
Abstract
An integrated approach for developing modular product families was developed at the PKT Institute to create individualized products for globally marketable prices. The integrated PKT-approach for developing modular product families aims to generate maximum external product variety, using the lowest possible internal process and component variety. Based on existing methods for reducing internal variety, the approach provides a toolkit of combinable method units. Tailored support is provided by this toolkit for specific needs and situations of companies facing the challenge of reducing internal variety. Several industrial case studies demonstrate how the use of one method unit or the combination of several method units supports the development of modular product families during specific corporate challenges and aims. The first section describes the challenges being addressed by the integrated PKT-approach. A survey of research fields dealing with these challenges is presented in the second section. A product family example is presented to demonstrate the state-of-the-art methods and the method units from the integrated PKT-approach. Their application in industrial projects is shown in Sect. 10.7, which is followed by the future prospects for enhancing the integrated PKT-approach.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others



Keywords
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
1 Modular Product Families for Modern Market Situations
The extent that a product meets the challenges of modern market situations is determined during product development. Markets are influenced by megatrends like globalization and individualization leading to conflicting customer requirements for low prices and personalized products.
This conflict necessitates two separate product development strategies. On the one hand, the aim is to develop mass-market products to offer competitive prices through large quantities of standardized products. On the other hand, a high number of individualized products is one successful way of meeting individual customer requirements. In product development, the strategy for developing modular product families is ideal for combining advantages, such as individual customer demands, with low costs to be well prepared for the future.
The aim of developing a modular product structure for a product family is to maintain the external variety required by the market and reduce internal variety within the company. By doing this, the associated complexity of corporate processes in product development can be handled, reduced, or avoided. A major advantage of this strategy is the large number of standard modules derived that contribute to cost reduction with better utilization of economies of scale and learning curve results, especially in procurement, manufacturing, and assembly. Modular structures enable processes to be parallelized, for example, to develop different modules in parallel or to test or produce them separately.
2 Research on Reduction of Internal Variety
There is helpful support in the literature for reducing the internal variety of product families. Support primarily originates from the fields variety-oriented product design, product modularization, and product platforms, which are presented in this section. The basic and underlying principles of these approaches have been partly modified, adapted, or combined with new methods to form the integrated PKT-approach (Sects. 10.5 and 10.6) (Krause and Eilmus 2011).
Methods of variety-oriented product design focus on reducing internal variety of parts and components. An example of a methodical approach of variety-oriented product development is given by (Franke et al. 2002). They provide a framework for a variety-oriented development process, including references to several other methods that support the specific steps. The method Design for Variety by Martin and Ishii aims to derive a product platform as a robust base for future product variants (Martin and Ishii 2002; Martin 1999). Using indexes, components are identified which might be subject to change in future product modifications. Certain design principles are utilized to minimize the amount of changes necessary. Caesar and Schuh propose the Variety Mode and Effect Analysis (VMEA), which presents a cost-oriented design method for mass production (Caesar 1991). It supports the optimization of external and internal variety.
Based on these methods and further literature research, the ideal variety-oriented product structure was summarized as having four main attributes (Kipp 2012):
-
Clear differentiation between standard components and variant components.
-
Reduction of the variant components to the carrier of differentiating properties.
-
One-to-one mapping between differentiating properties and variant components.
-
Minimal degree of coupling of variant components to other components.
These attributes define the underlying principles in the method unit Design for Variety within the integrated PKT-approach.
During product modularization the degree of modularity has to be adapted to the corporate strategy. An adequate product modularization can yield many benefits for exploitation. Basically, a module is a group of components that exhibits stronger inner couplings than external ones. The modularity of a product can be defined as a gradual characteristic given by a set of five gradual attributes, which are commonality, combinability, function binding, interface standardization, and loose coupling of components (Salvador 2007; Blees 2011). Factors taken into account when defining the modules can be technical-functional relations or strategic aspects (Jiao et al. 2007).
An approach purely based on modularization by technical-functional relations is the Modular Design Methodology by Stone. A set of heuristics is used within this method to identify modules based on functions and their connecting flows (Stone 1997). Pimmler and Eppinger present the Integration Analysis Methodology—another approach based on technical-functional aspects—but use the Design Structure Matrix (DSM) and an algorithm that derives the optimal modularization (Pimmler and Eppinger 1994). Extending the idea of the DSM to several domains (e.g., development teams), Structural Complexity Management uses the Multiple-Domain Matrix (MDM) and provides a generic approach for analyzing and designing complex systems (Lindemann et al. 2009). An example of modularization by strategic aspects is the Modular Function Deployment (MFD, Erixon 1998), from where the module drivers of the integrated PKT-approach have been adapted. A practical application study is presented in Sect. 10.4 including the Integration Analysis Methodology and Modular Function Deployment.
An important strategy for structuring product families is the product platform, which can be seen as a common base of components, processes, knowledge as well as persons or relations. It provides a base for the designer to derive product variants efficiently so that faster market entries can be accomplished (Meyer and Lehnerd 1997). A higher number of standard parts can enable economies of scale at the same time (Jiao et al. 2007). Simpson proposes the Product Platform Concept Exploration Method (PPCEM)—an approach focusing on scalable product platforms (Simpson et al. 2006)—whereas configurational approaches focus on deriving variants by adding optional or individual configuration modules, such as the Platform Planning Process by Robertson and Ulrich (Robertson and Ulrich 1998).
3 Example of a Product Family
The simplified example of a family of herbicide spraying system is used to demonstrate the use of tools and methods. The MANKAR-Roll family by Mantis ULV consists of Ultra Low Volume (ULV) spraying systems that enable eco-efficient distribution of herbicides. The existing product families consist of 12 actively advertised variants as well as 24 additional variants provided on special request (Fig.10.1, Blees et al. 2010). For example, these variants adjust the spraying systems to the individual application conditions of the customers. Different applications at in-row cultivations or public places, for example, are supported by different spray widths or sizes of wheels.

