
Abstract
Environmental protection is also pursued by promoting the saving of oil reserves and the proper management of waste through a circular economy. Following this objective, the present study encourages the use of recycled and by-product materials for the production of bituminous binders. The powdered rubber (R) from end-of-life tyres and the re-refined engine oil bottom (REOB), i.e. the by-product of refining mineral waste oils, were used to replace a certain amount of standard bitumen. The experimental program aims to characterize the interaction between R and REOB in order to use them as virgin bitumen extenders. The multiple variables of the production process that may affect the R-REOB blends and in turn the binders’ final properties were evaluated. The R-REOB mixes were prepared by varying the type of REOB, the R content and the mixing temperature. The rheological analysis was performed by means of dynamic shear rheometer (DSR) tests with the aim to define the variables that strongly influence the response of the R-REOB compound. As a result of this preliminary study, the second phase will focus on extended bitumens that will be prepared considering some of the studied extenders.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
In recent years, a growing attention to the environment and an increased awareness of the depletion of non-renewable resources led to more sustainable approaches in all construction activities included the production of materials. A sustainable approach ensures that the demands of present generations are fulfilled without compromising the needs of future generations as defined by Brundtland (1987). In this regard, the economy is moving from an open-ended system to a circular one, where a relationship between resource use and waste residuals exists (Andersen 2007).
According to the current trend and environmental strategies of European countries, the pavement engineering world has focused on eco-friendly road materials. Various studies have focused on the use of recycled and by-product materials in partial replacement of petroleum bitumen. The use of these materials turns the detriment of non-renewable resources into environmental benefit as the biologically non-degradable materials are recycled (Fernandes et al. 2018). Additives, such as polymers, resins, oils and waste materials in general can be used to decrease the proportion of bitumen in the binder mixture or can represent the alternative for bitumen themselves (Aziz et al. 2015).
The use of synthetic and natural polymers as bitumen modifiers is found as early as 1843 (Yildirim 2007). In the 20th century, bitumen modified by virgin or recycled polymers became widely used due to improvements in the service temperature range of bituminous binders, which in turn enhanced the engineering properties of asphalt mixtures (Becker et al. 2001). Moreover, virgin and recycled polymers showed similar results in improving the road performances (Kalantar et al. 2012). The possible achievement of similar performance together with the environmental benefits and, above all, the advantageous price of recycled materials in comparison to the virgin ones have promoted their use. Among all, crumb or powdered rubber obtained from end-of-life tyres (ELTs) is widely used as bitumen modifier. Various studies have demonstrated that recycled rubber represents an engineering resource and a possible solution to reuse the waste tyres in road materials contributes to mitigate the issue of their disposal. As a matter of fact, the ELTs generation represents a large and problematic source of waste; only in Europe, 3.4 million ton of ELTs are generated every year (ETRma 2019). The rubberised binder is especially used to improve the high temperature performance at binder level, which turn into improved responses at asphalt mixture level (Becker et al. 2001). Furthermore, it has been observed that the modified bitumen behaves better overall in-service temperatures with increasing rubber content. The presence of rubber does not only improve the elasticity and resilience at high temperatures, but the binder shows improved temperature susceptibility and fatigue resistance at intermediate temperatures and thermal cracking resistance at low temperatures (Becker et al. 2001). The behaviour of modified bitumen depends on size of rubber particles and base binder properties (Ziari et al. 2016). Nonetheless, the bitumen-rubber blend is also affected by processing conditions like mixing time, temperature and frequency, which influence the rheo-mechanical response of the resulting binder and asphalt concrete. Their interaction has not been fully understood yet, but can be ascribed to two simultaneous phenomena: the adsorption of the aromatic oils of bitumen that causes rubber swelling, and the digestion of the polymer into bitumen (Lo Presti 2013). However, the addition of rubber leads to an overall increase in binder viscosity that demands higher in-plant production temperature and, consequently, it produces higher greenhouse gas emissions (Amini and Imaninasab 2018). Despite of the many advantages of the use of rubberised bitumen, the high production temperature remains a drawback that should not be neglected.
