
Abstract
Modern technologies based on the exploitation of the typical thin film properties (adhesion, thermal stability, low porosity, desirable stoichiometry), have strongly developed to become one of the most essential industrial interests during recent years. TiN coatings, for example, usually used to edge retention and corrosion resistance on machine tools besides, it discovered applications in the nuclear industry as hard facing material mainly due to its high thermal stability. This work aims to develop and characterize, titanium nitride thin films deposited by the magnetron sputtering method on silicon and XC100 steel substrates, containing 1% wt. of carbon, under (N2 and Ar) mixed atmosphere. The influence of nitrogen concentration on the structural, mechanical and tribological properties of the coatings was determined by EDS, DRX, AFM, MEB, Nano-indentation and alternative tribometer test. By varying the nitrogen flow rate from 0 to 20 sccm, it’s thus formed a titanium nitrides mixture (Ti2N and TiN). The study’s interest in the mechanical behavior of titanium nitride films on this steel type, and in this range of nitrogen percentage, is particularly because the obtained hardness, and adhesion in this area are extremely important. Also, the deposited titanium thin films on the XC100 steel show that the hardness achievement in the inter-critical area is as important as that obtained in the uncoated XC100 due to the change in the phase’s proportion.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Wear, corrosion, and oxidation, considered the principle cause for large losses in industries worldwide [1]. In machining operations, cutting tools are used to reshape materials workpieces in desired final forms, the process in which cutting tools are exposed to high contact pressures, and temperatures, excessive cutting forces, and intensive chemical attack in the cutting zone, so as a result, tools surface rapidly worn out [2, 3]. Transition metal nitrides (TMN) are ceramic materials with remarkable properties. TMN coatings are generally deposited on engine components and cutting tools to protect them toward heat, erosion, scratch, abrasion, corrosion, wear and oxidation [2, 4]. Among them, Titanium nitride (TiN) which is a rock-salt structure (NaCl structure) compound consisting of titanium atoms contained in a face-centered cubic (fcc) based lattice, with all octahedral sites filled with nitrogen atoms [5]. High hardness and chemical stability, good wear and corrosion resistance, raised melting temperature, farther excellent chemical inertness, unique and diverse characteristics, enabled the use of TiN coatings in a wide range not only as hard coatings in industrial applications, but also decorative, and wear-resistant coatings, diffusion barrier in microelectronics [6,7,8,9] and, biomedical instruments [10].
In the literature, many experimental studies demonstrated that the microstructural, mechanical, and tribological proprieties of titanium nitride films have a substantial correlation with the deposition parameters such as substrate type, temperature, or bias voltage, and nitrogen flow rates. In a previous research Sh. Valedbagi et al. [6] investigated the physical properties of titanium nitride thin film under different substrate temperatures (300°–500 °C) utilizing the reactive DC magnetron sputtering technique. At high substrate temperature AFM images show the creation of nanostructured thin films with an increase in the surface roughness. Moreover, D. Zhou et al., prepared TiN thin films on Si (100) wafers, utilizing DC reactive magnetron sputtering using a pure Ti target in (N2 and Ar) mixed atmosphere at 350 °C, to clarify the influence of thickness on the proprieties of Ti-N thin films. It was found that the increase in the film thickness accompanied by an improvement in grain sizes and enhancement in density, and an increase in the surface roughness [11].
Besides, V. I. Shapovalov et al. [12] found that the titanium nitride films with the highest hardness (up to 30 GPa) and Young’s modulus (up to 300 GPa) have the largest grains, that obtained at a low nitrogen flow rate and high discharge current density. Recently, E. Ajenifujaa et al. [13] sputtered TiNx films on LCS substrate using the magnetron sputtering method to evaluate the chemical, and microstructural properties dependent on film thickness. Scanning electron microscopy observation gave an indication of fine-grained microstructure that confirms the good hardness, and adhesion. The purpose of this work is to study, develop and characterize the structural as well as, the mechanical, and tribological properties of titanium-nitride thin films deposited by the RF magnetron sputtering method on Si (100) and XC100 steel substrates, containing 1% wt. of carbon.
2 Experimental
Series of TiN films were deposited on Si (100) wafer and XC100 steel, containing 1% wt. of carbon, using a RF magnetron sputtering technique. The typical composition of XC100 steel as follows: 0.95 to 1.05 wt-% C, 0.5 to 0.8 wt-% Mn, 0.05 wt-% S, 0.25 wt-% Si, 0.035 wt-% P and S, with Fe as the balance [3].
