
Abstract
Environmentally friendly natural rubber composites (NRCs)/nanocomposites (NCs) filled with natural organic fillers coming from renewable and biodegradable sources have been raising continuous and utmost interests to fulfil the increasing demand related to the minimum use of petroleum-based non-renewable resources. In order to develop the improved properties and performance characteristics of green NRCs/NCPs, continuously increasing attention has been devoted to enhance mechanical and dynamic mechanical properties through augmentation of interfacial adhesion among natural fillers and NR matrix, together with ensuring more even distribution of fillers via chemical modification of the fillers/NR and use of adhesion/dispersion promoters/additives. Therefore, mechanical and dynamic mechanical properties of various NRCs/NCPs have mainly been focused, along with necessary alterations in the biodegradability. In this context, NRCs/NCPs have been categorized into four major parts, i.e., NR composites filled with plant fibers, nano-cellulose (NC) reinforced NR NCPs, NRCs based on recycled rubber granulate, and NR composites containing proteins, with special attention being paid on processing, characterization, and preparation of NR composites filled with nanocellulosic fillers. The role of new microstructures, such as honeycomb, Zn-cellulose complex, cellulose-cellulose network etc., have been analyzed to obtain environmentally friendly NR composites suited for interpenetrating polymer network (IPN), sensor, and other sophisticated materials.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others
1 Introduction
Materials, together with energy and information, are considered to be the skeleton of the world economy of the twenty-first century. Among these materials, PCs, usually constituting of a polymer and one or more solid fillers, have been widely used for several years (Fig. 1) [1,2,3,4,5]. Instead of having several advantages, including a combination of the main properties of the two or more solid phases, PCs suffer from several limitations, such as difficulty in reuse and recycling. In fact, once the PCs become useless, these are commonly disposed directly or incinerated. However, both of these techniques are costly as well as difficult and possess high environmental impact. Indeed, such problems have begun to be evident for the last 15 years, and hence the recent scientific research has been inclined to look for the new alternatives, such as replacement of the traditional PCs with environment friendly PCs having lower environmental impact, often referred to as ‘eco-composites’ or ‘green composites’ (Fig. 1). In fact, the ecological damage, such as global warming and plastic pollution, caused by the conventional petroleum-based polymer products has encouraged the use of renewable and biodegradable materials by both scientific and industrial communities. Moreover, replacement of orthodox microcomposites by NCP has gained high insight in the last two decades to overcome the limitations of micrometre-scale, via designing novel materials and structures with unprecedented flexibility, elevated physical properties, and considerable industrial impact [6]. Indeed, the term NCP describes a class of two-phase materials, in which one of the phases has at least one dimension lower than 100 nm (Fig. 1). Thus, green chemistry coupled with nanotechnology to produce ‘green polymeric NCP’, based on derived raw materials of natural sources of plant or animal origin and rigid nano particles are of great interest in scientific, academic, and industrial fields because of the environmental and technological concerns. Moreover, because of the high surface to volume ratio, green NCPs exhibit unique mechanical, electrical, and thermal properties along with the environmental safety. Furthermore, in recent years, extensive efforts have been devoted to develop, characterize, and utilize bio-based materials, and bio-based NCPs belonging to the new era of bio-based materials. These have attracted both industrial and academic attention because of the increasing interest in developing new sustainable, biodegradable, biocompatible, and environment-friendly nanomaterials. In fact, bio-NCPs can be considered as a subset of polymer NCPs where the NFs, the matrix or both come from bio-based renewable resources (Fig. 1). Moreover, incorporation of NFs into biopolymers provides the practical way to improve the properties of such bioplastics, to make them competitive with petroleum-derived materials.

Preparation of composite, NCP, green composite and bio-NCP
Both natural and synthetic rubbers, essentially in vulcanized form, are used to produce different rubber products, like hoses, cushions, gloves, seals, tyres, belts, diving gear, chemical and medicinal tubing, and electrical instruments, as these vulcanized rubbers, often possess excellent flexibility, elasticity, electrical property, and resistance towards chemicals and crack propagation [7,8,9,10]. Among such rubbers, NR, a general purpose rubber, exhibits excellent physico-chemical properties, such as elasticity and flexibility, as well as magnificent formability and biodegradability. In fact, superior strength, elasticity, flexibility, resilience, and abrasion resistance makes NR as one of the most important elastomers with regards to the versatility and application volume. NR was first reported about 500 years ago, when European expeditions first experienced rubbers and latex in America. Instead of the existence of 2500 latex producing plants, the commercial production of NR is mainly produced from the Hevea brasiliensis tree of the Amazon rainforest. NR is a high molecular weight polymer of isoprene (2-methyl-1,3-butadiene) and is the oldest known rubber (Fig. 2). Accordingly, NR, containing long cis 1,4-polyisoprene chains, finds a large number of applications in the field of automotive tyres, footwears, and for manufacturing other engineering products (Fig. 3). Today, NR is used in producing 50,000 products, like adhesives, tyres, gloves, condoms, and coatings and the applications are still growing. Most of the rubbers, including NR, are available as aqueous dispersions of rubber particles, known as latex. NR is extracted as white emulsion containing cis-1,4-polyisoprene nanoparticles, usually possessing approximately 100 nm diameter. However, sticky and inelastic uncured NR is useless. Therefore, uncured NR is vulcanized or cured to make it a more durable crosslinked material. Theoretically, vulcanization is a chemical process by which long chains of rubber molecules are crosslinked, leading to the transformation of the soft, weak plastic-like material into a strong elastic product of high and reversible deformability along with good mechanical properties because of strain-induced crystallization, low hysteresis, extraordinary dynamic properties, and fatigue resistance. During vulcanization, rubber is heated with sulfur or other equivalent curatives with/without accelerators. Such additives reinforce the polymer chains via generating crosslinks between individual polymer chains to attain improved elasticity, resilience, and enhanced mechanical properties (Fig. 4). Indeed, in the traditional vulcanization process of NR, CB is commonly employed as the reinforcing filler for achieving improved strength, weather resistance, and stiffness, leading to the production of traditional NR composites (NRC). Despite possessing several advantages, including the capability to produce reinforced NRCs, CBs are non-biodegradable petrochemical-based products, which consume a substantial amount of energy during their production. Therefore, rubber manufacturers are in search of new reinforcing fillers, which should be renewable, readily available, cheap, light-weight, and biodegradable to achieve environmentally friendly NR bases PCs (Fig. 5).

2D/3D structure of NR

Modifications and uses of NR

Vulcanization of NR

Different types of fillers
Till date, rubber-based NCPs have been studied lesser than the plastic-NCPs, in which most of the research are focusing on the use of either nanoclays or carbon nanotubes as reinforcements. Over the past decade, in order to replace CB to synthesize NR composites, the use of wood, cellulosic fibers, and their derivatives as organic fillers has attracted much attention. In this context, cellulose, the most abundant natural polymer, is used to prepare high strength nanoparticles because of the outstanding properties, such as biocompatibility, required chemical stability, superior thermal stability, and environmental benignancy. In fact, cellulose nanofibers can also be used as a matrix to form green NCPs because of the natural abundance, renewability, and biodegradability. In this context, different workers investigated the potentials of biodegradable organic fillers, such as sisal, [11] coir, oil palm, [12] isora, BFs, starch, carrageenan, rattan, pistachio, peanut shell powder, and coconut shell powder, as the reinforcing additives in NRCs. In the recent past, the potential of NC, originated from microcrystalline cellulose, bamboo residue of newspaper production unit, [13] rachis of the date palm tree, sugar cane bagasse kraft pulp, and jute fiber, was explored as reinforcing additive in fabricating eco-friendly NR latex based NCPs. In fact, very few NR-based NCPs with bio-based nano-reinforcements, such as chitin whiskers, cellulose whiskers of Syngonanthus nitens (Capim dourado), starch nanocrystals, rachis of a palm tree, sisal, and bagasse are found in the literature. As expected, the NC not only provided the superior mechanical strength in rubber NCPs but also it increased the rate of degradation of rubber in the soil when disposed at the end of life. Thus, being a bio-based polymer, the use of bio-nano reinforcements in NR is beneficial in the development of bio-based and green NCPs.
Theoretically, in order to attain high specific strength, modulus, and dimensional stability in NRCs, the compatibility between NR and filler, and their interfacial adhesion should be sufficient enough to ensure strong interaction between filler and NR matrix. Since the surface of the added filler is often polar and hydrophilic and NR is non-polar and relatively hydrophobic, the interfacial adhesion between filler and NR can be improved by modifying the surface characteristics of both the components by physical or chemical treatment (Fig. 6). For instance, the interfacial bonding between NR and filler(s), such as rice husk, jute, sisal, and silk fiber, was improved by physical treatment, like electron beam and gamma irradiation. For instance, the hydrophobicity of NR matrix and hydrophilicity of cellulose NCPs are inherently incompatible and insufficient molecular-scale interactions can resist the entire activity of the material. Moreover, cellulose NCP aggregates act as stress concentrator and produce poor dispersion within the matrix to deteriorate the properties of composites. Conventionally, the chemical grafting of specific moieties on the cellulose NCP surface was used to control the interfacial adhesion and interactions. Alternatively, modification of NR chains in contact with the cellulose NCP filler could also be carried out.

