
Abstract
In the era of digitalisation, daily life is equipped with digital products and services. These smart products now become the necessity of everyday life. To fulfil the huge amount of demands of such product in a sustainable way, smart manufacturing is evolving. However, the development of smart manufacturing is facing many challenges from various perspective. These challenges need to overcome for the development of smart manufacturing. Therefore, the aim of this chapter is to identify and prioritise these challenges, which can be helpful to overcome these challenges. In this study, 16 challenges are identified towards the development of smart manufacturing from the literature review and experts’ input. Additionally, these challenges are categorised in four dimensions. After that, these dimensions and their associated challenges are prioritised based on their importance using the best worst method (BWM). The result clearly shows that infrastructure-related challenges are the most significant while consumer related challenges are least significant. The identified challenges are helpful for the development of smart manufacturing. The prioritisation of these challenges assists the management and policymakers to formulate the strategies for the mitigation of these challenges. This study provides 16 challenges that can be evaluated by manufacturers/companies to realize the readiness for smart manufacturing transformation. This chapter provides an understanding of the smart manufacturing and associated challenges towards its development.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others
Keyword
1 Introduction
In the last decade, there has been excessive advancement in manufacturing and its related fields such as mechanical automation, business analytics and cloud computing. These developments would offer the industries to enhance their conventional production system and adopt the concept of “smart manufacturing”. Wang et al. (2018) refers the smart manufacturing as “… a new manufacturing paradigm where manufacturing machines are fully connected through wireless networks, monitored by sensors, and controlled by advanced computational intelligence to improve product quality, system productivity, and sustainability while reducing costs.” In the context of this definition, the elements of “smart manufacturing” is a combination of the several advanced technologies such as industrial internet of things (IIoT), cyber-physical systems (CPS), IoT, cloud computing, additive manufacturing, industrial integration, virtual and augmented reality, big data analytics and others (Xu et al. 2018). Smart manufacturing collects real-time data through digital technologies and provides valuable information to the manufacturing system by analysing this data. These collected real-time data allows the manufacturer to improve the system and provide some after-sell services such as fault deduction, preventive maintenance and system update.
Smart manufacturing has the capabilities to bring substantial benefits to firms through reducing the wastage of material, processing time, operational expenses and capital expenditure. Moreover, smart manufacturing not only enhance the economic perspective, such as the reduction in cost and improved productivity but also create new values that can continuously contribute to societies. It is not only to construct an intelligent system through convergence with advanced technologies, but it also advances as a constant growth engine for manufacturing with human and society-oriented philosophy through ‘sustainable development’ (Kang et al. 2016).
However, the adoption of the advanced technologies to achieve the goal of smart manufacturing has made the manufacturing system more complex and led to many challenges related to the consumers, management and others. These challenges are the bottlenecks towards the development of smart manufacturing which needs to be addressed. Apart from the development of smart manufacturing, the transform the conventional manufacturing system into a smart manufacturing system is also facing similar challenges. This transformation requires a lot of efforts to overcome the challenges for the successful transformation of smart manufacturing which needs to be addressed. Therefore, this study has primary objectives as follows:
-
Identify the major challenges towards the development of smart manufacturing
-
Prioritise the major challenges using the BWM method
The remaining study is as follows: Sect. 22.2 provides the literature review related to smart manufacturing; Sect. 22.3 deals with the methodology adopted for this study; Sect. 22.4 identifies the major challenges of the development of smart manufacturing; Sect. 22.5 deals with the prioritisation of the identified challenges; Sect. 22.6 provides the result and elaborate the finding Finally, section provides the conclusion, limitations and future scope of the study.
2 Literature Review
In order to develop the background for this study, a review and synthesis of the literature related to the concept of smart manufacturing had been undertaken. Additionally, some significant studies related to smart manufacturing is also discussed in this section.
