
Abstract
In the zinc smelter process, more specifically in the acid leaching step, sulfuric acid is added to the neutral leach residue until 45–60 g/L free acidity is reached, usually retrieving 92% of the zinc contained in the residue. However, it also makes iron and other impurities soluble. Because of that, the solution must go to some iron removal step (jarosite , for example). In this work, we compared this method to the sulfatation process. By simulating a roaster gas outlet (8% of SO2), at 650 °C, in a fluidized bed reactor (2 kg/h), we were able to solubilize 96.6% of the zinc and only 2.9% of the iron. That means, no excess acid was required in order to obtain the zinc , and less acid was spent with iron (less residue was obtained as well because hematite occupies 67% less mass than jarosite ). With these results, we may improve acid balance, residue reduction, and raw materials consumption in a zinc plant.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
Introduction
Conventional Leaching Process
In the traditional zinc RLE (roasting, leaching, and electrowinning ) process, after roasting the zinc sulfide concentrate, the obtained zinc calcine (zinc oxide) is mixed with the spent acid from the Electrowinning process (enriched with concentrated new sulfuric acid ), producing a neutral concentrated solution of zinc sulfate (Eq. 1). Because this solution must be close to a neutral pH, not all zinc from the calcine is solubilized. Usually, 85% of the zinc is recovered in the neutral leaching phase, and most of the remaining zinc is obtained in the following acid leaching phase (Fig. 1).

Simplified flowsheet of a conventional zinc RLE process
In the second phase, concentrated sulfuric acid is added to the neutral leach residue/underflow until 45–60 g/L of free acidity is reached, retrieving 92% of the zinc contained in the residue, resulting in an overall global leaching recovery of approximately 98.8%. This extreme acidity is necessary due to the formation of zinc ferrites in the roaster, which are much more stable than zinc oxide and require a more aggressive leaching process (Eq. 2).
Unfortunately, the final acidity is not suitable for the following processes, and besides that, it makes iron and other undesirable impurities soluble (like germanium, arsenic, among others). Because of that, the resulting flow must go to a neutralization (usually with the calcine) and iron removal step, commonly, jarosite (Eq. 3).
In this operation, iron is precipitated in this mineral form called jarosite , and while forming, drag the mentioned impurities with it. Unluckily, some of the zinc is lost as well. Spite the formation of sulfuric acid in the reaction, the jarosite mineral includes some sulfate, removing sulfuric acid from the process. This reaction requires strict pH control; otherwise, the mineral will not form. Because of that, calcine is usually used to control de pH, yielding a compatible flow to be incorporated in the neutral leaching (after some solid/liquid separation process).
Alternative to Conventional Leaching Process
Looking for improvements in the RLE process, this work evaluated the sulfatation process as an alternative for the neutral leaching residue treatment. As it can be seen in Eq. 1, the roasting process releases SO2, and at the right conditions (around 650 °C), the zinc ferrite from the neutral leaching residue reacts with this gas producing zinc sulfate and hematite (Eq. 4) [1,2,3,4,5,6,7,8].
Regarding Eq. 4, an acid phase would not be needed, meaning that no extra acid would be required in order to obtain the zinc from the ferrite form. Besides that, the jarosite step becomes unnecessary as well, as the impurities are not solubilized (and no zinc would be lost). Adding Eqs. 2 and 3 and comparing with 2 and 4, it was possible to look for further assumptions (Eq. 5):
As it can be seen in Eq. 5, the theoretical sulfatation process would produce 1/3 more acid than the common process, relatively to the iron content in the zinc concentrate. It requires 2/3 less oxygen and water, does not consume ammonium sulfate, would increase the zinc overall recovery rate, (as no zinc would be lost to the jarosite ), and produces a residue with 1/2 of the mass per mol of iron.
In order to evaluate these advantages, a theoretical model was tested in the HSC Outotec Software®. Besides that, samples from the neutral leaching underflow from the Tres Marias smelter process were collected, dried at 105 °C until stable weight was reached, and tested in a pilot fluidized bed reactor (Fig. 2). The input and output from the pilot sulfatation process were analyzed in an ICP spectrometer. Samples were dissolved with aqua regia solution and diluted; each result was compared with its respective standard.

Fluidized bed reactor (2 kg/h)
Results and Discussion
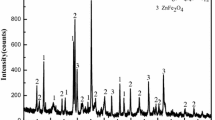
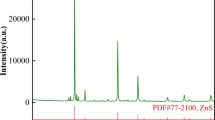
After collecting the underflow from Tres Marias neutral leaching process and drying until constant weight, this material was analysed as described previously, and the results are shown in Table 1.
As it can be seen in Table 1, the underflow from the neutral leaching in Tres Marias still contains some zinc Oxide. It also carries zinc sulfate from the neutral leaching . Only a third of it is zinc ferrite. In order to evaluate if this composition is suitable for the sulfatation process, this composition was theoretically evaluated in the HSC Outotec Software®, obtaining the following result (Fig. 3).

