
Abstract
Two variants of cold spray powder injection point (downstream and upstream) came about from two distinct development threads in Russia; These two groups produced two distinct families of commercial equipment, each one with its own unique merits and attributes. Based on these concepts, commercial cold spray equipment became available in the late 1990s with several machine suppliers, some of them already gone, whereas others became established. This chapter is an update to the latest commercially deployed equipment, keeping in mind that the rapid evolution of cold spray technology may likely result in availability of additional upgrades by the time of publication. This Chapter discusses machine design features of each one of the families which determines capacity, reliability, portability, and cost. As every cold spray application requires a unique set of conditions, for it to be commercially viable, each type of equipment offers advantages and disadvantages in relation to an application; therefore, proper equipment selection is always the best practice.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
1 The Heart of the Method: Cold Spray Nozzle Design
The nozzle in a cold spray gun is a key element. It plays a primary role in converting high-enthalpy, high-pressure, low-speed gas into low-enthalpy, low-pressure, high-speed gas jet essential for particle acceleration. A cold spray nozzle’s ultimate aim is to create optimal gas jet conditions that boost the ability of particles to combine effectively with the substrate when impacting. The physics of the process has been well explained elsewhere. A converging-diverging type (DeLaval) nozzle is typically used at the exit of the nozzle to generate such favorable supersonic gas flow [1]. The supersonic flow characteristics, including its kinetic and thermal energy content, are a function of (i) geometry of nozzle and; (ii) parameters of the gas (i.e. gas size, pressure and temperature). The amount of energy (thermal and kinetic) eventually transmitted to the particles depends heavily on the ratio of the powder to the mass of the gas, the physical characteristics of the powder (i.e. density, thickness, form, size distribution, etc.) and where and how these particles are introduced into the gas stream.
Some key geometrical parameters of the nozzle (Fig. 1) are the divergence ratio (D/d), diverging shape, and length of the diverging section. Such geometric features decide to a large extent the characteristics of the gas jet inside and at the exit of the nozzle. Other conditions prevail as the gas jet leaves the nozzle, including bow-shock waves and compressed layers that may affect the substrate’s particle impact conditions. In practice the diameters of the round nozzle-exit vary between 2 and 12 mm, while the diameters of the throat range from 1 to 3 mm.

On the one hand, large deposition areas are often achieved by using a raster approach of subsequent passes with a step-over pattern, which is typically 25% of the pass’s total width, due to the relatively small nozzle diameter. The width of any over-spray is relatively small due to the sharp adhesion threshold versus re-bounce conditions. A spray pass then generally displays well-defined sharp edges with a width near the exit diameter of the nozzle.
On the other hand, to attain the fine detail required by some metal additive manufacturing, computational work has suggested that there may be, in fact, physical constrains when attempting to down scale the nozzle size, in order to improve spray pattern resolution [2]. This has been brought about as cold spraying is one of several methods proposed for metal additive manufacturing applications. The attractiveness of cold spray is the fact that solid-state metal deposition can be quite rapid in comparison to traditional methods for metal additive manufacturing.
The repeated use of a nozzle eventually causes clogging or erosion of the inside surfaces. Nozzle clogging with a few pure metals like silver, aluminum, nickel and indium is more prevalent. Nozzle clogging mechanisms are not fully understood, but it is accepted that nozzles play a role in surface finish, surface temperature and surface chemistry. Therefore, manufacturers are using one of two approaches to reduce or prevent nozzles clogging. (a) nozzles made of high performance polymers, such as polybenzimidazole (PBI), exhibiting non-clogging properties, or (b) metal nozzles with ultra-high internal surface finish along with water-cooling.
With the former approach (a), fabricators must take note that, even high-end polymers typically show service temperatures at a maximum of around 400 °C. Therefore, dual-material designs may be necessary, where the hot section (converging section of the nozzle) must be made of metal while the cold section (diverging tube) can be made of a polymeric material. Per the second approach (b), surface finish along with water cooling has proven effective in suppressing clogging; however, the added complexity of the design, increased maintenance, increased cost, and other factors make this method somewhat less practical.
2 Upstream Injection
In upstream injection cold spray, helium or nitrogen at high pressures (up to 70 bar) are preheated (up to 1100 °C). Both, the high enthalpy gas along with the injected powder are forced through the nozzle to convert into supersonic expanding gas that (depending on gas type and powder characteristics) accelerate particles to supersonic velocities (typically around 1000 m/s). Different to downstream injection, the powder feedstock is axially pumped into the gas stream upstream of the nozzle throat using a pressurized powder feeder (Fig. 2).