Product variants of the product family of herbicide spraying system MANKAR-Roll (Blees et al. 2010)
4 Needs in the Development of Modular Product Families
The development of modular product families is still seen as a major challenge by our industrial partners; to understand why, research on needs and how they are met by existing methods was carried out. Theories in the literature were studied and supplemented by practical application of individual methods. The practical part included industrial case studies as well as workshops with industrial practitioners and engineering design students applying and comparing different methodical tools to the herbicide spraying system example.
Figure 10.2 shows how the Design Structure Matrix (Pimmler and Eppinger 1994; Eppinger and Browning 2012) is applied to the herbicide spraying system. Spatial, energetic, informatics, and material couplings between all components are allocated. The matrix is then re-sorted so that the couplings are shifted to the diagonal. This forms clusters that indicate possible modules. The DSM is a powerful tool in understanding the technical-functional conditions for a modular structure.

Example of a DSM for the family of herbicide spraying systems (Krause et al. 2013)
The Module Indication Matrix (MIM) as a tool within MFD (Erixon 1998) deals with product-strategic module drivers, describing the strategic reasons why components should be integrated into modules. Figure 10.3 shows an example of the MIM applied to the family of herbicide spraying systems. Here the components are allocated to the module drivers that they are affected by. Modules are designated as components sharing similar module drivers or module driver patterns.

Example of a MIM for the family of herbicide spraying systems (Krause et al. 2013)
Experiences in workshops and case studies showed that method users appreciate and need the support that both tools (DSM and MIM) provide in understanding technical-functional and product-strategic module drivers. However, when working with matrix-based approaches, product-related visualizations that enable more intuitive perception are missing. The methods give no direct indication of how to reduce component variety within the product family.
5 Integrated PKT-Approach for Developing Modular Product Families
Based on needs in the development of modular product families, as described in Sect. 10.4, the following aims were set for the integrated PKT-approach:
-
Integration of technical-functional and product-strategic approaches.
-
Adaption of established ideas and tools.
-
Inclusion of design for variety approaches, indicating design solutions, and reducing component variety.
-
Product family-related visualizations for every design aspect.
-
Fostering of team discussion.
-
Flexibility of tailored support to corporate situations.
To achieve these objectives, the integrated PKT-approach offers a set of method units (Sect. 10.6) to develop modular product families. These units are structured according to their application into:
-
The product view
-
The lightweight design view
-
The process view (Fig. 10.4)
Fig. 10.4 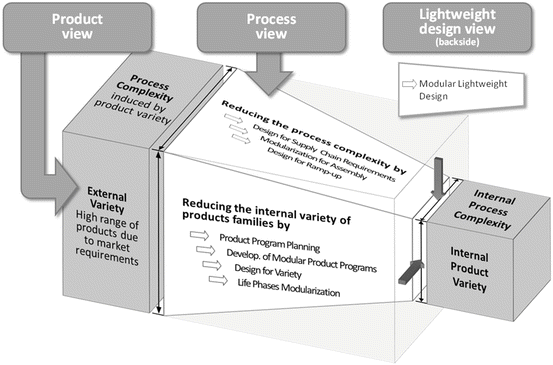
Integrated PKT-approach incorporating three views of product family development

