
Abstract
Solid oxide fuel cells (SOFCs) are promising energy conversion devices due to their environment friendly operation with relatively high efficiencies (=60 %). High power densities and stability upon interruption of fuel supply are required to realize the applications of the SOFC technology. The two main approaches for SOFC fabrication, namely; co-sintering of powders and infiltration of catalytically active components into porous scaffolds are described. It is stressed that the fabrication technique determines the performance of the SOFCs. Co-sintering of powders allow achieving high power densities while infiltration technique yields SOFC that show no performance degradation upon fuel interruption.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
- Energy conversion
- Solid oxide fuel cells
- Fabrication techniques
- Electrochemical performance
- Fabrication
- Co-sintering of powders
- Infiltration
- Catalytically active components
- Porous scaffolds
- Power density
- Degradation
- Fuel interruption
1 Introduction
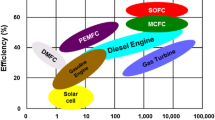
Solid oxide fuel cells (SOFCs) are devices which convert chemical energy to electrical energy with near-zero pollutant emissions [1]. Their high efficiency and fuel flexibility due to relatively high operating temperatures (600–1,000 °C) make SOFCs quite promising for power generation [2]. However, the multi-component configuration of SOFCs along with the required elevated temperatures for its operation forms a relatively complex system. As each SOFC component consists of different materials with distinct chemistries, melting temperatures and thermal expansion, significant material challenges arise also during their fabrication.
Conventional SOFCs consist of a porous Ni–YSZ cermet anode, a dense YSZ electrolyte, and a porous LSM–YSZ composite cathode. The electrochemical reactions in both electrodes occur at the interface where the catalytically active phase, the ionically conductive phase, and the gas phase meet (i.e., triple phase boundaries, TPBs). Therefore, it is essential that the electrodes are fabricated in such a way that the TPB lengths in both electrodes are maximized for enhanced electrode performance. It is also important to note that all of the three phases must be contiguous for efficient SOFC operation. On the other hand, the YSZ electrolyte is required to be well-sintered and gas-tight for high ionic conductivity and efficient separation of fuel and oxidizer (e.g., air) from anode and cathode sides, respectively. It is also critical that the YSZ electrolyte is as thin as possible to minimize the resistance associated with the ionic conduction through this layer. Scanning electron micrograph of the fractural cross section of an SOFC is shown in Fig. 29.1.

Scanning electron microscopy image of the cross section of a solid oxide fuel cell
The commonly employed conventional SOFC electrode fabrication route is the co-sintering of the powders of the electrode components at elevated temperatures. This method is widely used and significantly high performances are achieved [3–5]. Infiltration of the catalytically active components into porous YSZ scaffolds is utilized as an alternative technique to form the electrodes. Substantial electrode performances and other novel properties such as time and redox stability are obtained [6–8]. This chapter describes these two main processing routes and their advantages to fabricate sustainable SOFCs. The discussion is limited to the SOFCs using the conventional materials (i.e., Ni–YSZ composite anode, YSZ electrolyte, and LSM–YSZ cathode) for the sake of eliminating the material dependent effects while comparing the processing approaches.
2 Processing Routes
Co-sintering of the component powders and infiltration of the catalytically active components into porous YSZ scaffolds are two distinct routes to fabricate SOFC electrodes and they both offer different properties and advantages in the final SOFC configurations. Co-sintering technique allows reduction of the electrolyte thickness to ~10 μm which allows achieving impressive power densities over 1 W/cm2 at 800 °C. On the other hand, infiltration technique allows fabrication of efficient Ni–YSZ composite anodes which maintain their structural integrity during the expansion of the Ni phase when the fuel flow from the anode side is interrupted.
