechanical systems. Anal. Chem. 72(19), 642A–651A (2000)
Situma, C., Hashimoto, M., Soper, S.A.: Merging microfluidics with microarray-based bioassays. Biomol. Eng. 23(5), 213–231 (2006)
Thorsen, T., Maerkl, S.J., Quake, S.R.: Microfluidic large-scale integration. Science. 298(5593), 580–584 (2002)
Duffy, D.C., McDonald, J.C., Schueller, O.J.A., Whitesides, G.M.: Rapid prototyping of microfluidic systems in poly(dimethylsiloxane). Anal. Chem. 70(23), 4974–4984 (1998)
Unger, M.A., Chou, H.P., Thorsen, T., Scherer, A., Quake, S.R.: Monolithic microfabricated valves and pumps by multilayer soft lithography. Science. 288(5463), 113–116 (2000)
Marcus, J.S., Anderson, W.F., Quake, S.R.: Microfluidic single-cell mRNA isolation and analysis. Anal. Chem. 78(9), 3084–3089 (2006)
Lee, C.C., Sui, G.D., Elizarov, A., Shu, C.Y.J., Shin, Y.S., Dooley, A.N., Huang, J., Daridon, A., Wyatt, P., Stout, D., Kolb, H.C., Witte, O.N., Satyamurthy, N., Heath, J.R., Phelps, M.E., Quake, S.R., Tseng, H.R.: Multistep synthesis of a radiolabeled imaging probe using integrated microfluidics. Science. 310(5755), 1793–1796 (2005)
Balagadde, F.K., You, L.C., Hansen, C.L., Arnold, F.H., Quake, S.R.: Long-term monitoring of bacteria undergoing programmed population control in a microchemostat. Science. 309(5731), 137–140 (2005)
Anderson, M.J., Hansen, C.L., Quake, S.R.: Phase knowledge enables rational screens for protein crystallization. Proc. Natl. Acad. Sci. U. S. A. 103(45), 16746–16751 (2006)
Hansen, C.L., Classen, S., Berger, J.M., Quake, S.R.: A microfluidic device for kinetic optimization of protein crystallization and in situ structure determination. J. Am. Chem. Soc. 128(10), 3142–3143 (2006)
Hansen, C.L., Sommer, M.O.A., Quake, S.R.: Systematic investigation of protein phase behavior with a microfluidic formulator. Proc. Natl. Acad. Sci. U. S. A. 101(40), 14431–14436 (2004)
Schorzman, D.A., Desimone, J.M., Rolland, J.P., Quake, S.R., Van Dam, R.M.: Solvent- resistant Photocurable “liquid Teflon” for microfluidic device fabrication. J. Am. Chem. Soc. 126(8), 2322–2323 (2004)
Melin, J., Quake, S.R.: Microfluidic large-scale integration: the evolution of design rules for biological automation. Annu. Rev. Biophys. Biomol. Struct. 36, 213–231 (2007)
Kamotani, Y., Bersano-Begey, T., Kato, N., Tung, Y.C., Huh, D., Song, J.W., Takayama, S.: Individually programmable cell stretching microwell arrays actuated by a Braille display. Biomaterials. 29(17), 2646–2655 (2008)
Song, J.W., Gu, W., Futai, N., Warner, K.A., Nor, J.E., Takayama, S.: Computer-controlled microcirculatory support system for endothelial cell culture and shearing. Anal. Chem. 77(13), 3993–3999 (2005)
Gu, W., Zhu, X.Y., Futai, N., Cho, B.S., Takayama, S.: Computerized microfluidic cell culture using elastomeric channels and Braille displays. Proc. Natl. Acad. Sci. U. S. A. 101(45), 15861–15866 (2004)
Enzelberger, M.M., Hansen, C.L., Liu, J., Quake, S.R., Ma, C. Nucleic acid amplification using microfluidic devices, WO/2002/081729. World Intellectual Property Organization; (2002)