2.1 Overview of Smart Manufacturing
Nowadays, ‘smart’ is the buzz word in various domain of life such a ‘smart cities’, ‘smart technologies’ and ‘smart manufacturing’. The manufacturing industries going through a new revolution and paradigm named as ‘smart industries.’ The manufacturing processes are adopted in the smart industries are termed as ‘smart manufacturing.’ Smart manufacturing is rapidly developing in the context of technologies, application methods and integrated concept. Before the arrival of the smart manufacturing, contemporary manufacturing technologies ranging from digital manufacturing, virtual manufacturing, and advanced manufacturing to sustainable manufacturing have been converged with ICT (Khan et al. 2015a; Kang et al. 2016). As is the case with many emerging technologies, there is no single universally accepted definition of smart manufacturing. The widely accepted definition are presented by the National Institute of Standards and Technology (NIST), which defines Smart Manufacturing as systems that are “fully-integrated, collaborative manufacturing systems that respond in real-time to meet changing demands and conditions in the factory, in the supply network, and in customer needs (Kusiak 2017).”
In recent years, the organisation focuses to develop the cyber-physical system through the integration of the manufacturing assets (i.e. physical assets) with the cyberspace (Alam et al. 2015; Khan et al. 2017a). According to the Kusiak (2017), smart manufacturing having two layers ‘cyber layer’ and ‘manufacturing equipment layer’ and these layers are linked by the interface. The cyber layer provided the system intelligence while manufacturing equipment has its own intelligence.
Smart Manufacturing is the integration of a large number of advanced technologies which can be developed individually and/or combination with other technologies (Khan et al. 2020). For instance, IoT, big data analytics and smart sensors were studied mostly on machines or processes (Javaid et al. 2020). Kusiak (2017) identified the six significant pillars of smart manufacturing. These six pillars are manufacturing technology and processes, predictive engineering, big data, materials, resource sharing & networking and sustainability (please refer Fig. 22.1). These pillars are always present around the manufacturing systems in different names and the different degree of importance. For example, data has been an essential part of traditional manufacturing system, and it has become big data in the context of smart manufacturing.

Six pillars of smart manufacturing. (Adapted and modified from Kusiak)
2.2 Smart Manufacturing Related Studies
The primary goal of smart manufacturing is the enhance the productivity, process improvement, sustainability and automation (Rajput and Singh 2018). Several studies are carried out in the context of smart manufacturing and its associated areas from various aspects. Kang et al. (2016) reviewed the literature of smart manufacturing as well as related areas and highlighted the major challenges and bottlenecks of smart manufacturing. Further, they suggested some valuable investigation for future research work in this emerging area. Siddiqui et al. (2016), discussed the other aspect of smart manufacturing such as the architecture of smart manufacturing, low latency setup of the latest 5G technology and new business ventures. Zhong et al. (2017) focuses on the technological aspect of smart manufacturing and overviewed the concept of smart manufacturing objects handled with wireless technologies and IoT. Some studies focus on the pillars of the smart manufacturing such as Khan et al. (2017b) have identified the major challenges towards the development of a big scholarly data platform. In this row. Khan et al. (2015b) has proposed a framework for the management of Big Data in cloud environment and further develop an outline for Big Data.
Kadera and Novák (2017) initially identified the value of the distributed and smart industrial systems of smart manufacturing. Further, they proposed some major points to handle the complications in communications among the interconnected devices. Cheng et al. (2017) proposed some smart cutting tools which can be used for the smart machining and further they also discussed the design, implementation, and application issues of these smart cutting tools. Li et al. (2017) studied the issue of big data in the context of smart manufacturing and optimised the load-balance of the devices. Smart manufacturing also utilised the 3D printing machine, in this regard major challenges are categorised into technical and managerial by Chen and Lin (2017). Kymäläinen et al. (2017) established a novel model for the user experience in the environment of smart industry. The issue of maintenance of the manufacturing system related to the big data is studied by Wan et al. (2017). They studied active preventive maintenance in smart manufacturing systems.
Kusiak (2017) provide an overview of the concept of the ‘smart manufacturing’ and addressed the issue of material handling. Further, they provide the ten conjectures of smart manufacturing. Tuptuk and Hailes (2018) addressed the security issues in the smart manufacturing system. They discuss the security of existing manufacturing systems and associated weakness and argue that security must play a key role in the development of smart manufacturing. Manavalan and Jayakrishna (2019) reviewed the several aspects of supply chain management, enterprise resource planning, IoT and Industry 4.0. Further, they explore the potential opportunities available in IoT embedded sustainable supply chain for smart manufacturing transformation.
