
Abstract
The aeronautic industry is continuously looking for new structural concepts with the aim of reducing dangerous gas emissions as well as reducing manufacturing costs and times. The development of advanced lightweight structures is an effective alternative to achieve the mentioned goals. Reinforced panels produced by the third generation aluminum–lithium alloys and Friction Stir Welding (FSW) can bring new solutions for more efficient aircrafts. This work presents the results obtained in the development and characterization of FSW joints directed to reinforced panel manufacturing. FSW lap joints were produced using aluminum–lithium alloys AA2099-T83 extrusions and AA2060-T8E30 sheets. Several welding parameter combinations and FSW tool designs were used to produce the joints. Joint properties were investigated by metallographic examination , microhardness tests as well as mechanical strength testing . The appropriate FSW conditions to optimize joint properties were established.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
Introduction
Riveting has been the dominant joining technology for reinforced panel manufacturing for aircraft structures. However, there are some disadvantages in the riveting processes such as low productivity and lack of potential for weight reduction [1]. Welded integral structures represent benefits such as reductions in the number of necessary parts, weight saving potential as well as significant reductions in manufacturing times and costs. The main welding technologies developed have been Laser Beam Welding (LBW) and Friction Stir Welding (FSW) [2, 3], resulting in the implementation of some applications in real aircrafts [4,5,6]. Thus, FSW technology was proposed and investigated as alternative joining technology to riveting for lap joints in stringer to skin applications [7, 8].
Joining stringers to skin by FSW generally requires welding in the lap joint configuration, which has been investigated and reported by several authors using aeronautic aluminum alloys [9,10,11,12,13,14,15,16]. Probably the most important conclusion of these investigations is the importance of the FSW tool design to minimize the main welding imperfections [17] that are typical in FSW lap joints : Hook features and cold lap defects.
Another important aspect to be considered in aircraft structure innovation is the maturation and launch of third-generation aluminum–lithium alloys, which offer high strength, low density and excellent corrosion resistance [18]. These Al–Li alloys such as AA2099 extrusions and AA2060 sheets have been promising candidates for stringer-skin applications and, although some recent investigations have been reported on FSW of these alloys [19], further work is needed to understand the FSW process applied to them.
The work presented in this article reports on investigations of the FSW process applied to lap joints using AA2099-T83 extrusions and AA2060-T8E30 sheets, the understanding of the joint formation mechanism and the evaluation of the resulting lap joint properties.
Experimental Details
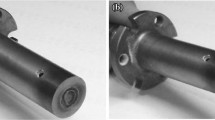
Z-shaped extrusions of aluminum alloy AA2099-T83 and sheets of alloy AA2060-T8E30 were used in this work as stringer and skin materials to perform FSW joints in the overlap configuration. The chemical composition of these alloys is shown in Table 1. The thickness of the extrusion in the joining zone was 2 mm and the thickness of the sheet was 2.5 mm. Two different tools were employed to produce the lap joints as shown in Fig. 1. The general dimensions of both tools were similar having a plain shoulder of 10 mm in diameter, a probe diameter of 4 mm and a probe length of 2.5 mm. The difference between the tools was the probe design, one having a conventional threaded cylindrical probe (Fig. 1a) and the other a probe with three flats and a mixed neutral thread (Fig. 1b). Lap joints were produced combining several welding parameters, using rotational speeds between 800 and 1200 rpm and welding speeds between 150 and 250 mm/min. All investigated joints were produced in force control using an I-STIR PDS 4 FSW system adjusting the axial force for each welding parameter condition. Thus, FSW lap joints were produced using weld pitches between 0.125 and 0.31 mm/rev. The type of FSW lap joints produced is shown in Fig. 1c.

