
Abstract
With the rapid development of removal technology of materials, manufacturing methods of advanced materials with highly flexible shape has been improved. Electro-chemical machining (ECM) is one of the most advanced manufacturing methods for not only manufacturing the high hardness metal with flexible profiles, but also provides a better solution to surface roughness of finished products and rate of material removal in the comparison with other advanced manufacturing methodologies such as electric discharge machining (EDM). However, there are many parameters involving to the ECM process such as velocity of the electrode, pressure of water, voltage, frequency and pulse of the current. Therefore, a set of optimization parameters for machining process of a material type is necessary to provide the best solution in industrial applications. This research focuses on investigating an optimal set of process parameters of the ECM machine by using the surface response methodology (SRM). A database of process parameters is generated by machining and minimizing the surface roughness of the SS AISI 316 stainless steel via suing the copper electrode. Then, an objective function (or regression function) is generated by applying the SRM to the selected database. Finally, genetic algorithm is used to achieve the optimal process parameters. Experiments are implemented with achieved processing parameters to analyze and validate the proposed method.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


1 Introduction
The electro-chemical machining (ECM) is an anodic electrochemical dissolution process, in which the tools are used as a cathode and the workpiece play a role as an anode [1]. The surface roughness (SR) of the ECM processing plays an important role for the quality of a product after being manufactured [2, 3]. Thus, a method which is used for determining an optimal set of processing parameters to improve the SR of finished products in the ECM is necessary for recommending end-users in product fabrication. A new approach to improving the possibility of processing microstructure is presented in work [4]. In the paper, the researchers propose the possibility to manufacture different operation activities with the highly flexible for the control system in the term of feed rate, electrolyze flow across the surface of the tool and the workpiece [4]. The most important thing for the ECM processing is pulse power supply for the whole system. However, there are still many other aspects that must be done as the future research. Two of the most important things requires in this research is about the controller for the inter-electrolyze gap and the controller for control the anodic dissolutions. The work [2] has highlighted the current trend of the ECM and the future for this method. Based on this research, the micro-ECM (EMM) can be used as an effective post-processing method for treating the surface of the component after being manufacturing. The paper also points out many aspects in which that are not explored about electrochemical processing. As a conclusion, the paper suggests with the high precision development of medical and automotive industries, the development of micro-ECM will increase sharply in the next few years. A set of experiments are implemented in [5] in which the effect of pulsating current is validated for improving the quality of the components and its advantages in the comparison with the traditional power supply method. By using the technique to simplify the model for checking the condition of one to some parameters allows authors to achieve the result of a high rate for mass transport and minimizing the electrolyte heating during the process. The research also pointed out the average dissolution rate in PECM as controlled in the limitation by electrolyte heating. The final part of the research shows the produced gas bubbles in the anode and cathode. By applying pulsating current, the method could eliminate the generating of heat due to electrolyte process and control the accuracy and surface roughness of the final products. An approach is proposed in the research [6], in which a theoretical and experimental research is conducted for a relationship between the surface condition of the anode (or workpiece) and the prepared profiled of the cathode (tool). The tool is designed especially in microstructure in which the relationship could be determined. The manufacturing condition is controlled in the limitation of copying the profile of cathode to the anode. At the end of his research, the author has suggested the method for improving the micro-structure ability of ECM processes. The ultra-short pulse current in [7] was proposed for examining the change of electrode during the electrochemical machining processes based on the simulation methodology. In this research, a method called marker is used for building the 3D application which can simulate the condition of the surface of the electrode. The output of this research is a numerical approach for simulating the desired object using the 3D method. By using the mentioned tool combined with the BEM approach, the model was developed following Faradays law. This method can open a new technique for non-touch monitoring the surface of the electrode. Finally, this model has performed fully potential with medium to the very high complex shape of the electrode. An optimal combination of process parameters for an electrochemical machining process is proposed by using the particle swarm optimization algorithm [8]. Also, many works have been carried out for comparing the advantages of ECM and EDM in the production conditions [9, 10]. The results pointed out that ECM provides a more effective solution for manufacturing these materials in high volume condition. In this meaning, the application of the ECM in this materials processing is the high-impact improvement for reducing processing time and the cost for manufacturing the tool electrode in the comparison with EDM process [12]. In [8, 9, 11], single objective or multi-objective optimization models are proposed for optimizing a set of process parameters of the electro-chemical machining process. The selection of optimum values of important process parameters such as the tool feed rate, electrolyte flow velocity, and applied voltage is proposed for the electrochemical machining processes [8]. However, this study ignores the important effect of pressure of water and frequency which play a very important role on the surface rough of finished products. The effect and parametric optimization of process parameters in [11] that are electrolyte concentration, feed rate and applied voltage is proposed for the electrochemical machining of EN-31 steel. This work also ignores the important effect of pressure of the fluid and frequency in machining process of the ECM.
In this chapter, the research focuses on the study about effectiveness of the processing parameters, which are current, voltage, the pressure of the fluid, cutting speed and pulse, of the ECM to the surface roughness of the finished product. Experiments are setup to collect the data of the effect from these parameters by using the design of the experiment. With achieved results, Minitab software is used to calculate the result from practical experiments. A Taguchi orthogonal array is built to narrow down the factors that can affect the variance of the SR. Then, WEKA software is used to a statistical model (or regression function) which illustrates the relationship between processing parameters to the SR of finished products. Finally, the mathematical model is validated by practical experiment with the optimal parameters determined by using the genetic algorithm (GA). A set of optimal parameters is used to repeat the experimental results that then are validated via measuring the SR of the achieved finished product by using the RTEC Universal 3D Profilometer. The achieved results are then compared to the ones in which another set of parameters are used for the ECM to show advancement of the proposed method.
2 Experimental Study
In this section, an experimental setup is introduced firstly with facilities that needed for experiments. In the next section, a section of work piece and tool materials are discussed. Then, a necessary procedure of the method of design of experiments are provided. Finally, experiments and data collections are made in the end of the section.
2.1 Experimental Preparation and Setup
For carrying out experimental studies, a list of equipment is used for the not only process the workpiece but also for preparing the workpiece and measuring the SR of the workpiece after manufacturing. Additionally, the main purpose of this research is to find out the optimized parameter for industries applications, therefore, a set of modern machines have been used to examine the surface roughness of the final product. Facilities are used for experimental study including the ECM machine, AMADA Surface Grinder 126, Mitutoyo Portable Surface Roughness Measurement Surftest SJ-210, and RTEC Universal 3D Profilometer.
PEM Technology-PEM 600. Figure 22.1 shows an ECM machine which uses the pulse power monitoring. The machine consists of four main blocks as illustrated in Fig. 22.1. There are many control factors for this machine such as Velocity/feed rate (Vmin), Electrolyze flow control (P), Voltage (U), Frequency (f), The pulse control unit (ms), Pressure of fluid (KPa) and Initial gap (mm).