3 Research Methodology
This study adopted two-phase methodology to fulfil the objective of the study. In the first stage, major challenges towards the development of smart manufacturing are identified through literature review and expert’s input. The SCOPUS database is chosen for the selection of the articles to identify the major challenges towards the development of smart manufacturing. Initially, 22 challenges are identified through the literature review. These significant challenges are put in front of the expert panel and asked them to provide their responses based on the importance of the challenges. The expert’s panel contains six members from the industry and academia. After the discussion with the experts’ panel, six challenges are dropped and finally, 16 challenges are selected for further evaluation. Further, these finalised challenges are categorised into four major dimensions. In this manner, 16 major challenges and four dimensions of these challenges are finalised.
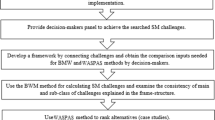
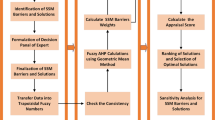
In the second phase of the study, these challenges are prioritised based on their importance. For serving this purpose, several multicriteria decision making (MCDM) technique are available in the literature such as AHP, ANP, TOPSIS, BWM and many more (Sufiyan et al. 2019; Khan et al. 2019a, b). Among these MCDM methods, BWM is selected for the prioritisation of the challenges. The rationale behind the selection of this method is the capabilities of the BWM. This method required a smaller number of comparisons as compared to other methods such as AHP and ANP (Rezaei 2015; Khan et al. 2019b). Therefore, it takes less time of experts and less cost to take input from the experts. Additionally, the consistency ratio of this method is also high as compared to the other MCDM method. The application of this methodology is seen in several recent studies (Ahmadi et al. 2017; Pamučar et al. 2018; Rezaei et al. 2017; Cheraghalipour and Farsad 2018; Khan et al. 2019a, b). The adopted research framework is shown in the Fig. 22.2. The steps of the BWM method are provided as follows (Rezaei 2015):

Proposed research framework for this study
-
Step 1: Identification of decision criteria
In this step, literature review and expert’s inputs are used to identify a certain set of criteria (“n” number of criterion: C1, C2, C3,….Cn) which is important in decision making for the identified problem.
-
Step 2: Identify the best criterion (most significant) and the worst criterion (least significant)
In this step, the expert (decision maker) identifies the best and the worst criterion among the all identified criterion. The best criterion is represented as cB, and the worst criterion is represented by cW.
-
Step 3: Perform the reference comparisons for the best criterion.
The preference of the best criterion is determined over all the other criteria using 9-point scale (1–9) through expert input and represented by the vector as shown below:
Where AB the Best-to-Others (BO) vectors, aBj refers the preference of the best criteria B over criteria j and aBB = 1
-
Step 4: Perform the reference comparisons for the worst criterion
The preference of the other criterion is determined over the worst criteria using 9-point scale (1–9) through expert input and represented by the vector as shown below:
Where AB the Others-to-Worst vector, ajw refers the preference of the criteria j over the worst criteria W and aww = 1
-
Step 5: Determine the optimal weights
The optimal weight for each criterion is the one where, for each pair wB/wj and wj/wW, it should have wB/wj = aBj and wj/wW = ajW. To satisfy these conditions for all j, maximum absolute differences minimized of the set {|wB − aBjwj|, |wj − ajWwW|}. This problem can be represented as following model:
Subject to:
Model (22.1) can be transformed into following linear problem.
min ξLsubject to:
The optimal weights of each criterion \( \left({w}_1^{\ast },{w}_2^{\ast },{w}_3^{\ast}\dots ..{w}_n^{\ast}\right) \)and the optimal value of ξLobtained by solving the linear problem (22.2). Consistency level of each comparison is checked through the value of ξL and the value of ξLcloser to 0 indicates higher consistency and vice versa. (Rezaei 2016).
4 Result
In this section, the major challenges of smart manufacturing are identified through the literature review and expert opinion. These finalised challenges are prioritised using the BWM method.
4.1 Identification of Challenges in Smart Manufacturing
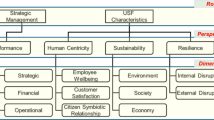
The major challenges are identified through the literature review of smart manufacturing, intelligent manufacturing system and industry 4.0. After identification of the 22 challenges, these challenges are put in front of experts for their approval. We have discussed these identified challenges with the expert’s panel and finalised 16 major challenges which are further categorised into four dimensions. The identified 16 challenges with their brief description and associated references are shown in Table 22.1.