Lee, C., Sui, G., Elizarov, A., Kolb, H.C., Huang, J., Heath, J.R., Phelps, M.E., Quake, S.R., Tseng, H., Wyatt, P. Microfluidic Devices with Chemical Reaction Circuits. EP Patent 1,838,431; (2007)
El-Ali, J., Sorger, P.K., Jensen, K.F.: Cells on chips. Nature. 442(7101), 403–411 (2006)
Park, T.H., Shuler, M.L.: Integration of cell culture and microfabrication technology. Biotechnol. Prog. 19(2), 243–253 (2003)
Sims, C.E., Allbritton, N.L.: Analysis of single mammalian cells on-chip. Lab Chip. 7(4), 423–440 (2007)
Cheng, J.Y., Yen, M.H., Kuo, C.T., Young, T.H.: A transparent cell-culture micro chamber with a variably controlled concentration gradient generator and flow field rectifier. Biomicrofluidics. 2(2), 12 (2008)
Petronis, S., Stangegaard, M., Christensen, C.B.V., Dufva, M.: Transparent polymeric cell culture chip with integrated temperature control and uniform media perfusion. BioTechniques. 40(3), 368–376 (2006)
Park, J., Bansal, T., Pinelis, M., Maharbiz, M.M.: A microsystem for sensing and patterning oxidative microgradients during cell culture. Lab Chip. 6(5), 611–622 (2006)
Maharbiz, M.M., Holtz, W.J., Sharifzadeh, S., Keasling, J.D., Howe, R.T.: A microfabricated electrochemical oxygen generator for high-density cell culture arrays. J. Microelectromech. Syst. 12(5), 590–599 (2003)
Vollmer, A.P., Probstein, R.F., Gilbert, R., Thorsen, T.: Development of an integrated microfluidic platform for dynamic oxygen sensing and delivery in a flowing medium. Lab Chip. 5(10), 1059–1066 (2005)
Ges, I.A., Ivanov, B.L., Schaffer, D.K., Lima, E.A., Werdich, A.A., Baudenbacher, F.J.: Thin-film IrOx pH microelectrode for microfluidic-based microsystems. Biosens. Bioelectron. 21(2), 248–256 (2005)
Taff, B.M., Voldman, J.: A scalable addressable positive-dielectrophoretic cell-sorting array. Anal. Chem. 77(24), 7976–7983 (2005)
Voldman, J., Gray, M.L., Toner, M., Schmidt, M.A.: A microfabrication-based dynamic array cytometer. Anal. Chem. 74(16), 3984–3990 (2002)
Wang, X.B., Yang, J., Huang, Y., Vykoukal, J., Becker, F.F., Gascoyne, P.R.C.: Cell separation by dielectrophoretic field-flow-fractionation. Anal. Chem. 72(4), 832–839 (2000)
Gomez-Sjoberg, R., Leyrat, A.A., Pirone, D.M., Chen, C.S., Quake, S.R.: Versatile, fully automated, microfluidic cell culture system. Anal. Chem. 79(22), 8557–8563 (2007)
Hung, P.J., Lee, P.J., Sabounchi, P., Lin, R., Lee, L.P.: Continuous perfusion microfluidic cell culture array for high-throughput cell-based assays. Biotechnol. Bioeng. 89(1), 1–8 (2005)
Lii, J., Hsu, W.J., Parsa, H., Das, A., Rouse, R., Sia, S.K.: Real-time microfluidic system for studying mammalian cells in 3D microenvironments. Anal. Chem. 80(10), 3640–3647 (2008)
Madou, M., Zoval, J., Jia, G.Y., Kido, H., Kim, J., Kim, N.: Lab on a CD. Annu. Rev. Biomed. Eng. 8, 601–628 (2006)
Balaban, N.Q., Schwarz, U.S., Riveline, D., Goichberg, P., Tzur, G., Sabanay, I., Mahalu, D., Safran, S., Bershadsky, A., Addadi, L., Geiger, B.: Force and focal adhesion assembly: a close relationship studied using elastic micropatterned substrates. Nat. Cell Biol. 3(5), 466–472 (2001)