Surface modification of NR/filler or both improving homogeneous dispersion and interfacial adhesion
Furthermore, attempts have been made to fabricate polymer-rubber composites wherein ground particles of waste tyres have effectively been utilized as potent fillers. Though waste tyres are pollutants, the ground used tyres should be treated as a source of sustainable materials, instead of a pollutant. In this regard, eight different types of NR are presently used as basic components in tyre manufacture. Therefore, a significant portion of the waste tyre should contain NR as the important constituent. Accordingly, NR based ground waste tyre can be used as an important ingredient in preparing NR based environmental friendly PCs.
2 NR Composites Filled with Plant Fibers
In the past decades, natural fiber reinforced PCs have gained substantial interest as a potential structural material and in other applications. Use of natural fiber as filler in polymeric matrix is more advantageous than the conventional inorganic fillers because of low energy the cost, positive contribution to global carbon budget, greater deformability, biodegradability, combustibility, recyclability, fair thermal and insulation properties, low density, less abrasiveness to processing equipment, environmentally friendly, inexpensive, recyclability, non-toxicity, flexibility, high specific strength, good electrical resistance, high acoustic insulation property, and universal availability. Research efforts are harnessed to develope fully biodegradable ‘green’ composites via combining natural-/bio-fibers with rubber. The major attractions for green composites are because of environment-friendly nature, degradability, and sustainability, i.e., they are truly ‘green’ in every respect. At the end of their life, they can easily be disposed of or composted without damaging the environment. In this context, different types of plant-derived natural fibers, such as OPF, CF, SF, BF, [12] IF, and PLF were employed to prepare environmentally friendly NR composites (Fig. 7).