4.2 Prioritisation of the Challenges Towards Development of Smart Manufacturing
In this section, the identified challenges towards the development of smart manufacturing are prioritised. To accomplish this purpose, BWM is successfully applied using the expert’s input. A brief overview of the BWM is provided to the expert’s panel to revive the understanding about the adopted methodology. After that, the pairwise comparison matrices were provided for each dimension and their associated to the expert panel and asked them to identify the best challenge i.e. most significant challenge and worst challenge i.e. least significant challenge among the all identified challenges. Initially, there were different inputs comes from the experts but after exhaustive discussion by experts and moderator about each challenge, the panel were able to build a consensus on the comparative significance of each challenge.
Based on the expert panel decision, ‘infrastructure related challenges’ are the most significant challenge (best criteria) and ‘consumer related challenge’ are the least significant challenge (worst criteria). After identification of the best and worst dimension (criteria), experts rated the preferences of best dimension over other dimensions and similarly all the other dimensions were rate w.r.t the worst dimension on a scale of 1–9. In this manner, a pairwise comparison was obtained and shown in Table 22.2.
Table 22.3 shows the pairwise comparison of infrastructure-related challenges. Among the identified four challenges related to infrastructure, the most significant challenge is the ‘lack of capability to perform the supply chain analytics (IC1)’ and the ‘least significant challenge is lack of global distribution network (IC4)’.
Table 22.4 shows the pairwise comparison of consumers related challenges. The most significant challenge is the ‘issues of openness of data (CC4)’ and the least significant challenge is ‘low awareness of consumers (CC2)’.
Table 22.5 shows the pairwise comparison of management-related challenges (MC). Among the identified four challenges related to management, the most significant challenge is the ‘unclear vision towards smart manufacturing (MC2)’ and the ‘least significant challenge is ‘green technology management (MC4)’.
Further, we have to find the optimal weight of each dimension and their associated challenges using the pairwise comparison score. This can be obtained by formulating a linear programming model as shown by the model (2) for dimensions and associated challenges. After the formulation of the model; these models are solved to calculate the weights of each dimension and their associated challenges and shown in Table 22.6. The consistency ratio of the dimension is 0.06504 which is acceptable because it is less than the 0.1. Similarly, the consistency ratio of the challenges is also less than 0.1 which is acceptable. Based on the optima weight of the dimensions and challenges, the dimensions and challenges are locally and globally ranked and shown in Table 22.6.
5 Discussion on Results
The result shows that the most significant dimension of challenge ‘infrastructure-related challenges’ having 0.471545 and the least significant challenge is ‘consumers related challenges (CC)’ having 0.081301. The infrastructure-related challenges need to be addressed to move a step forward in the direction of the develop a smart manufacturing system. Among the ‘infrastructure relate challenges’ the descending order of the infrastructure-related risk are: ‘lack of capability to perform the supply chain analytics (IC1)’> ‘high IT infrastructure and intelligence deficit (IC2)’ > ‘lack of smart logistics infrastructure (IC3)’ > ‘lack of global distribution network (IC4)’. To overcome these challenges, the government required an especial focus on the development of the IT infrastructure such as high-speed network connectivity. Utilising these infrastructures, the organisation can develop the skills and capability to perform supply chain analytics. At the same time, there a major challenge is the scarcity of smart logistics services. This challenge is more dominant in developing countries such as India. The least significant challenge among the infrastructure-related challenge is the ‘lack of global distribution network’ which needs to be addressed.
The next significant dimension of challenges is the ‘technology-related challenges ‘having the weight of 0.268293. This dimension having a technological challenge such as ‘lack of advance materials and technologies’ and ‘data privacy and security which can hinder the development/transformation of smart manufacturing. The importance of the challenges in descending order are: ‘data privacy and security issues (TC1)’ > ‘data quality (TC2)’ ‘lack of advanced research and development centres (TC4)’ > ‘lack of advance materials and technologies (TC3)’. Data privacy and security is a major challenge because it contains the confidential data about the materials, manufacturing process and details of the working/operating personnel. Data is collected from the different sources and these data are present in a different form so that the data quality is low. This data quality is a major challenge to develop the predictive aspect of smart manufacturing. There is a lack of advanced research centres for the development of smart manufacturing process, data cleaning and analysing techniques. These advance research centre should be developed for the effective implementation of the smart manufacturing processes and techniques. In this row, the next major challenge is the lack of advance materials and technologies that can be a major hindrance towards the development of smart manufacturing.
