
Abstract
One of the current problems of the structural integrity assessment of the reactor pressure vessel WWER-1000 is the determination of resistance to brittle fracture taking into account the residual stresses after cladding of the protective anticorrosion layer and heat treatment. Existing data on the residual stresses do not take into account possible microstructural transformations in the base material steel 2.5Cr-Mo-V (15H2NMFA). Mathematical modeling of residual stresses taking into account microstructural phase transformations determines a compression stress area in the heat affected zone of the base material as result of martensite formation. These results were confirmed by dilatometric analysis and metallography of the steel 15H2NMFA templates. The evaluation of resistance to brittle fracture under the thermal shock load showed, that calculated compression residual stresses in the base material HAZ reduce value SIF for cracks of a depth up to 7 mm.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
The reactor pressure vessel (RPV) WWER-1000 is a welded shell structure from the perlitic 2.5Cr-Mo-V steel (15H2NMFA) with anticorrosion cladding on the inner surface. Residual stresses (RS) caused by welding and cladding can significantly influence on the assessment of the brittle fracture of the RPV structures.
Currently for the evaluation of the brittle fracture resistance of the RPV are used the distributions of the residual stresses, which are presented in various standard documents and guidelines, such as VERLIFE [1], MRK-SHR-2000 [2], and others [3]. These RS distributions are quite different relative to the size of the tensile stresses zone in the base material.
There are the experimental and calculation data on the distribution of RS in the structural elements after cladding for another reactor steel—SA533 [4] and SA508 [5] similar by chemical content. They have shown, that microstructural phase transformations during cladding, namely the formation of bainite and martensite at the cooling, cause the producing of compressive stresses in the heat affected zone (HAZ) with the subsequent transition to the tensile stresses zone.
1 Objectives of Research
Existing data of the distribution of RS in the cladding zones RPV WWER-1000 do not take into account possible microstructural transformations in the HAZ of the base material during the anticorrosion layer cladding. This question is required the additional study.
2 Determination of Microstructural Phase Composition
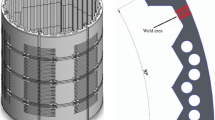
The results on evaluation of brittle fracture of the cladding zones RPV were obtained in the different parts of the model of the RPV nozzle zone: cylindrical part of the RPV and nozzle Dy850 part. The RPV nozzle zone (Fig. 1a) is not located near the active zone RPV and not exposed to intensive radiation embrittlement, but it is dangerous area in resistance to brittle fracture during emergency situation “pressurized thermal shock” (PTS) [6], because through nozzles into RPV fed cold boric water.

The nozzle zone of the RPV WWER-1000 (a) and scheme of the nozzle Dy850 (b)
The inner surface is cladded by anticorrosion material of a total thickness 9 mm. The arc cladding of the cylindrical part of the RPV shell is carried out under a flux with strip electrode in two layers with preheating up to 250 °C in the following conditions: I = 600–650 A, U = 32–36 V, cladding speed v = 2 mm/s [7]. The inner surface of the nozzles Dy850, including rounded corner, is cladded by manual arc cladding with coated electrodes under the conditions: I = 130–150 A, U = 26–30 V, Ø electrodes 4–5 mm, v = 0.83 mm/s (Fig. 1b). The base material of the RPV is low-alloy steel of high strength 2.5Cr-Mo-V steel (15H2NMFA), cladding austenitic materials: the first layer—25Cr-13Ni (SV-07H25N13), the second layer—20Cr-10Ni (SV 04H20N10G2B).
Literature review has shown the existence of rather different data on the phase composition of the RPV base material: perlite, bainite, bainite-matrensite. Also there is no complete diagram of the anisotropic austenite decomposition (CCT diagram) with data relative to the maximum content of the phase components for the cooling rates during welding or cladding. According to existing metallurgical diagrams it is impossible to determine the microstructure phase composition during cladding.
For the calculation of the maximum content of the phase components and kinetic of microstructural phase transformations, a model based on the Avrami equation [8] (austenite decomposition into ferrite, perlite and bainite) was used:
Vj—current mass fraction, t—isothermal transformation time, b, n—coefficients determined on the basis of parameters of the TTT-diagrams (diagrams of isothermal decomposition of austenite).
The simulation of microstructural transformations in conditions of continuous cooling and the calculation of the maximum mass fraction of bainite and ferrite-perlite is carried out on the basis of the additivity rule for isothermal transformations. The kinetic of martensitic transformation is described by the Koistinen-Marburger equation [9]:
where Ms—temperature of the martensite start; b = 0.011; n = 1.
As a result of the simulation of the microstructural phase state (Fig. 2) we obtain in the HAZ of the base material approximately the content of martensite 55% and bainite 45% for the strip cladding. Ferrite-perlite is not formed. For manual cladding of the inner surface of the nozzle Dy850 the predominant content of martensite is up to 80%.

