
Abstract
The use of reclaimed asphalt (RA) in road pavements is continuously gaining interest thanks to the technical, economic and environmental advantages guaranteed by such sustainable practice. Cold recycling techniques compared to traditional asphalt mixes allow a significant reduction of energy, fume emissions, use of natural resources, etc. In this perspective, the Task Group 1 on “Cold Recycling” of the RILEM Technical Committee on “Asphalt Pavement Recycling” (TC 264-RAP) launched an interlaboratory test program (ITP) aimed at ensuring a better understanding for cold recycled mixtures. The paper presents the results collected by a restricted group of the participating laboratories testing cement-bitumen treated materials that included a single RA source and prepared with foamed bitumen. Gyratory compacted specimens were used to evaluate the influence of curing (free, partial or restricted-surface drying for 14 days at 40 °C at a relative humidity of 55 ± 5%). Stiffness was evaluated as a function of the curing stage and the corresponding water loss; strength was tested after 14 days of curing testing specimens in both dry and wet conditions to also determine the water sensitivity. As expected, the different curing conditions clearly influenced the rate of water loss of tested samples with clear effects on mechanical properties and durability.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
The growing consciousness on the environmental sustainability is promoting the reuse of reclaimed asphalt (RA) in road pavements to avoid disposal and preserve natural raw materials. In this regard, cold recycling in road pavements is continuously gaining interest thanks to the technical, economic and environmental advantages that could be guaranteed (Grilli et al. 2018). Cold recycling of RA is usually performed in cement-bitumen treated materials (CBTMs) produced at ambient temperature; this construction technology allows a sensible reduction of energy consumptions and emissions with respect to traditional hot mix asphalt. Successful CBTMs applications have been worldwide demonstrated, particularly in the case of base and subbase layers (Cardone et al. 2015; Hugener et al. 2013). The presence of cement and water determines an evolutive behavior of CBTMs strictly related to the curing processes which in turn are clearly affected by the adopted construction procedures (Graziani et al. 2016). Significant efforts have also been made by researchers to properly characterize the mechanical properties of RA aggregates to be used in cold recycled mixes (Tebaldi et al. 2019). Given this background, Task Group 1 (TG1) on “Cold Recycling” of the RILEM Technical Committee TC 264-RAP on “Asphalt Pavement Recycling” launched an interlaboratory test program (ITP) investigating, among others, the effect of the curing conditions on the evolutive behavior as well as on the final properties of CBTMs prepared with different RAs and bituminous binders (foamed bitumen or bituminous emulsions). A total of 12 laboratories from 10 countries are actively involved in the TG1 activities.
2 Background and Research Objective
One of the crucial aspects related to the CBTM pavement layers is related to the construction procedures and, in particular, to the operations planned after the laying and compaction of such layers. The environmental site conditions, the possible different treatments of the upper surface as well as the scheduled time of the construction phases strongly affect the evolution of the moisture content within the mixtures with clear effects on the effective properties of CBTMs thus influencing the final behavior of the whole pavement. In this regard, the present paper illustrates a part of the above-mentioned ITP carried out in the framework of the activities of RILEM TG1 TC 264-RAP and specifically aimed at investigating the influence of curing conditions on the performance of CBTMs. CBTMs were produced using the same physical raw materials: single-source of RA (RA1) and foamed bitumen (FB). The experimental results were collected by a restricted group of the TG1 participants, i.e. the University of Padova (Italy), the École de Technologie Supérieure (Canada) and the University of Parma (Italy), using a specific sample size compacted with the same technology: 150 mm cylinder from Shear Gyratory Compactor (SGC).
3 Experimental Approach
3.1 Materials and Mixtures
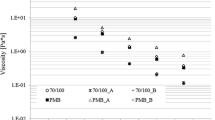
TG1 provided the same constituent raw materials (RA, filler, cement and bitumen for foaming) to all the involved laboratories along with a specific mix design to be followed. Based on the volumetric approach described in Grilli et al. 2012, the total solid part of the studied CBTMs was composed of RA, filler and cement. For this research, a RA1 with maximum aggregate size of 16 mm was used. The RA1 was characterized by a target gradation whose envelope is reported in Table 1. In the final aggregate composition, the RA1 was integrated with filler (particle size <0.063 mm) dosed at 5.5% of the total solid weight. A cement GU type (CSA A3000) with compressive strength at 28 days of 43.9 MPa dosed at 1.5% of the total solid weight was selected as co-binder. A bitumen for foaming was used at 3.0% by the total solid weight. Such a 2:1 bitumen to cement ratio avoided excessive brittleness of the mixture (Grilli et al. 2012). Figure 1 shows linear viscoelastic properties in terms of master curves of complex modulus G* and phase angle δ of the base bitumen. The basic binder characteristics provided by the producer are shown in Table 2. Mix design also required 3.0% added water by the total solid weight. The overall mix design is summarized in Table 3.