FSW tools used to produce the FSW joints; a conventional threaded cylindrical tool; b three flats + neutral thread tool; and c FSW lap joint formed by AA2099-T83 extrusion and AA2060-T8E30 sheet
Samples for metallographic examination were cut perpendicular to the welding direction, polished to a mirror like finish, etched using Keller’s reagent, rinsed in water and dried in a warm airflow. Weld cross-sectional features of the FSW lap joints were examined by optical microscopy using an Olympus GX51 light optical microscope.
Microhardness tests were performed using a Vickers indenter, a load of 500 g and load application time of 15 s. Scans of indentations of approximately 20 mm in length were carried out, investigating the extension of about 10 mm from the weld centerline in both directions. The spacing between indentations was 0.5 mm. The scans were located in the mid-thickness of the AA2099-T83 extrusion as well as at a distance of 0.5 mm from the joint interface of the AA2060-T8E30 sheet. The microhardness tests were performed in the as welded condition and allowing a time of approximately 60 days between the production of the welds and the measurements.
The static mechanical strength of the FSW lap joints was investigated by pull-out tests, using a special fixture to hold the AA2060-T8E30 sheet firmly and pulling from the AA2099-T83 extrusion in the vertical-perpendicular direction to the sheet surface. All tests were performed at room temperature using a Zwick Roell Z100 tensile testing machine at a constant speed of 1.6 mm/min.
Results and Discussion
The quality of the FSW lap joints produced using different tools and welding parameters was evaluated based on their as welded surface quality, severity of welding imperfections as well as mechanical properties. The following sections summarize the main results obtained in this work:
Surface Quality
The surface appearance of FSW lap joints produced by the two tools and different welding parameters is shown in Fig. 2. As a general result, the joints produced by the tool with three flats presented a superior surface quality than those produced with a conventional threaded tool. This can be concluded seen in the images shown in Fig. 2a, b which contain a minimal amount of toe flash in comparison with Fig. 2c, d, which were produced with the conventional threaded tool and presented a larger amount of flash. Thus, it could be concluded that the implementation of flats on the probe produced favorable material flow and consolidation capacity of the FSW tool. This conclusion is in agreement with previous results obtained in FSW lap joining [12, 13], showing that the weldability window and the quality of the lap joints can be higher for tools featuring flats.

Close-up images showing the surface quality of welds performed by a tool with three flats at 800 rpm and 250 mm/min; b tool with three flats at 1200 rpm and 250 mm/min; c conventional threaded tool at 800 rpm and 250 mm/min; d conventional threaded tool at 1200 rpm and 250 mm/min
Metallographic Examination
Cross-sections of FSW lap joints produced under different welding parameters with both tools are presented in Figs. 3, 4, and 5. No volumetric defects were observed in the welds performed within the range of investigated welding parameters. However, significant differences were observed in typical FSW imperfections [17] of lap joints such as hooks and cold lap defects. Relatively large hook features were observed in both the advancing and the retreating side in joints produced by the conventional threaded tool as it is shown in Fig. 3. The magnified images of the sides show the hook features in the thermomechanically affected zone (TMAZ) regions in the advancing side (or H1) in the left as well as the hook in the retreating side (or H2) in the right. The highly deformed grain orientations of AA2060-T8E30 sheet material of the TMAZ regions are indicative of the vertical material flow induced by the conventional threaded tool, which is the main formation mechanism of the hook features. In addition to this, a cold lap defect feature was observed in the retreating side progressing from the tip of the hook towards the stir zone (SZ).

Cross-section of FSW lap joint produced at 1200 rpm and 250 mm/min by a conventional threaded tool

Cross-section of FSW lap joint produced at 1200 rpm and 250 mm/min by a tool with three flats

Cross-section of FSW lap joint produced at 800 rpm and 250 mm/min by a tool with three flats
A reduction on the severity and size of the hook features was observed in FSW lap welds performed by the tool with three flats as shown in Figs. 4 and 5. In addition to that the hook size remained practically the same regardless the rotational speed used to perform the joints. This effect can be observed comparing the hook features in Figs. 4 and 5, which show equivalent FSW lap joints performed at 1200 rpm and 800 rpm, respectively. Thus, it is feasible to increase the rotational speed, without increasing the hook size, in order to produce a higher deformation at the interface, promoting a more extensive mixing of material and limiting the cold lap defect formation. Similar conclusions were obtained in previous works carried out with other aeronautic aluminum alloys [12].
The hooks (H1, H2) of FSW lap joints performed using the two tools previously described herein, and several welding parameters are represented as a function of the weld pitch in Fig. 6. It is clearly shown that the hook features produced by the conventional threaded tool are significantly larger, especially when low weld pitch values are employed. The hook size decreases as the weld pitch increases for the conventional threaded tool due to the less intensive vertical material flow induced at lower rotational speeds and higher welding speeds. This is not the case for the tool with three flats + neutral thread as the hook remains equivalent for all the investigated weld pitch range. The globally neutral nature of the three sections of threads present on the probe eliminates a preferential vertical flow of plasticized material resulting in limited hook formation.