Tan, J.L., Tien, J., Pirone, D.M., Gray, D.S., Bhadriraju, K., Chen, C.S.: Cells lying on a bed of microneedles: an approach to isolate mechanical force. Proc. Natl. Acad. Sci. U. S. A. 100(4), 1484–1489 (2003)
Hellmich, W., Pelargus, C., Leffhalm, K., Ros, A., Anselmetti, D.: Single cell manipulation, analytics, and label-free protein detection in microfluidic devices for systems nanobiology. Electrophoresis. 26(19), 3689–3696 (2005)
Munce, N.R., Li, J.Z., Herman, P.R., Lilge, L.: Microfabricated system for parallel single-cell capillary electrophoresis. Anal. Chem. 76(17), 4983–4989 (2004)
Klaus, J.W., George, S.M.: SiO2 chemical vapor deposition at room temperature using SiCl4 and H2O with an NH3 catalyst. J. Electrochem. Soc. 147(7), 2658–2664 (2000)
Senturia, S.D.: Microsystem Design. Springer Science+Business Media, LLC, New York (2005)
Lim, K.S., Chang, W.J., Koo, Y.M., Bashir, R.: Reliable fabrication method of transferable micron scale metal pattern for poly(dimethylsiloxane) metallization. Lab Chip. 6(4), 578–580 (2006)
Niu, X.Z., Peng, S.L., Liu, L.Y., Wen, W.J., Sheng, P.: Characterizing and patterning of PDMS- based conducting composites. Adv. Mater. 19(18), 2682–2686 (2007)
Bowden, N., Brittain, S., Evans, A.G., Hutchinson, J.W., Whitesides, G.M.: Spontaneous formation of ordered structures in thin films of metals supported on an elastomeric polymer. Nature. 393(6681), 146–149 (1998)
Trau, D., Jiang, J., Sucher, N.J.: Preservation of the biofunctionality of DNA and protein during microfabrication. Langmuir. 22(3), 877–881 (2006)
Kentsch, J., Breisch, S., Stezle, M.: Low temperature adhesion bonding for BioMEMS. J. Micromech. Microeng. 16(4), 802–807 (2006)
Ghafar-Zadeh, E., Sawan, M., Therriault, D.: Novel direct-write CMOS-based laboratory- on-chip: design, assembly and experimental results. Sensors Actuators A Phys. 134(1), 27–36 (2007)
Zimmermann, S., Fienbork, D., Flounders, A.W., Liepmann, D.: In-device enzyme immobilization: wafer-level fabrication of an integrated glucose sensor. Sensors Actuators B Chem. 99(1), 163–173 (2004)
Linder, V., Koster, S., Franks, W., Kraus, T., Verpoorte, E., Heer, F., Hierlemann, A., de Rooij, N.F.: Microfluidics/CMOS orthogonal capabilities for cell biology. Biomed. Microdevices. 8(2), 159–166 (2006)
Pan, J.Y.: Reliability considerations for the BioMEMS designer. Proc. IEEE. 92(1), 174–184 (2004)
Bhagat, A.A.S., Jothimuthu, P., Pais, A., Papautsky, I.: Re-usable quick-release interconnect for characterization of microfluidic systems. J. Micromech. Microeng. 17(1), 42–49 (2007)
Christensen, A.M., Chang-Yen, D.A., Gale, B.K.: Characterization of interconnects used in PDMS microfluidic systems. J. Micromech. Microeng. 15(5), 928–934 (2005)
Han, K.H., McConnell, R.D., Easley, C.J., Bienvenue, J.M., Ferrance, J.P., Landers, J.P., Frazier, A.B.: An active microfluidic system packaging technology. Sensors Actuators B Chem. 122(1), 337–346 (2007)
Puntambekar, A., Ahn, C.H.: Self-aligning microfluidic interconnects for glass- and plastic-based microfluidic systems. J. Micromech. Microeng. 12(1), 35–40 (2002)