Electrochemical machining
AMADA Surface Grinder 126. This machine is used to eliminate the effect of the initial surface roughness of the workpiece to the surface quality of post-production. This machine is used to grind the workpiece for approximately achieving the SR of Ra = 0.1 μm. The advantage of this machine is that it applies the NC controller for controlling the wear of grinding disc.
Mitutoyo Portable Surface Roughness Measurement Surftest SJ-210. This instrument, shown in Fig. 22.2, is used for measuring the surface roughness of the tool before and after processing material as well as for measuring the finished surface. The initial assumption for this calibration is with normal value of 2.97 μm, tolerance is 0.02 μm. The whole measurement system is adjusted and measured until the value of Ra equal to 2.970 μm. After that, 50 experiments are recorded continuously. This process is used to set up a desired position for the whole system. The measurement system is shown in Fig. 22.3.

Mitutoyo SJ-210 (4 mN type)

Measurement system of Mitutoyo instrument

Surface of the workpiece after manufacturing
RTEC Universal 3D Profilometer. This instrument is used to measure the finish surface of the product for validation phrase.
2.2 Selection of Work Piece and Tool Materials
Workpiece. To simulate the practical condition in industry, SS AISI 316 Stainless Steel which is already extruded to cylinder form with the diameter equal to 150 mm is chosen. AISI 316 Stainless Steel is the alloy of steel (around 62%) with Cr (maximum 18%), Ni (Maximum 14%), Mo (3%), Mn (%), C (0.8%) (“ASM materials Data Sheet”). With the hardness around HR = 79, higher corrosion compares with AISI 302 and AISI 304 and high melting point (around 1370 °C), AISI 316 stainless steel is widely used in food and pharmacy process equipment such as surgical implants and or the handle tools requires high chemical resistance process. The workpiece is then milled to achieve the initially flat surface. In the next step, the workpiece is processed throughout the drilling and the grinding machine to achieving the surface roughness Ra = 0.1 µm as shown in the Fig. 22.3.
The homogeneous SR ensures that the effect of initial surface quality of the workpiece does not affect to the final surface roughness of the finished product. The condition of the workpiece after manufacturing is shown in Fig. 22.3. The surface condition of the workpiece is different from the setting parameters. However, there is some zone in which the surface roughness of the workpiece after processing are quite high. Moreover, the surface roughness condition of the workpiece is nearly not changed during the testing condition, but the surface is oxidized after manufacturing the parameter set that caused high surface roughness.
Tool. PEM600 has the capability to use many types of conductive material for the ECM process. However, for the cost saving in industry, the cooper is used to manufacture the tool. Since, this paper focuses only on optimizing the surface roughness of the final product, this design ensures the uniformity effect of the substance flow in the whole area. For each experiment, the tool is manually ground by 2000 grit sandpaper which makes the SR of the tool achieve the value of Ra that is less than 0.1 µm. Figure 22.5 shows a sample surface of high roughness surface (left) and the surface of electrode after manufacturing (right). The surface roughness of the tool is measured in four positions and takes the average value of these four measures. They are the same method for measuring the finished surface of the workpiece, as shown in Fig. 22.4.