The third significant dimension of the challenges related to the development of smart manufacturing is ‘management related challenges’ having the weight of 0.178862. The importance of the challenges in descending order are: ‘unclear vision towards smart manufacturing (MC2)’ > ‘cost of training and skills development (MC1)’ > ‘organisational change/re-engineering (MC3)’ > ‘green technology management (MC4)’. The unclear vision of the management is a major challenge towards the development of smart manufacturing. To overcome this challenge, management should develop an understanding about the smart manufacturing process such as cyber-physical systems, big data analytics and interconnected machines. After developing a clear understanding of smart manufacturing, management has proposed a clear vision and achieve the goal of smart manufacturing. Next challenge is the cost of the training and skill development of the personnel. The environment of smart manufacturing is different from the conventional manufacturing system, so that, some training and skill development program is conducted for the personnel that will demand a high cost. Further, the third challenge in the context of the management related challenge is the ‘organisational change/re-engineering (MC3)’. The current organisational and manufacturing structure should be re structured and redesigned as per the requirement of smart manufacturing. The least significant factor related to management is ‘green technology management (MC4)’. Green technologies and their management are an essential component of the current business models. Therefore, to be competitive in the global business, green technologies should be adopted for the effective functioning of smart manufacturing.
Finally, the consumer-related challenges are having the least significant among the identified dimensions of the development of the smart manufacturing system. Consumer related challenges are ranked fourth and having the weight of 0.081301. Among the consumer-related factors, importance order of the challenges is: health issues (CC3) > issues of openness of data (CC4) > lack of access to technology (CC1) > Low awareness of consumers (CC2). The major challenge is health issues which are emerging from the utilisation of the advanced technologies such as 5G connections for the machine, eatable barcode and DNA barcoding on food products. These advanced technologies facilitate life but also have some bad effect on health. The next challenge is the issues of openness of data (CC4) which are related to the private information of the consumer. This information can be stored and transferred with other parties which are the major issue for consumers. Lack of access to technologies by consumers is one of the significant challenges towards the development of smart manufacturing. The smart devices are providing real-time data to the cloud. In this condition, if the consumer does not have access of advance technologies then it will lead to the failure of smart manufacturing. Finally, the least significant challenge is the low awareness of consumers that means consumers does not have an explicit knowledge of the benefits or loss of the smart manufacturing system. Thus, they are having ambiguities in their perception towards the smart manufacturing and its related product. Therefore, there is a need to aware the consumers about the smart manufacturing and its benefits/cost through the awareness programs or other means.
6 Conclusion, Limitations and Future Scope
This chapter provides an overview of smart manufacturing and identified the challenges towards the development of smart manufacturing. Initially, this study identified the 16 major challenges towards the development of smart manufacturing and categorised them into four major dimensions using the literature review and expert’s input. These identified challenges and their dimensions are prioritised using the BWM method for deeper insights. The result shows that the major dimension of the challenge is the infrastructure-related challenges among the identified dimensions. The least important challenge is consumer-related challenges. This study also provides some solution to mitigate these challenges.
This study also has some limitation which can be explored in future studies. The first limitation of this study is the scarcity of the literature in the area of smart manufacturing. Due to the limited access to the literature, there is a possibility to skip some challenges which can be included. Second limitation of this study is the sample size of the expert. We have only six experts in the panel and this sample size can be increased in the future studies. The prioritisation of the identified challenges can be validated through case studies. In term of the future scope, these identified challenges can be modelled using the other methods such as Interpretive Structural Modeling (ISM), Total Interpretive Structural Modelling (TISM) and DEMATEL. Further, the prioritisation of the challenges can be validated using other methods such as AHP, ANP, TOPSIS and many more.
References
Ahmad, S., & Alam, M. (2014). Balanced- ternary logic for improved and advanced computing. International Journal of Computer Science and Information Technologies, 5(4), 5157–5160.
Ahmadi, H. B., Kusi Sarpong, S., & Rezaei, J. (2017). Assessing the social sustainability of supply chains using best worst method. Resources, Conservation and Recycling, 126, 99.
Alam, M., & Alam, B. (2013). Cloud query language for cloud database. In: Proceedings of the International conference on Recent Trends in Computing and Communication Engineering – RTCCE 2013, Hamirpur, HP, pp. 108–112, ISBN: 978-981-07-6184-4 https://doi.org/10.3850/978-981-07-6184-4_24.