A Ti target (99.98% of purity) has set in vacuum chamber wall. The sputtering chamber was evacuated to a pressure of 2 × 10–5 Pa. The Si (100) (for structure detected) and polished steel (for mechanical detected) substrates were cleaned ultrasonically in acetone and de-ionized water, then in the sputtering chamber for 15 min at 1 Pa (Ar) pressure with the substrate bias voltage of − 700 V. The 120 min deposition time of coating process carried out at a total 0.4 Pa pressure with various nitrogen and argon (N2 + Ar) gas mixture at − 900 V.
In this study, the film thickness determined using scanning electron microscopy (JeolJSM-6400FS), equipped with an energy dispersive X-ray spectrometer (EDS) to determine the chemical composition.
The crystalline structure of the films was explored by X-ray diffraction (XRD) using a Bruker D8 Advance diffractometer with Co cathode (Co–Kα radiation λ = 1.78 Å) wavelength. An AFM 100, APE research was performed to observe the topographic surface and the roughness of the TiN films.
The grain size (D) of the TiN films was calculated using the Scherrer’s formula [3].
where 0.9 is a dimensionless shape factor, \(\lambda\) wavelength of the incidence, \(\beta\) is the width at half-maximum of the diffraction peak and \(\theta\) the Bragg’s angle of TiN phase.
The mechanical properties (hardness and Young's modulus) of TiN films measured using a Nanoindenter XP (MTS-XP) system in continuous stiffness mode having a Berkovich diamond indenter tip, with a tip radius of 200 nm.
The friction coefficient performed using the pin-on-disk micro-tribometer with a 100Cr6 steel ball. The tests were performed in the ambient atmosphere under a temperature of 27 ℃.
3 Results and Discussion
3.1 Microstructure Analysis
The evolution of deposition rate as a function of the nitrogen content is presented in Fig. 1. The deposition rate of the films decreases gradually from (16.33 ± 0.15 nm/min) to (10.16 ± 0.15 nm/min), with increasing nitrogen content from 0 to 53.7 at.%. This decrease in the deposition rate corresponding to the poor sputtering capability of nitrogen compared with pure argon [14].

Evolution of the deposition rate as a function as a nitrogen content of TiN films
The analysis shows that the oxygen level doesn’t exceed 3 at%, which is relatively acceptable for a secondary vacuum produced. We note that the increase in the nitrogen percentage accompanied by an increase in the nitrogen content of the TiN coating and a decrease in the Ti content. Also we obtain a ratio of (0.49 ≈ 0.5) for 10 sccm of nitrogen in the plasma corresponds the hexagonal phase of Ti2N and a stoichiometry equal to 1 (N/Ti = 0.98≈1) for 20 sccm of the TiN cubic phase. Lu et al. [15] found that the N/Ti stoichiometry ratio increased from 0.69 to 0.98 with the N2 flow rate rise from 1 to 20 sccm that is in good argument with that we obtained at 20 sccm.
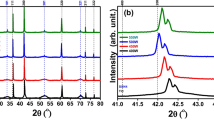
The information of phases and crystallinity of the Ti-N coatings obtained with XRD indicate that the structure of Ti-N films depends on the nitrogen content in the sputtering process. The films deposited at 10 sccm of N2 shows a strong Ti2N (1 1 0) orientation (JCPDS card number 71-0299). At 20 sccm, the film contains mainly Ti2N phase with (1 1 0) preferred orientations and TiN (1 1 1), (2 0 0) and (121) orientations (JCPDS card number 71-0299). It was confirmed that a mixture of Ti2N and TiN compounds could be formed via varying the N2 content in deposition process (Fig. 2). N. Arshi et al. [16] found that FCC TiN phase with (111) preferred orientation appeared when the nitrogen flow rate varied from 3 to 9 sccm.

XRD patterns of TiN films as a function as N2 flow rate
The investigation of the SEM morphology shows a dense structure and appearance columnar morphology with a rough surface (Ra = 15.6 nm) at10 sccm. The film surface roughness decreases with increasing the nitrogen flow rate (Fig. 3 “a”) with an increasing the N content. At 20 sccm (Fig. 3 “b”), a globular and columnar type structure observed for the TiN film with a surface roughness of 7 nm. Compared to the film deposited at 10 sccm, the topography shows small columns with regular tops average column size around 100 nm. The TiN film grain size at 10 sccm was of the order of 36 nm. However, at 20 sccm, the grain size was found to be 24 nm as shown in Table 1. The decrease in both surface roughness and grain size are related to the dense structure and the smooth surface. According to Zhou et al. [17] the nitrogen plays a significant role on the film densification due to the presence of further nuclei.