Sample surface of high roughness surface (left) and the surface of electrode after manufacturing (right)
2.3 Design of Experiments
For the purpose of examining the influence of the machining parameters including feed rate, pressure, voltage frequency, and pulse on the SR on tested specimens, a full factorial design approach with range of each parameter is considered in Table 22.1 for the experiments
These parameters of feed rate, pressure, voltage, frequency and pulse, shown in Table 22.1, are selected by basing on the recommended parameters from manufacturers of the PEM600 machine. These parameters are also conducted via our experiences as we are operating the machine. The range of each parameter is chosen specifically as in Table 22.1. These ranges are divided into five levels for assessing the effect of each range into the response of surface roughness for the initial experiments. In other words, a single replicate of 5 factors with 5 levels would be used for experimental setup.
The selection for an experimental matrix of five control parameters can be based on a full factorial design in which the correlation between these control factors can be examined and predicted. However, due to the wide range of each parameter (which are chosen from the suggested control parameters of machine manufacturer), the number of the experiment (n) is the combination of five parameters and which are divided into five level. It means that there are 55 (= 3125) experiments that must be implemented to obtain database for analysis. For optimizing the cost and time for collecting data, the approach of Taguchis’s method is applied for five control parameters (Velocity/feed rate (Vmin), flow control (P), Voltage (U), Frequency (f), The pulse control unit (ms)). Based on the suggestions from Minitab software for fives control factors with five levels, the Taguchis L25 orthogonal arrays is chosen as shown in Table 22.2. Corresponding values for the Taguchis L25 orthogonal arrays are shown in Table 22.3. This array consists of 25 experiments which insignificantly afford for carrying out the practical experiments, but it still can be used to be analyzed based on Minitab software for plotting the effect of the single effect of each factor to the surface roughness of finished products. For further study and analysis, a set of control parameters are re-peat two times to avoid rare variations in setup of experiments. Also, two experiments with the same parameters are used for estimating the robustness of experiments.
2.4 Experiments and Data Collection
Based on the initial data and experimental setup as discussed in Sect. 22.2, Table 22.1 and the depth of cut for all experiments is set at a value of 0.1 (mm) in combination with above parameters. Due to the change in the initial position after grinding the surface of the workpiece and the tool, the processing time is not recorded. By applying these setting parameters, the achieved results of experiments are shown in Table 22.4 that shows the data after cutting the first and second sets of parameters. Due to a high noise in experimental process, Dixon’s Q test (or Q-Test) is applied for eliminating the strange value from the collected data of the achieved data in which the surface roughness is the average number of the processed data. By using Minitab software for analyzing the results from the first 25 experiments (As L25 orthogonal arrays), the effect of each control parameter for the response value (surface roughness) is shown in Fig. 22.6. Indicating that Fig. 22.6 just illustrates the response for every single factor, the interaction between each factor cannot be shown by this analysis. Based on the analysis results from Minitab, each factor has the range in which the response for surface get the better value (smaller SR). This suggest that a higher accuracy will be improved with a higher amount of data. Thus, a new set of the control parameter might provide a further accuracy. In this research, results in Table 22.4 will be used for generating a statistical model (or regression function) and then an optimization process using the genetic algorithm is applied for an optimal set of process parameters. A further work will be explained in detail in the next section.