Cellulose nanofibers from different plants
Natural fibers are superior to synthetic ones with regards to properties, such as biodegradability, lightweight, low toxicity, cost, and availability. In order to achieve adequate adhesion between fibers and matrix, studies were focused on the treatment of fibers to improve bonding between fiber and matrix. Various methods, such as mercerization and corona, plasma, heat, and silane treatment were reported to enhance the bonding in natural fiber composites. Moreover, various studies were conducted on hybrid NR composites filled with multiple type natural fibers derived from plant resources [11]. The main objective of fabricating a hybrid composite was to extract the combined advantages of two or more different types of fibers so that the advantages of one type of fiber could compensate the limitations of the other. As a consequence, the proper balance between performance and cost could be achieved through proper material designing. Meanwhile, the individual characteristics of plant-derived natural fibers were described one after another. In this context, physical properties and chemical constituents of different types of natural fibers are summarized in Table 1.
3 Coir/Coconut Fiber (CF)
The lignocellulosic fiber, originated from the fibrous mesocarp of the fruit of the tropical coconut trees (Cocos nucifera), is called the coir. CF is more profitable than other natural fibers, including high weather resistance due to the presence of higher amount of lignin and poor water absorptivity because of the lesser cellulose content. Moreover, this fiber can be stretched beyond the elastic limit without rupture, because of the helical arrangement of micro-fibrils at 45°.
4 Oil Palm Fiber (OPF)
OPF, a waste material of oil extraction, is a lignocellulosic fiber obtained from the empty fruit and bunch fibrous mesocarp of oil palm tree (Elaeis guineensis). Of the different fiber sources in oil palm tree, empty fruit bunch can yield up to 73% fibers and hence, it is preferable in terms of availability and cost. Palm oil industry has to dispose of about 1.1 ton of empty fruit bunch per each ton of oil produced. In fact, retting process is utilized for extracting OPF from empty fruit bunch. Of the different commonly used retting processes, such as mechanical retting (hammering), chemical retting (boiling with chemicals), steam/vapor/dew retting and water/microbial retting, water retting is the most popular. OPFs are hard, tough, and show similarity to CFs in cellular structure. The central part of the transverse section of OPF contained a lacuna like portion surrounded by porous tubular structures. The morphology of fibrous surface, containing pores having average diameter of 0.07 μm, is essential for stronger mechanical bonding with matrix resin in composite fabrication.
5 Sisal Fiber (SF)
Sisal is an agave (Agave sisalana) and commercially produced in Brazil and East Africa. SF is one of the strongest fibers and can be used for several applications. SF possesses excellent ageing resistance.
6 Bamboo Fiber (BF)
Bamboo (Bambusa Shreb.), a perennial plant, grows up to 40 m in monsoon climates. Bamboo is most commonly used in construction, carpentry, weaving, and plaiting. Fabrication and studies on BF filled NR composites have been conducted. In fact, overall mechanical properties of BF, abundantly available in Asia, are comparable to wood.
7 Isora Fiber (IF)
For the first time, Mathew et al. investigated the applicability of the IF, extracted from the bark of the Helicteres isora plant by retting, as a reinforcing additive in preparing NR composites [12]. In fact, Isora shrubs grow in many parts of South India, especially in Kerala. Isora resembles jute in appearance but possesses superior strength, durability, and lustre. It has the better TS than some other natural fibers.
8 Pineapple Leaf Fiber (PLF)
Pineapple (Ananas comosus), a tropical plant of Brazil, is cellulose-rich, relatively inexpensive and highly abundant. PLF, the waste product of pineapple cultivation is relatively inexpensive and readily available for industrial purposes. PLF exhibits high specific strength and stiffness because of high cellulose content of 70–80% and comparatively low microfibrillar angle. However, because of the hydrophilic character of its cellulose structure and high susceptibility to water absorption, mostly at elevated temperatures, inadequate bonding between PLF and the hydrophobic matrix is the major problem associated with the application of PLF as filler in NR.
9 Processing
In general, natural fiber-filled composites are processed in an open two-roll mill. For instance, OPF filled composites were prepared in a laboratory two roll mill (150–300 mm) at a nip gap of 1.3 mm. Followed by initial mastication of NR, untreated chopped OPF is added along with other main ingredients like accelerator, activator, and vulcanizing agent. In this context, the fibers were added towards the end of the mixing process, so that to ensure minimum breakage of the fiber during mixing.
Prior to the addition of fibrous fillers, the usual practice is to execute optimal cleaning, washing, and drying of the plant fibers, followed by size reduction via chopping or any other suitable mechanical operation. However, to enhance the bonding in natural fiber composites, fibers are pre-treated before incorporating in the NR matrix. For instance, chemical treatment, such as mercerization of IF requires 3–4 h of continuous heating at 80 °C in 10% aqueous NaOH solution, followed by washing with water and drying in an air oven at 70 °C. In case of acetylation, the same fiber is initially treated by alkali and thereafter the alkali-treated fibers are soaked in glacial CH3COOH for 1 h. Later, the material is decanted and then soaked in acetic anhydride containing two drops of concentrated H2SO4 for 5 min. Finally, the acetylated fibers are filtered, washed, and dried in an air oven at 70 °C. As a consequence of chemical treatment, certain physical and microstructural changes occur on the fiber surface, such as dissolution and leaching out of fatty acids and lignin components of the fiber. For example, as a result of mercerization of IF, a considerable quantity of uranic acid, a constituent of hemi-cellulose (xylan), can be removed from the fiber. As a consequence of acetylation, substantial esterification of O–H of IF is actuated. Similarly, prior to the compounding process, raw CFs are also undergone various chemical treatments to remove coir pith and other undesirable materials, and thereby improving the binding of CF with NR.
10 Characterization
10.1 Mechanical Properties
Effect of OPF length on the mechanical properties of the NR compounds are analyzed by stress-strain measurement. Both TS and EAB are maximized when the length of OPF becomes 6 mm (Table 2). At higher fiber lengths, significant deterioration in the mechanical properties is observed because of the entangling tendency of the longer fibers. Altogether, 6 mm was found to be the optimum fiber length for OPF reinforced NR matrix. Moreover, the mechanical properties of the OPF filled NR composites in the longitudinal direction are superior to the transverse direction. However, incorporation of OPF in NR matrix decreases TS and EAB. The intrinsic high strength of NR, related to the strain-induced crystallization, is disrupted when fibers are incorporated into NR, thereby destroying the regular arrangement of rubber molecules, resulting in the deterioration of crystallization. The mechanical properties of the CF-reinforced NR composites in the longitudinal direction are superior to those in the transverse direction. However, in this case, the optimum length for CF is maintained at 10 mm for achieving good reinforcement in NR composites. Moreover, to maximize the fiber orientation and tensile properties of the CF-reinforced NR composites, CFs are immersed in 5% NaOH solution for 48 h. Similarly, NaOH and benzoyl peroxide is used to treat the surfaces of PLF. It is found that all surface modifications enhance adhesion and tensile properties of PLF-NR composites. In fact, treatment with 5% NaOH and 1% benzoyl peroxide provides the best improvement of composite strength by 28 and 57% respectively, when compared with that of untreated fiber. Similarly, the adhesion between the BF and NR can be enhanced by the use of a bonding agent, such as silane coupling agents, phenol formaldehyde, and hexamethylenetetramine, leading to improved tensile modulus and overall mechanical properties of BF-NR composites.
The influence of the ratio of two lignocelluloses fibers, i.e., sisal and oil palm on the tensile properties of NR composites have already been reported. The mechanical properties are found to be more dependent on SF than oil palm, because of the superior tensile properties of SF than OPF (Table 1). Moreover, since the microfibrillar angle of SF is lesser (20°) than OPF (44°), the reinforcing ability of sisal is more than that of oil palm in any polymeric matrix. Furthermore, the surface area of the fiber in a unit area of the composite is higher in SF filled composite than OPF filled composite because the diameter of SF is lesser than that of OPF (Table 1). Hence, physical interaction, as well as stress transfer in the unit area, is higher for SF filled composites. Altogether, it has been noted that TS of SF-OPF-NR hybrid composite is lesser than pure gum. In this context, the mechanical properties of OPF-sisal-NR composite, studied by Jacob et al. are tabulated in Table 2.
10.2 Dynamic Mechanical Properties
Most rubber articles, such as automobile tyres, springs, and dampers, undergo cyclic loading or cyclic deformation, and hence, dynamic properties are crucial for evaluating the real-time service performance of those articles. In this context, a complete description of the viscoelastic properties is derived via dynamic experiments conducted over a range of time, temperature or frequency. It is observed that the stress relaxation rate of OPF-SF-NR hybrid composites decreases with increase in the fiber content. In fact, the relaxation of rubber molecules in the gum compound is hindered because of the influence of fiber-rubber interface formed via addition of fibers. Notably, at all temperatures, storage modulus of OPF-SF-NR composites enhances with the rise in fiber content [11]. Invariably, the unfilled NR compound, containing only rubber phase, makes the material better flexible to impart low stiffness, and thus, low storage modulus. Once the fiber was added, the stiffness of the composite increases as fibers allow greater stress transfer at the fiber-rubber interface, resulting in higher storage modulus. The loss modulus also increases with fiber loading, to reach up to 756 MPa at 50 phr fiber loading, whereas gum has loss modulus of 415 MPa. In this context, the damping factor decreases with fiber loading because of lower flexibility and lower degrees of molecular motion caused by incorporation of fibers in a rubber matrix.
Short CF reinforced NR composites with poor interfacial bonding tend to dissipate higher energy than those with fair interfacial bonding. The composite, containing fibers subjected to bleaching, exhibits very high tan δ values in the low-temperature range but the low values at high-temperature region. This proves that such composites are good elastomeric compounds at higher temperatures. However, composites of resorcinol-formaldehyde-latex treated CFs exhibit low tan δ values at both low and high temperatures, suggesting low damping and hence, good interfacial bonding. Moreover, with the increased fiber loading, glass transition temperature (Tg) of the composites continuously shifts towards higher temperature, because of increased immobilization of the polymer chains adhered to the treated CFs.
11 Application
Significant research is currently underway around the world to address and overcome the obstacles to developing biocomposite materials with improved performance for global applications. Interfacial adhesion between natural fibers and matrix plays the pivotal role for the overall performance, since the final properties of the composites totally depend on it. Recently, CFs bonded with NR latex are being used in seats of the Mercedes Benz A-class model.
12 NC Reinforced NR NCPs
Recently, NCbased reinforcement in NCPs is gaining high insight. Besides low cost, density, and energy consumption, renewability, high specific properties, biodegradability, and relatively good surface reactivity, it shows better properties as a reinforcing phase in NCPs than micro-/macro-cellulose composites. The concept of cellulosic NF reinforced polymer materials has shown rapid advances and considerable interest in the last decade, because of their renewable character, high mechanical properties, low density, availability, and diversity of sources. Because of the perfect balance between flexibility and stiffness, NR matrix is used as a model system to study the effect of cellulose NFs reinforcement. Currently, NC reinforced NR-NCPs is one of the important categories of lignocellulosic fibers mediated rubber composite materials. In fact, the characteristics of NC depend on the origin of fibers and the isolation methods. Cellulosic nanoparticles consist of either cellulose whiskers or microfibrillated cellulose. The nanoscale dimensions of cellulose crystals enable cellulose NCPs to impart unique characteristics. The extensive research work is devoted to cellulose nanoparticles obtained by either (i) disintegration shearing for microfibrillated cellulose or (ii) chemical acid hydrolysis treatment for cellulose nanocrystals or whiskers. Cellulose of various sources has been utilized to produce such cellulosic nanoparticles. Generally, the elongated rod-like high-purity single cellulose nanocrystals are produced from different sources, whose dimensions depend on the nature of cellulose source and hydrolysis conditions. In fact, the diameter and length typically lie within 5–10 and 100–500 nm, respectively. Cellulosic nanoparticles can be classified into two main groups: (i) cellulose nanocrystals, as obtained by acid treatment and (ii) cellulose nanofibers, synthesized through mechanical disintegration (Fig. 8). Both cellulose nanocrystals and cellulose nanofibers are used for different applications depending on their properties. Indeed, nanofibrillated cellulose has been used in these NCPs, including NR based NCPs, because of typically ultra-high strength and environmental friendliness of NC.