2.1 Powder Based Processing Techniques
Tape casting is the most widely employed consolidation method for the preparation of the component layers used for the co-sintering technique. A slurry mixture is formed by mixing solvent, binder, plasticizer, dispersant and the desired ceramic powders. The slurry of the homogeneously dispersed components is cast on a carrier film and leveled using a special blade to obtain a flexible tape with a controllable thickness after removal of the solvent. Two types of tapes consisting of YSZ powders for the electrolyte and NiO–YSZ powders for the anode layers are prepared with desired thicknesses and laminated together to obtain anode-electrolyte bilayers. The laminated anode–electrolyte tapes are sintered together at elevated temperatures (~1,400 °C to achieve dense YSZ electrolyte layer). It allows realizing an SOFC design with a relatively thick Ni–YSZ anode layer as a mechanical support (0.35–1.00 mm) and a relatively thin YSZ electrolyte (~10 μm). LSM–YSZ is deposited on the YSZ electrolyte after obtaining the sintered electrolyte-anode bilayer. The deposition is carried out by forcing an ink of the cathode powder, a binder, and a solvent, through the holes of a screen mesh using a rubber squeegee. This technique, referred to as “screen-printing,” allows the deposition of a relatively thin LSM–YSZ cathode layer (10–60 μm). Deposited cathode layers are sintered at elevated temperatures (i.e., 1,100–1,250 °C) following their deposition. The processing route to obtain the NiO–YSZ/YSZ/LSM–YSZ based SOFC structure is illustrated in the schematic shown in Fig. 29.2.

Schematic representation of the processing steps of the co-sintering based SOFC fabrication
Although the NiO phase inhibits the densification of the YSZ phase at the sintering temperatures (~1,400 °C), it is not sufficient to form the required contiguous pore structure. Therefore, pyrolyzable pore forming agents are introduced into the NiO–YSZ slurry to generate additional porosity for facile penetration of fuel through the supporting anode layer. The utilization of materials such as graphite, sucrose, polymethylmethacrylate (PMMA), polystyrene, and starch as pyrolyzable pore forming agents was widely investigated [3, 9, 10]. It was shown that the properties of pore forming agents (e.g., shape, size, and decomposition temperature) have a significant impact on the size, shape, and connectivity of the pores. Thus, it has a strong effect on the electrical conductivity of the cermet and the length of TPBs, which in turn determine the performance of the SOFCs [3, 11].
Since the LSM–YSZ cathode is deposited on the YSZ electrolyte after sintering the electrolyte-anode bilayer, it allows processing the cathode layer at any desired temperature. However, LSM and YSZ have different densification behaviors. Hence, optimizing the microstructure for high performance requires well-controlled modifications on the processing parameters. For instance, YSZ particles form an ionically conductive network when they are sintered at least at 1,150 °C. It yields ~50 % of the theoretical density of YSZ [12]. On the other hand, LSM reaches a density of ~90 % of its theoretical density upon sintering at this temperature range [13]. As a result, YSZ particles do not form a connected network at low co-sintering temperatures (<1,100 °C) while co-sintering temperatures higher than the optimum temperature cause over-densification of the LSM and result in reduced TPB lengths. Highly resistive phases (i.e., La2Zr2O7) may also form at the YSZ–LSM interface at high co-sintering temperatures (<1,100 °C) [14–16]. Therefore, detailed optimization of the processing parameters and comprehensive selection of the starting materials are required to achieve efficient LSM–YSZ cathodes. LSM–YSZ cathodes with high efficiencies are reported as a result of such an optimization effort [17].
2.2 Infiltration Techniques
Infiltration of the precursors of the desired components into previously sintered porous YSZ scaffolds is an attractive alternative to the co-sintering technique. It allows low temperature fabrication of the SOFC electrodes and has the potential to achieve relatively high TPB length, hence performance. These techniques offer important advantages such as formation of composites of materials with distinct sintering temperatures without forming any undesired phases. It has recently been reported that another important problem in SOFCs could be solved by fabrication of the Ni–YSZ anode by the infiltration technique. Stable SOFCs are required to operate for =40,000 h and it is expected that there would be an interruption in the fuel supply from the anode side (reduction-oxidation, redox cycle). In the case of such an interruption, Ni readily transforms to NiO which is accompanied by a 67 % expansion in volume. SOFCs with co-sintered Ni–YSZ composite anodes show severe degradation in performance due to the cracks formed in the anode layer as a result of the change in its volume [18, 19]. However, it is shown that the relatively low Ni/YSZ ratio required for the percolated and the mechanically weaker Ni phase obtained by the low temperature processing allows the performance of the SOFCs with Ni–YSZ anodes prepared by infiltration to remain stable upon redox cycles [6, 8].
