
Abstract
Ionic liquid -based (IL-based) manufacturing has the potential to revolutionize the materials industry and disrupt overdependence on petroleum-based plastics. Nature provides amazing materials at large scale; however, scalable techniques to mold and shape biomaterials have not existed at scale. Natural Fiber Welding , Inc. (NFW) has developed commercially viable processes and patent-protected materials that are scalable to meet modern challenges while reducing pollution and emissions. This chapter discusses a number of demonstrations that are being scaled for global markets as well as reviews several examples of new functionalities that can be achieved. Practical applications that create composites from waste textiles and new indigo dye processes are discussed. Examples of “exotic” materials that perform catalytic waste -water treatment and wearable energy storage are also reviewed. In all cases, NFW is able to make natural materials, such as cotton and silk , perform in new and unexpected ways. Prospects for scaling commercial applications are also discussed. With economically viable methods to reclaim, recycle, and reuse IL-based solvents , the future looks extremely bright. In the near future, industry-relevant complex natural composites will be produced at cost points that compete with incumbent synthetic plastics . This new way of manufacturing has significant potential to reduce emissions, eliminate pollution, and bring new circularity into, for example, the textile industry.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
1 Introduction
Ionic liquid -based solvents offer revolutionary opportunities to design and manufacture high-performance composites . Natural Fiber Welding , Inc. (NFW), located in Peoria, IL, USA, is developing an extremely flexible and powerful fabrication platform [1, 2] that has its roots in the discoveries of IL efficacy towards biopolymers —notably by Swatloski and Rogers [3], as well as Trulove, DeLong, and Mantz [4]. NFW is peerless as it develops efficient manufacturing processes for high-performance composite materials using abundant natural materials while preserving complex structures that are unique to natural materials [5,6,7]. Using tunable IL-based chemistries, NFW is pioneering fast, scalable fabrication processes that solve systemic problems within large industries. For example, NFW has patented processes that achieve zero-waste indigo dyeing while simultaneously recycling “waste “ cotton fiber into denim fabrics [8]. In this chapter, we will discuss several examples of how fabrication through welding fiber fills important manufacturing gaps and is poised to provide renewable, biodegradable natural materials that outperform petroleum-based plastic incumbents across many types of applications.
It is well known and documented that petroleum-based synthetics are simultaneously wonderful and terrible [9]. This is particularly obvious within the textile industry where, during the past 60+ years, humanity has become increasingly reliant on petroleum-based synthetic plastics [10]. Presently, the textile industry uses around 100 billion pounds of polyester annually, which represents about two-thirds of the tonnage of all textiles . Innovation around polyester has been rapid because this polymer can be extruded into a variety of form factors (“formats”) that are desirable for both manufacturers and end-users. Unfortunately, polyester is not biodegradable . Polyester fibers, both virgin and recycled, break loose from fabrics while being worn and during laundering. Recent studies have shown that as many as 100 million pounds of polyester microfiber are released into watersheds each year by more than one billion washing machines currently in operation around the globe [10, 11]. The rate synthetic plastic microfibers are released from textiles , tires, packaging, etc., continues to increase, and data suggest there may be more tonnage of non-biodegradable plastics in the oceans than fish by 2050 [10]. Compounding these problems is the fact that synthetics, such as polyester, absorb and concentrate toxins, such as microcystins [12]. Biologists are now documenting that many species of aquatic life that form the base of the food chain are consuming and concentrating toxin-laden plastics sometimes with detrimental effects [13,14,15,16]. Plastic microfiber pollution has been discovered in seafood [17], sea salt [18], and tap water [19] samples from around the world. Whereas microplastics in facial cleaners have been banned due to their known deleterious effects, microplastics from synthetic textiles is a more entrenched problem due to the scale of the textile industry [10].
Of course, there are explicable reasons why synthetic plastics have displaced market share from natural materials, such as cotton . The combination of performance and availability are the chief reasons synthetics have taken market share from cotton . For example, whereas cotton fabrics are produced from relatively short staple fibers, synthetics can be extruded to produce continuous filaments. Filament “format” morphologies are advantageous both from the standpoint of production efficiency (e.g., compatible with warp knitting) and performance (e.g., strength and durability even when fabrics are sheer). As demand for textiles has increased in the past few decades, synthetics produced from relatively inexpensive feedstocks have filled the gap. Despite the increasing usage of synthetics, global demand for, and ultimate production of cotton has actually grown (but at a much slower growth rate than synthetics). Despite limitations of short staple fibers, cotton continues to be valuable because it is generally considered to be very comfortable and does not generally pick up bad odors, a significant customer complaint about polyester textiles .