Alam, M., Sethi, S., & Shakil, K. A. (2015). Distributed machine learning based biocloud prototype. International Journal of Applied Engineering Research, 10(17), 37578–37583.
Ali, S., Affan, M., & Alam, M.. (2019). A study of efficient energy management techniques for cloud computing environment. 2019 9th international conference on cloud computing, Data Science & Engineering (Confluence).
Ben Sta, H. (2017). Quality and the efficiency of data in “smart cities”. Future Generation Computer Systems, 74, 409–416.
Bibri, S. (2018). A foundational framework for smart sustainable city development: Theo-retical, disciplinary, and discursive dimensions and their synergies. Sustainable Cities and Society, 38, 758–794. https://doi.org/10.1016/j.scs.2017.12.032.
Chen, T., & Lin, Y. C. (2017). Feasibility evaluation and optimization of a smart manufacturing system based on 3D printing: A review. International Journal of Intelligence Systems, 32(4), 394–413.
Cheng, K., Niu, Z. C., Wang, R. C., Rakowski, R., & Bateman, R. (2017). Smart cutting tools and smart machining: Development approaches, and their implementation and application perspectives. Chinese Journal of Mechanical Engineering, 30(5), 1162–1176.
Cheraghalipour, A., & Farsad, S. (2018). A bi-objective sustainable supplier selection and order allocation considering quantity discounts under disruption risks: A case study in plastic industry. Computers & Industrial Engineering, 118, 237–250.
Chourabi, H., Nam, T., Walker, S., Gil-Garcia, J. R., Mellouli, S., Nahon, K., Pardo, T. A., & Scholl, H. J. (2012). Understanding smart cities: An integrative framework. 45th Hawaii international conference on system. Science, 2289–2297.
d’Aquin, M., Davies, J., & Motta, E. (2015). Smart cities’ data: Challenges and opportuni-ties for semantic technologies. IEEE Internet Computing, 19(6), 66–70. https://doi.org/10.1109/mic.2015.130.
Elkhodr, M., Shahrestani, S., & Cheung, H. (2016). The internet of things: New interoperability, management and security challenges. International Journal of Network Security & Its Applications, 8(2), 85–102.
Hecklau, F., Galeitzke, M., Flachs, S., & Kohl, H. (2016). Holistic approach for human resource management in industry 4.0. Procedia CIRP, 1–6. https://doi.org/10.1016/j.procir.2016.05.102.
Hermann, M., Pentek, T., & Otto, B. (2016, January). Design principles for industrie 4.0 scenarios. In System Sciences (HICSS), 2016 49th Hawaii International Conference on (pp. 3928–3937). IEEE.
Hofmann, E., & Rüsch, M. (2017). Industry 4.0 and the current status as well as future prospects on logistics. Computers in Industry, 89, 23–34.
Javaid, M., Haleem, A., Khan, S., & Luthra, S. (2020). Different flexibilities of 3D scanners and their impact on distinctive applications. International Journal of Business Analytics, 7(1), 37–53. https://doi.org/10.4018/ijban.2020010103
Kadera, P., & Novák, P. (2017). Performance modeling extension of directory facilitator forenhancing communication in FIPA-compliant multiagent systems. IEEE Transactions on Industrial Informatics, 13(2), 688–695.
Kang, H. S., Lee, J. Y., Choi, S., Kim, H., Park, J. H., Son, J. Y., et al. (2016). Smart manufacturing: Past research, present findings, and future directions. International Journal of Precision Engineering and Manufacturing-Green Technology, 3(1), 111–128.
Khan, S., Asjad, M., & Ahmad, A. (2015a). Review of modern optimization techniques. International Journal of Engineering Research And, V4(04). https://doi.org/10.17577/ijertv4is041129
Khan, I., Naqvi, S. K., & Alam, M. (2015b). Data model for big data in cloud environment. computing for sustainable global development (INDIACom), 2015 2nd International conference on, 11–13 March 2015, New Delhi, India, IEEE (pp. 582–585).
Khan, S., Shakil, K., & Alam, M. (2017a). Cloud-based big data analytics—a survey of current research and future directions. Advances in Intelligent Systems and Computing, 654, 595–604.