AFM and SEM images of the TiN films deposited at: “a” 10 sccm, “b” 20 sccm
Y. L. Jeyachandran et al. [18] found that the TiN films deposited at low N2 concentration of 0.5% showed smooth and uniform morphology with densely packed crystallites. However, at higher nitrogen concentration conditions, uniformity developed in the films with increase in thickness. Moreover, N. White et al. [19] showed that the RMS roughness decreases from 7.5 nm at 0 sccm to approximately 1 nm with the oriented columnar grain structure for higher flow rates (20 sccm and above) with the disappearance of the columnar structure and a decrease in the calculated grain size.
3.2 Mechanical Properties
The hardness for the pure Ti (6 GPa) increases gradually by increasing N2 content up to a maximum of 27 GPa at 10 sccm of N2 (Fig. 4). Further, increasing the nitrogen content reduces the hardness to a value of 16 GPa at 25 sccm of N2 due to the decrease in the residual stress and the structure densification. As the columnar microstructure became dense, the residual stress induced by sputtering could be released and consequently decreased. Meanwhile, the decrease in the residual stress could be associated with an absence in the significant number of defects produced during the film growth, and a decrease in the energy of ions bombarding the substrate surface. The Young’s modulus of all films reflects the same trend as the coatings’ hardness. According to S. Kataria et al. [20] the increase of the nitrogen flow rate leads to an increase in the hardness value, which is the result of the coatings microstructure refinement. The smaller crystallite size can also lead to an increase in the film hardness.

Hardness and Young’s modulus of TiN coatings obtained for different N2 flow rate
3.3 Tribological Properties
The friction coefficients of the TiN film obtained for different N2 flow rate plotted in Fig. 5. The pure Ti films (0 sccm of N2) show a high friction coefficient against the 100Cr6 steel ball (0.59 ± 0.01). This cause the steel ball was harder than the Ti film. Between 10 (0.5 ± 0.01) and 20 sccm of N2 (0.51 ± 0.01), a lower friction coefficient was obtained. However, for the higher nitrogen content (25 sccm), the friction coefficient increased slightly to (0.52 ± 0.01). The existence of the dense and smooth surface of the film deposited at 20 sccm N2 may act as a relatively lower frictions coefficient in the wear process.

Friction coefficients of TiN coatings obtained for different N2 flow rate
The main reason for that is the crystals orientations of TiN thin coatings that have a direct effect on the tribological properties [21], according to S. Zhang et al. [22] TiN thin films deposited at ratio of 1:1 (Ar/N2) gave a suitable COF (0.12) and a best wear resistance, which are the best coating TiN thin film condition; due to the dense columnar structure and low surface roughness. In contrast, the presence of oxygen cause changes in the friction and wear characteristics [23]. L. Aissani et al. [24] explained the relationship between the friction coefficient and the presence of oxidation in the films, where she reported that the removal of the superficial oxidative layer (via annealing at 700 °C) formed during the Cr–N film deposition, allow a significant increase in the friction coefficient (from 0.53 to 0.62).
The wear test marks effected on the film’s surface was observed by SEM and analyzed by EDS to check the state of degradation. In Fig. 6. “a”, we notice that the layer deposited at 10 sccm (corresponding to the Ti2N hexagonal phase) exhibits total delamination of the film inside, and in the edges of the friction traces, and we only detect the presence of the relative iron of XC100 substrate and oxygen at these areas of damage, which evidence their oxidation. This is in direct connection with the surface condition of these layers despite its good mechanical properties. The damage of the films deposited at 20 sccm, corresponding to the nitrogen stoichiometry of the TiN cubic phase, that was less because we detect only very local flaking in the corresponding traces of friction. According to a previous study [22], the TiN films have a lower friction coefficient and a better wear behavior than that of Ti2N. The increase in the wear volume is the consequence of the difference between both Young’s modulus of coating and substrate leads to a higher concentration of shear stresses in the interfacial zone (coating-substrate) [24].

Analysis by EDS and WDS of the wear track obtained at the bottom of the made on the TiN films deposited at: “a” 10 sccm, “b” 20 sccm on the XC100 steel substrate
4 Conclusions
TiN films with different nitrogen contents were deposited using RF magnetron sputtering to analyze the structural, mechanical and tribological properties.
-
XRD diffraction patterns reveal the formation of mixed Ti2N and TiN phases, and the SEM image showed a dense and a columnar-type structure.