Fujii, T., Sando, Y., Higashino, K., Fujii, Y.: A plug and play microfluidic device. Lab Chip. 3(3), 193–197 (2003)
Igata, E., Arundell, M., Morgan, H., Cooper, J.M.: Interconnected reversible lab-on-a-chip technology. Lab Chip. 2(2), 65–69 (2002)
Yuen, P.K.: SmartBuild–A truly plug-n-play modular microfluidic system. Lab Chip. 8, 1374–1378 (2008)
Shaikh, K.A., Ryu, K.S., Goluch, E.D., Nam, J.M., Liu, J.W., Thaxton, S., Chiesl, T.N., Barron, A.E., Lu, Y., Mirkin, C.A., Liu, C.: A modular microfluidic architecture for integrated bio- chemical analysis. Proc. Natl. Acad. Sci. U. S. A. 102(28), 9745–9750 (2005)
Ko, W.H.: Packaging of microfabricated devices and systems. Mater. Chem. Phys. 42(3), 169–175 (1995)
Murarka, S.P.: Multilevel interconnections for ULSI and GSI era. Mater. Sci. Eng. R. Rep. 19(3–4), 87–151 (1997)
Tong, H.M.: Microelectronics packaging – present and future. Mater. Chem. Phys. 40(3), 147–161 (1995)
James, C.D., Spence, A.J.H., Dowell-Mesfin, N.M., Hussain, R.J., Smith, K.L., Craighead, H.G., Isaacson, M.S., Shain, W., Turner, J.N.: Extracellular recordings from patterned neuronal networks using planar microelectrode arrays. IEEE Trans. Biomed. Eng. 51(9), 1640–1648 (2004)
Fair, R.B.: Digital microfluidics: is a true lab-on-a-chip possible? Microfluid. Nanofluid. 3(3), 245–281 (2007)
Hartley, L., Kaler, K., Yadid-Pecht, O.: Hybrid integration of an active pixel sensor and microfluidics for cytometry on a chip. IEEE Trans. Circuits Syst. Regul. Pap. 54(1), 99–110 (2007)
Huang, Y., Yang, J.M., Hopkins, P.J., Kassegne, S., Tirado, M., Forster, A.H., Reese, H.: Separation of simulants of biological warfare agents from blood by a miniaturized dielectrophoresis device. Biomed. Microdevices. 5(3), 217–225 (2003)
Petrou, P.S., Moser, I., Jobst, G.: BioMEMS device with integrated microdialysis probe and biosensor array. Biosens. Bioelectron. 17(10), 859–865 (2002)
Piruska, A., Nikcevic, I., Lee, S.H., Ahn, C., Heineman, W.R., Limbach, P.A., Seliskar, C.J.: The autofluorescence of plastic materials and chips measured under laser irradiation. Lab Chip. 5(12), 1348–1354 (2005)
Bliss, C.L., McMullin, J.N., Backhouse, C.J.: Rapid fabrication of a microfluidic device with integrated optical waveguides for DNA fragment analysis. Lab Chip. 7(10), 1280–1287 (2007)
Lee, K.S., Lee, H.L.T., Ram, R.J.: Polymer waveguide backplanes for optical sensor interfaces in microfluidics. Lab Chip. 7(11), 1539–1545 (2007)
Chung, K., Crane, M.M., Lu, H.: Automated on-chip rapid microscopy, phenotyping and sorting of C.elegans. Nat. Methods. 5(7), 637–643 (2008)
El-Ali, J., Gaudet, S., Gunther, A., Sorger, P.K., Jensen, K.F.: Cell stimulus and lysis in a microfluidic device with segmented gas-liquid flow. Anal. Chem. 77(11), 3629–3636 (2005)
Voskerician, G., Shive, M.S., Shawgo, R.S., von Recum, H., Anderson, J.M., Cima, M.J., Langer, R.: Biocompatibility and biofouling of MEMS drug delivery devices. Biomaterials. 24(11), 1959–1967 (2003)
Brischwein, M., Motrescu, E.R., Cabala, E., Otto, A.M., Grothe, H., Wolf, B.: Functional cellular assays with multiparametric silicon sensor chips. Lab Chip. 3(4), 234–240 (2003)