Presently, about 59 billion pounds of cotton fiber are grown annually on 33 million hectares of farmland [20]. For context, around 700 million hectares of grain are grown each year globally [21]. Cotton is a relatively high-value crop, and cotton prices are directly proportional to the length of fibers. Cotton agriculture is poised to be substantially more valuable as nutritious edible gossypol-free cotton seed varieties become available [22, 23]. Today, significant fractions of virgin cotton fibers are too short to be effectively spun into yarns that are knit or woven into fabrics. These short fibers are removed at great aggregate cost and utilized for applications, such as rags and Q-tips. While cotton fabrics can be mechanically broken down back into reusable fiber, both post-industrial and post-consumer recycled cotton fibers exhibit significantly reduced length, thus greatly lowering their value and utility. Small amounts of short mechanically recycled fibers can be blended into (re)spun yarns, but this often requires either long staple virgin fibers and/or synthetic fiber tows in order to make the yarns suitable (e.g., strong enough) for efficient fabric construction. Intimately blended yarns composed of polyester mixed with cotton fibers are particularly difficult to recycle [10].
2 The Gap—Lack of Sustainable + Scalable Textile Manufacturing
It is well understood that the textile industry needs a revolution both of materials and fabrication techniques to continue to support billions of consumers—let alone to grow as new wealth enables larger populations to participate in the global economy. “Cradle to Cradle” and “Circular” are terms that presently receive much-needed consideration [24,25,26]. Unfortunately, to date, there have been few scalable technological solutions that can meaningfully engage calls for action at global scales. It has been suggested that biotechnology and so-called “biofabrication” techniques might offer new circularity; however, these platforms are and will continue to be extremely limited from the perspective of delivering relevant performance with meaningful unit economics that can be scaled [27]. Simply put, sustainable materials manufacturing must be scalable (e.g., unit economics that produces materials at low single-digit dollars per pound or less) to meaningfully address global plastic pollution from the world’s largest industries (e.g., textiles ). Technologies that cannot deliver scalable economics are simply not credible “answers” to address global sustainability issues.
Manufactured cellulose fibers are the most notable existing scalable technologies that promote greater circularity. Both the viscose and Lyocell processes produce regenerated cellulose fibers at cost-competitive price points and have been scaled to around 10 billion pounds of combined annual production [28]. However, the viscose process produces significant waste , and both processes require relatively pure cellulose pulp inputs. These types of processes fully denature and dissolve the starting cellulosic materials. In addition to causing confusion over the source of cellulose [29] and traceability (e.g., “sustainable” bamboo versus “sustainable” beechwood or eucalyptus), full dissolution often results in deleterious materials properties [30] that have limited the breadth of adoption. Lastly, the ability to functionalize manufactured cellulose and to create complex (multi-material) composites is limited.
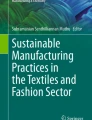
Life processes produce remarkably diverse composite materials that cannot be easily produced by any other means at a relevant scale. For example, similar to the annular growth rings of trees, cotton fibers exhibit daily growth rings. These ring structures reveal exquisitely controlled orientation of cellulose microstructures that enables cotton to exhibit wet strength that is important for durability during laundering of fabrics. Full dissolution of these structures destroys native order and structure. Upon regeneration, entropy dictates that complex microstructures are not remade. Loss of structure often yields suboptimal consequences and includes lack of wet strength for rayon (viscose) [30]. Cotton is the primary plant-based fiber produced for textiles today, but it is just one of many fibers that can be produced in overwhelming abundance by sustainable agriculture. Flax (linen), jute, kapok (Ceiba pentandra), bamboo, ramie, kenaf, industrial hemp, etc. are all examples of plant-based fibers that can grow in different climates and exhibit diverse microstructures and useful macro-morphologies. Likewise, various differentiated types of animal-based materials, such as leather, wool , silk , and chitin (e.g., purified from shrimp and crab shells), have important utility within higher price sectors of the textile industry. In particular, the abundance of cellulosic fibers is practically inexhaustible with estimates approaching 100 gigatons of global annual production of cellulose biopolymers alone [31, 32]. The 100 billion pounds of staple and filament polyester fiber produced and utilized annually represents just ~0.045 gigatons, and thus, a tiny ~0.00045 fraction compared to the estimated annual cellulose production by life processes [33]. Of course, plants harness sunlight to produce these wondrously diverse materials while sequestering carbon dioxide. Natural systems are well balanced and have evolved to thrive with 100s of gigatons of cellulose and lignocellulose fibers in various stages of growth and decomposition (in all forms of biodegradable macro and “microfiber “ formats) within global ecosystems. This global system essentially constitutes the original cradle-to-cradle materials manufacturing technology on earth. So long as natural fibers, such as cotton , are not treated with toxic chemistries (e.g., fluorinated water repellants), it is clear that sustainably grown, biodegradable , biopolymer -based fibers are sufficiently abundant and circular to drive the global materials economy for textiles and beyond, as shown in Fig. 9.1.

