
Abstract
In order to follow the wear of the cutting tools, the monitoring of the machining processes plays a very important role in the minimization of the durations of breakdowns and the prevention of the appearance of certain undesired phenomena such as chattering, excessive wear or breakage of the cutting tool. In this context, the strategy adopted in this study is to use a methodology that combines numerical and experimental to track the wear and damage of cutting tools. The method is based on the analysis of the vibratory signatures measured in order to predict the lifetime of the tool during machining before its final degradation. As a first step, the work consists in the acquisition of data resulting from the cutting process as a function of the parameters of the cutting regime. Secondly, the work is dedicated to the processing of the measured signals using a new spectral indicator called the spectral center of gravity. The SCG spectral indicator has shown its power of predicting the transition from the phase of normal wear to that corresponding to the catastrophic wear of the cutting tool. The results obtained allowed to study the phenomena of vibration and then to predict their optimal lifetime.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
The vibratory analysis aims to identify the evolution of the state of cutting tool during its lifetime, in particular the transition from the stabilization phase to the acceleration phase of wear. Thus, direct control of the flank wear (VB) of the cutting insert studied revealed a differentiated behavior with respect to the lifetime as a function of the cutting speed. Indeed, the quality of the machined workpieces depends directly on the degree of cutting tool wear. Several authors have concentrated their efforts on detecting the rupture of the cutting tool which is usually indicated by a changes abrupt the trends of the measured parameters whose values exceed a predefined threshold (Ravindra et al. 1997; Dimla 1998; Babouri et al. 2012; Babouri et al. 2017a). Previous work on the development of an efficient system, have focused mainly on mathematical models using large quantities of experimental data. Indeed, the design of a surveillance system has become necessary through the use of highly reliable online supervision and monitoring methods. These methods are based most often on the measurement of several indicators such as cutting forces, acoustic emission, cutting temperature and vibration signatures ‘acceleration signals’ from which correlated parameters that are related to the cutting tool wear must be extracted to give a measure of the extent of tool wear.
In the literature, Rmili (2007) proposed a joint analysis in time and frequency of the vibratory signals generated in machining in order to determine of the cutting tools wear. The results of the spectrograms show two frequency bands corresponding to the natural frequencies of the cutting tool and tool holder. On the other hand, the vibratory level at the characteristic frequencies mentioned increases progressively with deterioration of the cutting insert used.
Babouri et al. (2016, 2017b) focused on the application of several approaches, namely time and frequency analysis, wavelet analysis (WMRA), empirical mode decomposition (EMD), or a hybrid approach. The results obtained made it possible to locate the transition of the lifetime of the cutting tools. Gradisek et al. (1998), in their attempt to study the chattering phenomenon that occurs due to the cyclic variation of the cutting effort, proposed a new method based on the different properties of the dynamic cutting and that accompanied of chattering. The analysis shows that a high value of the entropy rate is typical of the free chattering cutting, so a significant decrease in this value indicates the beginning of the chattering.
In the present work we propose the application of a new spectral indicator called the spectral center of gravity, which is calculated from the autospectrums of the measured accelerations to characterize the three phases of the cutting tool life.
2 Lifetime Theory
All cutting tools wear out as they are used until the end of their lifetime. The service lifetime of the cutting tool can be terminated when the cutting edge is no longer able to form a chip or when the wear profile reaches a critical stage such as a the cutting edge rupture. Indeed, it is necessary to identify the evolution of the state of cutting tool during its lifetime, in particular the transition from the stabilization phase to the accelerated wear phase synonymous of catastrophic wear.
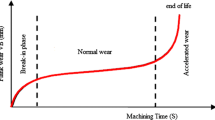
Several authors have concentrated their efforts on establishing mathematical models such as Taylor, Koning-Depiereux and Colding, which allow calculation of the lifetime of cutting tools according to the cutting parameters. Gilbert, in 1950, proposed the generalization of the Taylor model taking into account the cutting conditions. This model sufficiently used to evaluate the lifetime of cutting tools. The cutting tool wear develops in five distinct stages, namely: initial wear, regular wear, micro-rupture the cutting insert, rapid wear and breakage of the cutting insert. However, most authors identify three stages of wear: initial ‘break-in’ (A), regular ‘normal wear’ (B) and rapid ‘accelerated wear’ (C) with their monitoring strategy, see Fig. 1. Several researchers have also shown that the stages of initial wear and rapid wear (before tool failure) occur faster than regular wear. That is, rapid wear occurs briefly after a normal working period of the cutting insert. Hence, the difficulty of detecting this transition at the appropriate time.