Szarowski, D.H., Andersen, M.D., Retterer, S., Spence, A.J., Isaacson, M., Craighead, H.G., Turner, J.N., Shain, W.: Brain responses to micro-machined silicon devices. Brain Res. 983(1–2), 23–35 (2003)
Shawgo, R.S., Grayson, A.C.R., Li, Y.W., Cima, M.J.: BioMEMS for drug delivery. Curr. Opin. Solid State Mater. Sci. 6(4), 329–334 (2002)
Fallahi, D., Mirzadeh, H., Khorasani, M.T.: Physical, mechanical, and biocompatibility evaluation of three different types of silicone rubber. J. Appl. Polym. Sci. 88(10), 2522–2529 (2003)
Mata, A., Fleischman, A.J., Roy, S.: Characterization of polydimethylsiloxane (PDMS) properties for biomedical micro/nanosystems. Biomed. Microdevices. 7(4), 281–293 (2005)
Lee, J.N., Jiang, X., Ryan, D., Whitesides, G.M.: Compatibility of mammalian cells on surfaces of poly(dimethylsiloxane). Langmuir. 20(26), 11684–11691 (2004)
Millet, L.J., Stewart, M.E., Sweedler, J.V., Nuzzo, R.G., Gillette, M.U.: Microfluidic devices for culturing primary mammalian neurons at low densities. Lab Chip. 7(8), 987–994 (2007)
Kim, L., Toh, Y.C., Voldman, J., Yu, H.: A practical guide to microfluidic perfusion culture of adherent mammalian cells. Lab Chip. 7(6), 681–694 (2007)
Kasemo, B.: Biological surface science. Surf. Sci. 500(1–3), 656–677 (2002)
Makamba, H., Kim, J.H., Lim, K., Park, N., Hahn, J.H.: Surface modification of poly(dimethylsiloxane) microchannels. Electrophoresis. 24(21), 3607–3619 (2003)
Fritz, J.L., Owen, M.J.: Hydrophobic recovery of plasma-treated polydimethylsiloxane. J. Adhes. 54(1), 33–45 (1995)
Hu, S., Ren, X., Bachman, M., Sims, C.E., Li, G.P., Allbritton, N.: Surface modification of poly(dimethylsiloxane) microfluidic devices by ultraviolet polymer grafting. Anal. Chem. 74(16), 4117–4123 (2002)
Slentz, B.E., Penner, N.A., Regnier, F.E.: Capillary electrochromatography of peptides on microfabricated poly(dimethylsiloxane) chips modified by cerium(IV)-catalyzed polymerization. J. Chromatogr. A. 948(1–2), 225–233 (2002)
Ocvirk, G., Munroe, M., Tang, T., Oleschuk, R., Westra, K., Harrison, D.J.: Electrokinetic control of fluid flow in native poly(dimethylsiloxane) capillary electrophoresis devices. Electrophoresis. 21(1), 107–115 (2000)
Dou, Y.H., Bao, N., Xu, J.J., Chen, H.Y.: A dynamically modified microfluidic poly(dimethylsiloxane) chip with electrochemical detection for biological analysis. Electrophoresis. 23(20), 3558–3566 (2002)
Decher, G.: Fuzzy nanoassemblies: toward layered polymeric multicomposites. Science. 277(5330), 1232–1237 (1997)
Sung, W.C., Chang, C.C., Makamba, H., Chen, S.H.: Long-term affinity modification on poly(dimethylsiloxane) substrate and its application for ELISA analysis. Anal. Chem. 80(5), 1529–1535 (2008)
Hanein, Y., Pan, Y.V., Ratner, B.D., Denton, D.D., Bohringer, K.F.: Micromachining of non-fouling coatings for bio-MEMS applications. Sensors Actuators B Chem. 81(1), 49–54 (2001)
Lopez, G.P., Ratner, B.D., Tidwell, C.D., Haycox, C.L., Rapoza, R.J., Horbett, T.A.: Glow- discharge plasma deposition of Tetraethylene glycol dimethyl ether for fouling-resistant biomaterial surfaces. J. Biomed. Mater. Res. 26(4), 415–439 (1992)