The size of circles (for linen, silk , wool , biosynthetic cellulose , cotton , polyester, nylon, acrylic, and spandex, respectively) represents the tonnage of materials used by the global textile industry per year. Polyester is the most used at 100 billion pounds annually. The dotted line “gigaton” arcs represent the 100% and 1% of annual cellulose production by life on earth per year. The filled dotted line circle, “available waste cotton “, represents the approximate aggregate amount of cotton waste that is available for recycling
3 Filling the Gap—Sustainable + Scalable Fabrication Technologies
To be “sustainable”, new technologies must also be scalable to address global issues. Outside of legislation, market forces demand that biodegradable products outperform nonbiodegradable synthetic incumbents in order to displace them. That is to say, biodegradable materials must exhibit superior value relative to synthetics for broadest adoption. NFW’s fabrication technologies can be viewed as a new hub that synergistically unifies the diversity and availability of natural materials with existing scaled industrial infrastructure and techniques. NFW is demonstrating scalable cost-effective ways to produce high-performance materials by leveraging abundant natural inputs. This is significant because there are few technological alternatives to, for example, meaningfully address global issues, such as plastic microfiber pollution.
NFW is developing an extremely tunable, automated fabrication platform that fills important manufacturing gaps that exist within the textile , paper, and composites industries. NFW uses proprietary closed-loop processes that leverage abundant sustainably sourced natural materials in ways that can cut manufacturing costs relative to conventional approaches. Instead of full dissolution and full denaturation of natural substrates, natural polymers are swelled and are mobilized only at fiber surfaces. This greatly reduces chemistry costs while preserving native structures and extending key intermolecular associations (e.g., hydrogen bonding) between neighboring fibers, as shown in Fig. 9.2. This approach effectively enables short fibers to act like long fibers and has immediate utility to recycling and even upcycling existing natural materials (e.g., upcycling short cotton fiber to create new high-performance textiles ).

Images show natural fibers, cotton (top) and silk (bottom), respectively, before (at left) and after (at right) transformation. The cartoons in the center detail the basic concept of extending hydrogen-bonding networks by controllably adding and then removing (and recycling ) IL-based chemistries to yield robust composites . Figure is the journal cover art from Haverhals et al. [1]
NFW enables “low”-utility (lower cost) agricultural fibers to find new service in applications that typically require higher cost fiber. In addition, NFW produces biodegradable composites that can be and do more because different natural materials can be combined to create unique hierarchies of structure that are not possible to produce by any other means. By preserving key structures of biopolymers while introducing new types of macroscopic “formats” (morphologies), substrates can be tuned to perform “super-natural” functions that go far beyond what natural and biosynthetic materials can achieve on their own. For example, growing and/or entrapping nanomaterials within welded fiber enables fabrics to span wide sets of properties from intrinsically safe antibacterial properties and resistance to flame spread, to conductivity, and to catalytic activity for water treatment applications.
4 Functional “Welded” Composites
Previous research publications have detailed some of the basic operating principles for “vanilla” welding processes. (Here we use “vanilla” to describe processes that impart beneficial morphological modifications to natural fiber substrates.) For the past few years, NFW has been further inventing, refining, and scaling platforms that will have global impacts across large markets. NFW is particularly focused on the ways in which fabrication processes can be extended and do more for the textile industry. For example, NFW has developed and patented “indigo flavors” of welding processes that not only increase the utility of short cotton fibers by accessing new morphologies, but indigo dyeing can be simultaneously accomplished with a zero-waste closed-loop operation [8]. The remainder of this chapter will be devoted to detailing several examples that show platform breadth and diversity of applications.