Foamed bitumen master curves (34 °C): shear complex modulus G* (a) and phase angle δ (b)
3.2 Mixing, Compaction and Curing
After oven-drying at 40 °C, the selected RA1 was adequately mixed with filler and cement according to the mix design formulation achieving a homogeneous blend which was then accurately mixed with the added water. At the mixing time, the foamed bitumen was added to the wet aggregate blend immediately before the final mixing process carried out by an automatic equipment. In particular, the foamed bitumen was produced using a foaming unit adopting standardized temperature and water flow rate (170 °C and 1.9% of the bitumen content, respectively) based on a preliminary optimization study. In this regard, the spraying time was set to obtain an expansion ratio of 10 and a half-time of about 6 s. Lab_1 used a mortar mixer while pugmill mixing unit was used by Lab_2 and Lab_3.
The 150-mm diameter samples were compacted using an undrained SGC mold to target void content of 14.3% (pressure of 600 kPa; rotation speed of 30 rpm; angle of inclination of 1.25°). In this regard, the following Table 4 reports the actual average bulk densities (Gmb) measured by the different laboratories based on the geometric dimensions of specimens at the beginning of curing. The theoretical maximum specific gravity (Gmm) of the CBTM is also reported.
Samples were then subjected to a curing period of 14 days at 40 °C with a relative humidity of 55 ± 5% in three different conditions. In particular, the so-called Free-Surface Drying (FSD) allows free evaporation from the lateral and top specimens’ surfaces whereas the Partial-Surface Drying (PSD) was achieved by sealing the lateral surface of cylindrical samples, thus allowing evaporation only from the top surfaces. Finally, Restricted-Surface Drying (RSD) was also evaluated by curing the specimens wrapped in sealed bags to avoid any free evaporation.
3.3 Experimental Plan and Testing Methods
Indirect Tensile Stiffness Modulus (ITSM) tests were carried out at 25 °C at different curing stages (from 1 to 14 days) in order to relate the evolution of the material properties with the corresponding Moisture Loss (ML). ML is the percentage of mass loss in accordance to the initial sample weight (fresh). At the end of the curing stage (14 days) ITSM was also measured at 2, 10 and 20 °C to evaluate the temperature sensitivity of the mixture. Tests were executed according to EN 12697-26/Annex C applying load pulses with 124 ms of rise-time at a target peak horizontal deformation of 7 μm (Poisson’s ratio was fixed at 0.35). Stiffness properties at 25 °C at the different curing stages were also assessed using the Ultrasonic Pulse Velocity (UPV) non-destructive test according to ASTM C 597. The pulse waves propagation through the mix was used to estimate the dynamic modulus of elasticity at a resonant frequency of 54 kHz. Prior to the test, samples were conditioned 3 h at the testing temperature.
The cured specimens were also subjected to indirect tensile strength ITS tests (EN 12697-23). ITS was evaluated at 25 °C for all samples. Wet conditioning was 3 days in water at 40 °C according to EN 12697-12. This allowed calculating the Indirect Tensile Strength Ratio (ITSR) as an indicator of the water resistance of the tested CBTMs. A summary of experimental plan is schematized in Fig. 2.

Schematic summary of the experimental plan
4 Results and Discussion
4.1 Moisture Loss
Figure 3 shows the evolution of the moisture loss ML in accordance to the curing time. Figure 3a depicts the results obtained by different laboratories in the case of FSD cured samples (6 specimens for Lab_1 and 10 specimens for Lab_2; Lab_3 did not assess ML) whereas Fig. 3b shows the comparison among the different curing procedures (FSD, PSD and RSD) by reporting the average data along with the corresponding error bars at 90% confidence level.