The product view aims to reduce the internal product variety, while the external variety (from the customer’s perspective) remains unaffected. The method units Design for Variety and Life Phases Modularization consider optimizations at the product family level, while the units Product Program Planning and Development of Modular Product Programs investigate whole product programs to achieve broader synergy effects.
Method units of the process view take the effects of product structures on corporate processes (e.g., order fulfillment and assembly) into account. To provide support for development of products driven by mass reduction needs, the integrated PKT-approach contains the lightweight design view on product family development. These method units are under development (Sect. 10.8), and this chapter focuses on the product view.
The integrated PKT-approach provides several specialized visualization tools for communication, documentation, and decision-making. The tools visualize only the information that is necessary for answering a specific question. The investigated information could be properties, functions, working principles, components, and relationships between all those. Achieving acceptance in industrial practice, user-friendly application, relevance of results, and ease of visualization in everyday engineering design practice is a high priority. For example, the developed Module Interface Graph (MIG, Fig. 10.5) is used to represent the spatial arrangement, module boundaries, mark variant, or optional components and to develop module interfaces within a product family. Compared to 3D CAD data, it provides a simplified 2D view that additionally includes the flows, e.g., fluid flow or electrical power. Including the simplified spatial dimensions of the real product in MIG ensures that technical and functional aspects are continuously present during product family development. At the same time further product information are deliberately left out in order to simplify the illustration and to emphasis the relevant contents (Blees 2011). The MIG is well accepted by the industrial partners—especially compared to other product family models like function structures—and is an efficient tool for discussion between different departments (e.g., R&D and Marketing, Blees et al. 2010).

Optimized Module Interface Graph (MIG, left) of a herbicide spraying system product family (Blees 2011)
6 Method Units
Several method units use the tools of the integrated PKT-approach to fulfill specific aims (Fig. 10.6). These method units are described in this section.

Visual tools of the integrated PKT-approach and their application by method units
Their application in industrial cases and their combination to fulfill specific corporate needs are presented in the next section.
6.1 Design for Variety
Design for Variety aims to bring the product families closer to the ideal of a variety-oriented product structure, as presented in Sect. 10.2. In the first step of the method, the external market-based and internal company varieties of the product family are analyzed. A Tree of External Variety (TEV) aids analysis of the external variety (Fig. 10.7). This tree visualizes the selection process of the customer by linking variant product properties relevant to customers and the offered product variants. Internal variety is analyzed at the levels of functions, working principles, and components. The variety of functions is shown in an enhanced Product Family Functional structure (PFS) that makes representation of variant and optional functions possible. The variety of working principles is determined from sketches, where the necessary variance of the functional elements is marked in color. The Module Interface Graph (MIG) is used to visualize and analyze the variety of components and connecting flows (Figs. 10.5 and 10.7).

Tools for the analysis of product variety
All relevant information required to carry out design for variety when preparing constructive proposals is visualized in the Variety Allocation Model (VAM). The connections between the levels demonstrate the allocations between differentiating properties, functions, working principles, and components (Fig. 10.8). In this way, VAM allows analysis of the degree of fulfillment of the four ideal characteristics. For variant conformity, any weak points in the design can be identified at all levels of abstraction. Thus, VAM is the basis for solution finding and selection of solutions in the methodical unit design for variety.