4.1 Furniture from Waste Textiles
Billions of pounds of textiles are discarded annually. Much of this waste goes to landfills, and, unfortunately, too often textile waste is improperly disposed of and compounds the problems of the release of nonbiodegradable plastic microfibers into the environment. NFW has demonstrated products that convert waste fabrics (e.g., waste denim ) into functional composites that can have a second life as building materials for furniture , as shown in Fig. 9.3.

A natural fiber-welded composite tabletop created from waste denim . The tabletop is smooth (physically) but displays visual depth from the “welded” cut scrap and seams of the original denim garments. Image courtesy of turnstone®, a Steelcase brand
The composite tabletop shown in Fig. 9.3 is made only of scrap denim without any glues or resins. Instead, cotton fibers have been fused by the extension of hydrogen-bonding networks to span neighboring cotton fibers. The basic process begins when a controlled amount of IL-based solvent is applied to the substrate. The materials are heated, pressed, and then IL-based solvents , which enable tunable physical changes to the substrate, are recovered and recycled for reuse. After drying, the final composite is found to have properties similar to wood. The fabrication process that produced this denim composite is immune to the fact that some of the denim scraps can contain spandex and polyester. In fact, synthetic fibers are safely encapsulated within the composite . As with wood, welded composites can be painted or coated with varnishes that create water-repellant surfaces. The tabletop shown has had a natural wax applied for water resistance.
4.2 Waterless Indigo Dye Processes
Traditional ring dye processes are designed to be accomplished in water. As shown in Fig. 9.4, indigo is reduced to the water-soluble leucoindigo anion, which is yellow in color. Cotton is subsequently dipped into aqueous solutions containing leucoindigo. By controlling ionic strength, pH, time of dip(s), type of washing and rinsing, et cetera, unique versions of the so-called “ring dye” effect are obtained.

Scheme of the indigo dye process for denim production
Indigo dyeing is accomplished at a massive scale and is the backbone of the nearly $60 billion per year denim industry. It is well documented that indigo dye processes tend to consume large quantities of water. Although newly developed foam dye processes consume less water, water-based indigo dye processes often use large amounts of reducing agents to produce the water-soluble anion (leucoindigo). These reducing agents along with surfactants and other chemicals used during rinsing steps create a toxic effluent that is often released into the environment.
NFW’s proprietary platform is able to produce ring dyed effects using a zero-waste (closed-loop) approach, as shown in Fig. 9.5 [8]. Instead of designing processes around the chemical properties of water, IL-based solvents are tuned to take indigo dye in its molecular form (not derivatized). This eliminates the need for harsh reducing agents and eliminates both the costs of chemistry and the costs of cleaning chemistry out of wastewater streams. Moreover, ring dye effects are controlled by adjustments of IL-based solvents and improve process control. All of these advantages are accomplished while polymers are controllably swelled by control of other relevant process conditions. This has the effect of simultaneously creating morphological effects within yarns that improve their evenness, strength, and abrasion resistance.

Schematic of a prototype closed-loop indigo dye range built by NFW
Figure 9.5 details a prototype machine that transforms conventional yarns into welded composites . Cotton yarn substrates (far right) feed into an apparatus that applies a controlled amount of IL-based solvents . The yarn substrates continue to feed into the process zone where temperature, atmosphere, and other conditions are precisely controlled. Yarn continues to matriculate into the reconstitution zone where IL-based solvents are recovered and then recycled. After the washing (reconstitution) step, the wet yarn moves through a drier and is collected and wound onto packages (at far left). The “welded” yarn is now ready to be converted into fabrics either by knitting or weaving. Welded yarns are typically stronger and finer than their conventional counterparts. In particular, increases in strength are beneficial for subsequent fabric conversion steps as well as the performance of fabrics. NFW is in the process of building much larger scale versions of the apparatus shown in Fig. 9.5 and plans to begin selling selected Welded CottonTM yarn and fabric products in 2020.