Courtesy of Impact Innovations
Schematic showing the operating principle of upstream injection equipment.
One of the main advantages of this approach is that spray particles can achieve higher velocities compared to downstream injection due to the higher gas pressure and the upstream injection point, simply because of the longer interaction between particles and gas jet. Another advantage is the powder preheating effect, where the feedstock particles are likely to be preheated in the nozzle’s high-pressure side, resulting in higher particle temperature compared to downstream injection, thus reducing the critical velocity of the powder.
The high cost and limited availability of helium, on the other hand, adversely affects the economics and long-term viability of any cold spray process that requires this gas. While these drawbacks have been somewhat mitigated by helium recovery systems, the fact is that for most cold spray applications, including upstream and downstream injection equipment, nitrogen has become the gas of choice, naturally requiring applicators to compensate by working at higher temperatures and pressures.
On the process consumable side, upstream injection implies having particles go through the small nozzle throat which causes wear and, with some materials, clogging of this orifice. Additionally, higher operating gas pressures and temperatures result in nozzle service temperatures high, making nozzles prone to clogging, therefore the need of water-cooling.
Heating up pressurized gases at relatively high gas flow volumes requires high power capacity on the gas heater, which results in large heaters that must be located externally is the gun weight is to be minimized for practical reasons. One challenge with remote external heaters is the reliability and durability of flexible conduits capable of delivering the high temperature/high pressure gas to the spray gun with minimum heat losses and acceptable mechanical performance.
Upstream injection equipment is typically less mobile than downstream injection hardware, simply because of size of the required gun gas heater necessary to supply such temperatures at such high pressures. Consequently, upstream injection has traditionally been used as a mechanically driven tool that sprays well specialty materials that display high critical velocities, which require high impact velocities for bonding. For better portability of the spray gun, manufacturers of upstream injection equipment have developed low pressure/low temperature (e.g. 20–35 bar/400 °C) upstream injection systems. Alternatively, others have focused in lightening the upstream injection gun by placing the heater remote to the gun.
Impact Innovations [5] Germany, produces upstream injection systems 5/8 (Fig. 3) and 5/11 which use proprietary powder feeding technology. Impact 5/8 system features a maximum operating temperature of 800 °C (34KW) along with a maximum operating pressure of 50 bar. Whereas Impact 5/11 features maximum operating temperature of 1100 °C (40 KW) in conjunction with a maximum pressure capacity of 50 bar.

Photo courtesy of Impact Innovations [5]
Upstream injection cold spray system 5/8 (34 KW/50 bar/800 °C) showing control unit, and powder feeder, with a 34 KW gun-mounted gas heater.
Plasma Giken [6], Japan, manufactures large capacity upstream injection systems that can operate at pressures of 50 bar providing gas temperatures of up to 1000 °C with power consumptions from 35 to 70 KW (Fig. 4). This commercial equipment is suitable for depositing difficult to cold spray materials such as stainless steels, titanium alloys (e.g. Ti-6Al-4V), Inconels (e.g. 625, 718), and other metals with relatively high deposition efficiencies. Due to its high power output, it can also deposit thick at relatively high deposition rates, using nitrogen or Helium as the carrier gas. Nozzles must be water-cooled to avoid clogging and/or other effects at the nozzle. Also, due to the size of the heater at the gun, its operation can only be robotic or mechanized.

Photo courtesy of Plasma Giken Co. [6]
Plasma Giken PCS 1000 upstream injection system (70 KW/50 bar/1000 °C) showing water-cooled spray gun with 70KW combined (on-gun plus remote) gas heating.
VRC Metal Systems, USA, manufactures the VRC Gen III™ upstream injection cold spray system (Fig. 5). The system was specifically developed to address repair and maintenance activities in both fixed shop installations and in-field application that required increased flexibility and mobility. The VRC Gen III™ is a hand-held capable high-pressure (70 bar/650 °C, 21 KW) upstream injection system, based on a design that lightened the gun by removing the heater from the gun and supplying a high temperature/pressure flexible connection between the heater and powder feeder to the nozzle assembly. The benefit of having a wide pressure range, however, is so that softer materials, which do not need high pressure can also be deposited with the same system.

