
Abstract
Silicon-based technologies account for more than 90% of global PV installations. Since decades, scientists around the world have been searching for the right technology to produce silicon feedstock for the photovoltaic industry, which fulfils the needs for “low cost” as well as the needs for sufficient quality. The urgency of this task has intensified since 1998, when it became clear that the PV demand could no longer be met with by-products from the electronic industry.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


3.1 Introduction
Silicon-based technologies account for more than 90% of global PV installations. Since decades, scientists around the world have been searching for the right technology to produce silicon feedstock for the photovoltaic industry, which fulfils the needs for “low cost” as well as the needs for sufficient quality. The urgency of this task has intensified since 1998, when it became clear that the PV demand could no longer be met with by-products from the electronic industry. The established producers of polysilicon developed specific products for the solar industry, and expanded their production capacities significantly. Despite these efforts, a severe Si shortage was observed in 2008 triggering very high spot prices for solar-grade silicon. New entrants entered the field of polysilicon production to capitalize on fast growing demand of photovoltaics. Production capacities were expanded at fast pace and the market situation changed from “undersupply” to “oversupply” rather quickly. As a consequence, spot prices for solar-grade polysilicon continuously declined. Today, the polysilicon market is characterized by a highly competitive environment. Successful polysilicon producers must have the capabilities to produce high-quality polysilicon at lowest possible cost. Besides the established Siemens and fluidized-bed technologies, there are still alternative production methods under discussion which potentially could even be more suitable to serve the needs of the photovoltaics industry. Here requirements and possibilities have to be checked very carefully. Also old knowledge and experience about the different possibilities to produce silicon should not be forgotten. The future supply of silicon to the PV industry has to be seen in the tense environment of quality, costs and time of implementation (Fig. 3.1).

Source Analysis Wacker Chemie AG September 2018 production pathways solar silicon feedstock
Development of global polysilicon demand (kt).
3.1.1 Metallurgical-Grade Silicon: Carbothermic Reduction of Silica as Starting Point for Most Pathways
Most pathways for the production of solar silicon feedstock are starting with metallurgical silicon (“silicon metal”, purity >98%) and ending with hyperpure silicon (purity in the parts per billion range), so the challenge is to do this purification as efficient as possible.
The silicon metal is produced in submerged electric arc furnaces (electrical consumption between 10 and 30 MW) according to the formula:
Feedstocks are woodchips, high-purity quartz lumps and high-purity coal, charcoal and coke.
The silicon melt has to be refined and solidified in the casting process to get a multicrystalline structure and then crushed.
An important by-product is silica fumes, formed in by a side reaction according to the formulas:
Owing to economy of scale and process improvements, the electric consumption of 10–11 kWh/kg has already reached compared to more than 14 kWh/kg in the past [1].
As the worldwide production capacity for metallurgical silicon is far more than 1 mio mto/a (most of it for the metal/aluminium industry), there is no supply bottleneck to see in the future (cf. [2]).
Regarding the quartz as feedstock, it is certainly true that SiO2 is one of the most abundant materials available on earth (as “sand”). But if you are looking for high-purity quartz as it is necessary for high-purity metallurgical silicon, the availability is much more limited to special mines, for example in Spain or Brazil, which is not so much an issue of availability but costs (for mining and transport).
The purity of typical metallurgical-grade silicon with respect to metallic impurities is approximately six orders of magnitude worse than that of typical solar-grade silicon. So purification for the solar needs is inevitable.
3.1.2 Established Production Methods: Purification of Metallurgical Silicon via the “Silane Route” Is Dominating
The extreme purity required for silicon in photovoltaic or electronics applications is achieved by converting metallurgical-grade silicon into silanes (large-scale industrial processes are based on trichlorosilane or monosilane), which are then distilled and decomposed to yield hyperpure silicon. The conventional method is the so-called Siemens process in which TCS is decomposed in bell jar type reactors in the presence of hydrogen with the deposition of polysilicon on thin silicon rods [3]. The silicon tetrachloride (STC) produced as a by-product is hydrogenated back to TCS or is used as a feedstock for pyrogenic silica. The fluidized-bed CVD process used to deposit polysilicon appears to be a very attractive alternative to the Siemens deposition process. Wacker has successfully developed a fluidized-bed deposition process for granular solar-grade polysilicon based on TCS [4]. In contrast, two completely different processes use monosilane (SiH4) as the feedstock for deposition of polysilicon. As shown in Fig. 3.2, one of these processes uses TCS as a feedstock to afford SiH4, whereas the other process is based on SiF4, a by-product from the production of superphosphate fertilizers. The latter process was used by SunEdison on an industrial scale until 2016. Semiconductor-grade monosilane can be used in a modified low-temperature Siemens process or in a fluidized-bed deposition reactor to produce polysilicon.