Applying the Variety Allocation Model (VAM) as a tool to optimize the product family of herbicide spraying systems (Kipp 2012)
The result of this methodical unit is a newly designed set of components with an increased number of standard parts. Multiplication effects of the variance are avoided, with the result that each component is required in only a small number of variants. The simplified allocation structure between components and differentiating properties simplifies the variant configuration. These benefits were achieved by using the VAM as a tool to optimize product structure using a product’s differentiating properties, functions, and working principles. By considering differentiating properties as well as functions and working principles, the methodical unit enriches the field of existing approaches with a method that aligns a market-oriented view with a function-oriented one.
6.2 Life Phases Modularization
Life Phases Modularization transfers the results of design for variety for each relevant product life phase to a continual module structure, while checking consistency and adjustment. Product family structure requirements can be better met by considering different product family structures for individual phases. In Life Phases Modularization the life phases are considered as the phases that each produced item physically runs trough. In order to emphasize the difference to the product life cycle describing introduction, growth, maturity, and decline of product generations, the term product life phases is used. The procedure is divided into the following steps:
-
1.
Development of a technical-functional modularization
-
2.
Development of modularizations for all relevant other product life phases
-
3.
Combination of modularizations
-
4.
Derivation of the modular product family structure
The starting point is the technical-functional modularization of the product development phase. Modules are provided that are largely decoupled to reduce the complexity of the development task and allow parallel development of modules. Technical-functional approaches, such as that described by Stone (Stone 1997), can be applied at this step. The development of modularization perspectives for all relevant product life phases is made by module drivers associated with individual life phases. For instance, the production phase is mapped by the module driver “Separate Testing” (Fig. 10.9).

The Module Process Chart (MPC) as a tool for allocating module drivers and module driver specifications to modules (Blees 2011)
The module drivers are a concept known from Modular Function Deployment (Sect. 10.4, Erixon 1998) that has been supplemented with concrete specifications to develop modules. In the module driver “Separate Testing,” the tests carried out demonstrate the product-specific specifications. In network diagrams, these specifications are linked to the components of the product. The preparation of modules is made by grouping the components that relate to a common module driver specification into one module. Subsequent to the development of modular product family structures for the individual life phases, the modularizations are visualized in an MIG to check consistency between life phases and find conflicts. It was found that the same module structure cannot be realized for all life phases because of the contradictory criteria. It is important that the module structures of the individual phases are adapted and continuous but not 100 % congruent. For assembly, it may be advantageous to install a module that is as large as possible. For purchase, it may be necessary to buy this module in the form of smaller modules from different suppliers which, in a well-adapted structure, must not be contradictory. The Module Process Chart (MPC) transparently combines the various perspectives of different life phases and makes the coordination process more clear (Fig. 10.9). Finally, the product family structure can be derived.
6.3 Product Program Planning
The method unit Product Program Planning (Jonas et al. 2012) consists of two major phases (Fig. 10.10). In the first phase, scenarios for the future composition of the product program are elaborated. The starting point is an analysis of the current condition of the program. MIGs and a TEV are used to describe the product families. For an economical and structural analysis of the program, a graphical representation called the Program Structuring Model (PSM, shown in Fig. 10.12) is used. To develop future scenarios for the program, internal and external trend factors are investigated, each considering product and stakeholder perspectives. Based on these analyses, scenarios are elaborated in a workshop unit and visualized by the PSM, step 1.3 in Fig. 10.10.

Procedure of the method unit Product Program Planning (Jonas et al. 2012)

Product structure strategies and their focus on commonality within and across product families (Eilmus et al. 2011)

Scenarios for water measurement devices visualized by the Program Structuring Model (PSM) (Jonas et al. 2012)
In the second phase, strategic carryover components are conceptualized for each scenario. In this step, all components are compared by their properties in order to develop concepts for carryover use. The whole program is then visualized using the Carryover Assignment Plan (CAP, shown in Fig. 10.13), which contains all products and components showing their prospected carryover concepts.