Different forms of cellulose: process modification steps
13 Processing
Bio-based rubber composites are fabricated through the standard rubber processing operations, such as compression moulding, injection moulding, and extrusion. NC whisker reinforced NR-NCPs are prepared by applying the conventional rubber compounding method, after extracting cellulose NWs from bamboo pulp residue collected from newspaper production unit [13]. Initially, cellulose NWs are prepared via acid hydrolysis of the bamboo pulp and thereafter, the cellulose NW based NR NCPs have been produced via a two-step process. In the first step, a master-batch is prepared via dispersing the cellulose NWs in NR latex, followed by coagulation of the dispersion. In the next step, this coagulated master-batch is compounded with solid NR and vulcanizing agents in a two-roll mill and thereafter the NR compound is cured via compression moulding at 150 °C. Earlier, employing the similar acid hydrolysis protocol, cellulose whiskers were extracted from cellulose fibers present in cassava bagasse. Thereafter, NW-NR composites have been prepared by initial mixing of NWs into NR latex, followed by casting and evaporation. Applying the same methodology, NC-NR-NCPs are fabricated, wherein the added cellulose nanoparticles were initially extracted from soy hulls by acid hydrolysis.
NR-NCPs filled with cellulose nanoparticles, i.e. whiskers and microfibrils, are fabricated, where cellulose whiskers are extracted via bleaching the purified cell wall of the rachis of date palm tree, whereas the cellulose microfibrils are obtained through the disintegration of the bleached and purified cell wall by microfluidizer. Later, NR-NCP films have been prepared by casting/evaporation method, comprising of cellulose whiskers of 84–102 and 4–12 nm length and width, respectively. Indeed, these whiskers are initially isolated from bleached sugar cane bagasse kraft pulp. Thereafter, these purified whiskers are admixed to NR latex, followed by casting/evaporation method for synthesizing NCPs. In an almost similar fashion, the NR-NC type composites are prepared after isolating the NC from raw jute fiber by steam explosion.
The direct extrusion method can be adopted in preparing cellulose-rubber NCPs. The lyophilized NC, produced from microcrystalline cellulose, is initially pulverized in a grinder to obtain NC powder, and then the pulverized NC powder is mixed with NR in an extruder to generate the bio-composite. While preparing bio-composite, the temperature for direct extrusion is restricted to 160 °C to avoid thermal degradation of NC whiskers. Nevertheless, such NC based NCPs are generally prepared via casting method comprising of two processing steps, in which the first step is associated with the mixing of NC suspension with rubber latex for a stipulated period (i.e. 0.5–12 h) to produce uniform NC dispersion. However, in the second step, this uniform aqueous NC dispersion is cast in a formulation mould and dried to produce NC films. In between these two steps, degassing and water evaporation should be carried out, based on the concentration and bubbles in the suspension. In addition, a combination of casting and extrusion can also be attempted, wherein the NC dispersion is cast and dried to produce NC based film and thereafter, the film is cut and extruded with NR.
Recently, attempts have been made to prepare NC-oxidized NR-NCPs via dispersing NC into oxidized NR latex, followed by usual casting and evaporation. In fact, NR latex suspensions are oxidized with a KMnO4 solution to introduce O–H groups at the NR chains and thereby to increase the possibility of H-bonding between hydroxylated polyisoprene chains and NC. In the recent past, few publications have reported the properties of NR as a matrix to synthesize green, conductive, and flexible NCPs. Graphene sheets are introduced in water suspensions of NC prior to the reduction of the particles by adding hydrazine hydrate. The resultant hybrid suspension is mixed with NR latex and dried to form a structured conductive film. The similar strategy of coating nanoparticles may be employed to obtain polyaniline modified cellulose nanofibers, in which polyaniline is attached to the cellulose nanofiber surface by in situ polymerization, and NR-NCP is obtained by applying the casting and evaporation technique.
Recently, attempts have been made to prepare NR/Regenerated Cellulose hybrids comprising of a cellulose-rich phase and NR latex particles. Such hybrid was obtained by simply co-precipitating the mixture of NR latex and cellulose alkaline—urea—aqueous solution. As a result, honeycomb-like structural moieties of Regenerated Cellulose were noted to become homogeneously distributed in the hybrid matrix wherein Regenerated Cellulose and NR phases interlaced/interpenetrated each other to form a semi-IPN/fullIPN structure.
14 Characterization
14.1 Biodegradability
Biodegradability of the cellulose whisker filled NR-NCPs in soil was noted to become significantly enhanced as compared to that of the unfilled NR. It is well known that the NR degrades in nature by specific microorganisms, such as Streptomyces coelicolor 1A and Nocardia farcinica strain E1, in a slow process and accordingly the growth of these rubber utilizing bacteria is also slow. However, as the biodegradation of cellulose is faster than rubber, the cellulose component in the NR NCPs films is rapidly consumed by the microorganisms, producing porosity, void formation, and the loss of the integrity of the rubber matrix. Thus, the rubber matrix would be broken down into smaller particles and accordingly smaller and less organized rubber particles become more susceptible to the bacterial degradation. Similarly, jute fiber originated NC filled NR demonstrated a significantly higher level of biodegradability over the unfilled NR. As expected, the non-crosslinked NR composite showed a higher degree of biodegradation when compared with the crosslinked NR composites. In this context, a compost system of increased degradation potential, constituting of the complex biological environment having relatively higher microbial diversity, was utilized to enhance biodegradation of these composite materials. As a result of composting, quicker deterioration of the whole composite material, including the interior part of the composite, was achieved by means of rapid biodegradation of NC. Accordingly, NR-NC biocomposite envisaged lower TS retention when compared with the neat NR, as unreinforced NR showed the higher resistance to the microorganism attacks in comparison to that of the NC filled composite.
14.2 Mechanical Properties
As compared to the mere PLA materials, a strong increase in EAB is observed when 10 wt% of NR is added in PLA matrix. Such ductile behaviour and EAB of PLA-NR blend is effectively conserved in the PLA grafted NC filled PLA-NR-NC bio-NCPs, as grafted short chains of PLA on NC act as the effective compatibilizer between NC and PLA phases, even though the PLA grafted NC are preferentially located in the PLA phase (Table 3).
The stress-strain behaviour of cellulose whisker filled NR NCPs was considerably different from neat NR. In fact, a non-linear mechanical behaviour of NR-cellulose whisker NCPs is observed in the tensile test performed at room temperature. Stress-strain curves clearly demonstrate the stiffening effect of the cellulose whiskers in the NR NCPs. Both Young’s modulus and TS significantly increase upon whisker addition, while the EAB decreases. Such high reinforcing effect of cellulose whisker can be assigned to the mechanical percolation phenomenon of cellulose whiskers, which forms a stiff continuous network of cellulosic nanoparticles linked through hydrogen bonding. Such improvement in Young’s modulus and TS is also explained by a mechanism based on the formation of the Zn-cellulose complex (Fig. 9). The three-dimensional network of cellulose nanofibers (cellulose-cellulose-/Zn-cellulose-network) in the NR matrix can play the pivotal role to enhance the properties of the crosslinked NCPs. In this context, relative improvements in mechanical properties, demonstrated by cellulose whiskers isolated from various sources, have been demonstrated in Table 2. Herein, the aspect ratio of different cellulose whiskers is an important factor that guides the variegated mechanical properties of NR NCPs filled with cellulose whiskers isolated from different resources. Thus, as compared to cellulose whiskers originated from starch, rachis of date palm tree and Capim dourado, relatively lower aspect ratio of cellulose whiskers isolated from bagasse could be the reason behind the lower TS properties of NR NCPs filled with cellulose whiskers isolated from bagasse. Similarly, mild hydrolysis is preferable in enhancing the extraction yield of NC crystals from soy hulls as well as to maintain the crystallinity of native cellulose and obtain high aspect ratio NC crystals.