Pathways for polysilicon production
Approximately 94% of the global capacity of polysilicon used the Siemens process and TCS as a feedstock in 2016 [5].
3.1.3 Differences in Utilizing TCS or Silane as Feedstock
Lobreyer and Hesse [6] demonstrated that comparable qualities of semiconductor-grade polysilicon could be obtained from Siemens deposition of polysilicon, regardless of the type of silane feedstock (TCS or monosilane).
There are pros and cons associated with the use of both monosilane and TCS to deposit polysilicon. Breneman and Dawson [7] published a detailed review discussing the key advantages and disadvantages.
The deposition of polysilicon from monosilane can be carried out at a temperature as low as 650 °C, whereas temperatures >900 °C are necessary for TCS. If monosilane is used, the main problem appears to be the production of silicon dust by homogeneous vapour deposition, which decreases yields and limits deposition rates; it also negatively affects the product morphology (pores, density, microroughness). If TCS is used, approx. 1/4 reacts to form silicon, 3/4 is converted into STC which leaves the reactor in the off-gas. On the other hand, if monosilane is used, conversion rates of nearly 100% are obtained and hydrogen is practically the only by-product. The main pathway to produce monosilane is redistribution of TCS to monosilane and STC; here ¼ of the TCS reacts to monosilane, ¾ is converted to STC; so the system with monosilane deposition has to deal with the same amounts of chlorosilanes as the TCS-based deposition system. There are also major differences in handling of the individual silanes. The self-ignition and the very low boiling point of monosilane necessitate extremely strict safety-engineering requirements and a complex cryodistillation system.
Regarding the process complexity, the Wacker TCS process achieves a closed-loop production system based on only three chemical reactions (Fig. 3.3):

Wacker polysilicon: closed loops for hydrogen and chlorine yield significant cost advantages
So the decisive point appears to be how the polysilicon deposition process is integrated into the manufacturer’s particular product flow. The objective here is to either recycle all the by-products and waste products or use them to synthesize other products to minimize losses of silicon, chlorine and hydrogen. It is also important to use any waste heat arising from the various processes within the integrated system.
The integrated product system used at Wacker takes the additional advantage of value-added products by linking the production of polysilicon to that of pyrogenic silica, organofunctional silanes, silicates and silicones (Fig. 3.4).

Integrated product flow at Wacker Chemie AG, besides polysilicon the production of other value-added products is possible
3.1.4 Accommodation of the Processes to the PV Requirements
An alternative to the “silane route” has been sought for many years, particularly for the production of solar-grade silicon. The purity of solar-grade silicon with respect to metallic impurities is approximately six orders of magnitude higher than that of typical metallurgical-grade silicon. It is questionable as to whether there is an alternative to the “silane route” that can achieve this purity at acceptable costs. A very important parameter in photovoltaics is solar cell efficiency (around 19–24% in 2018 [8]). The highest cell efficiencies with low specific material usage are only possible via high-quality feedstock. For the production of solar-grade feedstock Wacker Chemie AG has optimized its existing semiconductor-grade production process taking into account the requirements of the solar industry:
-
The deposition process was optimized for maximum deposition rate.
-
The purification of the surface by chemical cleaning or etching after crushing of the rods could be avoided by a new crushing process. This process leads to lower contaminations, especially for metals, so that the solar requirements (metals contaminations in the low parts per billion per atom (ppba) range) can be fulfilled; the metal contaminations of cleaned prime electronic-grade polysilicon are two orders of magnitude lower) (Fig. 3.5).
Fig. 3.5 
Rod deposition: optimized process of deposition handling and crushing for the solar Industry

The fundamentals for a cost-effective production of solar-grade silicon at Wacker polysilicon are:
-
Highly integrated, but flexible production system: value-added use of by-products
-
Economy of scale: investments, costs, productivity
-
Advanced reactor technology: high output, yield, quality
-
Flexible reactor technology: solar or electronic polysilicon according to demand
-
Over 60 years of experience in polysilicon production.
Deposition of Granular Polysilicon with Trichlorosilane
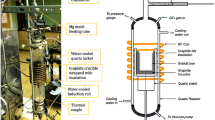
A fluidized-bed deposition process might be a reasonable supplement to the “main route” rod deposition technology (Fig. 3.6). In this process, a fluidized bed of silicon particles is heated to the necessary decomposition temperature of the silicon containing gas which is passed through the bed. Ideally, elemental silicon is deposited on the silicon particles that start growing. It is possible to operate this process continuously by regularly withdrawing particles from the fluidized bed and adding smaller seed particles to the bed. The withdrawn particles are already the ready-to-use product. Seed particles can be obtained for example by milling of product granules. Besides the advantage of continuous operation, the process has the potential of lower specific energy consumption. For customers granular polysilicon has a lot of advantages regarding handling, for high crucible filling grade (in combination with chunk material) and for applications which need a finely tunable continuous recharging. Wacker polysilicon is establishing this granular product to supplement its product portfolio.