Carryover Assignment Plan (CAP)of water measurement devices (Jonas et al. 2012)
The outcomes of the method are MIGs for all conceptualized product families that show components and carryover concepts, as well as a TEV that shows the new component concepts versus market variety offered. These outcomes are used as the input for the subsequent development phases Design for Variety (Sect. 10.6.1) and Life Phases Modularization (Sect. 10.6.2).
6.4 Development of Modular Product Programs
Reducing internal variety in a company can be achieved by developing modular product families but even by aligning a modular strategy across the whole product program. The aim of this method unit is to support this alignment within an existing corporate product program (Eilmus et al. 2011; Krause et al. 2013).
The methods named in Sect. 10.2, as well as the integrated PKT-approach, aim to reduce internal variety in product families at both product and process levels. Additionally, many companies expend effort on reducing internal variety over the whole product program, using various strategies for carryover of parts, components, or modules. As many market-driven factors still force differentiation, the potential for carryover often remains more at the level of standard parts rather than whole modules. In reducing internal variety, the development of module families is a solution not for standardization but for developing modules as a family of common module variants. In this context, commonality is understood not merely as the reuse of components but as any effect that makes a module seem identical to a specific system (Andreasen et al. 2004). Bringing the ideas of product family development and carryover across product families together, two major areas of action required become apparent. The first is product family oriented and deals with the development of modular product families based on modular systems or platforms to enhance commonality within a product family (displayed as diagonal arrows in Fig. 10.11). The second area of action focuses on a carryover-oriented search for modules with similar functions and customer-related differentiation properties to transfer them to a module family to increase commonality across product families (displayed as horizontal arrows in Fig. 10.11).
The extent to which these two areas of actions are relied on by a company is determined by choosing a corporate product structure strategy. This can be done by concentrating on the product family that will lead to good adaption of the modules to the product family specific requirements (Fig. 10.11, left). This then allows efficient variant deduction, as the standard components of the product family can be designed as a platform reused in each product variant. By concentrating on a carryover-oriented view, modules are designed that enable reuse across product families (Fig. 10.11, right). This fosters high lot sizes and allows free configuration as the modules are not optimized to a specific product family. A balanced strategy is the development of a product family-oriented modular system focusing on commonality within and across product families with the same efforts (Fig. 10.11, middle).
Having defined a corporate strategy, Design for Variety and Life Phases Modularization are used to develop modular product families and module families. An example of the development of module families is shown in Sect. 10.7.3. The Carryover Chart (CoC) shows the potential for carryover of parts, components, and modules between product families.
7 Industrial Case Studies
The methodical tools of the integrated PKT-approach were used in several industrial case studies that combined the method units according to corporate focus and project aims. The case studies are of workshop-based projects to integrate the product knowledge, the experience, and creativity of the industrial partners involved. Four of these case studies are presented to show the application of the methodical toolkit.
7.1 Planning a Program of Water Measurement Devices
7.1.1 Initial Situation and Objectives
An industrial case study that demonstrates Product Program Planning according to Sect. 10.6.3 is presented here. The case study is modified for confidentiality reasons; the subject is an existing product program of measurement systems for water quality used in various applications ranging from the chemical industry to waste water treatment.
7.1.2 Procedure and Application of Methods Toolkit
Figure 10.12 shows the present program structure as well as important scenarios that have been developed using step 1 of the method.
In Scenario 1, an expiring of the flow measurement systems has been prospected due to the very uncertain development of its market niche. This will lead to elimination of this unprofitable product family. It is still meaningful to offer a product that can cover this niche since it can act as an opener for system sales. Therefore, “New 1” will be aligned to the low water product line, which then has to perform a flow measurement option. It has also been identified that there is a need for a low-cost product in the low water depth segment. Therefore, “New 2” is proposed to be introduced. Development costs shall be kept to a minimum. To avoid poaching by the dry applications, it should be clearly positioned in the low depth segment.
Scenario 2 eliminates only the basic flow measurement system, as for the premium one, it still gives market potential. In this aspect, it is contradictory to Scenario 1. Regarding the low water applications, a high growth of the digital interface units is prospected. Still no standardized protocol has yet established on the market; therefore, it is not possible to predict which type of interface will grow. It is proposed to hold flexibility here in order to react to a possible technology push.
Figure 10.13 shows the common Carryover Assignment Plan (CAP) for both scenarios; therefore, it serves directly for the resulting program plan.
Selected product concepts are shown by their MIGs in Fig. 10.14. The premium low water device is equipped with the carryover mainboard, carryover display, the decoupled interface gateway (previously realized by the additional chipset), standardized sensor logger, and the optional remote detector. “New 1” is based on the remote housing and the mainboard of the low water devices. “New 2” is based on the premium low water device and enhanced by a flow measurement module. It can serve the desired market niche but has relatively low development and production costs due to the high carryover share. The basic deep water device is now equipped with the proposed carryover mainboard.