Photo courtesy of VRC Metal Systems [7]
VRC Gen III upstream injection system (15 KW/70 bar/900 °C).
Beyond light-weighting the cold spray gun, two other patented features are included in the VRC Gen III™ cold spray system; (a) an internally insulated heater which reduces heat losses, increases the heater efficiency, and improves its field portability; (b) a rotary drum powder feeder, which is angled at approximately 30°, and continuously tumbles the powder while feeding so that particle segregation due can be eliminated from cold spray powders, particularly in the case of blended powders. This feature also increases powder flowability for more consistent powder flows during the spray operation.
3 Downstream Injection
In downstream injection, air, nitrogen, or Helium at low to medium pressures (4–35 bar) can be preheated to about 600 °C. As in upstream injection, when high enthalpy gas is passed through the DeLaval nozzle it accelerates to supersonic velocities (typically around 300–1000 m/s) as its temperature drops to below 200 °C. The unique characteristic of this family of equipment is that the powder feedstock is introduced downstream (after the nozzle throat) into the diverging section of the nozzle (Fig. 6).

A schematic drawing showing the operating principle of downstream injection equipment [8]
Downstream injection guns use venturi effect-based powder feeding, which can operate consistently without the need of a pressurized powder feeder, but only at gas pressures below 10 bar, using either air or nitrogen. Above this pressure, the venturi-based powder feeding becomes unstable and unpredictable, making the process only suitable for manual operation unless a pressurized external feeder is used to bypass the venture feeder.
Today, most engineering metals and blends require more than 10 bar for acceptable properties; on top of that, there is an increasing use of automation for many cold spray applications. Therefore, venturi-based feeding became limited to a small number of manual applications, while external low-pressure pressurized powder feeders, such as the ones used in traditional thermal spray, became the industry standard for downstream injection cold spray systems.
Over the last few years, there has been a significant increase in newer cold spray production applications where factors such as cost, reliability, repeatability, maintainability, and productivity become paramount. One challenge to meet these requirements was the availability of economical, repeatable, consistent, and measurable powder feeding systems. One manufacturer of downstream injection systems developed a novel non-pressurized powder feeding method, which can provide extraordinary feeding stability over the full range of operating pressures (6 through 35 bar), more precise control over feed rate, high reliability, and easy maintenance. This was done in conjunction with the development of a new enhanced vacuum design (EV) nozzle, which extended the range of pressures over which the venture-effect can be effective.
Only the diverging section of the nozzle is subject to erosion due to the direct impact of the spray powder in downstream injection. The nozzle design can therefore be divided into the nozzle holder containing the converging section plus the nozzle throat or “orifice” and the nozzle tube, the diverging section of the nozzle. The life of the orifice is virtually unlimited, as the nozzle holder only passes gas.
Downstream injection systems can be compact, portable, and economical. When spraying with single-phase powders (pure metals and/or alloys), low gas pressures and temperatures may limit the range of spray-able materials to low-melting point ductile metals such as aluminum, zinc, and tin. However, the spray-ability (at low pressures and temperatures) of many hard-to-spray materials can be significantly enhanced by the addition of hard/ceramic particles to the powder mix. Ceramic particles in the mix produce a micro-hammering effect that not only helps compacting underlying layers, but also may continuously activate the substrate, improving adhesion [9].
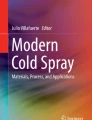
The earliest commercial downstream injection system was developed by Dymet [9] Russia [Obninsk Center for Powder Spraying Ltd. (OCPS)] (Fig. 7). Today, this system uses compressed air (5–8 bar) @ 400 l/min heated in the gun to a maximum of 600 °C. The spray gun includes 3.5 KW light air heater and a replaceable nozzle expansion tube. The life of the nozzle for a powder feed rate of about 0.5 g/s is about 1 spray-hour. This downstream injection system utilizes a standard non-pressurized venturi powder feeder that works up to about 8 bar because of the low pressure required. This system has been widely used in Russia and many other countries, primarily for field portable corrosion damage repair and dimensional reconstruction using commercially pure aluminum, copper, zinc, nickel, tin, and lead mixed with sufficient quantities of ceramic particles to optimize deposition performance. Typical efficiency of deposition for these materials is 20–30% with a deposition rate of 3–10 g/min.