Representation of the hook size measured in FSW lap joints produced using different welding parameters and weld pitches
Microhardness Testing
The microhardness distribution of different microstructural regions of FSW lap joints in the extrusion AA2099-T83 and the sheet AA2060-T8E30 are presented in Figs. 7 and 8 respectively. The obtained results are in agreement with the conclusions reported by Huang et al. [19], where FSW lap joints with AA2099-T83 and AA2060-T8E30 were investigated. A significant hardness reduction in the HAZ, TMAZ and SZ regions was observed which is typical in FSW of precipitation hardening aluminum alloys [13]. Microstructural phenomena such as dissolution, coarsening and precipitation of the precipitates, which are induced by the complex thermomechanical cycle by the FSW process, directly influence the hardness . Therefore, the hardness distribution usually depends on the FSW parameters used to produce the joints.

Microhardness value distributions in the AA2099-T83 extrusion of FSW joints performed using 0.21 mm/rev and 0.31 mm/rev weld pitches and a tool with three flats

Microhardness value distributions in the AA2060-T8E30 sheet of FSW joints performed using 0.21 and 0.31 mm/rev weld pitches and a tool with three flats
A nonsymmetric hardness distribution was observed in the scans performed in the AA2099-T83 extrusion as shown in Fig. 7. A HAZ extension of approximately 9 mm was observed at the advancing side, while the retreating side showed a larger HAZ. The heat accumulation at the edge of the stringer in the retreating side could be the reason for a larger HAZ, producing a more severe overaging effect at this region. In addition to that, the FSW lap joint produced using a weld pitch of 0.21 mm/rev also presented a larger HAZ in comparison with the one performed at 0.31 mm/rev. The higher temperatures and heat accumulation produced by the weld pitch of 0.21 mm/rev could be again the reason for that. This effect was not observed at the advancing side of these FSW lap joints . A maximum hardness reduction of 74 HV0.5 was measured, from 168 HV0.5 of the base material to 94 HV0.5 of the minimum hardness at the HAZ at the advancing side, which represents a ~44% drop.
Figure 8 shows the hardness distribution of the AA2060-T8E30 sheet, where a symmetric HAZ of approximately 16 mm was observed. A maximum hardness drop of ~38% was estimated from 172 HV0.5 of base material to 106 HV0.5 measured at the SZ region boundaries. No significant differences were observed between FSW lap joints performed at 0.21 and 0.31 weld pitches.
Mechanical Strength Testing
Pull-out tests were performed with the aim of evaluating the static mechanical strength of the FSW lap joints produced using several welding parameters and both tools. Figure 9 shows two limit cases that represent the critical influence of the FSW lap joint quality on the joint strength. A maximum pull-out load of 2.8 kN was observed for the FSW lap joint produced by the tool with three flats + neutral thread and welding parameters of 1200 rpm and 250 mm/min. The small hooks and the effective reduction of the cold lap defect shown in Fig. 4 are representative of an appropriate stirring and mixing of materials, producing a good quality weld that presented a failure in the stringer outside the weld. On the other hand, a FSW lap joint produced by the conventional threaded tool at 800 rpm and 150 mm/min presented an interfacial failure, as shown in the top-right image in Fig. 9, with an ultimate pull-out load of 1.95 kN. In this case, the larger size of the hooks and the presence of the cold lap defect in the weld were found to be the main factors that reduced the joint quality and load carrying capacity.