-
The TiN films showed a higher hardness value of around 27 GPa at 10 sccm of N2.
-
The pure Ti film shows a high friction coefficient against the 100Cr6 steel ball. However, the friction coefficient decreases to lower values between 10 and 20 sccm of N2 flow rates, with good adhesion, then it increased to about 0.73 with a further increase in nitrogen content.
References
Valdez, B., Schorr, M., Zlatev, R., Carrillo, M., Stoytcheva, M., Alvarez, L., Eliezer, A., Rosas, N.: Corrosion control in industry. In: Environmental and Industrial Corrosion - Practical and Theoretical Aspects (2012). https://doi.org/10.5772/51987
Sangiovanni, D.G.: Transition metal nitrides: alloy design and surface transport properties using Ab-initio and classical computational methods. Linkoping Studies in Science and Technology, dissertation no. 1513 (2013)
Aissani, L., Alhussein, A., Nouveau, C., Radjehi, L., Lakdhar, I., Zgheib, E.: Evolution of microstructure, mechanical and tribological properties of vanadium carbonitride coatings sputtered at different nitrogen partial pressures. Surf. Coat. Technol. (2019). https://doi.org/10.1016/j.surfcoat.2019.06.034
Oyama, S.T.: The Chemistry of Transition Metal Carbides and Nitrides. Blackie Academic & Professional, Glasgow (1996)
Ţǎlu, Ş., Stach, S., Valedbagi, S., Elahi, S.M., Bavadi, R.: Surface morphology of titanium nitride thin films synthesized by DC reactive magnetron sputtering. Mater. Sci.-Pol. 33(1), 137–143 (2015). https://doi.org/10.1515/msp-2015-0010
Bavadi, R., Valedbagi, S.: Physical properties of titanium nitride thin film prepared by DC magnetron sputtering. Mater. Phys. Mech. 15, 167–172s (2012)
Ponon, N.K., Appleby, D.J.R., Arac, E., King, P.J., Ganti, S., Kwa, K.S.K., O’Neill, A.: Effect of deposition conditions and post deposition anneal on reactively sputtered titanium nitride thin films. Thin Solid Films 578, 31–37 (2015). https://doi.org/10.1016/j.tsf.2015.02.009
Bailey, E., Ray, N.M.T., Hector, A.L., Crozier, P., Petuskey, W.T., McMillan, P.F.: Mechanical properties of titanium nitride nanocomposites produced by chemical precursor synthesis followed by High-P T, treatment. Materials 4(10), 1747–1762 (2011). https://doi.org/10.3390/ma4101747
Grosso, S., Latu-Romain, L., Berthomé, G., Renou, G., Le Coz, T., Mantel, M.: Titanium and titanium nitride thin films grown by dc reactive magnetron sputtering Physical Vapor Deposition in a continuous mode on stainless steel wires: Chemical, morphological and structural investigations. Surf. Coat. Technol. 324, 318–327 (2017). https://doi.org/10.1016/j.surfcoat.2017.05.089
Wu, W.-Y., Chan, M.-Y., Hsu, Y.-H., Chen, G.-Z., Liao, S.-C., Lee, C.-H., Lui, P.-W.: Bioapplication of TiN thin films deposited using high power impulse magnetron sputtering. Surf. Coat. Technol. (2019). https://doi.org/10.1016/j.surfcoat.2019.01.106
Liang, H., Xu, J., Zhou, D., Sun, X., Chu, S., Bai, Y.: Thickness dependent microstructural and electrical properties of TiN thin films prepared by DC reactive magnetron sputtering. Ceram. Int. 42(2), 2642–2647 (2016). https://doi.org/10.1016/j.ceramint.2015.10.070
Babinova, R.V., Smirnov, V.V., Useenov, A.S., Kravchuk, K.S., Gladkikh, E.V., Shapovalov, V.I., Mylnikov, I.L.: Mechanical properties of titanium nitride films obtained by reactively sputtering with hot target. J. Phys: Conf. Ser. 872, 012035 (2017). https://doi.org/10.1088/1742-6596/872/1/012035
Ajenifuja, E., Popoola, A.P.I., Popoola, O.M.: Thickness dependent chemical and microstructural properties of DC reactive magnetron sputtered titanium nitride thin films on low carbon steel cross-section. J. Mater. Res. Technol. 8(1), 377–384 (2019). https://doi.org/10.1016/j.jmrt.2018.02.010384