Previous study has been proven that the use of additives and paraffinic waxes can be a possible solution to control the production temperature reducing the emissions (Sangiorgi et al. 2018). A more sustainable alternative can be represented by waste oils, in particular the re-refined engine oil bottom (REOB), which have been used to soften bitumen so far, reducing both the high and low continuous performance grade (Asphalt Institute 2016). The use of REOB, i.e. the residue of the refining process of waste engine oils to produce second-hand lubricants, has a twofold aim, as it increases the workability of the product and it promotes the use of recycled materials. The study of Herrington (1992) showed that the viscosity of extended bitumen by the use of REOB is slightly less than the viscosity of standard bitumen after RTFOT short-ageing. Thus, REOB addition can represent a solution to compensate the increased viscosity and the higher production temperature caused by rubber. Regardless the oil origin, the addition of REOB allows the improvement of the low temperature performance of binders and the reduction of thermal cracking (Golalipour and Bahia 2014). Conversely, a high amount of REOB seems to be detrimental for the final product, because of reduced adhesiveness to the aggregates leading to stripping and ravelling (Asphalt Institute 2016). Furthermore, the base properties of materials greatly affect the response of bitumen-REOB compounds, without any general rule (Li et al. 2017).
Recent studies have evaluated the addition of both materials as bitumen modifiers obtaining promising results. Fernandes et al. (2018) have compared the rheological and thermo-chemical results of various modified binders. The introduction of REOB reduces the temperature susceptibility of binders leading them to be more rutting resistant. Amini and Imaninasab (2018) have validated the positive effects of rubber-REOB addition on binder performance at low and high temperatures and on the Performance Grade. However, the formulation of new modified binders has to be carefully evaluated; the type and amount of additives and oils have to be balanced considering the intrinsic drawbacks of the constituents. In this regard, the present study investigates the interaction of rubber and REOB from a rheological point of view.
2 Experimental Design
2.1 Objectives
The purpose of this research is the characterisation of recycled rubber and re-refined engine oil bottom (REOB) mixes to understand their contribution as bitumen extenders. As reported in literature, the response of both rubber-bitumen and REOB-bitumen blends depends on the intrinsic properties of each constituent material, the quantity of each additive/modifier and the mixing conditions. Hence, this research considered eight binders that were made using two REOB types, at two mass proportions of the components, at two production temperatures. The binders were compared through rheological analysis in order to evaluate the mixes more suitable for neat binder extension.
2.2 Materials and Test Methods
The powdered rubber (R) was obtained by recycling ELTs of cars and trucks by double trituration processes at ambient temperature. The rubber gradation varies in the range 0–0.4 mm and its density is equal to 1.01 g/cm3. The re-refined engine oil bottom (REOB) is the by-product from a vacuum tower in the refinery plant of exhausted motor oils to obtain recycled lubricating oils. The REOB is strongly affected by the refinery plant since it is the residue of refining processes. Two REOBs (O1 and O2) have been compared, which are produced in two distinct refinery plants of the same company. Being a petroleum-based material, the chemical composition of REOBs mainly consist of hydrocarbons; both, O1 and O2, show a predominant portion of aliphatic hydrocarbons, with some aromatic molecules. The REOBs have a similar density of about 1.00 g/cm3, but different viscosity, i.e. O1 is less viscous than O2.
Four blends were prepared for each type of REOB, varying the R-REOB ratio and the production temperature. Two R-REOB ratios have been considered; the first adds both materials in the same quantity (R:REOB = 1:1), and the second considers a double amount of REOB with respect to R (R:REOB = 1:2). The ratios were selected based on the output of preliminary studies, which assumed that R particles can absorb the lighter fractions of REOB as they absorb the same fractions of bitumen (Tarsi et al. 2020).
All blends were prepared by means of a propeller mixer at two production temperatures, namely 130 and 160 ℃. The pre-heated materials were mixed at a rate of 800 rpm for 1 h; the mixing time was set following the guidelines of asphalt rubber adopting the same process of R-bitumen interaction for R-REOB mixes (Signus Ecovalor and Ecopneus Scpa 2014). The REOBs were warmed up in oven at the established temperature for more than 1 h 30′, while R for 15′. During the mixing phase, all compounds were continuously heated at 130 or 160 ℃ using a heating plate; however, the temperature was not constant as it dropped of about 55–65 ℃ when the R particles have been incorporated to O1 or O2. The produced blends are listed in Table 1.
A 50/70 penetration grade bitumen (Pen 50/70) was chosen as the reference material. Taking into account the different nature of extenders and bitumen, the reference material was also investigated. This information may help to understand the behaviour of the R-REOB blends, which will been used to made the extended bitumens.