4.3 Catalytic Wastewater Treatment
In addition to entrapping sub-nanometer dye molecules, fabrication processes have also been demonstrated that incorporate nanometer-sized functional materials [34, 35]. The image in Fig. 9.6 as well as data plotted in Fig. 9.7 demonstrate how nature-based composites can offer peerless advantages over plastics. Natural fibers, such as linen (in Fig. 9.6) and bamboo, were modified to contain Pd-based catalytic nanoparticles . These catalysts nucleated and grew within the natural fiber support resulting in well-dispersed nanoparticles throughout the biopolymer matrix. Moreover, because catalysts were encased in matrices that still enabled access to water and solution, they remained active to perform nitrate reduction. In addition, the catalysts were contained within a robust composite that was simple at the end of life to recover, regenerate, and recycle the precious metal catalysts .

Scanning electron microscopy (left) and transmission electron microscopy (center, right) of a linen “precursor” substrate modified with entrapped Pd-Cu nanoparticle catalysts . Data adapted from Durkin et al. [35]

At left (a) is a (not normalized) plot of nitrate reduction kinetics for a welded fiber composite and a powder catalyst (slurry in solution). At right (b) is a plot of calculated rate constants for the welded fiber composite during 114 h of nitrate reduction tests. Data adapted from Durkin et al. [35]
Figure 9.7 shows selected data from a series of nitrate reduction tests using a natural fiber-welded Pd-Cu catalyst reactor. The data in Fig. 9.7a and Table 9.1 show that the activity of the catalysts in welded fiber composites were comparable to the activity of catalysts dispersed in powder slurries. Of course, nanoparticle slurries are extremely difficult to recover. Figure 9.7b shows the performance of welded fiber composites across a series of tests. Test 1 is an initial nitrate reduction test (with hydrogen sparging). After test 1, the composite was exposed to air and upon test 2, no reactivity was observed following sparging the catalyst with hydrogen at room temperature. However, the catalyst within the composite was restored after heat treatment of 105 °C under nitrogen and hydrogen, each for 2 h, respectively. Tests 3–7 were conducted after the catalyst regeneration step. The catalyst reduced nitrate for 14 h per day for 5 consecutive days. Between tests 3–7, the catalyst was rinsed with water and stored at 60 °C in air. After test 7, the regenerative heat treatment of 105 °C under nitrogen and hydrogen, each for 2 h, respectively, was performed again. Test 8 shows the catalyst performance following this second regeneration. In all tests, pseudo-first-order rate constants were normalized to catalyst loading and calculated as the mass of catalyst in the total volume of the reaction solution. The data demonstrate the unique advantages of using tunable fiber welding processes to entrap catalysts within the natural fiber (linen) composite .
In a second study on Pd-based nanoparticles , we produced a more reactive, robust, and sustainable catalyst for water treatment created through welding of lignocellulose -supported palladium-indium (Pd-In) nanoparticles onto linen yarns [34]. Again, the Pd-In catalysts were synthesized to preserve the lignocellulose and yielded small (5–10 nm), near-spherical crystalline nanoparticles of Pd-In alloy, and a uniform Pd-In metal composition throughout the fibers. Nitrate reduction tests identified the existence of an optimum Pd-In catalyst composition for maximum reactivity; the most reactive Pd-In catalyst was 10 times more reactive than the best performing Pd-Cu system, as shown in Figs. 9.6 and 9.7. Nitrate reduction tests and X-ray photoelectron spectroscopy depth profiling of aged Pd-In catalysts showed that they remained stable and lost no reactivity during extended storage in air at room temperature. Next, the optimized Pd-In catalyst was fiber-welded onto linen yarns using a novel, scalable fabrication process that controlled catalyst loading and delivered a Pd-In catalyst coating onto the yarn surface. These fiber-welded Pd-In catalyst yarns were integrated into a novel water treatment reactor and evaluated for four months and more than 180 h of nitrate reduction tests in ultrapure water, as shown in Fig. 9.8a. During this evaluation, the fiber-welded catalysts maintained their reactivity with negligible metal leaching due to the robust integration of the catalyst into the support. When tested in raw or (partially) treated drinking water and wastewater, the fiber-welded catalysts were robust and stable, and their performance was not significantly impacted by constituents in the complex waters (e.g., alkalinity and organic matter), as shown in Fig. 9.8b. This research demonstrated an innovative, scalable approach for designing and implementing robust, sustainable lignocellulose -supported catalysts with enhanced reactivity capable of water purification in complex water chemistries.