The infiltration approach strictly requires YSZ scaffolds with sufficient amount of porosity and connected pores. It has been previously mentioned that it is possible to obtain porous microstructures by incorporating pyrolyzable pore formers into the ceramic matrix [9]. It allows processing porous YSZ (0.35–1 mm)/dense YSZ (10 μm)/porous YSZ (0.35–1 mm) structures by sintering at 1,400 °C (to achieve dense YSZ electrolyte). Precursor solutions of NiO and LSM can be infiltrated to the anode and the cathode sides of the sintered scaffold, respectively. However, the YSZ grain size increases to 1–2 μm at this sintering temperature range and large YSZ grains are undesirable due to the low surface area-to-volume ratio they yield [9]. It is crucial that the YSZ grains of the porous skeleton are maintained at their initial size to a maximized surface area-to-volume ratio which allows achieving high TPB lengths upon infiltration. The straight forward way to achieve such porous layers is partial sintering at relatively low temperatures (i.e., 1,150 °C). Obviously, it is not possible to achieve a dense YSZ electrolyte at these temperatures. Therefore, the fabrication of porous YSZ layers by partial sintering dictates that the porous YSZ layers are deposited on a dense YSZ electrolyte layer processed in advance. An important drawback is that the dense YSZ electrolyte layer has to be at a thickness of =100 μm for adequate mechanical support which increases cell resistance, hence decreases power density.
The fabrication of the SOFCs with thick electrolytes by the infiltration route requires the deposition of the porous YSZ layers (5–20 μm) on both sides of the electrolyte by spin coating or screen printing of YSZ (Tosoh, Japan) ink followed by sintering at 1,150 °C. In order to achieve a continuous thin coating of the infiltrated components on the YSZ grains, suitable polymeric precursors should be prepared. The polymeric NiO precursor solution infiltration into porous YSZ layer and subsequent heating to 450 °C allows forming NiO–YSZ composite anode. Several infiltration–decomposition cycles (depending on the precursor solution concentration) are required to obtain adequate NiO content. The cathode is processed following a similar approach. Polymeric LSM precursor is infiltrated into the porous YSZ scaffold followed by its decomposition at 450 °C and these steps are repeated for several times. The infiltration-based processing route of the SOFCs is illustrated in the schematic shown in Fig. 29.3.

Schematic representation of the processing steps of the infiltration based SOFC fabrication
3 Impact of Processing Techniques on the Performance
Testing and characterization of SOFCs is an important part of their research and development. The most commonly used methods to characterize SOFCs are impedance spectroscopy and voltammetric (e.g., current density–voltage) measurements. Impedance spectroscopy is a very useful method which allows identifying different processes contributing to the total cell resistance. It is widely used to extract the ohmic resistance and the electrode polarization resistances from the total resistance of the cells. While the ohmic resistance is induced by the electrolyte resistance and contact resistances, electrode polarizations represent the performance of anode and cathode layers. The performance of the cathode layers can be also evaluated by symmetrical cell (cathode/electrolyte/cathode) measurements in air. Although detailed information can be obtained by using the appropriate kinetic equations, current density–voltage measurements are commonly employed to evaluate the power generation characteristics of the SOFCs.