The rheological performance of the binders was evaluated using a dynamic shear rheometer (DSR)—Anton Paar MCR 302. The device was used to analyse the binders’ response over a wide range of frequencies and/or temperatures performing the amplitude sweep test, frequency sweep test, viscosity test and multiple stress creep-recovery test. Each test has been performed twice to guarantee the reliability of obtained data.
The first analysis allows the definition of the linear visco-elastic range (LVE range) of materials, i.e. the maximum applicable strain to avoid irreversible structural changes in samples. To obtain the LVE range, the deformation changes, increasing from 0.01 up to 15% with a constant frequency of 1.59 Hz. In order to evaluate the LVE limit of materials, their rheological responses at the lowest, intermediate and the highest test temperature have been investigated. Thus, the test was performed at 10, 30 and 60 ℃, which are linked to the range covered by the frequency sweep test.
The frequency sweep tests were carried out at a strain controlled mode. The samples underwent an oscillatory shear stress increasing the frequency from 0.1 up to 10 Hz with a logarithmic ramp. The tests were performed at six temperatures starting from 10 to 60 ℃ with an increment of 10 ℃. These two tests followed the standard EN 14770 using a plate-plate configuration with 8 mm of diameter (PP08) and considering the gap equal to 2 mm.
The elastic response of R-REOB compounds were measured by performing the multiple stress creep-recovery (MSCR) test at 60 ℃. The samples underwent shear creep loading and recovery at two stress levels; 10 creep and recovery cycles were run at 0.1 kPa shear creep stress followed by 10 cycles with an applied stress equal to 1.0 kPa. The test has been carried out following the standard ASTM D7405, when possible. Despite the shear stress requirements, the second stress was reduced from 3.2 to 1.0 kPa because it was not possible to perform the test on samples with R-REOB ratio equal to 1:2. The REOB that covers the R particles causes the samples to slip away. The parallel plate configuration, PP25, and the gap equal to 1 mm were adopted.
The dynamic viscosity of extenders were evaluated at three different temperatures, 60, 100 and 150 ℃ as suggested by the standard EN 13702. However, it was not possible to perform the test in the cone-plate configuration due to the dimension of R particles. In order to obtain representative results avoiding the friction between sample and measurement system, the tests were performed with PP08 plate and 2 mm of gap.
3 Results and Discussions
The amplitude sweep test represents the first binder characterisation that identifies the LVE range of a material. Unlike for standard bitumen, the LVE domain for the R-REOB blends decreases when the test temperature increases as can be observed in Table 2, where the average LVE limits of neat bitumen and extenders are listed. Hence, the LVE range of the R-REOB mixes that have been considered for further studies are those obtained at 60 ℃ as the corresponding value to the 95% of the initial storage modulus. In general, due to the higher amount of R and production temperature, both samples of O1 and O2 have wider LVE domains; it means that they can withstand larger deformations before irreversible structural changes occur. Only samples O1_1:1-160 and O1_1:2-160 do not exhibit this trend when R content increased. In addition, the specimens produced with O1 show a reduced LVE range than those made with O2, except O2_1:2-130. The high production temperature helps to enlarge the LVE limit of all extenders. The elastic behaviour dominates the viscous one as the storage modulus (G′) is higher than loss modulus (G″) in all extenders as shown in Fig. 1. This response can be ascribed to the high amount of R in the R-REOB blends.

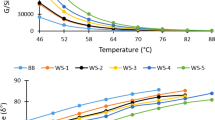
Amplitude sweep test results: storage and loss moduli of all extenders at 60 ℃
As far as the frequency sweep tests are concerned, the data did not show a thermo-rheological simple behaviour, as indicated by the Black Diagrams reported in Fig. 2 (Airey 2002). Thus, the time-temperature superposition principle (TTSP) is not valid and the master curve of the rheological properties cannot be determined as done for common bituminous binders. Nevertheless, the Black Diagrams were also found to be sensitive to constituents’ proportions, type of REOB and mixing temperature. In general, the six curves that made up the Black Diagram representation of each extender do not show an aligned and elongated curve. This trend may be ascribed to the less temperature-susceptibility of R and REOB. The role of R particles is crucial on the rheological response of the R-REOB compound. Increasing the amount of rubber, the extenders behave more elastically as the phase angle decreases and the G* modulus enlarges, which may reflect the polymer network of R. Moreover, the inverse S-curve is typical for rubberized binders. The G*-δ curves are influenced by the type of REOB, and the O2-samples show a more viscous-like behaviour generally. A higher production temperature leads to stiff the final extenders; this response may be linked to a greater oxidation process that appear during the pre-heating and mixing phases.