Granular deposition
3.1.5 The Myths of the “High Energy/High Cost” Rating of Established Silane-Based Polysilicon Deposition Technologies
There is a public understanding that the production of solar-grade feedstock via gas phase deposition is “too costly” because of the “high” energy consumption of the deposition process. And purification of silicon via metallurgical processes, that is, different melting und crystallization steps, slag refining, treatment with different gases and so on, is much less energy-consuming and therefore less expensive. But is this really true?
-
1.
Myth: High temperature = high energy consumption? The first misunderstanding is that high temperature in a process equals high energy consumption. But if there is no energy-consuming reaction involved, the consumed energy is mainly influenced by the energy losses—a thermosbottle with hot fluid inside is also hot inside without being “energy intensive”. It is a similar situation with the gas phase deposition. Energy consumption can be influenced a lot by scale, reactor design and process design. So the energy consumption figures given by O’Mara et al. [3] are much lower now. Also, the general belief that monosilane deposition is less energy-consuming than trichlorosilane deposition because of the lower deposition temperature is not correct if you consider the maximum possible deposition rate: Trichlorosilane deposition rate can be much higher because heterogeneous monosilane deposition rate is much earlier limited by homogenous gas phase deposition (i.e. dust formation). The faster the deposition rate, the lower the energy losses. In addition, the high energy consumption for monosilane cryodistillation and storage have to be taken into account.
-
2.
Myth: The sum of chemical reactions, condensation and distillation steps of the silicon purification via silanes is more energy intensive than “direct” metallurgical purification
Let us compare the trichlorosilane-based purification with typical metallurgical purification involving several melting/crystallization steps (e.g. JFE-process, Apollon solar process, [9, 10]) to reach the minimum required purity regarding metals by segregation. At established polysilicon producers the total energy consumption of the total TCS process is lower than 80 kWh/kg with a total silicon yield of much more than 90% [11]. In metallurgical refining one melting/directed solidification step of silicon needs about 10 [12] to 16 [13] kWh/kg for the target product. To reach a similar metal purity as the TCS process, you need at least three melting/solidification steps and still some elements cannot be efficiently removed due to their unfavourable segregation coefficient. In addition, you have energy losses by the melt treatment, for example, with slag refining, gases, electron beam guns (for elimination of phosphorus), plasma torches (removal of boron) and so on to bring the dopant concentrations to an acceptable level. The remaining purity regarding carbon and dopants will still be worse compared to the TCS process. And you have high yield losses by slag and metal contaminated parts after segregation.
So there is no reason to condemn the “chemical” silicon purification methods in favour of “metallurgical” methods with respect to the needed energy or yield.
3.1.6 Alternative Technologies for the Production of Solar-Grade Feedstock: Purification of Metallurgical Silicon via Melt Treatment/Crystallization Is Dominating
If you look at metallurgical methods you will find that they need energy-intensive melting and crystallization processes and special treatments for the removal of dopants which are connected with yield losses. The achievable quality is still far lower compared to gas phase deposition processes. The situation is similar to the carbothermic direct reduction of pure quartz with pure carbon as well as for the melt electrolysis of quartz. Other, already in the past evaluated and practised methods like the reduction of silicon compounds with metals, for example, SiCl4 with zinc in vapour phase or aluminothermic reduction proved to be not competitive in the past regarding the achievable quality and costs. Important, limiting factors are the purities of the feed materials, contaminations during the process steps, low yields of reaction steps and complex reprocessing of by-products [14].
3.1.7 Alternative Vapour Phase Deposition Technologies?
In a closed-loop chlorosilane system, the above-mentioned problems are already solved in a large production scale; dominating technology is the heterogenous vapour phase deposition on rods. Thereby maximum purity is achieved. For solar-grade silicon also fluidized bed deposition of granules is a possibility. Others tested the deposition of silicon on hot surfaces with temperatures above melting point—“vapour to liquid” deposition [9]. The extremely corrosive nature of fluid silicon is here limiting the achievable quality. The lowest energy consumption in deposition is reached in so-called “free space” reactors; here silanes are decomposed in a homogenous gas phase reaction. But the resulting silicon is in the form of very fine particles (“dust”), which was not usable in this form in the past because of the highly reactive, respectively oxidized surface and the low density which led to melting problems and the contamination problem during handling of the material.
3.2 Quality Requirements from the PV Market
As shown in Fig. 3.7 solar cell efficiencies are expected to increase further. High efficiency approaches such as PERC, HIT or back contact cells are likely to gain market share over the next years. In addition, the solar industry is working hard to improve process efficiencies, yields and quality at each step of the value chain (ingot, wafer, cell and module). Highest charge carrier lifetimes, highest yields and most efficient production strategies are accessible with high-quality polysilicon feedstock. As a consequence, high-quality polysilicon enables the PV industry to produce highest quality PV products with reliable long-term stability at lowest possible cost—one of the key drivers for the success of photovoltaics also in the future.