Theoretical equilibrium composition from 0 to 1000 °C, of Tres Marias neutral leaching residue, under sulfatation conditions (1000 Nm3, air enriched with 8.25% of SO2)
The theoretical evaluation for Tres Marias neutral leaching residue under sulfatation conditions (Fig. 3) showed that below 600 °C all zinc and iron would be in the sulfate form. This would not give any gain in acid production, and besides that, all contaminants would also be soluble. Above 700 °C, significant amount of zinc ferrite would be formed, requiring an acid leaching phase. That means the best condition of sulfatation for the Tres Marias underflow is between 600 and 700 °C. In this range, most of the zinc is in the sulfate form, and the majority of iron stays in the hematite form. Sulfates of Ca, Mg, Pb, and SiO2 do not change in the process.
With the theoretical results, a fluidized bed reactor (Fig. 2) was used to evaluate the hypothesis. Table 2 shows the conditions and results for these experiments: the gas flow was determinate for minimum fluidization, 20 L/min; this flow was enriched with liquid SO2 in order to obtain a constant flow with 8% of this gas (simulation a roaster gas outlet). Besides that, calculating the SO2 demand, 1 kg of Tres Marias neutral underflow would need 0.16 g of SO2. In the test, it was provided 274 g. This huge stoichiometric excess was necessary in order to not change the SO2 outlet concentration; otherwise, the sulfatation process would drop this gas concentration significantly; interfering in the sulfuric acid plant, diminishes its efficiency.
Test number 1 showed a very good zinc recovery and little iron solubilization. Test number 2 has shown also very good zinc recovery , but because the temperature is lower, it favors the formation of iron sulfate (even with the gas flow reduction, but still excessive). The drop in zinc recovery at test number 3 was due formation of zinc ferrites.
Regarding the fluidized bed reactor, some sulfatation was observed at the walls, even after just few tests. This would require constant maintenance in the fluidized bed reactor. Other operations have to be tested, like rotating oven, or Wedge furnace, in order to evaluate performance and prevent wall sulfatation .
Conclusion
The sulfatation process was evaluated as an alternative for acid leaching plus jarosite process. Regarding the zinc recovery , it has shown the same or even better performance. The iron solubilization was diminished, but further investigation regarding other impurities must be performed. The process requires special attention for temperature control, especially because it is extremely exothermic. A minimum flow is required for fluidization of the reactor, as well to not alter significantly the SO2 concentration, preventing significant alterations in the rest of the process. Further investigations are required to achieve the overall balance of the plant and to choose the right equipment. Sulfatation was observed in the walls of the reactor, and in an industrial scale fluidized bed reactor, this would require constant maintenance.
References
Li Y, Liu H, Peng B, Min X, Hu M, Peng N, Yuang Y, Lei J (2015) Study on separating of zinc and iron from zinc leaching residues by roasting with ammonium sulphate. Hydrometallurgy 158:42–48
Guler E, Seyrankaya A, Cöcen I (2008) Effect of sulfation roasting on metal extraction from cinkur zinc leach residue. The J Ore Dress 10:1–10
Yu D, Utigard TA, Barati M (2013) Fluidized bed selective oxidation-sulfation roasting of nickel sulfide concentrate: part II. Sulfation roasting. Metall Mater Trans B 45:653–657
Zhao YM, Hou YN, Cui YG, Liang HW, Li LN (2015) Recovery of copper from copper sulfide concentrate by sulfation roasting. Int J Nonferrous Metall 4:9–13
Lund RE, Warnes DE (1957) Selective sulfation for cadmium recovery at Josephtown Smelter. J Metals 9:608–611
Frankiewicz TC (1976) Selective sulfation of non-ferrous metals in a salt-moderated roast. Proc Electrochem Soc 6:478–493
Ozer M, Acma E, Atesok G (2017) Sulfation roasting characteristics of copper-bearing materials. Asia-Pac J Chem Eng 12:365–373
Morris DR (1994) Technological assessment of alternative processes: the processing of sulphide minerals. Can Metall Q 33:297–304
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 The Minerals, Metals & Materials Society
About this paper

Cite this paper
de Oliveira, C.C.S., Pereira, D.D., Mendes, F.R.P., Araujo, M.F.L. (2020). A New Route for Treating Neutral Leaching Residue. In: Siegmund, A., Alam, S., Grogan, J., Kerney, U., Shibata, E. (eds) PbZn 2020: 9th International Symposium on Lead and Zinc Processing. The Minerals, Metals & Materials Series. Springer, Cham. https://doi.org/10.1007/978-3-030-37070-1_72
Download citation
DOI: https://doi.org/10.1007/978-3-030-37070-1_72
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-37069-5
Online ISBN: 978-3-030-37070-1
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)