Black diagrams of extenders made with: (a) R-REOB ratio 1:1; (b) R-REOB ratio 1:2
In addition, the multiple stress creep-recovery test was performed and the elastic response of R-REOB mixes was investigated. This test permits the evaluation of two parameters, i.e. the percent recovery (%R) and the non-recoverable creep compliance (Jnr). The MSCR parameters for all blends including the results of the Pen 50/70 are listed in Table 3. The extenders and bitumen behave differently as the MSCR results have a diverse order of magnitude. The presence of a polymer, the recycled R, heavily affects the elastic response of materials. The samples with R-REOB ratio equal to 1:1 show greater elastic recovery (%R) and lesser non-recoverable deformation (Jnr) than those specimens with 1:2 ratio; moreover, the differences are amplified when applying the higher shear creep stress (1.0 kPa). Hence, the elastic response of extenders is stress-dependent. The effect of higher production temperature on the elastic behaviour of R-REOB mixes is variable and the trend is not clear. At the highest stress level only, the extenders produced at 160 ℃ behave better in respect to the others. In general, the O1-samples show a greater %R and minor Jnr values than specimens with O2; hence, the mixes made with O1 usually better resist against rutting than extenders with O2.
The average dynamic viscosity (\(\upeta\)) of all samples is reported in Table 4, including the value of Pen 50/70, O1 and O2. This property is fundamental for the workability of materials. The viscosity of extenders has magnitude considerable higher than that of REOBs and neat bitumen. The values seem to be influenced by both R-REOB ratio and production temperature. A larger amount of R leads to the increase of the dynamic viscosity for the most specimens over the range of test temperatures. This finding is ascribed to the higher quantity of solid particles present in the blends, which reduce the mobility of REOBs. In general, both O1 and O2 samples made at higher production temperature show greater viscosity at the three test temperatures. The extenders with O1 exhibit a higher viscosity than those samples made with O2, except for the specimens O1_1:1-160 and O2_1:1-160. The dynamic viscosity decreases as the test temperature increases for samples with a double amount of REOB than R (1:2). Different responses can be observed in samples with 1:1 ratio. Changing the test temperature from 60 to 100 ℃, the values of viscosity decrease; on the other hand a viscosity increment is observed when the test temperature was raised from 100 to 150 ℃.
4 Conclusions
In the present study, a rheological analysis of R-REOB blends has been carried out to evaluate their suitability to be used as bitumen extenders considering three variables: the R-REOB ratio, the type of REOB and the temperature of production. Based on the obtained results the following conclusions can be drawn:
-
The quantity of R strongly influences the rheological response of R-REOB blends. Being a polymer, the introduction of R leads to enlarge the LVE range and improve the elastic response of materials; the latter was confirmed by MSCR and FS tests. A high amount of R allows the R-REOB blends to recover more elastic deformation and this behaviour is influenced by the applied stress. Moreover, the content of R affects the dynamic viscosity of specimens reducing the mobility of REOB molecules when the amount increases.
-
The rheological properties of extenders are affected by the type of REOB. The O1-mixes showed a more elastic-like behaviour as they better resist against the application of cyclic creep loads and have lower values of phase angle. On the other hand, the specimens made with O2 exhibit a wider \(\upgamma_{\text{LVE}}\), thus they can withstand larger deformations before structural changes occur than O1-extenders. In addition, the dynamic viscosity of O1-bends are usually greater than those of O2.
-
Among all variables, the production temperature leads to lesser changes in the rheological properties of the R-REOB blends. The influence of temperature on the MSCR results is not clear; further studies are suggested to better understand this behaviour. Nevertheless, the production at 160 ℃ instead of 130 ℃ allows the increment of LVE domains, complex modulus and dynamic viscosity values.
The R-REOB blends made with 1:1 ratio at 160 ℃ are the candidates to produce extended bitumens with improved elastic responses. The type of REOB leads the extenders to behave differently. It should be highlighted that the final binders will be affected by the base bitumen properties, the amount of extenders and the production conditions, which have to be carefully investigated. Nonetheless, this research foresees the assessment of emissions and fumes from extender productions to its inclusion in the bitumen.