As mentioned earlier, co-sintering route is suitable for the fabrication of SOFCs with significantly thin YSZ electrolytes (10 μm) which results in reduced ohmic losses. Since YSZ exhibits and ionic conductivity of 0.02 S/cm at 800 °C, an ohmic resistance of 0.05 Ω cm2 can be expected from YSZ electrolytes with such thicknesses. The effect of the Ni–YSZ anode microstructure formed upon the removal of different type of pore formers on the SOFC performance is reported. It was shown that the cell with the anode formed upon removal of flake graphite showed 0.4 W/cm2 at 800 °C and it was possible to reach a power density of 1.53 W/cm2 at 800 °C by changing the pore structure by using another pore former with distinct properties (i.e., PMMA) (Fig. 29.4) [3]. Even higher power densities (e.g., 1.75 W/cm2) were achieved at the same temperature (800 °C) with similar SOFCs using polystyrene to form the anode pore structure [17]. As the anode thickness was reduced to ~300 μm, the transport of fuel and product gases is improved and allowed achieving improved power densities. Significantly low anode polarizations (~0.065 Ω cm2) were revealed by the impedance spectroscopy analyses of the optimized SOFCs. Several other researchers worked on the optimization of SOFC microstructures and obtained significantly high performances [5, 10].

Current density–voltage curve of the SOFCs prepared by the co-sintering approach. Anode pore structures are formed upon removal of flake graphite (a) and PMMA (b) pore formers (Modified from [3])
Since the infiltration route requires low temperature sintering of the porous YSZ scaffolds, a previously sintered and relatively thick YSZ electrolyte is required. It was reported that the SOFCs prepared by infiltration of porous layers by Ni from anode side and LSM from the cathode side shows an electrode polarization resistance of 0.2 Ω cm2 at 800 °C. These findings are comparable to the performances achieved with SOFCs prepared by co-sintering [6]. However, the thicker electrolyte in the infiltration based cell (180 μm) resulted in lower power densities of 0.31 W/cm2 at 800 °C whereas the co-sintered cell with a similar electrode polarization resistance resulted in a power density of 1.53 W/cm2 at 800 °C due to its thinner electrolyte (10 μm) [3]. On the other hand, it was possible to obtain redox stable SOFCs due to the mechanically weaker Ni phase and its sufficient electrical conductivity achieved at much lower Ni content by infiltration technique. It was shown that the power density as well as the electrode polarization resistance does not change after 15 redox cycles [6]. Further optimizations allowed achieving a total electrode polarization resistance of ~0.070 Ω cm2 at 800 °C and a power density of 0.41 W/cm2 at 800 °C which remains stable after 20 redox cycles [8]. The changes in power density and electrode polarization resistance upon redox cycling at 800 °C are shown in Fig. 29.5.

Change in the power density and electrode polarization resistance of the SOFCs fabricated by the infiltration route upon redox cycling at 800 °C (Modified from [8])
4 Conclusions and Future Remarks
The processing route selected for the SOFC fabrication is critical in the design and consequently the performance of the SOFCs. Co-sintering of the constituent powders and infiltration of the catalytically active components into porous scaffolds are two distinct approaches for the fabrication of SOFCs. Co-sintering of powders allows fabrication of the SOFC configurations with relatively thin electrolytes and efficient electrodes which yield substantial power densities. On the other hand, they exhibit a severe degradation in performance and mechanical integrity upon the interruption of the fuel supply on the anode side. It is possible to obtain SOFCs with efficient electrodes which are stable during the changes that occur upon the interruption of the fuel flow. However, the low temperature processing of porous YSZ scaffolds necessary to achieve high surface area requires the use of electrolytes much thicker than those used in SOFCs prepared by co-sintering route. It results in relatively low power densities. Decreasing the electrolyte thickness by modifying the design of processing routes will allow combining the desired properties of the SOFCs fabricated by two different routes.
