
Abstract
A modular vibration-based fatigue test capability that significantly minimizes the effects of boundary conditions has been developed. The system utilizes a specimen with boundary conditions on its node lines, which isolates the gage section for deflection as a free-free beam in its first bending mode. The thin specimen is suspended inside an electromagnet by 6 lbs. monofilament fishing line, and permanent magnets are bolted to the bottom of the specimen. The alternating current inside of an electromagnet attracts and repels the permanent magnets rapidly (~55 Hz for a 0.016? thick specimen), causing the beam to cycle in first bend. This testing capability is ideal for generating and assessing fatigue life of thin specimens requiring large deflections for failure. Understanding and characterizing fatigue behavior of thin components is important, especially since the emergence of additive manufacturing (AM) for small, fatigue susceptible components. An alternate solution is to suppress the vibratory susceptibility of the component. Therefore, the importance of thin coatings capable of providing damping to components is on par with fatigue characterization. In this study, 0.4 mm cold-rolled Titanium (Ti) 6Al-4 V specimen were fatigued and compared to published data. Also, a thin damping coating (titanium nitride, or TiN) was applied to a few Ti 6Al-4 V specimens to assess the performance. Both the fatigue and damping assessments are necessary to validate the free-free test method.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
Introduction
Turbine engine blades that experience vibration during operation are susceptible to high amplitude responses, resulting in a shorter life of the blade. Vibration of these engine components are not represented well with standard low frequency axial fatigue tests because blades often experience high frequency vibration bending [1]. Accurately characterizing high cycle fatigue (HCF) behavior is critical in keeping the engine working as planned. Therefore, new fatigue test methods are necessary for assessing turbine engine blade HCF capabilities.
Using AM for turbine engine applications can positively affect small systems. Specifically, AM can be used to manufacture small parts with complex cooling configurations for improved engine performances. Small cooled parts that can improve engine performance will likely have thin walls that are susceptible to vibration, and as a result fatigue failure [2]. To assess the fatigue behavior of these thin parts, a test method that removes the effects of boundary conditions and allows for larger part deflection is required. In addition, the method should be able to characterize damping treatments as an alternative HCF mitigation approach.
A vibration-based test method capable of assessing fatigue life of thin specimens requiring large deflections and damping treatments of thin components has been developed. To validate this test method, cold-rolled Ti 6Al-4 V specimens were fatigued to failure. Also, in an attempt to decrease susceptibility to cyclic failure, TiN coating was applied on Ti 6Al-4 V specimens to assess damping performance. The step test method was used to generate fatigue data, and damping performance was determined by conducting sine sweeps and applying the half power bandwidth method. The results for Ti 6Al-4 V fatigue behavior and TiN damping are discussed with the details of the free-free vibration bending test method.
Current State of Standardized Fatigue
There are two standard fatigue methods commonly used for fatigue design; axial loading (ASTM E466 and E606) and rotation bending (ISO 1143). As stated previously, turbine engine components are susceptible to vibration fatigue loading at high frequencies that can cause HCF failure. Therefore, standard axial tests that operate at 20–100 Hz are poor representatives of the engine case.
Currently, cantilever beam shaker test is the preferred method used to characterize the capability of damping coatings (ASTM E756). This test has a large amount of energy dissipation at the boundary condition that can add unnecessary uncertainty to the assessment of damping coating capability. Though the cantilevered beam test is a reliable way of characterizing coatings for damping, improvements in the form of a new test method can eliminate the boundary conditions effects.