References
Airey GD (2002) Use of black diagrams to identify inconsistencies in rheological data. Road Mater Pavement Des 3(4):403–424. https://doi.org/10.1080/14680629.2002.9689933
Amini A, Imaninasab R (2018) Investigating the effectiveness of vacuum tower bottoms for asphalt rubber binder based on performance properties and statistical analysis. J Clean Prod 171:1101–1110. https://doi.org/10.1016/j.jclepro.2017.10.103
Andersen MS (2007) An introductory note on the environmental economics of the circular economy. Sustain Sci 2(1):133–140. https://doi.org/10.1007/s11625-006-0013-6
Asphalt Institute (2016) State of the knowledge - the use of REOB/VTAE in asphalt - IS-235. First edit. Edited by Asphalt Institute, USA
Aziz MMA, Rahman MT, Hainin MR, Bakar WAWA (2015) Alternative binders for flexible pavement. Constr Build Mater 84:315–319. https://doi.org/10.1016/j.conbuildmat.2015.03.068
Becker Y, Méndez MP, Rodríguez Y (2001) Polymer modified asphalt. Vis Tecnol 9(1):39–50
Brundtland GH (1987) Our common future - report of the world commission on environment and development. Oxford University Press, Oxford. https://doi.org/10.9774/gleaf.978-1-907643-44-6_12
ETRma - European Tyre & Rubber manufacturers’ association (2019) Europe - 92% of all End of Life Tyres collected and treated in 2017
Fernandes SRM, Silva HMRD, Oliveira JRM (2018) Developing enhanced modified bitumens with waste engine oil products combined with polymers. Constr Build Mater 160:714–724. https://doi.org/10.1016/j.conbuildmat.2017.11.112
Golalipour A, Bahia H (2014) Evaluation of oil modification effect on asphalt binder thermal cracking and aging properties. In: Proceedings of the 59th annual conference of the canadian technical asphalt association, Victoria, BC
Herrington PR (1992) Use of rerefined oil distillation bottoms as extenders for roading bitumens. J Mater Sci 27(24):6615–6626. https://doi.org/10.1007/BF01165945
Kalantar ZN, Karim MR, Mahrez A (2012) A review of using waste and virgin polymer in pavement. Constr Build Mater 33:55–62. https://doi.org/10.1016/j.conbuildmat.2012.01.009
Li X et al (2017) Performance evaluation of REOB-modified asphalt binders and mixtures. Road Mater Pavement Des 18:128–153. https://doi.org/10.1080/14680629.2016.1266754
Lo Presti D (2013) Recycled tyre rubber modified bitumens for road asphalt mixtures: a literature review. Constr Build Mater 49:863–881. https://doi.org/10.1016/j.conbuildmat.2013.09.007
Sangiorgi C et al (2018) Stone mastic asphalt (SMA) with crumb rubber according to a new dry-hybrid technology: a laboratory and trial field evaluation. Constr Build Mater 182:200–209. https://doi.org/10.1016/j.conbuildmat.2018.06.128
Signus Ecovalor; Ecopneus Scpa (2014) Guida per la produzione di bitumi con polverino di gomma da Pneumatico Fuori Uso
Tarsi G et al (2020) A study of rubber-REOB extender to produce sustainable modified bitumens. Appl Sci 10(4):1204. https://doi.org/10.3390/app10041204
Yildirim Y (2007) Polymer modified asphalt binders. Constr Build Mater 21(1):66–72. https://doi.org/10.1016/j.conbuildmat.2005.07.007
Ziari H, Goli A, Amini A (2016) Effect of crumb rubber modifier on the performance properties of rubberized binders. J Mater Civil Eng 28(12):04016156. https://doi.org/10.1016/j.conbuildmat.2007.04.010
Acknowledgements
This research is funded by the Italian recycling consortium of ELTs, Ecopneus Scpa. The authors would like to thank this company, which supplies the rubber and the company Itelyum Regeneration Srl, which provided the REOBs.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Switzerland AG
About this paper

Cite this paper
Tarsi, G., Sangiorgi, C., Varveri, A., Oliviero Rossi, C. (2020). Rubber-Oil Distillation Bottoms Blends as a New Recycling Solution for Bitumen Extension. In: Raab, C. (eds) Proceedings of the 9th International Conference on Maintenance and Rehabilitation of Pavements—Mairepav9. Lecture Notes in Civil Engineering, vol 76. Springer, Cham. https://doi.org/10.1007/978-3-030-48679-2_32
Download citation
DOI: https://doi.org/10.1007/978-3-030-48679-2_32
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-48678-5
Online ISBN: 978-3-030-48679-2
eBook Packages: EngineeringEngineering (R0)