Nitrate reduction performance of fiber-welded Pd-In catalyst yarn (a) in ultrapure water, as well as water matrices from the Frederick P. Griffith Jr. Water Treatment Plant (GWP) (using source water from the Occoquan reservoir, VA) and the Broad Run Water Reclamation Facility (BRWRF), and (b) before and after 24 h activation in ultrapure water with H2/CO2 bubbling. Following activation, testing occurred over 5 consecutive days in the ultrapure water matrix. Data adapted from Durkin et al. [34]
4.4 Energy Storage in Wearable Textiles
The electronic textiles (e-textiles , sometimes also called “smart textiles”) market is expected to gain relevance in industry sectors ranging from healthcare and fitness to automotive, home goods, and military/defense [36]. It has been estimated that the e-textile industry will grow to greater than $5 billion per year by 2022 [37]. For these projections to become reality, a new “toolbox” of manufacturing techniques will be necessary to create and integrate appropriate functionalities (e.g., sensors, communications, et cetera) into textiles . NFW is building versatile tools necessary to drive new innovation within the e-textile industry.
Energy storage is an e-textile application that is accomplished with welded fiber composites that contain micron size-regime functional materials [38, 39]. In Fig. 9.9, high-surface area capacitive carbon materials are shown entrapped within cotton -based composite yarns. These composite yarns were plied with stainless-steel current collectors and subsequently coated with a flexible polymer electrolyte . The result was a flexible yarn-based supercapacitor that was able to be knit into fabrics, as shown in Fig. 9.10. In this seminal 2015 study, the capacitance of the yarns produced topped out at 37 mF cm−1 and was one of the highest values for carbon-based yarns ever reported. NFW has recently substantially improved on these results and with processes capable of mass production of energy storage yarns. As the e-textile and other textile submarkets develop, NFW is demonstrating value with general-purpose processes that deliver both “practical” and “exotic” performance that can be custom-tuned.

Scanning electron microscopy of composite supercapacitor yarns . Cotton fibers (a) are controllably fused with high surface-area carbon (b) that becomes entrapped. A stainless-steel current collector (c) is plied with the welded fiber construct to create the composite yarn (d and e) that is capable of storing charge. Figure is data from Jost et al. [38]

Images of supercapacitor yarns knit into a fabric (a, c). The fabric was shown to be sufficiently stretchable (b) due to the flexibility of the composite yarn (d). Figure is data from Jost et al. [38]
5 Conclusions
The development of commercially available ILs is a key factor that is enabling new tunable processes that produce robust, functional composites using natural materials. When necessary, IL-based solvents can be tuned to enable processes that are tolerant of, and even work synergistically with, synthetic materials. Of course, complete biodegradability is lost for any composite that contains nonbiodegradable plastics, so applications must be thoughtfully considered. At the same time, fiber welding fabrication techniques can be utilized to incorporate functional materials at many different size regimes, ranging from molecular species to nano- and micron-sized particles. A wide range of functionalities can be imparted to natural fiber substrates. Natural materials are generally more complex than can be replicated synthetically. In particular, plants (utilizing photosynthesis) create a diversity of complex materials in abundance with unit economics that are extremely favorable. IL-based chemistries can be specifically tuned to preserve key natural hierarchical structures. NFW is poised to be a disruptive force in large markets by unlocking the potential of plentiful, high-performance natural materials to displace nonbiodegradable synthetic plastics .