Prediction of kinetic of the microstructural transformations during cooling in the HAZ
To validate the calculation data the dilatometric analysis of the austenite decomposition for real cladding thermocycle and metallography with templates from 2.5Cr-Mo-V steel (15H2NMFA) were done.
The common CCT diagrams are built for linear cooling rates. For real welding (cladding) process the cooling speed is not linear. Dilatothermy and metallography study for the real thermal cycle of welding by heating up to 1000 °C with characteristic curve of cooling at average speed of 5 °C/s in a temperature range of 500–800 °C and for thermal cycle with a cooling at a constant speed were conducted Fig. 3.

The CCT diagram (a) and martensitic-bainite microstructure of the template (b)
According to the results of metallography, the structure of the template obtained for constant cooling rate of 5 °C/s is a martensite, of another template—for the real cladding cycle is heterogeneous and consists of 80–90% martensite and 10–20% of lower bainite.
3 Determination of RS Taking into Account Microstructural Phase Transformations
To simulate the stress-strain state of a material, a model of thermoviscoplasticity was used [10]. The general deformation tensor \( \varepsilon_{ij} \) in welding processes can be represented as a sum of tensors: elastic \( \varepsilon_{ij}^{e} \), plastic \( \varepsilon_{ij}^{p} \), and creep deformations \( \varepsilon_{ij}^{c} \).
In accordance with Hooke’s law and with the von Mises yield criterion, the relationship between stresses and deformations has the form:
where \( \upsigma = \frac{1}{3}\left( {\upsigma_{rr} +\upsigma_{{\upbeta\,\upbeta}} +\upsigma_{zz} } \right)\text{;}\,\upsigma_{ij} \)—the stress tensor; δij—unit tensor; λ—scalar function, which depends on the stresses and properties of the material; Ω—the creep function at temperature T; K—bulk modulus; G—shear modulus; ν—Poisson’s ratio; φ—volume effects caused by the change of temperature and microstructural transformations.
By microstructural phase transformation at any point r, β, z at time t, the total effect of volume changes of the temperature T0 to T(t) is determined as by [10]:
where \( V_{j} (T) \)—the mass fraction of the j-th phase at temperature T; \( \gamma_{j} \text{(}T\text{)} \)—the volume of a unit mass of the j-th phase at temperature T. Values \( \gamma_{j} \text{(}T\text{)} \) for the construction steels are presented according to [10].
For both technologies of cladding the simulation of microstructural transformations leads to nonuniformity in the distribution of RS in thickness and along the surface of the cladding and the appearance of the compressive stresses zone in the HAZ. The compression reaches 400 MPa, the tensile RS are up to 750 MPa.
For mathematical modeling of the heat treatment process, the creep function of the material was used, which was determined in [11] on the base of existing experimental data for 2.5Cr-Mo-V steel (15H2NMFA) [12]. The relationship between stresses intensity \( \sigma_{i}^{{}} \) and creep strain rate has the form:
at temperature 650 °C, \( d\varepsilon^{c} = 0.17 \times 10^{ - 20} \cdot \sigma_{i}^{6} \) s−1—for base material, \( d\varepsilon^{c} = 1.85 \times 10^{ - 18} \cdot \sigma_{i}^{4.82} \) s−1—for cladding material.
Figure 4 shows the distribution of the hoop component of the RS through the nozzle thickness after heat treatment (high tempering at 650 °C and duration 20 h). In the HAZ of the base material till the depth 7 mm the compression RS (up to −350 MPa) were defined. For both cladding technologies, the magnitude of the tension RS in the base material, taking into account microstructural transformations, is up to 150 MPa.

Distribution of hoop RS σββ after heat treatment through thickness
4 Assessment of Brittle Fracture on the Results of RS Modeling
The assessment of brittle strength in the cladding zones was carried out using the method of weight functions. For cylindrical part RPV it was carried out using analytical recommendations of VERLIFE for cracks of the axial and circumferential orientation, for the nozzle zone Dy850—only for axial cracks. The allowable values of SIF may be obtained from the following dependence: \( K_{Ic} = \hbox{min} \left[ {26 + 36\exp (0.02 \cdot (T - Tk)),200} \right], \) where Tk is the critical temperature of brittleness. The value of the stress intensity factors (SIF) for crack at the deepest point was determined for depth a = 7 mm. The calculation model was loaded according to the PTS parameters [6]. Brittle strength was evaluated at various stress-deformed states—without taking into account the RS, with RS according to the VERLIFE [1], with the predicted RS taking into account microstructural phase transformation.
SIF determined with RS according to the VERLIFE for the sub-clad crack by a = 7 mm, located in the nozzle zone Dy850 (Fig. 5a) and in the cylindrical part RPV (Fig. 5b), are highest. Values of the SIF obtained at the calculated stresses taking into account microstructural transformations are very low, because these cracks are located in the zone of calculated compression RS. The value of SIF without RS is smaller in two to three times than SIF with the RS taken into account.