Lifetime theory of the cutting tools
3 Spectral Center of Gravity—SCG
In this work, the use of the SCG, calculated from the autospectrum of the signals measured around the most dominant natural frequencies of the machining system, is proposed for monitoring of the cutting tools wear. The SCG is widely used to reveal a perspective dimension of sound on the timbre of musical instruments as well as for analysis of vehicle sounds and traffic noise. It is therefore considered the most reliable factor for judging the dissimilarity between two sounds of corpus, corresponding to two defects of different gravity. Since SCG depends mainly on the change in the amplitudes of the natural frequencies of the cutting tool, the idea is to find a relationship between this indicator and cutting wear. The expression of the spectral center of gravity is given by the following expression (Krimphoff et al. 1994; Babouri et al. 2017c):
The value of the SCG varies inversely with the severity of the defect (Younes et al. 2015). For the detection of rolling defects, Younes et al. (2015) and Kenzari (2009) show that the SCG value decreases with the worsening of the fault. This explains the dissimilarity judgments for rolling sensors in the case of a simulated and true fault.
This criterion is valid until the end of the stabilization phase. The appearance of wear in the accelerated stage leads to an increase in the vibratory energy which results in a disturbance of the spectral balance.
4 Experimental Validation and Data Acquisition
The machining tests were carried out without lubrication using a conventional lathe ‘TOS TRENCIN’ model SN 40C with a power on the spindle of \(6.6\,{\text{Kw}}\). The material used in this study is steel AISI D3 high chromium steel. Its chemical composition is given as follows: \(2\% \,{\text{C}}\), \(11.5\% \,{\text{Cr}}\), \(0.3\% \,{\text{Mn}}\) and \(0.25\% \,{\text{Si}}\). The test specimens used are round bars with a diameter of 80 mm and a length of 400 mm. The Sandvik GC2015 square cutting insert with eight cutting edges, designated SNMG 432-MF 2015, was coated with TiCN/Al2O3/TiN. The basic carbide, itself, is sufficiently hard to manufacture the D3. The three coating layers offer some specific characteristics to the basic substrate. The TiN assures a good thermal resistance and providing low friction coefficient, the TiCN permits to improve the wear resistance and the thermal stability. However, the Al2O3 is required to improve the toughness to high temperature and the resistance to crater wear. The cutting insert are mounted on a reference tool holder PSDNN 25×25 M12 with the following geometrical specifications: rake angle \(\upgamma = - 6{^\circ }\), major cutting edge angle \(\chi_{r} = 75{^\circ }\), inclination angle \(\uplambda = - 6{^\circ }\) and relief angle \(\alpha = - 6{^\circ }\)(Sandvik 2009).
In this study, acquisition of vibratory signals was performed during machining using a Brüel & Kjaer type 4524B triaxial piezoelectric accelerometer placed in the area closest to the cutting sector to record the intensity of the accelerations in real time in the three main directions \(\left( {{\text{x}},{\text{y}},{\text{z}}} \right)\). The frequency band selected varies between (0–12, 800 Hz) where each signal contains 16,384 points. The measurement results were stored directly on the PC using the analyzer acquisition system, driven by Brüel & Kjaer’s Pulse Lab shop® software (Fig. 2).