References
Haverhals LM, Reichert WM, De Long HC, Trulove PC (2010) Natural fiber welding. Macromol Mater Eng 295(5):425–430. https://doi.org/10.1002/mame.201090008
Haverhals LM, Reichert WM, De Long HC, Trulove PC (2012) Natural fiber welding. U.S. patent no. 8202379. Awarded 19 June 2012
Swatloski RP, Spear SK, Holbrey JD, Rogers RD (2002) Dissolution of cellulose with ionic liquids. J Am Chem Soc 124:4974–4975. https://doi.org/10.1021/ja025790m
Phillips DM, Drummy LF, Conrady DG, Fox DM, Naik RR, Stone MO, Trulove PC, De Long HC, Mantz RA (2004) Dissolution and regeneration of Bombyx mori silk fibroin using ionic liquids. J Am Chem Soc 126:14350–14351. https://doi.org/10.1021/ja046079f
Haverhals LM, Sulpizio HM, Fayos ZA, Trulove MA, Reichert WM, Foley MP, De Long HC, Trulove PC (2012) Process variables that control natural fiber welding: time, temperature, and amount of ionic liquid. Cellulose 19:13–22. https://doi.org/10.1007/s10570-011-9605-0
Haverhals LM, Nevin LM, Foley MP, Brown EK, De Long HC, Trulove PC (2012) Fluorescence monitoring of ionic liquid-facilitated biopolymer mobilization and reorganization. Chem Commun 48:6417–6419. https://doi.org/10.1039/C2CC31507F
Haverhals LM, Foley MP, Brown EK, Fox DM, De Long HC, Trulove PC (2012) Natural fiber welding: ionic liquid facilitated biopolymer mobilization and reorganization. In: Visser A, Bridges N, Rogers R (eds) Ionic liquids: science and applications, ACS Symposium Series 1117, American Chemical Society. Washington, DC, Chap. 6, pp 145–166. Alternatively: ACS Symp Ser 2012, 1117:145–166. https://doi.org/10.1021/bk-2012-1117.ch006
Haverhals LM, Amstutz AK, Choi J, Tang X, Molter M, Null SJ (2018) Methods, processes, and apparatuses for producing dyed and welded substrates. U.S. patent no. 10011931. Awarded 3 July 2018
Ellen MacArthur Foundation (2017) The new plastics economy: rethinking the future of plastics and catalyzing action, pp 1–66
Ellen MacArthur Foundation (2017) A new textiles economy: redesigning fashion’s future, pp 1–150
Browne MA, Crump P, Niven SJ, Teuten E, Tonkin A, Galloway T, Thompson R (2011) Accumulation of microplastic on shorelines worldwide: sources and sinks. Environ Sci Technol 45(21):9175–9179. https://doi.org/10.1021/es201811s
Kohoutek J, Babica P, Bláha L, Maršálek B (2008) A novel approach for monitoring of cyanobacterial toxins: development and evaluation of the passive sampler for microcystins. Anal Bioanal Chem 390(4):1167–1172. https://doi.org/10.1007/s00216-007-1785-y
Cole M, Lindeque P, Fileman E, Halsband C, Goodhead R, Moger J, Galloway TS (2013) Microplastic ingestion by zooplankton. Environ Sci Technol 47(12):6646–6655. https://doi.org/10.1021/es400663f
McCormick A, Hoellein TJ, Mason SA, Schluep J, Kelly JJ (2014) Microplastic is an abundant and distinct microbial habitat in an urban river. Environ Sci Technol 48(20):11863–11871. https://doi.org/10.1021/es503610r
Rochman CM, Parnis JM, Browne MA, Serrato S, Reiner EJ, Robson M, Young T, Diamond ML, Teh SJ (2017) Direct and indirect effects of different types of microplastics on freshwater prey (Corbicula fluminea) and their predator (Acipenser transmontanus). PLoS ONE 12(11):e0187664. https://doi.org/10.1371/journal.pone.0187664
Jeong C-B, Won E-J, Kang H-M, Lee M-C, Hwang D-S, Hwang U-K, Zhou B, Souissi S, Lee S-J, Lee J-S (2016) Microplastic size-dependent toxicity, oxidative stress induction, and p-JNK and p-p38 activation in the monogonont rotifer (Brachionus koreanus). Environ Sci Technol 50(16):8849–8857. https://doi.org/10.1021/acs.est.6b01441
Smith M, Love DC, Rochman CM, Neff RA (2018) Microplastics in seafood and the implications for human health. Curr Environ Health Rep 5(3):375–386. https://doi.org/10.1007/s40572-018-0206-z
Yang D, Shi H, Li L, Li J, Jabeen K, Kolandhasamy P (2015) Microplastic pollution in table salts from China. Environ Sci Technol 49(22):13622–13627. https://doi.org/10.1021/acs.est.5b03163
https://orbmedia.org/stories/Invisibles_plastics/. Site visited 10 Jan 2019
US Department of Agriculture (2018) Cotton: world markets and trade, 11 Dec 2018 report. https://apps.fas.usda.gov/psdonline/circulars/cotton.pdf. Site visited 10 Jan 2019