Response value for each level of each control factors
3 Optimal Selection of Process Parameters in ECM Process
3.1 Weka Software for Regression Model
We illustrate the relation between the control factors and the response of surface roughness of processed surface by ECM. A statistical model is built in which the output of this model is the value of surface roughness and the input is the value of control parameters. In general, and for simplifier, a statistical model is a mathematical model in which the reality is described by an equation made by one or many input parameters and the output is the questionable factor. This model can be used for predicting the output value based on the input parameters. There are two kinds of the variable in a statistical model, the first one is dependent variables which is the value that needs to be explained or predicted. In this study, the dependent variables are the response of surface roughness. The second variables are the independent variable(s) which are used to explain or predict the dependent variables. In this study, independent variables are feed rate, flow pressure, voltage, frequency, and pulse. There are many approaches to build a statistical model. However, in this paper, the software called WEKA (Waikato Environment for Knowledge Analysis) is used. This software is widely used for the study of machine learning in many purposes such as classify and cluster. Based on the requirement for building the statistical model that illustrates that relationship between given parameters and the value of surface roughness, the classify function of WEKA is used. In simplify term, the classify term is usually used in machine learning science and it is referred to build an identification for of population based on the observed sample in that population. There are many kinds of filters (with difference algorithm) used for classification in WEKA. However, for simplify, this paper focuses only on two kinds of filter: Linear Regression and Least Square Regression. After choosing the filter that is used in WEKA for building the statistical model or objective function, the collected data is input into WEKA by excel CSV type. Cross-validation is chosen with the test option of building this model.
As the above results in Table 22.4, there is several statistical models that can been achieved by different methods via WEKA software. All these models can be used to machine setup and find the optimal sets of parameters for the response of surface roughness. However, the linear statistical model which is built by using the achieved data is not convenient for further optimization process. In stead of a linear statistical model, a nonlinear statistical model which is built by using the extension of achieved data in Table 22.4 is generated by using the WEKA software, the achieved results of a nonlinear statistical model (or regression function) are shown in (22.1) as
where V is velocity/feed rate, U is voltage, MS is the pulse control unit (ms). From the achieved results with WEKA software, the correlation coefficient is 0.3597, the root mean squared error is 0.5189 for the total number of instances of 45. As a prediction, the results also confirm that the weights of pressure of fluid and frequency, 0.0006 and 0.00035 respectively, play an insignificant role in reducing the SR in comparison with other factors. So, the terms of pressure of fluid and frequency are ignored in (22.1) for further optimization procedure. From (22.1) and Fig. 22.6, one can realize that the feed rate of machining processing plays an important role in reducing the SR of finished products and the applied voltage can also be considered to support to reduce the surface roughness of finished products.
3.2 Optimal Selection of Process Parameters
In this statistical model, the single objective target has been solving for finding the optimized solution for the response of the surface roughness with objective function in (22.1). As mentioned above, based on the result with a high correlation coefficient of the statistical model built from the mixed results from two sets of original data with the processed data from Minitab is used for optimizing. The problem statement is stated as finding optimal processing parameters such that the objective function (22.1) is minimized subject to constraints and boundary conditions as shown in design matrix in Table 22.1. By using the genetic algorithm (GA), the optimal values of machining parameters are archived as feed rate of 0.4 mm/min, voltage of 12 V, and pulse of 0.5 ms. These values corresponding to the surface roughness of 0.17 µm are setup with new experiments for samples with goals for comparison and validation of the proposed method in the next section.
3.3 Analysis and Validation of Experimental Results
In the chapter, the achieved model a nonlinear statistical model will be validated and compared by practical ECM process for assessing the quality of the surface. In this approach, the optimal values of machining parameters are used to machine three sets of new samples with the optimal parameters for validation and comparison. After analyzing three manufactured samples, the results show that the averages of the SR of finished products corresponding to three times of experiments are 0.159 µm, 0.182 µm, and 0.212 µm, respectively. These numbers indicate the reliability of experiments with the same set of parameters. These values are also smaller than the calculated value in term of a formula [12] which is 0.21 μm. Figure 22.7 shows a small area of surface of manufactured sample with optimal parameters that is equivalent to the average of 0.159 µm. To show the variations of the SR of the achieved sample, the three lines (upper, middle, bottom) in Fig. 22.7 are investigated for validation.