Examples for new product concepts of water measurement devices visualized by Module Interfaces Graphs (MIG) (Jonas et al. 2012)
7.1.3 Results
Involving the different stakeholders in product planning, scenarios for the future structure of the product program have been developed and merged into a final strategy. Visualized by the Carryover Assignment Plan, a broad component share over the program has been conceptualized and forms the input for the subsequent development phases.
7.2 Development of a Family of Gas Inlet Valves
7.2.1 Initial Situation and Objectives
The combined use of Design for Variety and Life Phase Modularization (Sects. 10.6.1 and 10.6.2) was accomplished in a product family development project for gas inlet valves. The valves meet the special standards for vacuum applications that had to be taken into account throughout the project. The main task was to meet the existing customer needs with one new product family while reducing the internal variety currently covered by five families of valves.
7.2.2 Procedure and Application of Methods Toolkit
The customer needs and the current product families were analyzed in the Tree of External Variety (TEV, Fig. 10.15), which forms the basis for the first level of the VAM (Fig. 10.16). To analyze the function building in the VAM’s second level and to derive the corresponding working principles for the third level, a product family function structure was generated. The MIG is used to visualize internal component variety, building the VAM’s fourth level (Fig. 10.17, left). By analyzing the VAM, requirements for design solutions for components, working principles, and functions were identified to converge the product structure with the ideal of a variety-oriented product structure, as described in Sect. 10.2. The VAM was used for solution finding. A variety-oriented concept of a product family was derived, which was then optimized along the product life phases. This step aims to meet the requirements of a modular product structure for all product life phases and was performed with the help of the MPC (Fig. 10.9). For every life phase, an optimal modularization was documented, compared to the designated modularizations across the whole product life, and adjusted to derive a life phase-oriented modular concept.

Tree of External Variety (TEV) of the existing gas inlet valve families (Eilmus et al. 2012)

Variety Allocation Model (VAM) of the existing gas inlet valves (left) and the new product family (right) (Eilmus et al. 2012)

Module Interface Graphs (MIG) of the existing gas inlet valves (left) and the new product family (right) (Eilmus et al. 2012)
7.2.3 Results
Needed components are reduced by 52 %, including the components the company has to hold in stock to build any possible variant of the family. Furthermore, the number of common components could be doubled, while the variant components are minimized by 81 %. As these components are also physically connected, a product platform was created: all product variants can thus be configured by adding the variant and optional modules to the platform (Fig. 10.18).

Case study results for the gas inlet valve family
7.3 A Family of Control Devices for Industrial Trucks
7.3.1 Initial Situation and Objectives
In developing several product families of industrial trucks in separate organizational units, the production company is faced with increasing internal variety due to increasing external variety caused by global market situations. The development of module families is one way to reduce internal variety in the product program. To do this, the method unit Development of Modular Product Programs (Sect. 10.6.4) is applied to adapt tools and procedures of Design for Variety (Sect. 10.6.1) and Life Phases Modularization (Sect. 10.6.2) at the level of separate modules to reduce variety by configuring these modules from the same set of components. The control device is a module used in each product family of industrial trucks. Different functions are displayed in each variant according to the variety of functions of the industrial trucks, which is why 15 hardware variants of control devices were used in total. The project aim was to reduce the module variants by keeping the variety needed for proper function in each industrial truck variant.
7.3.2 Procedure and Application of Methods Toolkit
As the variety of modules is strongly influenced by the variant properties required by the customers in the industrial trucks, the external variety of the control devices is much higher than in a similarly complex product that is not part of a much larger product.
In the control device, the high external variety gives little scope for standardization of hardware over all variants, as analyzed using the VAM (Fig. 10.19, right: couplings of properties between first and second level due to strong coupling of the devices to the properties of the industrial trucks). Because of this, a thorough analysis of potential for commonalities through component standardization among single variants is conducted using the Carryover Chart (Fig. 10.20), used as an additional tool in parallel with the VAM.

Detail of the Variety Allocation Model (VAM) of the existing control device family (left) and the new concept (right) (Eilmus et al. 2011)

Carryover Chart (CoC) of differentiation properties (left) and parts (right) of the control device family (Eilmus et al. 2011)
The Carryover Chart (CoC) shows the potential for commonalities (Fig. 10.20, left) and how this potential was exploited by carryover parts for some or all of the configuration variants, Mini, Medium, and Maxi (Fig. 10.20, right). These three variants were then analyzed for each life phase, collecting the conditions for common processes of the module variants or their individual components and transferring them to requirements for the embodiment design, e.g., design of common interfaces with the industrial trucks or interfaces with equipment used in the individual life phases.
7.3.3 Results
The 15 existing variant components are converted into the three modules Mini, Medium, and Maxi, which allows further optional functions when combined with the forth module: a numerical keypad. Each of the six product families uses one of the three variants as the basic control device. Some product families offer another variant as an optional high-end control device. The number of module variants was reduced by 73 % (Fig. 10.21). The modules have less than 20 components in total, a reduction by more than 75 %. The share of carryover parts, i.e., components that show no variance, increased from 1 to 29 %. The customer-required variety can be offered with less internal product variety, which means less induced process variety.