References
Stambouli AB, Traversa E (2002) Solid oxide fuel cells (SOFCs): a review of an environmentally clean and efficient source of energy. Renew Sustain Energ Rev 6:433–455
Minh NQ (1993) Ceramic fuel cells. J Am Ceram Soc 76:563–588
Sarikaya A, Petrovsky V, Dogan F (2012) Effect of anode microstructure on the enhanced performance of solid oxide fuel cells. Int J Hydrogen Energ 37:11370–11377
Jiang Y, Virkar AV (2001) A high performance, anode-supported solid oxide fuel cell operating on direct alcohol. J Electrochem Soc 148:A706–A709
Zhao F, Virkar AV (2005) Dependence of polarization in anode-supported solid oxide fuel cells on various cell parameters. J Power Sources 141:79–95
Buyukaksoy A, Petrovsky V, Dogan F (2012) Redox stable solid oxide fuel cells with Ni-YSZ cermet anodes prepared by polymeric precursor infiltration. J Electrochem Soc 159:B232–B234
Buyukaksoy A, Petrovsky V, Dogan F (2012) Stability and performance of solid oxide fuel cells with nanocomposite electrodes. J Electrochem Soc 159:B666–B669
Buyukaksoy A, Petrovsky V, Dogan F (2012) Optimization of redox stable Ni-YSZ anodes for SOFCs by two-step infiltration. J Electrochem Soc 159:F841–F848
Sarikaya A, Dogan F (2012) Effect of various pore formers on the microstructural development of tape-cast porous ceramics. Ceram Int 39:403–413
Wilson JR, Barnett SA (2008) Solid oxide fuel cell Ni–YSZ anodes: effect of composition on microstructure and performance. J Electrochem Soc 11:B181–B185
Suzuki T, Hasan Z, Funahashi Y et al (2009) Impact of anode microstructure on solid oxide fuel cells. Science 325:852–855
Petrovsky V, Jasinski P, Anderson HU et al (2005) Influence of the grain boundaries on conductivity of yttrium stabilized zirconia. MRS Proc 835:187–192
Tangtrakarn N, Swanson M, Moran P et al (2007) Sintering behavior and phase characterization of composite perovskite/fluorite ceramics for intermediate temperature SOFCs and oxygen separation membranes. MRS Proc 972:187–192
Jiang SP (2008) Development of lanthanum strontium manganite perovskite cathode materials of solid oxide fuel cells: a review. J Mater Sci 43:6799–6833
Choi JH, Jang JH, Oh SM (2001) Microstructure and cathodic performance of La0.9Sr0.1MnO3/yttria-stabilized zirconia composite electrodes. Electrochim Acta 46:867–874
Chervin C, Glass RS, Kauzlarich SM (2005) Chemical degradation of La1-xSrxMnO 3/Y2O3-stabilized ZrO2 composite cathodes in the presence of current collector pastes. Solid State Ion 176:17–23
Sarikaya A, Petrovsky V, Dogan F (2012) Effect of microstructural evolution on the electrochemical properties of high performance SOFCs. ECS Trans 45:25–32
Sarantaridis D, Atkinson A (2007) Redox cycling of Ni-based solid oxide fuel cell anodes: a review. Fuel Cell 7:246–258
Klemensø T, Mogensen M (2007) Ni-YSZ solid oxide fuel cell anode behavior upon redox cycling based on electrical characterization. J Am Ceram Soc 90:3582–3588
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2013 Springer Science+Business Media New York
About this chapter
Cite this chapter
Sarikaya, A., Buyukaksoy, A., Dogan, F. (2013). Current Status of Fabrication of Solid Oxide Fuel Cells for Emission-Free Energy Conversion. In: Dincer, I., Colpan, C., Kadioglu, F. (eds) Causes, Impacts and Solutions to Global Warming. Springer, New York, NY. https://doi.org/10.1007/978-1-4614-7588-0_29
Download citation
DOI: https://doi.org/10.1007/978-1-4614-7588-0_29
Published:
Publisher Name: Springer, New York, NY
Print ISBN: 978-1-4614-7587-3
Online ISBN: 978-1-4614-7588-0
eBook Packages: EnergyEnergy (R0)