Surface condition of the sample with optimized parameters
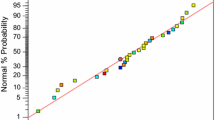
Figure 22.8 shows the distributions of the arithmetical mean height (Ra) of the manufactured sample with the optimized parameters. The upper, middle, and bottom lines in Fig. 22.8 show variations of the Ra corresponding to the upper, middle, and bottom lines in Fig. 22.7. The results in Fig. 22.8 indicate that the averages of Ra are 0.132 in the upper line, 0.123 μm in the middle line, and 0.144 μm in the bottom line. Thus, these results show that the experimental surface roughness of the finished product is closer to the theoretical value that is 0.17. Also, based on the captured image in Figs. 22.7 and 22.8 about the surface of the sample after manufacturing by ECM, the surface of the products is in the familiar condition as the surface or the tool (for the optimized condition only). These results indicate that the achieved regression function is validated and useful for ECM users for manufacturing applications.

Plot of the surface roughness of the sample with optimized parameters
4 Conclusion
This paper investigates effects of the processing parameters, which are current, voltage, the pressure of the fluid, cutting speed and pulse, of ECM processing on the surface roughness of the finished products. In this approach, experiments are prepared, implemented, and collecting the data of the effect from these parameters by using the surface response methodology. With achieved results, the Minitab software is used to calculate and analyze the results of practical experiments in order to show considerable effects of each factor. Then, the WEKA software is used to generate a statistical model (or regression function) which illustrates the relationship between processing parameters to the SR of finished products. With the achieved model, a set of optimization parameters is achieved by using the genetic algorithm. Finally, the mathematical model is validated again by practical experiments with the optimal parameters for comparison. Further, as suggested in the discussion section, the five control parameters of the surface roughness could be a collapse by skipping the relationship of fluid pressure and the frequency. For the extension of future study, the value of fluid pressure and frequency must be chosen from the provided range. Also, a new approaching with the different filters should be used to illustrate the truly non-linear regression model in the future work.
References
R.H. Todd, D.K. Allen, L. Alting, Manufacturing Processes Reference Guide (Industrial Press, New York, 1994)
B. Bhattacharyya, J. Munda, M. Malapati, Int. J. Mach. Tools Manuf 44(15), 1577–1589 (2004)
K. Rajurkar, M.M. Sundaram, A.P. Malshe, Procedia CIRP 6, 13–26 (2013)
B. Bhattacharyya, S. Mitra, A.K. Boro, Robot. Comput.-Integr. Manuf. 18(3–4), 283–289 (2002)
M. Datta, D. Landolt, Electrochem. Acta 26(7), 899–907 (1981)
J. Kozak, K. Rajurkar, Y. Makkar, J. Mater. Process. Technol. 149(1–3), 426–431 (2004)
M. Purcar, L. Bortels, B. van den Bossche, J. Deconinck, J. Mater. Process. Technol. 149(1–3), 472–478 (2004)
R.V. Rao, P.J. Pawar, R. Shankar, Proc IMechE J. Engg. Manuf. 222, 949–958 (2008)
P. Asokan, R. Ravi Kumar, R. Jeyapaul, M. Santhi, Int. J. Adv. Manuf. Tech. 39, 55–63 (2008)
C.-K. Yang, C.-P. Cheng, C.-C. Mai, A. Cheng Wang, J.-C. Hung, B.-H. Yan, Int. J. Mach. Tools Manuf. 50(12), 1088–1096 (2010). https://doi.org/10.1016/j.ijmachtools.2010.08.006
D. Chakradhar, A.V. Gopal, Int. J. Mode. Optim. 1, 113–117 (2011)
L.P.T. Huynh, H.A. Nguyen, H.Q. Nguyen, L.K.H. Phan, T.T. Tran. J. Korean Soc. Precis. Eng. 36(8), 705–712 (2019)
K.-H. Choi, T.T. Tran, B.-S. Yang, D.-S. Kim, An new approach for intelligent control system design using the modified genetic algorithm, Int. J. Intelligent Systems Technologies and Applications, 9(3/4), 300–315 (2010)
Acknowledgements
This work was supported by to the Ministry of Education and Training for the funded project of code KC-519 (Decision 5652 on 28/12/2018).
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Switzerland AG
About this paper

Cite this paper
Ngo, L.P., Nguyen, T.P., Tran, T.T. (2020). Experimental Investigation of Effect of Process Parameters on Surface Roughness in Electrochemical Machining. In: Parinov, I., Chang, SH., Long, B. (eds) Advanced Materials. Springer Proceedings in Materials, vol 6. Springer, Cham. https://doi.org/10.1007/978-3-030-45120-2_22
Download citation
DOI: https://doi.org/10.1007/978-3-030-45120-2_22
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-45119-6
Online ISBN: 978-3-030-45120-2
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)