Vaz, F., Ferreira, J., Ribeiro, E., Rebouta, L., Lanceros-Méndez, S., Mendes, J.A., Alvesb, E., Goudeauc, Ph., Rivièrec, J.P., Ribeirod, F., Moutinhod, I., Pischowe, K., de Rijke, J.: Influence of nitrogen content on the structural, mechanical and electrical properties of TiN thin films. Surf. Coat. Technol. 191(2–3), 317–323 (2005). https://doi.org/10.1016/j.surfcoat.2004.01.033
Lu, L., Luo, F., Huang, Z., Zhou, W., Zhu, D.: Influence of the nitrogen flow rate on the infrared emissivity of TiN x films. Infrared Phys. Technol. 88, 144–148 (2018). https://doi.org/10.1016/j.infrared.2017.11.015
Arshi, N., Lu, J., Koo, B.H., Lee, C.G., Ahmed, F.: Effect of nitrogen flow rate on the properties of TiN film deposited by e beam evaporation technique. Appl. Surf. Sci. 258(22), 8498–8505 (2012). https://doi.org/10.1016/j.apsusc.2012.04.179
Zhou, W., Liang, J., Zhang, F., Mu, J., Zhao, H.: A comparative research on TiAlN coatings reactively sputtered from powder and from smelting TiAl targets at various nitrogen flow rates. Appl. Surf. Sci. 313, 10–18 (2014). https://doi.org/10.1016/j.apsusc.2014.05.053
Jeyachandran, Y.L., Narayandass, S.K., Mangalaraj, D., Areva, S., Mielczarski, J.A.: Properties of titanium nitride films prepared by direct current magnetron sputtering. Mater. Sci. Eng.: A 445–446, 223–236 (2007). https://doi.org/10.1016/j.msea.2006.09.021
White, N., Campbell, A.L., Grant, J.T., Pachter, R., Eyink, K., Jakubiak, R., Martinez, G., Ramana, C.V.: Surface/interface analysis and optical properties of RF sputter-deposited nanocrystalline titanium nitride thin films. Appl. Surf. Sci. 292, 74–85 (2014). https://doi.org/10.1016/j.apsusc.2013.11.078
Kataria, S., Srivastava, S.K., Kumar, P., Srinivas, G., Siju, Khan, J., Rao, D.V.S., Barshilia, H.C.: Nanocrystalline TiN coatings with improved toughness deposited by pulsing the nitrogen flow rate. Surf. Coat. Technol. 206(19–20), 4279–4286 (2012). https://doi.org/10.1016/j.surfcoat.2012.04.040
Bahri, A., Guermazi, N., Elleuch, K., Ürgen, M.: Tribological performance of TiN coatings deposited on 304L stainless steel used for olive-oil extraction. Wear 342–343, 77–84 (2015). https://doi.org/10.1016/j.wear.2015.08.012
Zhang, S., Yan, F., Yang, Y., Yan, M., Zhang, Y., Guo, J., Li, H.: Effects of sputtering gas on microstructure and tribological properties of titanium nitride films. Appl. Surf. Sci. 488, 61–69 (2019). https://doi.org/10.1016/j.apsusc.2019.05.148
Hamzah, E., Ourdjini, A., Ali, M., Akhter, P., Mohd Toff, M.R.H.J., Abdul Hamid, M.: Influence of nitrogen flow rate on friction coefficient and surface roughness of tin coatings deposited on tool steel using arc method. Surf. Rev. Lett. 14(05), 1007–1013 (2007). https://doi.org/10.1142/s0218625x07010408
Aissani, L., Fellah, M., Radjehi, L., Nouveau, C., Montagne, A., Alhussein, A.: Effect of annealing treatment on the microstructure, mechanical and tribological properties of chromium carbonitride coatings. Surf. Coat. Technol. 359, 403–413 (2019). https://doi.org/10.1016/j.surfcoat.2018.12.099
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Switzerland AG
About this paper

Cite this paper
Salhi, F., Aissani, L., Nouveu, C., Alhussein, A. (2020). Influence of Nitrogen Partial Pressure on the Structural, and Mechanical Properties of Ti-N Thin Films. In: Safi, B., Daoui, A., Mechakra, H., Ghernouti, Y. (eds) Proceedings of the 4th International Symposium on Materials and Sustainable Development. ISMSD 2019. Springer, Cham. https://doi.org/10.1007/978-3-030-43211-9_17
Download citation
DOI: https://doi.org/10.1007/978-3-030-43211-9_17
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-43210-2
Online ISBN: 978-3-030-43211-9
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)