US Department of Agriculture (2019) World agricultural production, 11 Dec 2018 report. https://apps.fas.usda.gov/psdonline/circulars/production.pdf. Site visited 10 Jan 2019
Wedegaertner T, Rathore K (2015) Elimination of gossypol in cottonseed will improve its utilization. Procedia Environ Sci 29:124–125. https://doi.org/10.1016/j.proenv.2015.07.212
https://www.npr.org/sections/thesalt/2018/10/17/658221327/not-just-for-cows-anymore-new-cottonseed-is-safe-for-people-to-eat. Site visited 10 Jan 2019
https://mbdc.com/. Site visited 10 Jan 2019
https://www.ellenmacarthurfoundation.org/. Site visited 10 Jan 2019
https://fashionforgood.com/. Site visited 10 Jan 2019
Edlund AM, Jones J, Lewis R, Quinn JC (2018) Economic feasibility and environmental impact of synthetic spider silk production from Escherichia coli. New Biotechnol 42:12–18. https://doi.org/10.1016/j.nbt.2017.12.006
https://www.textileworld.com/textile-world/fiber-world/2015/02/man-made-fibers-continue-to-grow/. Site visited 10 Jan 2019
https://www.ftc.gov/news-events/press-releases/2015/12/nordstrom-bed-bath-beyond-backcountrycom-jc-penney-pay-penalties. Site visited 10 Jan 2019
Das A, Ishtiaque SM, Singh S, Meena HC (2009) Tensile characteristics of yarns in wet condition. Indian J Fibre Text Res 34:338–344
Cox PM, Betts RA, Jones CD, Spall SA, Totterdell IJ (2000) Acceleration of global warming due to carbon-cycle feedbacks in a coupled climate model. Nature 408:184–187. Erratum ibid. (2000) 408:750. https://doi.org/10.1038/35041539, https://doi.org/10.1038/35047138
Griffith JD, Willcox S, Powers DW, Nelson R, Baxter BK (2008) Discovery of abundant cellulose microfibers encased in 250 Ma Permian halite: a macromolecular target in the search for life on other planets. Astrobiology 8(2):215–218. https://doi.org/10.1089/ast.2007.0196
https://www.plasticsinsight.com/resin-intelligence/resin-prices/polyester/. Site visited 10 Jan 2019
Durkin DP, Ye T, Choi J, Livi KJT, De Long HC, Trulove PC, Fairbrother DH, Haverhals LM, Shuai D (2018) Sustainable and scalable natural fiber welded palladium-indium catalysts for nitrate reduction. Appl Catal B 221:290–301. https://doi.org/10.1016/j.apcatb.2017.09.029
Durkin DP, Ye T, Larson E, Haverhals LM, Livi KJT, De Long HC, Trulove PC, Fairbrother DH, Shuai D (2016) Lignocellulose fiber- and welded fiber- supports for palladium based catalytic hydrogenation: a natural fiber welding application for water treatment. ACS Sustain Chem Eng 4(10):5511–5522. https://doi.org/10.1021/acssuschemeng.6b01250
Seymour S (2008) Fashionable technology, the intersection of design, fashion, science, and technology. Springer Wien, New York. https://doi.org/10.1007/978-3-211-74500-7
Sharma K (2019) Smart textile market by function (energy harvesting, sensing, thermoelectricity, luminescent, and others) and end user (healthcare, military and defense, entertainment, automotive, sport and fitness)—global opportunity analysis and industry forecast, 2014–2022. Allied market research, series: emerging and next generation technology. https://www.alliedmarketresearch.com/smart-textile-market. Site visited 10 Jan 2019
Jost K, Durkin DP, Haverhals LM, Brown EK, Langenstein M, De Long HC, Trulove PC, Gogotsi Y, Dion G (2015) Natural fiber welded electrode yarns for knittable textile supercapacitors. Adv Energy Mater 5:1401286. https://doi.org/10.1002/aenm.201401286
Durkin DP, Jost K, Brown EK, Haverhals LM, Dion G, Gogotsi Y, De Long HC, Trulove PC (2014) Knitted electrochemical capacitors via natural fiber welded electrode yarns. ECS Trans 61:17–19. https://doi.org/10.1149/06106.0017ecst
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Switzerland AG
About this chapter

Cite this chapter
Haverhals, L.M., Durkin, D.P., Trulove, P.C. (2020). Natural Fiber Welding. In: Shiflett, M. (eds) Commercial Applications of Ionic Liquids. Green Chemistry and Sustainable Technology. Springer, Cham. https://doi.org/10.1007/978-3-030-35245-5_9
Download citation
DOI: https://doi.org/10.1007/978-3-030-35245-5_9
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-35244-8
Online ISBN: 978-3-030-35245-5
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)