Case study results of the control device family (Eilmus et al. 2011)
8 Perspectives on the PKT Methods Toolkit
Various completed and ongoing projects, such as the case studies described here (Sect. 10.7), have demonstrated the success of applying product family development methods. The challenge of reducing internal variety could be efficiently handled using these methods. However, case-specific new aspects of product family development have become apparent, for example, process complexity induced by the product variety in product family development. This is considered in the new method unit Design for Supply Chain Requirements (Brosch and Krause 2011), which is included in the process view of the integrated PKT-approach together with the units Modularization for Assembly (Halfmann et al. 2011) and Design for Ramp-up (Elstner and Krause 2011). The method unit Modular Lightweight Design (Gumpinger and Krause 2011) contributes to the third view of the PKT-approach. It offers the ability to judge the effects of a chosen product structure on the overall system weight of the product family, e.g., in aviation and supports the reduction in fleet weight. These methods expand the integrated PKT-approach but are not discussed in this book. Efficient adaptability of existing tools is subject of further research. Aim is to adapt and expand existing methods to fit into existing company processes and solve various rising challenges of industry. Therefore, methods and tools of the integrated PKT-approach are consolidated and collected in a methodical toolkit (Fig. 10.22). This toolkit allows case-specific combination and adaption of the evaluated methods and tools to provide answers to new challenges on common ground. Method units within the toolkit require defined interfaces to allow combinability and ensure efficient knowledge transfer. Knowledge management strategies will be used to improve communication between method units and knowledge transfer between the development team and the rest of the company. Besides, enhancement and standardization of continuous product visualization models across the units of the toolkit is subject of current research.