Dhayal, M., Choi, J.S., So, C.H.: Biological fluid interaction with controlled surface properties of organic micro-fluidic devices. Vacuum. 80(8), 876–879 (2006)
Bajaj, P., Akin, D., Gupta, A., Sherman, D., Shi, B., Auciello, O., Bashir, R.: Ultrananocrystalline diamond film as an optimal cell interface for biomedical applications. Biomed. Microdevices. 9(6), 787–794 (2007)
Hoivik, N.D., Elam, J.W., Linderman, R.J., Bright, V.M., George, S.M., Lee, Y.C.: Atomic layer deposited protective coatings for micro-electromechanical systems. Sensors Actuators A Phys. 103(1–2), 100–108 (2003)
Wang, Y.L., Pai, J.H., Lai, H.H., Sims, C.E., Bachman, M., Li, G.P., Allbritton, N.L.: Surface graft polymerization of SU-8 for bio-MEMS applications. J. Micromech. Microeng. 17(7), 1371–1380 (2007)
Wang, Y.L., Bachman, M., Sims, C.E., Li, G.P., Allbritton, N.L.: Simple photografting method to chemically modify and micropattern the surface of SU-8 photoresist. Langmuir. 22(6), 2719–2725 (2006)
Nordstrom, M., Marie, R., Calleja, M., Boisen, A.: Rendering SU-8 hydrophilic to facilitate use in micro channel fabrication. J. Micromech. Microeng. 14(12), 1614–1617 (2004)
Joshi, M., Kale, N., Lal, R., Rao, V.R., Mukherji, S.: A novel dry method for surface modification of SU-8 for immobilization of biomolecules in Bio-MEMS. Biosens. Bioelectron. 22(11), 2429–2435 (2007)
Chen, C.S., Mrksich, M., Huang, S., Whitesides, G.M., Ingber, D.E.: Micropatterned surfaces for control of cell shape, position, and function. Biotechnol. Prog. 14(3), 356–363 (1998)
Duncan, A.C., Weisbuch, F., Rouais, F., Lazare, S., Baquey, C.: Laser microfabricated model surfaces for controlled cell growth. Biosens. Bioelectron. 17(5), 413–426 (2002)
Duncan, A.C., Rouais, F., Lazare, S., Bordenave, L., Baquey, C.: Effect of laser modified surface microtopochemistry on endothelial cell growth. Colloids Surf. B. Biointerfaces. 54(2), 150–159 (2007)
Edell, D.J., Toi, V.V., McNeil, V.M., Clark, L.D.: Factors influencing the biocompatibility of insertable silicon microshafts in cerebral-cortex. IEEE Trans. Biomed. Eng. 39(6), 635–643 (1992)
Hoogerwerf, A.C., Wise, K.D.: A 3-dimensional microelectrode array for chronic neural recording. IEEE Trans. Biomed. Eng. 41(12), 1136–1146 (1994)
Schmidt, S., Horch, K., Normann, R.: Biocompatibility of silicon-based electrode arrays implanted in feline cortical tissue. J. Biomed. Mater. Res. 27(11), 1393–1399 (1993)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 Springer Nature Switzerland AG
About this chapter

Cite this chapter
Park, E.S., Krajniak, J., Lu, H. (2021). Packaging for Bio-micro-electro-mechanical Systems (BioMEMS) and Microfluidic Chips. In: Wong, C.PP., Moon, Ks.(., Li, Y. (eds) Nano-Bio- Electronic, Photonic and MEMS Packaging. Springer, Cham. https://doi.org/10.1007/978-3-030-49991-4_12
Download citation
DOI: https://doi.org/10.1007/978-3-030-49991-4_12
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-49990-7
Online ISBN: 978-3-030-49991-4
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)