Evolution of the ML in accordance to the curing time (40 °C): FSD samples (a); average trend of Lab_1 and Lab_2 for the three surface drying conditions tested (b)
It can be clearly observed that the curing condition strongly influenced the ML evolution. Obviously, the higher the “restrictions” to the water evaporation is, the lower the moisture loss is during time. This happened till the end of the fixed curing phase. After 14 curing days at 40 °C, the residual water content by the mix weight was 0.60% for FSD, 1.25% for PSD and 1.93% for RSD samples bearing in mind that the total water content (wmix) is 2.83% by mix weight. Indeed, specimens in a completely-cured state are expected to exhibit a ML equal to the wmix minus the water of cement hydrated products, thus not countable for evaporation. Therefore, in the case that 0.53% of the total water would be part of the hydrate products (cement hydration degree of 90%), a maximum water loss could be estimated around 2.30% by mix weight (Cardone et al. 2015). In this respect, regardless the testing laboratories, FSD specimens (Fig. 3b) effectively approached such value also showing a quasi-constant behavior after 7 days curing at 40 °C (after one curing day the ML is already more than 50%). This finding suggests that the ML can be considered substantially concluded after 14 days in this curing condition. On the other hand, lower ML values and more progressive evolution of ML during the whole curing phase can be observed for PSD and RSD denoting that water is still remaining in samples even after 14 days curing in the established conditions. Comparable findings were obtained by other researchers testing similar materials under analogous curing conditions (Pasetto et al. 2019).
4.2 Stiffness Properties
The effect of curing on the CBTMs stiffness properties is depicted in Fig. 4 in terms of ITSM (Fig. 4a) and UPV (Fig. 4b) test results; for each data group the average ML is also reported. Results from both tests show similar trend and values (between 3000 and 7000 MPa) also consistent with field measurements from literature (Godenzoni et al. 2018; Graziani et al. 2017). As regards ITSM data, no difference was found between the two methods of drying. In contrast, UPV data seem to show some differences. Based on UPV data, RSD conditioning generally led to higher average stiffness values than the FSD during the whole curing process, even if the experimental points are scattered. In this regard, it is worth noting that the curing time affects the stiffness development of cold mixes due in particular to the cement hydration process. Higher water content into CBTMs cured in RSD conditions during the curing process could reasonably encourage cement hydration process that could be beneficial to stiffness increase.

ITSM (a) and UPV (b) stiffness test results vs. curing time (test temperature = 25 °C)
At the same time, specimens cured in FSD condition could be characterized by an incomplete cement hydration and a slight oxidation process of the virgin binder. In this way, both FSD and RSD conditions were able to reach similar stiffness values, despite the very different residual water.
Figure 5 depicts the same stiffness data as a function of the corresponding ML. Results show that RSD samples were characterized by higher stiffness at a given moisture loss level. Moreover, the rate of stiffness increase seems similar in both FSD and RSD curing conditions thus demonstrating the crucial role of the moisture loss. According to previous studies (Dulaimi et al. 2015), the experimental data also show that stiffness was still increasing at the end of the curing period (14 days) at the given curing conditions, suggesting a still incomplete development of the ultimate mix properties.

ITSM (a) and UPV (b) test results vs. ML (tests temperature = 25 °C)
The influence of test temperature on the stiffness properties can be observed in Fig. 6. In particular, Fig. 6a plots ITSM at 2, 10 and 20 °C test temperature for 14 days cured FSD and PSD specimens. Again, PSD specimens were characterized by higher stiffness than FSD ones but the temperature sensitivity of the two samples appears almost equivalent. Moreover, Fig. 6b summarizes the stiffness properties of the selected CBTM tested at the end of curing by the different laboratories. Besides the already discussed aspects concerning the influence of test temperature, curing conditions and moisture loss, it is worth highlighting the higher stiffness measured by Lab_1 at 25 °C in FSD conditions with respect to that detected by Lab_2 at the same curing conditions but at lower temperature (20 °C). This fact can be likely explained by the higher bulk density of specimens tested by Lab_1 (Table 3).

ITSM test results after 14 days curing at 40 °C: influence of temperature (a) and ML (b)
4.3 Strength and Moisture Resistance
Strength and moisture resistance characteristics of 14 days cured samples are illustrated in Fig. 7. Firstly, it is worth noting that the measured ITS values were similar to those recently presented by other researchers investigating analogous materials in similar conditions (Gandi et al. 2019). Moreover, a good repeatability among the three involved laboratories can be detected by observing the average dry ITS of specimens cured in FSD conditions. In this sense, Table 5 reports the main outcomes of the ANalysis Of VAriance (ANOVA) carried out at 95% confidence level in order to assess the statistical significance of the different measured average values.