Proposed mechanism for interaction of the cross linked NR/NC composite
Accordingly, a high reinforcing effect is observed even at low filler contents when high aspect ratio NC crystals are used to prepare NCPs with a NR matrix by casting/evaporation. For instance, by adding only 2.5 wt% NC crystals, the storage tensile modulus at 25 °C of the NCP was about 21 times higher than that of the neat NR matrix. However, it has to be kept in mind that the ultimate strength is not only dependent on the chemical interactions between the matrix and the NF but also contributed by the physical entanglements of the NC having a high aspect ratio. For this reason, the modulus of the 5% composite gives a comparative increase of fourfold with its pristine matrix. But the 10% composite showed a modulus of 9.6 MPa and the comparative increase from 5 to 10% NCP is only 2.5 fold (Table 2).
Besides, mechanical properties of NC based polymer NCPs are function of the filler dispersibility and compatibility of NC with the matrix. Moreover, because of the presence of numerous hydroxyl groups on the surface of NC, NC possesses strong tendency to form an aggregate, and hence dispersion of NC is really difficult in the nonpolar or hydrophobic polymer matrices. Improper distribution of NC may lead to the formation of NC aggregates which can act as stress concentrator, resulting in poor performance of the NCP. Thus, the formation of NC aggregates should be avoided to achieve effective reinforcement. In this regard, considerable enhancement in both TS and modulus values was observed with the increased addition of cellulose NWs, accompanied by a moderate decrease in EAB, as NCPs were devoid of any micro-scaled aggregates of cellulose NWs. Furthermore, mechanical properties of NC filled NR NCPs can be improved by enhancing the interfacial interactions between NR and NC, via introducing a limited extent of –OH groups in the NR chains via oxidization of the NR. However, uncontrolled oxidation-mediated generation of a huge number of –OH, led to severe deterioration of the mechanical properties. As discussed earlier, the percolation phenomenon of NC in NR was effectively modified by the introduction of graphene, leading to the formation of an assembled conductive structure that played a key role to improve electrical conductivity and mechanical properties of the cellulose mediated NR/graphene composites. Such unique ‘fragile’ but effective conductive network with low percolation threshold facilitated the disconnection and reestablishment of conductive paths in presence of organic solvents. Thus, the composite, having such sensitive conductive network, can function as high-performance sensing materials with superior resistivity responses for organic liquids.
To improve the interfacial interactions and compatibility between NR and NC, attempts were made to introduce the cross-linkable mercapto-groups onto the surface of cotton originated cellulose nanocrystals by esterification [14]. In comparison to biocomposites based on NR filled with unmodified cellulose nanocrystals, the NR NCPs having modified cellulose nanocrystals showed a 2.4-fold increase in TS and 1.6-fold increase in EAB. Indeed, in the modified cellulose nanocrystals, mercaptoundecanoyl groups were introduced at the surface, leading to attachment of long hydrocarbon chain on the surface of modified cellulose nanocrystals, which reduced the hydrophilic nature of the cellulose nanocrystals and consequently improved the compatibility of the modified cellulose nanocrystals with the hydrophobic NR matrix. The cross-linking of NR with modified NC surface, through the thiol functionalities on the nanocrystal surface, increased strength and toughness of the NR/modified cellulose nanocrystal composites as summarized in Table 3. Synergistic effect of cross-linking at the filler–matrix interface together with reinforcement in NR/modified cellulose nanocrystal.
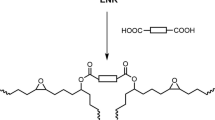
NCPs offered by the thiol-modified cellulose nanocrystals is expressed in these results. Indeed, formation of covalent thioether (C–S) bonds at the NR/modified cellulose nanocrystal composite interface was identified from the FTIR results which suggested the reaction of –SH groups of mercaptoundecanoyl group in modified cellulose nanocrystals with the double bonds of NR (Fig. 10) [14]. Likewise, both cellulose nanofibrils and polyaniline treated cellulose nanofibrils were highly effective in improving overall mechanical properties of NR NCPs (Table 3). However, both Young’s modulus and TS are lower for cellulose nanofibril/polyaniline-reinforced NCPs as compared to cellulose nanofibril reinforced NR. This result can be explained by the fact that cellulose nanofibril is more hydrophobic than cellulose nanofibril/polyaniline resulting in a higher level of adhesion with the NR matrix. Moreover, comparative reinforcing abilities of both cellulose whiskers and microfibrillated cellulose in NR composites were determined, and it was observed that the reinforcing effect was higher for NCPs filled with microfibrillated cellulose over the whisker filled NR. Again, relatively higher aspect ratio and the possible presence of entanglements in microfibrillated cellulose were the major factors behind the greater reinforcing ability of microfibrillated cellulose over the whiskers. Moreover, the presence of residual lignin, extractive substances and fatty acids at the surface of microfibrillated cellulose was also suggested to promote higher adhesion level with the NR matrix. Later, in order to investigate the role of fatty acids in enhancing the reinforcing capability, attempts were also made to achieve highly efficient reinforcement of NR with cellulose nanofibers bearing unsaturated fatty acids, which crosslinked with sulfur using the polyisoprene double bonds (Fig. 11) [15]. In particular, the incorporation of unsaturated fatty acid groups such as oleoyl on the cellulose nanofiber surfaces was effective after sulfur vulcanization because of the creation of crosslinks with the sulfur via the polyisoprene double bonds (Table 3).

Illustration of the structure for the NR-m-CNCs NCPs

Diagram of sulfur vulcanization reaction between polyisoprene and CNFs incorporating unsaturated fatty acids (oleic acid)
Recently, significant improvements in both Young’s modulus and TS have been reported in case of semi-IPN/IPN type NR/Regenerated Cellulose hybrids having microstructures comprising of unique honeycomb-like structure that encouraged the formation of intense physical entanglements/interlocks within the matrix and thereby promoted the polymer–filler interaction (Table 3). Indeed, the stretching of NR/Regenerated Cellulose hybrids was effectively hindered because of interlocking effect imposed by the honeycomb-like structure of Regenerated Cellulose on the slippage of NR domains (Fig. 12).