Pull-out strength and failure mode of FSW lap joints produced by different tools and welding parameters
In general, FSW lap joints produced by the tool with three flats + neutral thread presented superior mechanical strength in comparison with the conventional threaded tool, with average ultimate pull-out load values of 2.62 kN and 2.18 kN, respectively. Thus, it could be concluded that superior weld quality and load carrying capacity can be obtained by the tool with three flats + neutral thread.
Conclusions
In this work, FSW lap joints were performed with AA2099-T83 extrusions and AA2060-T8E30 sheet materials, using different tools and welding parameters, and the joint properties were investigated. The following conclusions could be obtained:
-
The tool with three flats + neutral thread can produce FSW lap joints with superior surface quality than the conventional threaded tool.
-
The FSW lap joints produced by the tool with three flats + neutral thread present superior weld quality (reduced hooks and cold lap defects) than the ones produced by the conventional threaded tool.
-
The tool with three flats + neutral thread allows to increase the rotational speed without promoting vertical flow of plasticized material nor increasing the hook size.
-
Hardness drops of approximately 44% and 38% were observed for AA2099-T83 extrusion and AA2060-T8E30, respectively.
-
An average ultimate pull-out load of 2.62 kN with a failure outside the joint was achieved in FSW lap joints produced by the tool with three flats + neutral thread. This is a ~20% higher than the values obtained with the joints performed by the conventional threaded tool.
Thus, the main conclusion is that the tool with three flats + neutral thread has the capability to produce FSW lap joints of superior quality and higher load carrying capacity, showing a larger weldability window. Within this window, 1200 rpm and 250 mm/min were identified as the best welding parameters that resulted in the highest weld quality.
References
Rendings KH (2001) Aluminium structures used in aerospace—status and prospects. Mater Sci Forum 242:11–24
Mendez P, Eagar T (2002) New trends in welding in the aeronautic industry. In: Proceedings of 2nd conference of new manufacturing trends, Bilbao, Spain
Talwar R et al (2000) Friction stir welding of airframe structures. In: Proceedings of 2nd international symposium on friction stir welding, Gothenburg, Sweden, pp 27–29
Assler H, Telgkamp J (2006) Design of aircraft structures under special consideration of NDT. In: Proceedings of 9th European conference on NDT, Berlin (Germany)
Christner B (2016) A friction stir welded jet aircraft: from concept to reality. In: Proceedings of 11th international symposium on friction stir welding, Cambridge, UK, 17 May 2016
Fernandez F (2010) FSW applied on mid-size aircraft. In: Proceedings of 8th international symposium on friction stir welding, Timmendorfer Strand, Germany, 18–20 May 2010
Tavares SM (2011) Design and advanced manufacturing of aircraft structures using friction stir welding. PhD thesis, Universidade do Porto (Portugal)
Freeman J, Moore G, Thomas B, Kok L (2006) Advances in FSW for commercial aircraft applications. In: 6th international symposium on friction stir welding, Toronto (Canada)
Cederquist L, Reynolds AP (2001) Factors affecting the properties of friction stir welded aluminium lap joints. Weld J Res Suppl 80:281
Dubourg L et al (2010) Process optimisation and mechanical properties of friction stir lap welds of 7075-T6 stringers on 2024-T3 skin. Mater Des 31:3324–3330
Buffa G et al (2009) Friction stir welding of lap joints: Influence of process parameters on the metallurgical and mechanical properties. Mater Sci Eng A 519:19–26
Aldanondo E et al (2016) Microstructural features in friction stir welded lap joints. In: Proceedings of 10th international conference on trends in welding research, Tokyo, Japan, 10–14 Oct 2016
Aldanondo E, Arruti E, Echeverria A (2017) Friction stir weld lap joint properties in aeronautic aluminium alloys. In: Proceedings of 148th friction stir welding and processing X, in annual meeting and exhibition TMS2017, San Diego (USA)
Ji S et al (2016) Effect of reverse-threaded pin on mechanical properties of friction stir lap welded alclad 2024 aluminum alloy. J Mater Sci Technol 32:671–675
Yang X et al (2014) Defect features and mechanical properties of friction stir lap welded dissimilar AA2024-AA7075 aluminum alloy sheets. Mater Des 55:9–18
Liu H et al (2016) The effect of interface defect on mechanical properties and its formation mechanism in friction stir lap welded joints of aluminum alloys. J Mater Process Technol 238:244–254
ISO, ISO25239 (2011) Friction stir welding—aluminium, Geneva (Switzerland)
Eswara Prasad N, Gokhale AA, Wanhill R (2014) Aluminium-lithium alloys: processing, properties and applications. Elsevier-BH, Oxford, UK
Huang Y et al (2018) Interface characteristic and tensile property of friction stir lap welding of dissimilar aircraft 2060-T8 and 2099-T83 Al–Li alloys. Int J Adv Manuf Technol 94:1253–1261
Acknowledgements
This work has been performed in the frame of the project ecoTECH within the AIRFRAME ITD of the Clean Sky 2 programme of the H2020. The authors acknowledge the funding received for this project under the project ID 807083 of the call H2020-IBA-CS2-GAMS-2017.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 The Minerals, Metals & Materials Society
About this paper

Cite this paper
Aldanondo, E., Arruti, E., Echeverria, A., Hurtado, I. (2019). Friction Stir Welding of Lap Joints Using New Al–Li Alloys for Stringer-Skin Joints. In: Hovanski, Y., Mishra, R., Sato, Y., Upadhyay, P., Yan, D. (eds) Friction Stir Welding and Processing X. The Minerals, Metals & Materials Series. Springer, Cham. https://doi.org/10.1007/978-3-030-05752-7_8
Download citation
DOI: https://doi.org/10.1007/978-3-030-05752-7_8
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-05751-0
Online ISBN: 978-3-030-05752-7
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)