ITS and ITSR results at 14 days
On the other hand, the different curing procedures did not seem to strongly influence the tensile strength of the CBTM tested in dry condition whereas a higher influence can be clearly observed for wet conditioned samples, thus deeply affecting the related moisture resistance in terms of ITSR. Reasonably, the greater wet ITS determined for PSD and RSD specimens could be ascribed to the higher residual moisture at the time of wet conditioning. In any case, it is worth specifying that the water resistance of the tested material can be considered still acceptable in all the investigated conditions since an ITSR of 70% is commonly recognized as threshold value for material acceptance (Kennedy and Anangos 1984).
5 Summary and Conclusions
The present paper discusses a part of the results achieved during the first phase of the ITP carried out in the framework of the activities of TG1 on “Cold Recycling” of RILEM TC 264-RAP on “Asphalt Pavement Recycling”. Specifically, the influence of different curing conditions (free, partial and restricted-surface drying) on the evolution of stiffness, strength and moisture resistance properties of CBTMs with foamed bitumen was analyzed. Results from three involved laboratories testing 150-mm diameter specimens prepared with SGC using common source of RA, cement and filler were used to accomplish this objective. Based on the experimental findings, the following main conclusions can be drawn:
-
CBTMs mechanical properties strongly depend on curing and water evaporation conditions.
-
Well-designed cured CBTMs are able to achieve noticeable stiffness and strength properties, particularly when the curing conditions allow for a “controlled” water evaporation with beneficial effects on cement hydration.
-
The studied CBTMs in cured state demonstrate an acceptable water resistance, regardless the curing conditions.
Findings mainly highlighted that a “restrained” curing (e.g. early laying down of the upper layer during field construction) causes a higher amount of water in the mixture at the end of the process compared to the free-surface drying condition (i.e. extended field curing time without restrictions). Nevertheless, this is not affecting mechanical properties in terms of stiffness, strength and water sensitivity. More studies are encouraged to further investigate the role of water and cement in CBTM mixtures, especially when foamed bitumen is used.
References
Cardone F, Grilli A, Bocci M, Graziani A (2015) Curing and temperature sensitivity of cement-bitumen treated materials. Int J Pavement Eng 16(10):868–880
Dulaimi A, Al Nageim H, Ruddock F, Seton L (2015) A novel cold asphalt concrete mixture for heavily trafficked binder course. Int J Civ Environ Struct Constr Archit Eng 9(8):796–800
Gandi A, Cardenas A, Sow D, Carter A, Perraton D (2019) Study of the impact of the compaction and curing temperature on the behavior of cold bituminous recycled materials. J Traffic Transp Eng (English Edition) 6(4):349–358
Godenzoni C, Graziani A, Bocci E, Bocci M (2018) The evolution of the mechanical behaviour of cold recycled mixtures stabilised with cement and bitumen: field and laboratory study. Road Mater Pavement Des 19(4):856–877
Graziani A, Godenzoni C, Cardone F, Bocci M (2016) Effect of curing on the physical and mechanical properties of cold-recycled bituminous mixtures. Mater Des 95:358–369
Graziani A, Godenzoni C, Cardone F, Bocci E, Bocci M (2017) An application of the Michaelis-Menten model to analyze the curing process of cold recycled bituminous mixtures. Int J Pavement Res Technol 10:62–74
Grilli A, Graziani A, Bocci M (2012) Compactability and thermal sensitivity of cement–bitumen-treated materials. Road Mate Pavement Des 13(4):599–617
Grilli A, Cardone F, Bocci E (2018) Mechanical behaviour of cement-bitumen treated materials containing different amounts of reclaimed asphalt. Eur J Environ Civ Eng 22(7):836–851
Hugener M, Partl MN, Morant M (2013) Cold asphalt recycling with 100% reclaimed asphalt pavement and vegetable oil-based rejuvenators. Road Mater Pavement Des 15(2):239–258
Kennedy TW, Anangos JN (1984) Wet-dry indirect tensile test for evaluating moisture susceptibility of asphalt mixtures. Center for Transportation Research, Research Report 253-8, University of Texas, Texas, USA
Pasetto M, Baliello A, Giacomello G, Pasquini E (2019) Cold recycling pf reclaimed asphalt: analysis of alternative procedures. In: Bituminous mixtures and pavements VII. Taylor & Francis Group, London, pp 551–559
Tebaldi G, Dave E, Cannone Falchetto A, Hugener M, Perraton D, Grilli A, Lo Presti D, Pasetto M, Loizos A, Jenkins K, Apeagyei A (2019) Recommendation of RILEM TC237-SIB on fragmentation test for recycled asphalt. Mater Struct 52(4):52–82
Acknowledgements
The authors wish to thank Nynas AB (Sweden) for providing the bitumen used for the foamed bitumen, and Cooperativa Braccianti Riminese (CBR—Italy) for providing the reclaimed asphalt used in this study.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Switzerland AG
About this paper

Cite this paper
Pasetto, M. et al. (2020). Influence of Curing on the Mechanical Properties of Cement-Bitumen Treated Materials Using Foamed Bitumen: An Interlaboratory Test Program. In: Raab, C. (eds) Proceedings of the 9th International Conference on Maintenance and Rehabilitation of Pavements—Mairepav9. Lecture Notes in Civil Engineering, vol 76. Springer, Cham. https://doi.org/10.1007/978-3-030-48679-2_6
Download citation
DOI: https://doi.org/10.1007/978-3-030-48679-2_6
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-48678-5
Online ISBN: 978-3-030-48679-2
eBook Packages: EngineeringEngineering (R0)