Free-Free Experimental Test Method
In order for the free-free fatigue test method to be considered a reliable and practical approach, the process must be modular and repeatable. The preliminary setup begins with the specimen suspended inside the electromagnet by monofilament fishing wire (6 lbs./0.010? avg. dia.) at the first bending mode nodal line, and the wire is tightly strung between two fixed poles. A standalone computer is connected to a Polytec PSV-500 Scanning Laser Vibrometer controller and head that is directed to the surface of the specimen. Using the PSV 9.2 Acquisition software, a two-dimensional alignment is performed with several points to calibrate the position of the laser to the local point with highest velocity: a linear pattern of points run down the specimen and a scan is performed with the vibrometer. After the scan, the Polytec PSV-500 is replaced with a OFV-505 single point laser vibrometer head, and the laser is aligned to the maximum point. Also at max displacement, a Micro-Measurements CEA-06-06UW-350 strain gage is glued on the back side of the specimen. Magnet wires from the gage are soldered into a junction box that outputs to a Vishay Measurements Group signal conditioning Amplifier. To ensure strain accuracy, an Agilent 34401A 6 1/2 digit multimeter is used to calibrate the amplifier. After calibration, the signal is sent via BNC cable to the Vibration Research VR9500 controller for data acquisition via VibrationVIEW software.
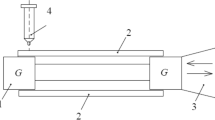
A VR9500 controller that is attached to a standalone computer is used for the free-free test method. The associated VibrationVIEW software is responsible for setting and controlling test parameters such as, drive voltage, sweep range, and step-test information for fatigue assessment. The controller outputs the voltage needed to drive the test into an Audio Source monoblock amplifier. The alternating current from the amplifier is then sent to a 14 gage copper coil which creates a magnetic field with an alternating charge: negative to positive. The suspended specimen inside magnetic field is attracted and repelled by the associated charge, and the specimen deflects in free-free first bending mode. The test setup is captured by Fig. 1.

Free-free fatigue test setup
A failure mode, effects, and critical analysis (FMECA) was conducted to prove this test is safe without monitoring. The FMECA identifies possible safety hazards and associated mitigation measures. With the VR9500 controller built-in shutdown limits, there is confidence that this test can operate safe and autonomously.
Validation of Results
The step test procedure is followed when fatiguing to failure with vibration bending [1]. This procedure is composed of a series of increasing sinusoidal resonance dwells. Each step is for a given number of cycles (Nstep) and consecutively increases amplitude each step until failure. Traditionally, failure is conceptualized during the test by noting the change in frequency vis-…-vis for a control velocity amplitude [2,3,4,5,6,7]. For example, if the natural frequency shifts .1%, failure is recognized [6, 8]. For the free-free test, however, failure is quickly detected due to instantaneous instability of the cycling mechanism. The stress amplitude at failure achieved by the step test method is determined by fitting between the step at which it failed and the previous step [1, 9]. The failure stress amplitude (Sa) of Nstep cycles to failure is characterized in Eq. 1. Validation of this test procedure against steady sinusoidal dwell fatigue life results have been achieved for aluminum, titanium, and nickel-based alloys [4, 5, 7, 10].
Determining the damping properties of metallic coating has two steps [11]. First, the nominal Ti 6Al 4 V specimen is tested; second, the Ti 6Al 4 V specimen is coated with 2?m TiN and the now the two-part system is retested. The vibration test used for this method is a slowly swept sinusoidal excitation. To compare the control specimen and the coated specimen, the quality factor of damping (Q) was needed. Q was calculated with the half power bandwidth method; where natural frequency is divided by the difference in upper and lower frequency at a frequency response of 0.707 of maximum. The TiN coating used on the specimen is traditionally used for anodes in lithium ion batteries and electrodes in supercapicitors. The reason TiN was chosen for damping is because it has a magnetostrictive capability under applied strains that could benefit vibration suppression [11, 12] (Fig. 2).

Half power bandwidth method for measuring damping capability
Concluding Results
Fatigue data of thin Ti 6Al-4 V specimens (0.4 mm) at 105 cycles is compared to previously published data from 3.2 mm to 4 mm thick specimens in Fig. 3 [2, 13]. As shown in the figure, there is a large scatter in the results of the thin specimen. The inconsistency in data could be from defects such as pores and rolling marks. Since the thin specimen has less material thickness than the other known specimen, the significance of the defects is much greater. These results validate the necessity for free-free testing.

TI 6AL-4 V bending fatigue comparison
The coating performance of TiN was determined on two coated Ti-64 specimens (2?m on one side, 2?m on two side). The results listed in Table 1 show that TiN did not provide significant damping to the system, but the test method was proven repeatable. The deviation of system Qs are relatively small based off four repeated tests (loading and unloading each trial). More work is required to better understand TiN damping capability.