Schematic illustration of NR reinforced with RC from alkaline-urea-aqueous system
14.3 Dynamic Mechanical Properties
Though the mechanical properties of cellulose whisker filled NR NCPs markedly differ from neat NR, DMA results did not exhibit any significant change in the Tg of the rubber matrix. However, above Tg, a higher increase of the storage tensile modulus is observed in NR NCPs filled with an increasingly higher amount of cellulose whiskers, which could be related to the increased whiskers/whiskers interaction probability and density of the cellulosic network. In fact, good interaction between cellulose NWs and NR chains was generally reflected in the increased storage modulus, along with the slight positive shift in tan δ peak position of the NCP, if NCPs were devoid of any micro-scaled aggregates.
Similarly, formation of covalent thioether (C–S) bonds at the NR/modified cellulose nanocrystal composite interface in NR/modified cellulose nanocrystal composite is also responsible for the improved modulus compared to NR/cellulose nanocrystal composite in the transition region [14]. A significant reinforcing effect is observed and the rubbery modulus increased upon cellulose whiskers addition in NR.
15 Application
NR composites, fabricated with 3D interconnected graphene-based conductive networks, could be utilized as an eco-friendly strategy for fabrication of liquid sensors capable of sensing, discriminating, and monitoring various solvent leakage from the chemical industries.
15.1 Packaging
Because of the 100% disintegrating ability, PLA-NR-NC bio-NCPs have the potential to be utilized as biodegradable packaging materials.
16 NR Composites Based on Recycled Rubber Granulate (RRG)
With the introduction of environmentally friendlier technologies, the post-consumer tyres can be transformed into valuable raw materials, which can be used to synthesize a wide range of sustainable polymeric composites. In 1853, Charles Goodyear, the inventor of rubber vulcanization, firstly reported the use of ground rubber waste as a rubber compound filler and patented a process for moulding polymer materials obtained from RG and NR. Nowadays, dynamic increase in rubber wastes, especially as used tyres, is one of the major source for environmental pollution. Complex structure and poor recyclability of tyre materials is the potential issue for the environmental pollution. Vulcanized rubber is the major component of these used tyres, which makes up about 70–80% of the total mass of the tyres. In addition, CB and silica are present as fillers. In fact, during the manufacture of tyre materials, eight different types of NRs, thirty different high-quality synthetic rubbers, including SBR, butadiene rubber and butyl rubber, and various chemical compounds are utilized for processing as well as vulcanization of rubber matrices. Moreover, tyres also contain components, such as steel cord and fibers, made of nylon, polyester, and cellulose, which are mandatory to be isolated from rubber during recycling of waste tyre. Furthermore, because of the presence of crosslinks, the tyres are insoluble and infusible and hence, cannot be re-processed by the simple process that is generally used in manufacturing the thermoplastics. Thus, for the sustainable management of used tyres, grinding of rubber wastes, and subsequent utilization of these granulates as a component or filler can be opted to process new ‘environmentally friendly’ PCs. In this context, ground tyre rubber is usually utilized as a filler for manufacturing composites of thermosets, thermoplastics, and virgin rubber.
Continuous attempts have been made to improve the properties of RG filled NR composites. In this regard, materials containing only ground rubber wastes are developed by sintering the RGs at elevated temperature and pressure. By the application of sintering process, not only significantly higher quantity of rubber wastes can be recycled, but also no fresh rubber material is required to produce such materials. Indeed, this group of rubber materials becomes very attractive as these composites are environmentally friendlier and more economical than the composites comprising of ground rubber wastes and a newly incorporated rubber components.
17 Processing
NR-SBR based compounds have been synthesized using RRG as filler, replacing the conventionally used CB (N-220). Initially, RRGs were generated via grinding the waste tyres. Thereafter, NR based compounds are prepared in a mixer with the rotor speed of 60 rpm at 60 °C for 6 min, followed by the addition of other ingredients in a two-roll mill. Thereafter, the compound is moulded into sheets, maintaining the vulcanizing temperature and time of 150 °C and 10 min, respectively. In an almost similar fashion, NR, RG, and various ingredients have mixed in a laboratory two-roll mill, followed by moulding at 140 °C and optimum cure time evaluated earlier by disc rheometer. Thereafter, the ageing studies of those moulded samples have also been conducted at 100 °C for 36 h in a hot air oven. In order to analyze the influence of vulcanization, three different types of NR vulcanizates have been prepared via different vulcanizing systems, viz. conventional (CV), semi-efficient (SEV) and efficient (EV) curing system. In this context, ground rubber particles are produced in the laboratory from fully cured NR vulcanizates by a mechanical crusher having rotary type cutters. Thereafter, by means of a two-roll mill, different RG particles are admixed into the NR vulcanizates produced by three different vulcanizing systems, followed by the usual molding operation in a hot press at 150 °C for a predetermined optimum curing time.
On the other hand, sintered RGs are obtained at an elevated temperature (80–240 °C) and high pressure (0.5–26.0 MPa). In fact, the RGs are press moulded at high pressure (0.5–26.0 MPa), leading to consolidated adhesion of grains and improvement in their mutual attachment. Side by side, at the elevated temperature (80–240 °C), the crosslinks in RGs are broken up and the main chains are also partially disrupted to generate radicals. Consequently, in the next stage, new bonds connecting the individual grains of granulate can be generated via rearrangement of the generated radicals, which ultimately produces a homogenous rubbery material.
18 Characterization
According to the earlier studies, properties of RGs are mostly dependent on the size-reduction methods (i.e., grinding at cryogenic or ambient-temperature grinding), grain dimension, extent of crosslinking, quantity of filler, and the type of NR that are used to produce such RGs.
18.1 Mechanical Properties
Incorporation of ground rubber tyres into NR reduces TS, EAB and tear resistance of the vulcanizates. The effect is more pronounced for composites filled with larger particles (Table 4). This is reasonable since as the particle size decreases, surface area increases, and flaw size in the matrix also decreases. However, it is found that smaller the particle, poorer is the ageing property. For example, NR mixed with ground rubber tyre of <52 mesh particles (650–450 μm) registers the retention of TS and tear strength of 71 and 78%, respectively, while the NR mixed with ground rubber tyre of 100–150 mesh particles (150–100 μm) exhibits only 31 and 46% retention of TS and retention of tear strength, respectively. Furthermore, metals present in ground rubber tyres possess detrimental effect on the physical properties of aged vulcanizates. In fact, the occurrence of huge amounts of metals in fine-grained rubber dust is attributed to the metallic impurities generated via grinding of the residual steel wire beads present in the ground rubber tyre.
Mechanical properties and the vulcanization characteristics of rubber mixtures, obtained from NR and RGs, are dependent on the type of crosslinking agent applied at the time of their vulcanization. However, except EAB, all the properties of ground RG filled vulcanizates are adversely affected (Table 4). Notably, for NR vulcanizates prepared via SEV system, the relative decrease in TS, modulus, and tear strengths are smaller than those of NR vulcanizates fabricated by CV and EV systems. The composites containing crosslinked RGs by sulfur possess greater TS, EAB, and tear strength over the composites obtained from RGs crosslinked with a peroxide. In general, it is noted that the mechanical properties significantly deteriorates with the elevated RG content of the composites. However, with the increase in the RG content, from 10 to 50 phr, EAB increases from ca 320–360 to 360–400%. Indeed, overall deterioration of mechanical properties for increasingly filled vulcanizates is closely associated with the continuous reduction of crosslink densities for vulcanizates filled with the higher amount of RGs. Moreover, significantly deteriorated mechanical properties of composites, bearing peroxide crosslinked granulate, are related to the prevalence of weaker adhesion force among fillers and the matrices. In this context, the reasonable deterioration of mechanical properties has also been noticed with the increasing particle size and extent of RGs in NR composites. However, partial replacement of CB by RRP in NR composites, amounting up to 15 wt%, cannot affect TS, EAB, and hardness of the composites. Nevertheless, the increasingly higher extent of replacement of CB by RRG adversely affects the overall mechanical properties. The EAB of RG filled NR composites increases with the increasing amount of RG.
The mechanical properties of sintered rubbers are predominantly dependent on the temperature, processing time, type of RGs and their grain size. Again, materials obtained from NR based RGs can attain TS within 3.5–6.5 MPa and EAB of 330–530%. Further improvement of these sintered materials can be possible if NR granulates are moulded for 20–30 min at 200 °C and 8.6 MPa. Moreover, the mechanical properties of sinters, based on NR granulate, can be elevated by adding organic acids of low molecular weight, such as benzoic acid, salicylic acid, maleic acid/anhydride, phthalimide, and phthalic anhydride [16]. In fact, investigation of the mechanisms of sintering and the underlying factors behind the enhancement of the properties during incorporation of additives, such as benzoic acid, salicylic acid, maleic acid/anhydride, phthalimide and phthalic anhydride, have already been reported that contains the possible way of breaking and reconstitution of crosslinks during sintering of RGs based on NR (Fig. 13). It is well-known that the mechanical properties of the rubber decrease with the increase in the formation of conjugated double (Fig. 14) bonds because of reversion. Thus, mechanical properties of sintered NR are significantly inferior to that of composites made from fresh NR. In fact, the sintered rubbers have inferior mechanical properties because of the energy involved in void propagation and strain-induced crystallization. At the time of stretching, the network rubber chains demonstrate their inherent tendency to orient themselves in the stretching direction, which encourages formation of crystallites. These crystallites bind simultaneously with a multiple number of neighbouring network chains, resulting in the crosslinking network for high TS and EAB. Because of the lack of any chain entanglement, sintered rubber absorbs lesser energy to propagate a defect/void than the energy required to stretch the backbone chains to achieve strain-induced crystallization. Accordingly, the samples rupture before the commencement of strain-induced crystallization, or samples experience a marginal extent of strain-induced crystallization and therefore possess a lower strength and EAB.

Process for sintering of rubber

Breaking of cross-link on heating
The TS and EAB of these sinters increase from 0.8 to 1.3 MPa and 100 to 270%, respectively, when the moulding temperature and applied pressure are increased up to 200 °C and 6000 kg, respectively. However, as the temperature is raised beyond 200 °C, TS of the sintered NCR deteriorates considerably. At a temperature beyond 200 °C, oxidation of the sulfur from rubber may be the possible reason behind such decrease in TS. In addition, with the increase in moulding temperature, the elastic modulus of the sintered NCR decreases continuously, from 0.26 to 0.15 MPa, because of the destruction of thermolabile polysulfide linkages (–Sx–) in rubber with the simultaneous generation of thermally active free sulfur. The optimum parameters of sintering allowed to achieve the best mechanical properties, are 200 °C and 6000 kg.
19 Application
According to the analysis of tyre recycling market, RGs are no longer considered as a cheap filler but as a valuable component for manufacturing sustainable rubber composites. RGs are nowadays effectively utilized in widespread applications, such as molded/extruded products (wheels, gasket, sole), mulch, animal bedding, playgrounds, artificial sports surfacing, and automotive industries. However, in some applications, especially in products of higher quality and strength, e.g. in new tyres, the use of RGs are limited. Therefore, these rubber composites, obtained using RGs, are practically used to manufacture cheap articles, where strength is not important, such as floor tiles and other flooring materials, washers, windscreen wipers, tapes, cable housings, moulds, and footwear soles. Besides, sintered RGs can also be utilized in manufacturing washers, roofing materials, insulation boards, shoe soles, and solid tyres.
20 NR Composites Containing Proteins
Proteinous substances, such as silk, soy, and leather waste (LW), can be utilized as potential fillers to produce environment-friendly NR composites. The significantly huge quantity of a variety of leather solid wastes, such as buffing dust, shaving dust, and fleshings, are generated during various stages of the leather tanning process. In fact, a massive portion of these solid wastes comprise of collagenous matter and these collagenous LWs can be used as an inert filler for manufacturing environment-friendly polymeric composites. On the other hand, silk, like Bombyx mori, is basically a protein comprising of natural polymer fiber, used in textile production. Silk, in its natural form, is composed of a filament core protein, silk fibroin, and a glue-like coating consisting of a family of sericin proteins. Again, soy protein is a low-cost raw material, which is derived from natural resources, such as soybean.
21 Processing
Fabrication of green elastomeric composites, based on NR and silk textiles, is carried out by sandwiching a single layer of textile between layers of NR. Initially, NR samples are compressed at 70 °C for 10 min in order to obtain 1 mm thick sheets. Thereafter, silk fabric is sandwiched between two rubber sheets and the sandwich sample is compressed at 70 °C for 10 min, allowing the rubber to get impregnated with the silk fabric (Fig. 15). Earlier, silk fiber reinforced PP and NR blend composites have been prepared and characterized to monitor the environmental and gamma radiation effect on the mechanical properties of the composites comprising of NR, polypropylene, and silk. Initially, a varying amount of NR lumps are cut into small pieces and blended with PP in an extruder at 180–200 °C to produce different compositions. Thereafter, these blends of varying compositions are cold pressed at 12-ton pressure to prepare films of desired thickness. To prepare composites, three layers of silk fibers are sandwiched among four layers of the blended films using hot pressing at 185 °C and 6 ton pressure, followed by cold pressing at 6 ton pressure (Fig. 16). Finally, in order to improve the mechanical properties, these composites are exposed to varying doses of gamma radiation.