Khan, S., Liu, X., Shakil, K., & Alam, M. (2017b). A survey on scholarly data: From big data perspective. Information Processing & Management, 53(4), 923–944.
Khan, S., Shakil, K., Arshad Ali, S., & Alam, M. (2018). On designing a generic framework for big data-as-a-service. In 2018 1st International conference on advanced research in engineering sciences (ARES). https://doi.org/10.1109/ARESX.2018.8723269.
Khan, S., Khan, M., Haleem, A., & Jami, A. (2019a). Prioritising the risks in halal food supply chain: An MCDM approach. Journal of Islamic Marketing, ahead-of-print(ahead-of-print).
Khan, M., Khan, S., & Haleem, A. (2019b). Analysing barriers towards management of Halal supply chain: A BWM approach. Journal of Islamic Marketing.
Khan, S., Khan, M. I., & Haleem. A. (2020). Blockchain enabled supply chain: An implementation perspective. Our Heritage, 67(5), 318–334.
Kumar, V., Kumar, R., Pandey, S. K., & Alam, M. (2018). Fully homomorphic encryption scheme with probabilistic encryption based on Euler’s theorem and application in cloud computing. Advances in Intelligent Systems and Computing, 654, 605–611.
Kumari, A., Kumar, V., YahyaAbbasi, M., & Alam, M. (2018). The cryptanalysis of a secure authentication scheme based on elliptic curve cryptography for IOT and cloud servers. In 2018 international conference on advances in computing, Communication Control and Networking (ICACCCN)
Kusiak, A. (2017). Smart manufacturing. International Journal of Production Research, 56(1–2), 508–517.
Kymäläinen, T., Kaasinen, E., Hakulinen, J., Heimonen, T., Mannonen, P., Aikala, M., & Lehtikunnas, L. (2017). A creative prototype illustrating the ambient user experience of an intelligent future factory. Journal of Ambient Intelligence and Smart Environments, 9(1), 41–57.
Lee, S. G., Chae, S. H., & Cho, K. M. (2013). Drivers and inhibitors of SaaS adoption in Korea. International Journal of Information Management, 33(3), 429–440.
Li, D., Tang, H., Wang, S., & Liu, C. (2017). A big data enabled load-balancing control for smart manufacturing of industry 4.0. Cluster Computing, 20, 1–10.
Luthra, S., & Mangla, S. (2018). Evaluating challenges to industry 4.0 initiatives for supply chain sustainability in emerging economies. Process Safety and Environmental Protection, 117, 168–179.
Manavalan, E., & Jayakrishna, K. (2019). A review of Internet of Things (IoT) embedded sustainable supply chain for industry 4.0 requirements. Computers & Industrial Engineering, 127, 925–953.
Masood, T., & Egger, J. (2019). Augmented reality in support of industry 4.0—Implementation challenges and success factors. Robotics and Computer-Integrated Manufacturing, 58, 181–195.
Moktadir, M., Ali, S., Kusi-Sarpong, S., & Shaikh, M. (2018). Assessing challenges for implementing industry 4.0: Implications for process safety and environmental protection. Process Safety and Environmental Protection, 117, 730–741.
Pacaux-Lemoine, M., Trentesaux, D., Zambrano Rey, G., & Millot, P. (2019). Designing intelligent manufacturing systems through human-machine cooperation principles: A human-centered approach. Available at: accessed 13 July 2019.
Pamučar, D., Petrović, I., & Ćirović, G. (2018). Modification of the best-worst and MABAC methods: A novel approach based on interval-valued fuzzy-rough numbers. Expert Systems with Applications, 98, 89–106.
Peraković, D., Periša, M., & Zorić, P. (2019). Challenges and issues of ICT in industry 4.0. Lecture Notes in Mechanical Engineering, 259–269.
Perales, D. P., Valero, F. A., & García, A. B. (2018). Industry 4.0: A classification scheme. In Closing the gap between practice and research in industrial engineering (pp. 343–350). Cham: Springer.
Pereira, T., Barreto, L., & Amaral, A. (2017). Network and information security challenges within industry 4.0 paradigm. Procedia Manufacturing, 13, 1253–1260.
Qaiser, F. H., Ahmed, K., Sykora, M., Choudhary, A., & Simpson, M. (2017). Decision support systems for sustainable logistics: A review and bibliometric analysis. Industrial Management & Data Systems, 117, 1376–1388.