References
T. Nicholas, High Cycle Fatigue: A Mechanics of Materials Perspective (Elsevier, Oxford, UK, 2006)
O. Scott-Emuakpor, T. George, E. Henry, C. Holycross, J. Brown, As-Built Geometry and Surface Finish Effects on Fatigue and Tensile Properties of Laser Fused Titanium 6Al-4V? Proceedings ASME Turbo Expo, 2017, paper No. GT2017–63482
O. Scott-Emuakpor, M.-H.H. Shen, T. George, C. Cross, An energy-based uniaxial fatigue life prediction method for commonly used gas turbine engine materials? ASME J. Eng. Gas Turbines Power 130(6), 15 (2008)
O. Scott-Emuakpor, J. Schwartz, T. George, C. Holycross, C. Cross, J. Slater, Bending fatigue life characterization of direct metal laser sintering nickel alloy 718? Fatigue Fract. Eng. Mater. Struct. 38(9), 1105–1117 (2015)
O. Scott-Emuakpor, C. Holycross, T. George, J. Beck, J. Schwartz, M.-H.H. Shen, J. Slater, J., Material Property Determination of Vibration Fatigued DMLS and Cold-Rolled Nickel Alloys,? ASME/Turbo Expo, Dusseldorf, Germany, 16–20 June 2014, paper No. GT2014–26247
J. Bruns, A. Zearley, T. George, O. Scott-Emuakpor, C. Holycross, Vibration-based bending fatigue of a hybrid insert-plate system? J. Exp. Mechan. 55(6), 1067–1080 (2015)
O. Scott-Emuakpor, T. George, C. Cross, J. Wertz, M.-H.H. Shen, A new distortion energy-based equivalent stress for multiaxial fatigue life prediction? Int. J. Nonlinear Mechan. 47(3), 29–37 (2012)
J. Bruns, Fatigue Crack Growth Behavior of Structures Subject to Vibratory Stresses? Society of Experimental Mechanics Annual Conference, Greenville, SC, 2–6 June 2014
D.C. Maxwell, T. Nicholas, A rapid method for generation of a haigh diagram for high cycle fatigue? J. Fatigue Fract. Mechan. 29, 626–641 (1998)
R. Bellows, S. Muju, T. Nicholas, Validation of the step test method for generating Haigh diagrams for Ti-6Al-4V? Int. J. Fatigue 21(7), 687–697 (1999)
American Society for Testing and Materials, E756–05: Standard Test Method for Measuring Vibration-Damping Properties of Materials,?ÿASTM Book of Standards, 2010; Vol. 04.06, ASTM International, West Conshohocken, PA
P. Torvik, B. Langley, Properties of Hard Coatings with High Damping,? AIAA Joint Propulsion Conference and Exposition, Orlando, FL, 27–29 July 2015
M. Janecek et al., The very high cycle fatigue behaviour of Ti-6Al-4V alloy? Proc. Int. Symp. Phys. Mater. 128(4), 497–502 (2015)
Author information
Authors and Affiliations
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Society for Experimental Mechanics, Inc.
About this paper

Cite this paper
Crowe, T., Johnson, P., Scott-Emaukpor, O., Kumar, D., George, T. (2020). Validation of Free-Free Vibration Test Method for Fatigue and Damping Characterization of Thin Structures. In: Silberstein, M., Amirkhizi, A., Shuman, X., Beese, A., Berke, R., Pataky, G. (eds) Challenges in Mechanics of Time Dependent Materials, Fracture, Fatigue, Failure and Damage Evolution, Volume 2. Conference Proceedings of the Society for Experimental Mechanics Series. Springer, Cham. https://doi.org/10.1007/978-3-030-29986-6_21
Download citation
DOI: https://doi.org/10.1007/978-3-030-29986-6_21
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-29985-9
Online ISBN: 978-3-030-29986-6
eBook Packages: EngineeringEngineering (R0)