Courtesy of DYMET Corporation [10]
Dymet 423 portable downstream injection equipment (3.3 KW/8 bar/600 °C).
Today, downstream injection equipment offers extended operating pressure capacity up to 35 bar along with improved powder feeding technology, which translates into higher deposition efficiencies and extended range of spray-able materials, including stainless steels, titanium, and nickel-based alloys and blends, as well as better process consistency and repeatability.
CenterLine SSTTM Canada, produces SSTTM PX and EPX cold spray industrial machines, which are production-ready downstream injection machines. Based on the same principle as Dymet machines [9], these machines operate at extended ranges of gas pressures (4–35 bar) using air, nitrogen, or helium at up to 550 °C gas heating with a power consumption of 3.8, 4.2, and 15 KW, and without the need of a pressurized feeder. The new PX and EPX systems use a re-designed venturi-effect powder feed (Figs. 8 and 9) and are engineered to satisfy the needs of volume production. Since automation is the desirable modus operandi, these systems exceed minimum requirements for productivity, cost, reliability, repeatability, and maintainability. The new non-pressurized powder feed method was implemented along with a novel nozzle holder design that permits non-pressurized powder feeding up to 35 bar gas pressure. The powder feed is integral part of the machine, requires no pressure, is free from clogging, can be easily removed for service, can be swapped in minutes, comes with multi-hopper capability, and feeds up to 120 g/min. Table 1 summarizes the state of commercial cold spray systems, with system capacities.

Photo courtesy of CenterLine (Windsor) Limited
SST PX downstream injection manual system (3.8 KW/17 bar/550 °C) integrated with the new dual-non-pressurized powder feeder.

Photo courtesy of CenterLine (Windsor) Limited
SST PX downstream injection robotic system (4.2 KW/17 bar/550 °C) integrated with the new dual-non-pressurized powder feeder.
4 Automation of the Cold Spray Process
4.1 Industrial Automation
Industrial automation refers to the use of mechanical systems for performing routine manufacturing activities without or with the supervision of a human operator. The fact that mechanical systems powered by Programmable Logic Controllers (PLC) are able to perform repeated tasks faster and more effectively than human operators leads to increased efficiency and repeatability.
Automation can be applied in various ways, from a simple single axis linear drive to complicated Multi axis computer numerical control (CNC) machining centers. In this section we will also make reference to dedicated automation and flexible automation. Dedicated automation is generally designed to perform single or multi tasks aimed at performing a specific process following a specific pattern. On the other hand, flexible automation has the capability of being re-programmed to do many other functions completely different from its original tasks.
The main advantages of automation are:
-
Increased productivity by eliminating the dependency of production on how skilled and/or the emotional state of the operator.
-
Improved quality by removing the element of human error.
-
Increased process and/or product consistency by allowing the automation to doing repetitive motions or process more consistently.
-
Reduce direct labor expenses.
The main disadvantages of automation are:
-
An automated system may have a limited level of intelligence, and is therefore more susceptible to committing errors outside of its immediate scope of knowledge.
-
Unpredictable development costs.
-
Automation cost for a new product or plant typically requires a very large initial investment in comparison with the unit cost of the product, although the cost of automation may be spread among many products and over time.
-
Increased indirect labor to maintain more automation.
In manufacturing, the purpose of automation has shifted to issues broader than productivity, cost, and time. It has shifted to focus on quality with consistency and repeatability of the process. Therefore, users have exerted pressure on automation suppliers to build automation components that are more accurate and consistent. This trend has also been reflected in the case of Cold Spray, as users of this technology are increasingly demanded to produce more consistent and higher quality cold spray deposits. This can only be achieved by having more control over the cold spray process parameters as well as tighter control of the characteristics of the feedstock material, as further described in the following sections.
4.2 Automation of Cold Spray Process Controls
Control of an automated cold spray process can be attained by monitoring and controlling process parameters such as gas pressure, gas temperature, feedstock feed rate, and gun travel speed. Commercial cold spray systems use a fixed diameter of the DeLaval nozzle throat (or “orifice”), which is contained within the spray gun itself. This orifice operates in the choked condition for the various gases.
The actual mass flow rate of the carrier gas is determined by the gas density, gas pressure, and gas temperature. Therefore, to control gas mass flow for a given gas, pressure and temperature must be controlled within certain tolerances. This is generally achieved with the implementation of closed loop control using pressure transducers and thermocouples in the gas circuit. Other alternatives include the implementation of closed loop control using a mass flow controller and thermocouples.
Feedstock rate control can be attained by volumetric feeding or weight loss delivery of the spray powder. Volumetric powder feeding is the most common technique as it is more economical. However, volumetric feeding is typically not consistent and monitored flow rates may vary up to 10% depending on powder characteristics. A better method for controlling feed rate includes the weight loss technique, which uses load cells to monitor feed rate and then controls the feedstock delivery rate to maintain a more constant feed rate. Other indirect but consistent methods include Auger feed of powder in combination with negative pressure into the nozzle.
Monitoring and control of gun travel speed and raster step are desirable in order to produce smooth finish and consistent thickness of the deposit. The gun travel speed, together with the powder feed rate, determine the thickness of the deposit during one pass. It is generally desirable that the deposited thickness be within 0.1–0.5 mm per pass. Gun motion need to be generated from an automated drive, which may be capable of closed-loop feedback control.
The raster steps over is important to define the thickness variation per gun raster. Depending on the surface smoothness required the raster step over is typically set from 6 to 50% of the nozzle exit diameter (Fig. 10).