Preparation of silk fabric blended NR film

Preparation of blended and cured film
To fabricate soy protein reinforced NR composites, initial hydrolysis of soy protein under different conditions is done, followed by microfluidization and associated size reduction. Thereafter, these particles of near uniform sizes are incorporated as reinforcing additives during the preparation of NR composites in an internal mixer. In this context, initially, an alkaline dispersion of soy protein in distilled water is prepared by continuous stirring for 1 h at 60 °C. Thereafter, the dispersion is homogenized at 10,000 rpm for 15 min, followed by passing through a microfluidizer for several times (10 cycles). Later, the dispersion is admixed with NR latexes in both alkaline and acidic conditions to produce NR composite particles of varied pH (Fig. 17). In the next step, these dried composite particles, prepared under both alkaline and acidic conditions, are used as reinforcing ingredients in preparing NR composites by Brabender mixer, operated at 60 rpm for 20 min at 80 °C. Finally, the NR compounds are compression moulded in a window-type mould at 5 MPa and 160 °C for 15 min.

Preparation of NR composite sheet
Processing of LW filled NR composites is performed in an open mixing mill or a rubber mixer for 20 min at 40 °C according to the ASTM D 3182 method. The composites are made of CB (60 phr), LW (60 or 80 phr), zinc oxide (5 phr), stearic acid (3 phr), sulfur (2.5 phr), ZMB-2 (1phr), and an accelerating system consisting of MBTS (1.2 phr) and TMTD (0.4 phr). Once the mixing process is completed, the formulations are compression-moulded at 150 °C with a closing pressure of 7.5 ton in a pneumatic press for stipulated time periods determined via rheological assays.
In an almost similar fashion, fabrication of NR composite foams is carried out using LW as filler. Initially, the leather fibers are shredded to 16 mm diameter using a mill with rotating knives and a 30 mesh sliver for obtaining both short fibers and leather fiber granules. Thereafter, a two-roll mill is used to prepare the composites.
Firstly, NR is milled with leather shavings at 65 °C, maintaining the friction ratio at 1:1.25. Subsequently, stearic acid is added as a co-activator and mixed for 5 min. Later, the activity of organic accelerator was enhanced by mixing an activator, i.e., zinc oxide for 7 min. In the next step, MBTS and TMTD are added as accelerators for 3 min. Finally, sulfur is added as a vulcanizing agent and mixed for 5 min, followed by addition of a blowing agent (i.e. TSH). The compounds are vulcanized and foamed via heat transfer process in an electrically heated hydraulic press to mould into microcellular rubber foam. This process involves a simultaneous curing and foaming at 125 °C for 7 min. The foaming process occurs in NR because of the decomposition of the blowing agent (toluenosulfohydrazine) generating gases that exert pressure in the surrounding polymer network. In this context, synthesis of NR-LW composites, via employing a variegated quantity of grounded and sieved LW particles as fillers, have also been carried out. The compounding is carried out in the open two-roll mixer while various ingredients, like activator, accelerator, filler, a vulcanizing agent, are added sequentially, in addition to the polyethylene glycol 4000, which is added as an acid neutralizer or antioxidant to neutralize the acidic nature of the added LW (Fig. 18).