Visualization tools and application of the integrated PKT-approach and future application of the methods toolkit
The future use of a consolidated toolkit is planned to start with an analysis of the initial situation and the definition of project objectives. Predefined method units could be selected and adapted according to the specific project requirements of industrial partners. Serial and parallel applications should be possible to ensure problem-specific continuous support, e.g., provided by the different visualizations. After optimizing the product families, achievement of objectives can be evaluated. The broader aim of the application of a methods toolkit is to improve the applicability of existing methods and tools.
9 Conclusions
Reducing internal variety is a challenge that touches all life phases of a product family, particularly product development. The proposed methods toolkit with combinable method units provides tailored support to various corporate situations. Therefore, branch-specific points of action can be addressed efficiently, as application in different fields of industry has shown. The branch-specific knowledge, experience, and creativity of a company’s engineers are integrated using graphical tools to foster discussion and exchange of concepts. This is also supported by incorporating the method units into workshop-based procedures, focusing on interdisciplinary exchange within the company. In ten case studies, a reduction in components of about 46 % on average was achieved. Even more significant is the 75 % reduction in variant components achieved. In the coming years, further research on several toolkits will be performed to improve and enhance the integrated PKT-approach.
References
Andreasen MM, Mortensen NH, Harlou U (2004) Multi-product development: new models and concepts. In: Meerkamm H (ed) Design for X – Beiträge zu 21. DfX-Symposium, Erlangen
Blees C (2011) Eine Methode zur Entwicklung modularer Produktfamilien. Dissertation, Hamburg University of Technology, TuTech Verlag Hamburg, Hamburger Schriftenreihe Produktentwicklung und Konstruktionstechnik, Band 3
Blees C, Kipp T, Beckmann G, Krause D (2010) Development of modular product families: integration of design for variety and modularization. In: Dagman A, Söderberg R (eds) Proceedings of norddesign, Gothenburg, 2010
Brosch M, Krause D (2011) Complexity from the perspective of the design for supply chain requirements. In: Blecker T (ed) Proceedings of the 2nd conference on the interdependencies between new product development and supply chain management (GIC-PRODESC), Mailand
Caesar C (1991) Kostenorientierte Methodik für variantenreiche Serienprodukte – Variant Mode and Effects Analysis (VMEA). Fortschritt-Berichte VDI, Aachen
Eilmus S, Beckmann G, Krause D (2011) Modulare Produktstrukturen methodisch in Unternehmen umsetzen – Entwicklung von Standardumfängen und Integration von Erfahrungswissen. In: Paetzold K (ed) Design for X – Beiträge zum 22. DfX-Symposium, Tutzing
Eilmus S, Gebhardt N, Rettberg R, Krause D (2012) Evaluating a methodical approach for developing modular product families in industrial case studies. 12th international design conference – design 2012, Dubrovnik, pp 837–846
Elstner S, Krause D (2011) Assessment of the ramp-up capability from the perspective of product development. In: Blecker T (ed) Proceedings of the 2nd conference on the interdependencies between new product development and supply chain management (GIC-PRODESC), Mailand
Eppinger SD, Browning T (2012) Design structure matrix methods and applications. MIT Press Ltd., Cambridge
Erixon G (1998) Modular function deployment: a method for product modularisation. Dissertation, The Royal Institute of Technology, Stockholm
Franke HJ, Hesselbach J, Burkhard H, Firchau NL (2002) Variantenmanagement. HanserVerlag, Germany
Gumpinger T, Krause D (2011) Development of modular product families under consideration of lightweight design. In: Culley SJ (ed) Proceedings of the 18th international conference on engineering design (ICED 11), Copenhagen
Halfmann N, Elstner S, Krause D (2011) Product and process evaluation in the context of modularization for assembly. In: Culley SJ (ed) Proceedings of the 18th international conference on engineering design (ICED 11), Copenhagen
Jiao J, Simpson TW, Siddique Z (2007) Product family design and platform-based product development: a state-of-the-art review. J Intell Manuf 18:5–29
Jonas H, Gebhardt N, Krause D (2012) Towards a strategic development of modular product programs. 12th international design conference – design 2012, Dubrovnik, pp 959–968
Kipp T (2012) Methodische Unterstützung der variantengerechten Produktgestaltung. Dissertation, Hamburg University of Technology, TuTech Verlag Hamburg, Hamburger Schriftenreihe Produktentwicklung und Konstruktionstechnik, Band 4
Krause D, Eilmus S (2011) Methodical support for the development of modular product families. In: Birkhofer H (ed) The future of design methodology, 1st edn. Springer, Berlin
Krause D, Eilmus S, Jonas H (2013) Developing Modular Product Families with Perspectives for the Product Program. Smart Product Engineering - 23rd CIRP Design Conference, Springer, Bochum, pp 543–552
Lindemann U, Maurer M, Braun T (2009) Structural complexity management: an approach for the field of product design. Springer, Berlin
Martin M (1999) Design for variety: a methodology for developing product platform architectures. Dissertation, Stanford University
Martin M, Ishii K (2002) Design for variety: developing standardized and modularized product platform architectures. Res Eng Des 13(4):213–235
Meyer M, Lehnerd AP (1997) The power of product platform – building value and cost leadership. Free Press, New York
Pimmler TU, Eppinger SD (1994) Integration analysis of product decompositions. In: Proceedings of the 6th design theory and methodology conference, New York, pp 343–351
Robertson D, Ulrich K (1998) Planning for product platforms. Sloan Manag Rev 39(4):19–31
Salvador F (2007) Toward a product system modularity construct: literature review and reconceptualization. IEEE Trans Eng Manag 54(2):219–240
Simpson TW, Siddique Z, Jiao J (2006) Product platform and product family design. Springer, New York
Stone RB (1997) Towards a theory of modular design. Dissertation, The University of Texas
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2014 Springer Science+Business Media New York
About this chapter
Cite this chapter
Krause, D., Beckmann, G., Eilmus, S., Gebhardt, N., Jonas, H., Rettberg, R. (2014). Integrated Development of Modular Product Families: A Methods Toolkit. In: Simpson, T., Jiao, J., Siddique, Z., Hölttä-Otto, K. (eds) Advances in Product Family and Product Platform Design. Springer, New York, NY. https://doi.org/10.1007/978-1-4614-7937-6_10
Download citation
DOI: https://doi.org/10.1007/978-1-4614-7937-6_10
Published:
Publisher Name: Springer, New York, NY
Print ISBN: 978-1-4614-7936-9
Online ISBN: 978-1-4614-7937-6
eBook Packages: EngineeringEngineering (R0)