SIF by PTS at the top of the axial sub-clad crack (a = 7 mm; a/c = 0.3), located a in the nozzle zone Dy850, b in the cylindrical part RPV
5 Conclusion
Consideration of residual stresses after arc cladding of a protective anticorrosion layer and heat treatment of the RPV WWER-1000 in the structural integrity assessment is mandatory.
For the base material of RPV WWER-1000 2.5Cr-Mo-V steel (15H2NMFA) the CCT-curve for characteristic thermocycle at cladding of the nozzle zone was obtained. These experimental data correlate with the calculated data, obtained on the base of the Avrami equation, because the martensitic content in the microstructure of the reactor steel after the cladding has been defined.
The calculated RS obtained taking into account the microstructural phase transformations showed, that due to the formation of the bainite-martensitic microstructure in the HAZ of the base material a stress compression zone (−100 to −300 MPa) appears with depth up to 7 mm. This factor makes it possible to reduce the conservatism of the brittle fracture estimates for sub-clad cracks up to 7 mm deep.
References
VERLIFE: Guidelines for Integrity and Lifetime Assessment of Components and Piping in WWER NPPs During Operation “VERLIFE”. IAEA, Vienna (2013)
Procedure for Lifetime Assessment of RPV in WWER During Operation MPК-CXP-2000. St. Petersburg, Moscow, 52 p (2000) (in Russian)
Kostylev, V.I., Margolin, B.Z.: Determination of residual stress and strain fields caused by cladding and tempering of reactor pressure vessels. Int. J. Press. Ves. Piping 77 (2000)
Katsuyama, J., Udagawa, M., Nishikawa, H., Nakamura, M., Onizawa, K.: Evaluation of weld residual stress near the cladding and J-weld in reactor pressure vessel head for the assessment of PWSCC behavior. In: E-Journal of Advanced Maintenance, vol. 2, pp. 50–64. Japan Society of Maintenology (2010)
Dupas, P., Moinereau, D.: Evaluation of cladding residual stresses in clad blocks by measurements and numerical simulations. J. Phys. IV Colloque 06(C1), C1-187–C1-196 (1996)
Guidance on the Reactor Pressure Vessel PTS Assessment for WWER Nuclear Power Plants. International Atomic Energy Agency, WWER-SC-157 (1996)
PNAE G-7-009-89 Equipment and Piping of Nuclear Power Installations. Welding and Overlaying Welding. Basic Provisions. Moscow (2003) (in Russian)
Avrami, M.: Kinetics of phase change. J. Chem. Phys. 7(12):1103–1112 (1939); 8(2):212–224 (1940); 9(2):177–184 (1941)
Koistinen, D.P., Marburger, R.E.: A general equation prescribing the extent of the austenite-martensite transformation in pure iron-carbon alloys and plain carbon steels. Acta Metall. 7, 59–60 (1959)
Makhnenko, V.I., Velikoivanenko, E.A., Pochinok, V.E., Makhnenko, O.V., Rozynka, G.Ph., Pivtorak, N.I.:. Numerical methods for the prediction of welding stress and distortions. Weld. Surf. Rev. 13(Part 1), 146 p (1999)
Makhnenko, V.I.: Resource of Safety Service of Welded Joints and Assemblies of Current Structures, 618 p. Naukova Dumka, Kiev (2006) (in Russian)
Margolin, B.Z., Varovin, A.Ja., Kostylev, V.I.: Determination of residual stresses in reactors VVER after multipass welding, welding and high temperature tempering. Autom. Weld. J. (10) (2005) (in Russian)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Switzerland AG
About this paper

Cite this paper
Makhnenko, O., Kostenevich, E. (2019). Influence of Residual Stresses in the Cladding Zones of RPV WWER-1000 on Integrity Assessment. In: Gdoutos, E. (eds) Proceedings of the Second International Conference on Theoretical, Applied and Experimental Mechanics. ICTAEM 2019. Structural Integrity, vol 8. Springer, Cham. https://doi.org/10.1007/978-3-030-21894-2_62
Download citation
DOI: https://doi.org/10.1007/978-3-030-21894-2_62
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-21893-5
Online ISBN: 978-3-030-21894-2
eBook Packages: EngineeringEngineering (R0)