Preparation of LW-NR composite
22 Characterization
22.1 Mechanical Properties
The reinforcing ability of the prepared green elastomeric composites is examined and compared with nylon textile reinforced NR composites. NR-silk composites exhibit superior mechanical properties than NR-nylon composites (Table 2). In fact, TS of nylon reinforced NRs are only 35–45% of the TS of the corresponding silk reinforced rubbers. Moreover, both nylon and silk-based non-purified NR composites exhibit significantly higher TS than the corresponding purified NR composites. Two important aspects are mainly responsible for such improvement in mechanical properties for non-purified NR based composites. First of all, better impregnation of rubber with silk results when non-purified NR is used as the matrix. In addition, protein impurities in non-purified NR increase the possibility of protein-protein interactions in NR-silk composites.
On contrary, mechanical properties of NR-PP-silk composites decrease significantly as the NR content in the matrix is increased (Table 2). However, once the composites are exposed to a certain limiting dose of gamma irradiation up to the maximum of 250 krad, both tensile and bending properties improve significantly. However, higher radiation dose, i.e. >250 krad, deteriorates the overall mechanical properties of all the composites. In fact, at higher radiation dose, bond scission occurs, which is responsible for the decreased mechanical strength of the composites. On the other hand, if the applied radiation dose is not allowed to go beyond 250 krad, the radiation-induced free radicals of silk, NR, PP might produce new bonds/crosslinks, which are responsible for the increased mechanical strength of composites.
Among the soy protein filled particulate NR composites, the less hydrolyzed soy protein particles yield NR composites with greater TS, Young’s modulus, and toughness, while the highly hydrolyzed soy protein particles yield composites with greater elongation (Table 2). It is also observed that the NR composites, filled with soy-NR latex particles prepared under alkaline condition, provide greater TS, Young’s modulus, and toughness, whereas NR composites, filled with soy-NR latex particles prepared under acidic condition, are of higher EAB. In this regard, when soy-NR latex particles are prepared via coagulation under acidic condition, the particle size of the filler is increased because of the enhanced aggregating tendency of soy protein particles, as soy protein particles approach to the characteristic isoelectric point at pH 4.5. Thus, the increased particle size of filler, resulting from enhanced aggregation, impairs TS, modulus of the composites filled by soy-NR latex particles coagulated under acidic condition.
Strain-strain test is also conducted for LW-NR composites. TS and EAB values of all the LW treated samples are severely reduced (Table 2), as compared to the control sample devoid of LW. Indeed, these parameters are noted to be further deteriorated with the increased addition of LW component in LW-NR composites. However, both shore A hardness and abrasion resistance of all the LW-NR composites samples is improved substantially (Table 2), as the composite material becomes increasingly more compact with the addition of fibrous protein waste. In this context, Santosh et al. have also reported the increased level of hardness and abrasion resistance in the LW filled NR samples, along with the expected rise in TS and associated loss in EAB (Table 2).
The cyclic stress-strain compression analyses for NR composite foams, filled with LW, are also carried out in which the samples are submitted to five compression-decompression cycles. It is observed that increased proportion of LW in the polymeric matrix leads to the increased hysteresis values (Table 2), suggesting reluctance of the system to return back to the original shape. The energy dissipation during compression-decompression deteriorates the matrix. The hysteresis values are measured via estimating the area related to the cyclic compression curves, attributed to the interfacial interaction of waste with NR. This interaction decreases the effectivity of stress transfer from rubber and consequently increases the work essential to effect the deformation of the composites, resulting in the enhancement of Young’s modulus (Table 2). In this context, increasing amount of LW improves the strength at rupture or TS from 1.38 for NR to 2.18 MPa for NR composite foams filled with 60 phr LW, which is attributed to the interfacial adhesion between the LW and NR, i.e. the strength is transferred from NR matrix to LW and therefore required more stress to attain the rupture. Nevertheless, the deformation at rupture decreases from NR (408.7%) to NR composite foams filled with 20 phr LW (394.9%) because of due to the reduced mobility of rubber chain. Such phenomenon is attributed to the presence of filler which enhances the rigidity of the polymer, as evidenced from the increase in respective Young’s modulus from 0.0026 for NR to 0.1206 MPa for NR composite foams filled with 60 phr LW (Table 2). Accordingly, the EAB values for 40 and 60 phr LW filled NR composite foams deteriorate to 73.8 and 57.6%, respectively (Table 2).
22.2 Dynamic Mechanical Properties
NR-silk composites exhibit improved dynamic mechanical properties than NR-nylon composites. For the soy-NR latex particle filled composites, the experimental reinforcement factors are compared with calculated reinforcing factors, evaluated by the Einstein-Smallwood (Eq. 1) and Guth-Gold equations (Eq. 2). Almost similar reinforcing factors are obtained for the composites prepared under alkaline or acidic conditions, and are greater than the calculated reinforcing factors, as evaluated using Guth-Gold equation. In fact, composites, having 30 and 40% fillers, exhibit greater reinforcement factors than that predicted by the Guth-Gold equation, indicating greater interparticle interactions to produce stiffer filler network.
22.3 Biodegradability
NR-PP-silk composites become more biodegradable with the increased incorporation of NR in PP. For instance, after 24 weeks of soil burial, silk fiber reinforced PP composite loses 10.20% TS whereas silk reinforced PP and NR blend (50:50) composite loses 24.3% TS. Similarly, under the same condition, silk fiber reinforced PP composite losses 13% BS, whereas silk reinforced PP and NR blend (50:50) composite loses 29.2% BS.
23 Application
The developed green materials, such as NR-silk composites, may be suitable for applications where damping, waterproofing, or high-pressure capacities in elastomeric tubing (such as in high-end bicycle tyres), alongside high mechanical properties is desired. Because of the improved values of conductivity, LW-NR composites exhibit the potential to be used as an antistatic flooring. In this way, the development of these innovative composites based on NR, CB, and LW can be an excellent option for allocation to hazardous LW within the composites and thereby minimization of environmental impact. Again, the NR composite foams filled with LWs can be directed to diversified foam related applications and thereby the mechanical/thermal properties can be modulated by controlling the foam density and other characteristic features.
24 Conclusions
Environmentally friendly NR composites filled with natural-organic fillers induce improved environmental impact and thereby accentuate the biodegradable character of these ‘green’ composites. By developing such ‘green’ composites, the use of mineral-inorganic fillers obtained from petroleum-based non-renewable resources can be minimized or obviated. At present, many research works are concentrated upon the mechanical property enhancement of these ‘green’ NR composites through chemical modification of the filler, use of adhesion promoters, and additives. Improvement of interfacial adhesion between natural fibers and NR matrix will remain the key issue in terms of overall performance since it determines the final properties of the composites. Further research is in progress to overcome the obstacles, which includes moisture absorption, inadequate toughness, and reduced long-term stability for outdoor applications. In particular, the major attention in near future would be to ensure that the different weathering conditions, such as temperature, humidity, and UV radiation, should not be able to deteriorate the service life of these environmentally friendly NRCs.
Abbreviations
- BF:
-
Bamboo fiber
- CB:
-
Carbon black
- CF:
-
Coir/coconut fiber
- CV:
-
Conventional vulcanization
- DMA:
-
Dynamic mechanical analysis
- EAB:
-
Elongation at break
- EV:
-
Efficient vulcanization
- IF:
-
Isora fiber
- IPN:
-
Interpenetrating polymer network
- LW:
-
Leather waste
- MBTS:
-
2-mercaptobenzothiazole disulfide
- NC:
-
Nanocellulose
- NCP:
-
Nanocomposite
- NF:
-
Nanofiller
- NRC:
-
Natural rubber composite
- NR:
-
Natural rubber
- NW:
-
Nanowhisker
- OPF:
-
Oil palm fiber
- PC:
-
Polymer composite
- PLA:
-
Poly(lactic acid)
- PLF:
-
Pineapple leaf fiber
- PP:
-
Polypropylene
- RG:
-
Rubber granulate
- RRG:
-
Recycled rubber granulate
- SBR:
-
Styrene butadiene rubber
- SEV:
-
Semi-efficient vulcanization
- SF:
-
Sisal fiber
- TMTD:
-
Tetramethyl thiuram disulfide
- TSH:
-
Toluenosulfohydrazina
- TS:
-
Tensile strength
- ZMB:
-
Zinc-2-mercaptobenzothiazole
References
Chattopadhyay PK, Das NC, Chattopadhyay S (2011) Influence of interfacial roughness and the hybrid filler microstructures on the properties of ternary elastomeric composites. Compos Part A-Appl Sci 42:1049–1059
Chattopadhyay PK, Chattopadhyay S, Das NC et al (2011) Impact of carbon black substitution with nanoclay on microstructure and tribological properties of ternary elastomeric composites. Mater Des 32:4696–4704
Mondal M, Chattopadhyay PK, Chattopadhyay S et al (2010) Thermal and morphological analysis of thermoplastic polyurethane-clay nanocomposites: comparison of efficacy of dual modified laponite vs. commercial montmorillonites. Thermochim Acta 510:185–194
Praveen S, Chattopadhyay PK, Albert P et al (2009) Synergistic effect of carbon black and nanoclay fillers in styrene butadiene rubber matrix: development of dual structure. Compos Part A-Appl Sci 40:309–316
Singha NR, Das P, Ray SK (2013) Recovery of pyridine from water by pervaporation using filled and crosslinked EPDM membranes. J Ind Eng Chem 6:2034–2045
Yu P, He H, Luo Y et al (2017) Reinforcement of natural rubber: the use of in situ regenerated cellulose from alkaline-urea-aqueous system. Macromolecules 50:7211–7221
Karmakar M, Mahapatra M, Singha NR (2017) Separation of tetrahydrofuran using RSM optimized accelerator-sulfur-filler of rubber membranes: systematic optimization and comprehensive mechanistic study. Korean J Chem Eng 34:1416–1434
Mahapatra M, Karmakar M, Mondal B et al (2016) Role of ZDC/S ratio for pervaporative separation of organic liquids through modified EPDM membranes: rational mechanistic study of vulcanization. RSC Adv 6:69387–69403
Singha NR, Ray S, Ray SK et al (2011) Removal of pyridine from water by pervaporation using filled SBR membranes. J Appl Polym Sci 121:1330–1334
Singha NR, Ray SK (2012) Removal of pyridine from water by pervaporation using crosslinked and filled natural rubber membranes. J Appl Polym Sci 124:E99–E107
Jacob M, Francis B, Thomas S et al (2006) Dynamical mechanical analysis of sisal/oil palm hybrid fiber-reinforced natural rubber composites. Polym Compos 27:671–680
Joseph S, Joseph K, Thomas S (2006) Green composites from natural rubber and oil palm fiber: physical and mechanical properties. Int J Polym Mater 55:925–945
Visakh PM, Thomas S, Oksman K et al (2012) Crosslinked natural rubber nanocomposites reinforced with cellulose whiskers isolated from bamboo waste: processing and mechanical/thermal properties. Compos Part A-Appl Sci 43:735–741
Kanoth BP, Claudino M, Johansson M et al (2015) Biocomposites from natural rubber: synergistic effects of functionalized cellulose nanocrystals as both reinforcing and cross-linking agents via free-radical thiol-ene chemistry. ACS Appl Mater Interfaces 7:16303–16310
Kato H, Nakatsubo F, Abe K et al (2015) Crosslinking via sulfur vulcanization of natural rubber and cellulose nanofibers incorporating unsaturated fatty acids. RSC Adv 5:29814–29819
Tripathy AR, Morin JE, Williams DE et al (2002) A novel approach to improving the mechanical properties in recycled vulcanized natural rubber and its mechanism. Macromolecules 35:4616–4627
Acknowledgements
The corresponding author gratefully acknowledges the Department of Science and Technology (DST), Government of India (YSS/2015/000886).
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Switzerland AG
About this chapter

Cite this chapter
Singha, N.R., Mahapatra, M., Karmakar, M., Chattopadhyay, P.K. (2019). Processing, Characterization and Application of Natural Rubber Based Environmentally Friendly Polymer Composites. In: Inamuddin, Thomas, S., Kumar Mishra, R., Asiri, A. (eds) Sustainable Polymer Composites and Nanocomposites. Springer, Cham. https://doi.org/10.1007/978-3-030-05399-4_29
Download citation
DOI: https://doi.org/10.1007/978-3-030-05399-4_29
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-05398-7
Online ISBN: 978-3-030-05399-4
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)