Expected development of solar cell efficiencies [8]
3.3 Summary
TCS will remain one of the semiconductor and photovoltaic industries’ most important feedstock in the future, regardless of whether used as a direct feedstock to produce polysilicon in the Siemens and granulate processes or as a raw material for monosilane production. For more than 60 years, the Wacker group is using and improving polysilicon production based on vapour phase deposition of TCS in a closed-loop process. Hydrogen and chlorine are processed in a cycle, and process heat is used efficiently in the chemical plant system. This process is safe and environmentally friendly and has plenty of potential for further improvement. Wacker Chemie AG is operating three world-scale production sites for polysilicon with a total production capacity of 80,000 metric tons in 2017 (Fig. 3.8).

Integrated polysilicon production of Wacker Chemie AG in Burghausen, Nünchritz (both Germany), and Tennessee (USA)
In parallel, the downstream users are continuously improving their processes and product qualities. Besides higher cell efficiencies and reliable long-term stabilities (based on high-quality feedstock), advanced crystallization techniques, smaller wafer thicknesses, lower kerf loss during sawing and overall higher process yields, there is still huge potential to lower costs further—the basis to establish photovoltaics as one of the major energy sources of our future (Fig. 3.9).

References
A. Schei, J. Tuset, H. Tveit, Production of High Silicon Alloys (1998)
Ferroglobe presentation, Inaugural Investor Day, 17 October 2017, p. 8
W.C. O’Mara, R.B. Herring, L.P. Hunt (eds.), Handbook of Semiconductor Silicon Technology (1990)
D. Weidhaus, E. Schindlbeck, K. Hesse, Silicon for the Chemical Industry VII (2004), p. 165. ISBN 82-90265-25-5
Analysis Wacker Chemie AG, June 2017
T. Lobreyer, K. Hesse, Silicon for the Chemical Industry IV (1998), p. 93. ISBN 82-90265-20-4
W.C. Breneman, H.J. Dawson, Silicon for the Chemical Industry IV (1998), p. 101. ISBN 82-90265-20-4
ITRPV Roadmap 2018, www.itrpv.net
3rd Solar Silicon Conference, 2, München. April 2006
21st European Photovoltaic Solar Energy Conference, Dresden, 4–8 Sept. 2006
China PV Industry Association, China PV Roadmap (2016), p. 7
E. Sirtl, The WACKER approach to low-cost silicon material technology, in Proceedings 3rd EC PV Solar Energy Conference, Cannes (1980), p. 236 ff
J.O. Odden, G. Halvorsen, H.M. Rong, R. Glockner, Comparison of the energy consumption in different production processes for solar grade silicon, in Silicon for the Chemical and Solar Industry IX (2008), p. 87. ISBN: 978-82-997357-5-9
Flat-Plate Solar Array Project Final Report, vol. II: Silicon Material, JPL Publication 86-31, October 1986
W. Storm, Wacker Chemie AG, Photovoltaik – Vom Silicium zur Sonnenenergie, Presentation Wacker Wissensforum, 4 April 2017
International Energy Agency (IEA), World Energy Outlook 2017. www.iea.org
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Switzerland AG
About this chapter

Cite this chapter
Hesse, K., Schindlbeck, E. (2020). Advanced Solar-Grade Si Material. In: Petrova-Koch, V., Hezel, R., Goetzberger, A. (eds) High-Efficient Low-Cost Photovoltaics. Springer Series in Optical Sciences, vol 140. Springer, Cham. https://doi.org/10.1007/978-3-030-22864-4_3
Download citation
DOI: https://doi.org/10.1007/978-3-030-22864-4_3
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-22863-7
Online ISBN: 978-3-030-22864-4
eBook Packages: Physics and AstronomyPhysics and Astronomy (R0)