General sight of the experimental installation
The development of the flank wear on the cutting insert is measured after each test; the cutting insert is removed from the tool holder, cleaned and then placed on the table of the optical microscope Standard Gage type Visual 250. Having an optical enlargement from 0.7× to 4.5× the actual size. The Visual Gage software allows any operator as well as the metrologist to measure quickly and accurately most geometric elements.
Three experimental companions of 25 trials have taken several values of the flank wear and tear of the three plates studied, from the new state to the end of the lifetime (see Table 1). After each machining pass, the surface state of the workpiece is characterized by measuring the various roughness criteria \(\left( {{\text{R}}_{\text{a}} ,{\text{ R}}_{\text{t}} ,{\text{ R}}_{\text{z}} } \right)\) using a 2D rugosimeter of the type surftest 301 Mitutoyo (Fig. 3).

Measurement of the roughness without disassembling the workpiece
The measurements are repeated three times on the surface of the work piece with three reference lines placed at 120° at the level of the three jaws and in the direction parallel to the advance of the cutting tool and the average of these values is taken as final result.
5 Results and Discussion
5.1 Vibration Signals and Characterization of Cutting Wear
Such an experimental protocol makes it possible to always retain the same conditions for generating the vibratory responses and to detect in a specific manner any variation in the characteristics of the signal supposed to be closely related to the change in the state of the cutting insert. In a first step, the concatenation of the vibratory signals of accelerations acquired in the directions: radial (Y), tangential (Z) and axial (X) during a trial companion is shown in Fig. 4.

Concatenation of measured signals of the cutting tool for Vc = 175 m/min
Figure 4 shows, by way of example, a concatenation of the vibratory acceleration signals over the entire lifetime of the cutting tool. Five sets of vibratory responses were measured. Each series consists of a number of records corresponding to the lifetime of the cutting insert used. According to the example of these responses, we observe that we have three main phases of tool lifetime: break-in, wear stabilization and acceleration wear of cutting tool where the rate of wear increases until rapid tool aging occurs. We note that the evolution of the acceleration signals as a function of the cutting time is very significant in the radial direction (Y) than in the other directions (X, Z). This finding has been the same on all acquisitions. From these results, it is concluded that the analysis of the vibratory signals, particularly in the radial direction, provides effective monitoring of the cutting tool wear in different states.
5.2 Spectral Analysis of Characteristic Frequencies
Before performing the machining tests, we first determined the Eigen modes of the cutting tool in the main directions using an instrumented impact hammer (Fig. 5). In order to obtain the Eigen frequencies of the system, the cutting tool is mounted on the machine under the experimental conditions associated with machining. In order to obtain the Eigen frequencies of the system, the cutting tool is mounted on the machine under the experimental conditions associated with machining. The excitation impacts were carried out in directions perpendicular to the surfaces of the cutting tool. The spectral behavior of the measured signals has been studied throughout the lifetime of the cutting inserts by frequency analysis. In Fig. 6, we distinguish the Eigen frequencies of the cutting tool represented in the frequency band [4000–5100 Hz]. According to these measurements, it is noted that the torsion mode appears between 4700 Hz and 4800 Hz and the bending mode appears at 5032 Hz. The results of this approach allow us to identify the most significant Eigen modes of the cutting tool which subsequently intervene in the interpretation of the results.

Device used for modal analysis

Natural frequencies of the cutting tool
Figure 7 shows the Eigen modes of the cutting tool which appear in the [3500–5500 Hz] frequency band identical to that identified by the modal analysis according to Fig. 6. Furthermore, after the running-in period, a stability of the amplitudes of the tool natural frequency is observed, with a progressive increase in cutting wear. When the wear exceeds its permissible value, the amplitudes of the natural frequencies increase sharply. These spectra cover the entire lifetime of the cutting tool from the first test to the last.