Rajput, S., & Singh, S. (2018). Identifying industry 4.0 IoT enablers by integrated PCA-ISM-DEMATEL approach. Management Decision. https://doi.org/10.1108/md-04-2018-0378.
Rajput, S., & Singh, S. (2019). Industry 4.0 − challenges to implement circular economy. Benchmarking: An International Journal.
Reyna, A., Martín, C., Chen, J., Soler, E., & Díaz, M. (2018). On blockchain and its integration with IoT. Challenges and opportunities. Future Generation Computer Systems, 88, 173–190.
Rezaei, J. (2015). Best-worst multi-criteria decision-making method. Omega, 53, 49–57.
Rezaei, J. (2016). Best-worst multi-criteria decision-making method: Some properties and a linear model. Omega, 64, 126–130.
Rezaei, J., Hemmes, A., & Tavasszy, L. (2017). Multi-criteria decision-making for complex bundling configurations in surface transportation of air freight. Journal of Air Transport Management, 61, 95–105.
Schuh, G., Anderl, R., Gausemeier, J., ten Hompel, M., & Wahlster, W. (2017). Industrie 4.0 maturity index. Managing the digital transformation of companies. Munich: Herbert Utz.
Shakil, K. A., & Alam, M. (2016). Recent developments in cloud based systems: State of art. International Journal of Computer Science and Information Security (IJCSIS), 14(12).
Siddiqui, M. S., Legarrea, A., Escalona, E., Parker, M. C., Koczian, G., Walker, S. D., & Ulbricht, M. (2016). Hierarchical, virtualised and distributed intelligence 5G architecture for low-latency and secure applications. Transactions on Emerging Telecommunications Technologies, 27(9), 1233–1241.
Sufiyan, M., Haleem, A., Khan, S., & Khan, M. (2019). Evaluating food supply chain performance using hybrid fuzzy MCDM technique. Sustainable Production And Consumption, 20, 40–57. https://doi.org/10.1016/j.spc.2019.03.004
Sun, S., Cegielski, C. G., Jia, L., et al. (2016). Understanding the factors affecting the organizational adoption of big data. The Journal of Computer Information Systems, 58, 193–203.
Tuptuk, N., & Hailes, S. (2018). Security of smart manufacturing systems. Journal of Manufacturing Systems, 47, 93–106. https://doi.org/10.1016/j.jmsy.2018.04.007.
Wan, J., Tang, S., Li, D., Wang, S., Liu, C., Abbas, H., & Vasilakos, A. V. (2017). A manufacturing big data solution for active preventive maintenance. IEEE Transactions on Industrial Informatics, 13, 2039–2047.
Wang, J., Ma, Y., Zhang, L., Gao, R., & Wu, D. (2018). Deep learning for smart manufacturing: Methods and applications. Journal of Manufacturing Systems, 48, 144–156.
Xu, L. D., Xu, E. L., & Li, L. (2018). Industry 4.0: State of the art and future trends. International Journal of Production Research, 56(8), 2941–2962.
Yeh, C.-C., & Chen, Y.-F. (2018). Critical success factors for adoption of 3D printing, Technol. Forecast.Soc. Change, 132, 209–216.
Zhong, R. Y., Xu, C., Chen, C., & Huang, G. Q. (2017). Big data analytics for physical internet-based intelligent manufacturing shop floors. International Journal of Production Research, 55(9), 2610–2621.
Zhou, K., Liu, T., & Zhou, L. (2016). Industry 4.0: Towards future industrial opportunitiesand challenges in: 2015 12th international conference on fuzzy systems andknowledge discovery. FSKD, 2015, 2147–2152. https://doi.org/10.1109/FSKD.2015.7382284.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Switzerland AG
About this chapter

Cite this chapter
Khan, S., Khan, M.I., Haleem, A. (2020). Prioritisation of Challenges Towards Development of Smart Manufacturing Using BWM Method. In: Alam, M., Shakil, K., Khan, S. (eds) Internet of Things (IoT). Springer, Cham. https://doi.org/10.1007/978-3-030-37468-6_22
Download citation
DOI: https://doi.org/10.1007/978-3-030-37468-6_22
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-37467-9
Online ISBN: 978-3-030-37468-6
eBook Packages: Computer ScienceComputer Science (R0)