Illustration of the raster step over method to attain smooth surface finish with cold spray
4.3 Gun Manipulators
There are many possible combinations of automating the cold spray process. The following are some of the most common combinations:
-
Single linear drive for the gun with linear movement of the substrate or part.
-
Single linear drive for the gun with rotational movement of the substrate or part.
-
Multiple axis robotic manipulation of the gun or the substrate with stationary substrate or part.
-
Multiple axis robotic manipulation of the gun with substrate manipulation by auxiliary axis.
For a smooth and consistent coating on cylindrical substrates the use of a variable speed linear drive for the gun and a variable speed rotational drive for the substrate is the most economical method for best results. This method is only useful when the coating thickness permits a large variability tolerance. However, when thickness variability has a tight window of tolerance then a two-axis servo drive system for both the gun and substrate would be required along with a weight-loss powder feeding system.
For substrates that have surface contour, multiple axis robotic manipulation of the gun would be desirable for the tilt, travel and raster movements. If the coating thickness variability is critical, then a weight loss powder feeding would be required.
A more sophisticated level of automation consists of a gun mounted on a multi axis robotic arm with the substrate or part mounted on a single or two-axis manipulator with coordinated axis control from the robot controller. Generally, the substrate manipulator has a rotational axis and a tilt axis. The rotational axis may either have operated as a continuous rotation or rotational position. The tilt axis generally has a 90 degree of freedom from vertical to horizontal positioning as a coordinated axis with the robot controller (Fig. 11). This scenario would also require the use of a volumetric or a weight-loss feedback powder feeding system.

Courtesy of Able Engineering
Cold spray gun mounted on a multi-axis manipulator with the substrate or part mounted on a two-axis manipulator.
References
Pathak, S., & Saha, G. C. (2017). Sustainable development of cold spray coatings and 3D additive manufacturing components for repair/manufacturing applications: A critical review. Coatings, 7(8), 122–149.
Nasif, G., Barron, R. M., Balachandar, R. J., & Villafuerte, J. (2019). Numerical assessment of miniaturized cold spray nozzle for additive manufacturing. International Journal of Numerical Methods for Heat & Fluid Flow, 29(7), 2277–2296.
Papyrin, A., Kosarev, V., Klinkov, S., Alkimov, A., & Fomin, V. (2007). Cold spray technology. Oxford: Elsevier.
Papyrin, A. (2001). Cold spray technology. Advanced Materials Process, p. 49.
Impact Innovations. (2019). https://www.impact-innovations.com/en/index_en.html.
Plasma Giken. (2019). http://www.plasma.co.jp/en/products/coldspray.html.
VRC. (2019). https://vrcmetalsystems.com/products/.
Villafuerte, J. (2010). Current and future applications of cold spray technology. In Metal finishing.
Maev, R. G., & Leshchynsky, V. Introduction to low pressure gas dynamic spray: Physics & technology. Weinheim, Germany: Wiley VCH Veriag Gmbh & Co KGaA.
Dymet Corporation. (2019). http://dymet.info/indexe.html.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Switzerland AG
About this chapter

Cite this chapter
Villafuerte, J. (2020). Commercial Cold Spray Equipment. In: Pathak, S., Saha, G. (eds) Cold Spray in the Realm of Additive Manufacturing. Materials Forming, Machining and Tribology. Springer, Cham. https://doi.org/10.1007/978-3-030-42756-6_2
Download citation
DOI: https://doi.org/10.1007/978-3-030-42756-6_2
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-42755-9
Online ISBN: 978-3-030-42756-6
eBook Packages: EngineeringEngineering (R0)