Spectrum obtained from radial direction
The characterization of the evolution of this vibratory level as a function of cutting wear depends directly on the frequency band 3500–5500 Hz which can be considered as a good frequency indicator the state of the cutting tool. Indeed, the potential failure modes are characterized by the specific frequencies, and these are detected by the amplitude variation of the vibratory signals at these frequencies. In this context, the vibratory signals measured from the first test to the end of the tool lifetime are shown as narrow peaks at specific frequencies.
5.3 Proposed Spectrum Indicators
In order to facilitate the industrial application of the monitoring of the state of the cutting tool, the use of the SCG, calculated from the autospectrums of the measured accelerations, is proposed to characterize the three phases of tool’s wear. The autospectrums corresponding to the evolution of tool’s wear in the series of experiments (Figs. 8 and 9) comprise two characteristic frequency bands. The first appears between 1500 and 2500 Hz which describes the natural frequencies of the Kistler platform and the second appears between 3500 and 5500 Hz which describes the natural frequencies of the cutting tool. The autospectrum clearly show the variation in the amplitudes of the measured signals from one wear phase to another around the natural frequencies of the cutting tool. The wear phases are clearly explained by this variation in amplitude, in the break-in phase, where the contact surface of the tool-workpiece is very small, almost punctual, so the amplitudes of vibrations are important. In the second phase of wear stabilization, the tool-workpiece contact surface becomes larger and regular, which dampens the vibrations of the cutting tools where the stiffness of the tool increases and causes a decrease in the amplitudes of the natural frequencies of the cutting tool, then it increases again in the last phase.

Autospectrums of the signals measured in the radial direction for various flank wear (VB), Vc = 120 m/min

Autospectrums of the signals measured in the radial direction for various flank wear (VB), Vc = 175 m/min
We show in Fig. 10 the evolution of the SCG as a function of the cutting time. During the wear stabilization phase, the SCG decreases significantly and reaches a minimum value of 3729 Hz after 2640 s of cutting time corresponding to a VB flank wear of 0.28 mm. As soon as wear begins to worsen, the SCG changes direction and starts to take larger values. After a cutting time of 2880 s corresponding to VB = 0.292 mm, the SCG reaches 4152 Hz and then a maximum of 4209 Hz to fall back to values lower than the end of the tests.

SCG of the auto spectrum of the Fig. 8
The result of the calculation of the SCG presented in Fig. 11 is similar to the previous result. The change in direction of the SCG at the end of the wear stabilization phase is clear. The SCG values cover the frequency band [3700–4200 Hz] which is that of the natural frequencies of the cutting tool mentioned above. The decrease in SCG results from the stable appearance of the vibrations produced by the regular evolution of wear. The appearance of wear in the accelerated stage leads to an increase in the vibratory energy which results in a disturbance of the spectral balance. As the value of the SCG varies inversely with the severity of the defect.

SCG of the autospectrum of the Fig. 9
Starting from the behavior of the SCG, which has shown its ability to predict the transition from the normal wear phase to that corresponding to the catastrophic wear of the cutting tool, this indicator can be integrated into an industrial monitoring system to alert the end of the tool life of the cutting tool.
Since the transition between the two phases does not occur in too short a period, we propose as a criterion for decommissioning the cutting tool, a value of SCG just above that of the first calculated SCG when the cutting tool is in new condition. This criterion is only valid for machining speeds recommended for machining where the wear evolution takes place over a wider period allowing the calculation of the SCG in close intervals. This is the case for the cutting speed of 120 m/min where the tool life is approximately 50 min.
6 Conclusion
This article has been devoted to monitoring the evolution of the cutting tool wear by processing the signals measured during the cutting process. We also proposed the application of a new spectral indicator SCG to monitor the evolution of tool’s wear. The first conclusions that can be drawn are as follows:
-
1.
The evolution of the amplitudes of the natural frequencies of the cutting tool perfectly describes the state of its degradation and the band containing these frequencies is the best qualified to monitor tool’s wear.
-
2.
The spectral indicator SCG, calculated from the acceleration autospectrum, has also shown its effectiveness in a surveillance system capable of providing the moment of transition to accelerated wear.
-
3.
Finally, we can say that the results presented in this study come from an off-line test. That is, after processing the signals collected during machining. This approach makes it possible to test and verify the validity of the proposed approach. This approach, once validated on off-line tests, could be integrated into of an online tool wear monitoring system. It is in a sense the use of feedback derived from off-line tests for setting up an on-line system.
In our future works, we intend to validate the obtained results by widening the study for tool carrier stiffness in different cutting conditions and why not for milling operations.
References
Babouri MK, Ouelaa N, Djebala A (2012) Identification de l’évolution de l’usure d’un outil de tournage basée sur l’analyse des efforts de coupe et des vibrations. Revue Sci Technol Synthèse 24:123–134
Babouri MK, Ouelaa N, Djebala A (2016) Experimental study of tool life transition and wear monitoring in turning operation using a hybrid method based on wavelet multi-resolution analysis and empirical mode decomposition. Int J Adv Manuf Technol 82:2017–2028
Babouri MK, Ouelaa N, Djebala A (2017a) Application of the empirical mode decomposition method for the prediction of the tool wear in turning operation. Mechanika 23(2):315–320
Babouri MK, Ouelaa N, Djebala A, Djamaa MC, Boucherit S (2017b) Prediction of cutting tool’s optimal lifespan based on the scalar indicators and the wavelet multi-resolution analysis. In: Applied mechanics, behavior of materials, and engineering systems. Springer International Publishing, pp 299–310
Babouri MK, Ouelaa N, Djamaa MC, Djebala A, Hamzaoui N (2017c) Prediction of tool wear in the turning process using the spectral center of gravity. J Fail Anal Prev 17:905–913. https://doi.org/10.1007/s11668-017-0319-y
Dimla DE (1998) Multivariate tool condition monitoring in a metal cutting operation using neural networks. Ph.D. thesis, School of Engineering and Built Environment, University of Wolverhampton
Gradisek J, Govekar E, Grabec I (1998) Using coarse-grained entropy rate to detect chatter in cutting. J Sound Vib 214(5):941–952
Kenzari M., (2009) Vibroacoustic diagnosis of gears defects: sound perception approach analysis. Thesis, INSA of Lyon, France
Krimphoff J, Mcadams S, Winsberg S (1994) Caractérisation du timbre des sons complexes. II. Analyses acoustiques et quantification psychophysique. Journal de Physique IV 4(C5):625–628
Ravindra HV, Srinivasa YG, Krishnamurthy R (1997) Acoustic emission for tool condition monitoring in metal cutting. Wear 212(1):78–84
Rmili W (2007) Analyse vibratoire pour l’étude de l’usure des outils de coupe en tournage. Thesis, University François Rabelais Tours, France
Sandvik (2009) Coromant: Catalogue Général Outils de coupe Sandvik Coromant, Tournage –Fraisage – Perçage – Alésage – Attachements
Younes R, Hamzaoui N, Ouelaa N, Djebala A (2015) Perceptual study of the evolution of gear defects. Appl Acoust 99:60–67
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Switzerland AG
About this paper

Cite this paper
Babouri, M.K., Ouelaa, N., Djamaa, M.C., Djebala, A., Boucherit, S., Hamzaoui, N. (2019). Prediction of Optimal Lifetime of the Tool’s Wear in Turning Operation of AISI D3 Steel Based on the a New Spectral Indicator SCG. In: Boukharouba, T., Chaari, F., Ben Amar, M., Azouaoui, K., Ouali, N., Haddar, M. (eds) Computational Methods and Experimental Testing In Mechanical Engineering. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-030-11827-3_9
Download citation
DOI: https://doi.org/10.1007/978-3-030-11827-3_9
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-11826-6
Online ISBN: 978-3-030-11827-3
eBook Packages: EngineeringEngineering (R0)