
Abstract
To manufacture ice cream and frozen dairy dessert of the highest quality, it is essential to have ingredients of excellent quality, a mix that is formulated and balanced to provide proper function of each component, and excellent processing, freezing, and hardening processes. However, the selection of high-quality ingredients is, without doubt, the most important factor in successful manufacture of frozen desserts. The clean, fresh, creamy flavor desired in ice cream can be achieved only by the use of ingredients that have been carefully produced and handled and are themselves of excellent flavor quality. Frozen desserts can be made with a wide variety of ingredients, which can be grouped by category (fat sources, milk solids-not-fat [MSNF] sources, water sources, sweeteners, stabilizers, and emulsifiers). The functions and limitations of the components of mixes were described in Chap. 2. This chapter will focus on the sources and selection of the mix ingredients to supply the major components.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
Introduction
To manufacture ice cream of the highest quality, it is essential to have ingredients of excellent quality, a mix that is formulated and balanced to provide proper function of each component, and excellent processing, freezing and hardening processes. However, the selection of high-quality ingredients is, without doubt, the most important factor in successful manufacture of frozen desserts. The clean, fresh, creamy flavor desired in ice cream can be achieved only by the use of ingredients that have been carefully produced and handled and are themselves of excellent flavor quality. Frozen desserts can be made with a wide variety of ingredients, which can be grouped by type as shown in Table 3.1. The functions and limitations of the components of mix were described in Chap. 2, Table 2.1. This chapter will focus on the sources and selection of the mix ingredients. The approximate composition and density of selected ingredients used in frozen dairy dessert mix are shown in Table 3.2. Regulations for permissible ingredients may differ by country, as discussed in Chap. 2. The contributions of all of these components to the structure and texture of ice cream are discussed in Chap. 11.
Composition of Milk
Because milk is the source of dairy ingredients in ice cream, it is important to understand its composition and properties. Readers are referred to Walstra et al. (2006) or Fox and McSweeney (2003, 2006, 2009) for further details of milk composition and properties. Milk is comprised of water, milk fat, and milk solids-not-fat (MSNF). The latter two components comprise the total milk solids. MSNF are the solids of skim milk and include lactose, proteins, minerals, water-soluble vitamins, and enzymes plus some minor constituents (Table 3.3). These solids are also referred to as skim milk solids or serum solids. Milk is produced in the mammary gland from constituents supplied via the blood. Some constituents filter or dialyze into the milk, but most are synthesized in the mammary tissues and are secreted by the gland. Milk is a structurally complex physiochemical system. Its components are dispersed in true solution (lactose, whey proteins, some minerals, and minor components), as colloids (casein and complexed minerals) and as an emulsion (milk fat).
Milk fat is suspended in milk as tiny globules that are held in an emulsified state. Charges on the globule membranes cause them to be repulsed from each other. They are lighter in weight than the serum (skim milk) that surrounds them so they rise slowly in milk to form a layer of concentrated fat called cream. Some cows produce proteins called agglutinins that are adsorbed on surfaces of the fat globules. Agglutinins cause fat globules to stick together, and this increases the rate of creaming (cream formation). Normal milk contains about 2.4 billion fat globules per mL, and the globules vary in size from 0.5 to 10 μm in diameter or larger, depending on the breed of cow and stage of lactation. The layer of phospholipid, proteins, and other molecules that surrounds fat globules protects the glycerides from being hydrolyzed (split apart with the addition of water) by natural or microbial lipases in the serum phase of the milk. Milk fat is comprised mainly of triglycerides, which are in turn comprised of three fatty acids and glycerol, C3H8O3, connected through ester linkages.
Milk fat contains about 250 different fatty acids with numbers of carbon atoms in them ranging from 4 to 24, but only 11 of these fatty acids are present at 1% or greater. About one-third of these fatty acids contain one or more double bonds between carbons in the carbon chain. These are called unsaturated fatty acids, and they have lower melting points than do fatty acids of the same carbon chain length that are fully saturated with hydrogens. Milk fat is unique in its content of fatty acids that have short chains of carbon atoms. These fatty acids are butyric (C4), caproic (C6), and caprylic (C8). By combining long-chain saturated fatty acids with short-chain and unsaturated fatty acids in the triglycerides, the mammary tissues of the cow produce milk fat that is melted at body temperature (37°C) but is a semisolid at room temperature (as in butter at 22°C). At freezing/whipping temperatures after aging, 4°C, about two-thirds of the fat will be solid (the other third still liquid), and this plays an extremely important role in fat structuring (discussed in Chap. 11). Blends of nondairy fats, discussed below, often mimic this “two-thirds solid at 4°C” rule of thumb.
Substances associated with milk fat besides the triglycerides include the phospholipids, lecithin, cephalin, and sphingomyelin; the sterols, cholesterol, and ergosterol; the carotenoids, carotene, and xanthophyll; and the vitamins, A, D, E, and K. Lecithin is formed by replacing one fatty acid of a triglyceride with phosphoric acid and choline, the latter being a nitrogenous base that is a part of the B vitamin complex. Milk contains about 0.075% lecithin and cephalin, and milk fat contains about 0.6% lecithin. Cholesterol is the principle sterol in milk, comprising about 0.015%, and 75–85% of it is associated with the lipid fraction. Ergosterol is the precursor of vitamin D, and carotene is the precursor of vitamin A. Beta-carotene imparts the yellow color to milk fat.
The proteins of milk are subdivided into caseins and whey proteins. Caseins comprise 75–80% of the total protein of milk and occur only in milk. The major casein proteins are αs1-, αs2-, β-, and κ-casein. They occur together as colloidal micelles in milk and can be removed by ultracentrifugation. Casein micelles can be observed by electron microscopy as porous spheres. Their diameters range from 50 to 500 nm. Micellar casein carries large amounts of calcium and phosphate principally, but also other minerals including magnesium and citrate. It is precipitable with proteolytic enzymes (e.g., chymosin or rennin), alcohols that dehydrate the micelles, salts that combine with it, and acids that neutralize its charge at approximately pH 4.6. Casein micelles are otherwise very stable, especially to heat. Whey proteins are comprised of α-lactalbumin, β-lactoglobulin, serum albumin, immune globulins, and some minor proteins. Whey proteins are not precipitated with acid at pH 4.6 nor by chymosin, but they begin to be precipitated by heat at about 77°C (170 °F). Whey proteins contain no phosphate whereas some fractions contain sulfur.
Lactose or milk sugar is dissolved in milk and as such is responsible for the major part of the reduction in freezing point of milk below that of water. Lactose, which is found only in milk, is a disaccharide made up of glucose and galactose. It is only about 1/5 to 1/6 as sweet as sucrose. This carbohydrate is fermentable by many lactic acid-producing bacteria that are commonly added to fermented products. The lactose content of milk normally ranges from 4.8 to 5.1%. It is a reducing sugar that is optically active, having a specific rotation of 52.5°. In solution, lactose exists in two forms with the β-form comprising about 60% and the remainder in the α-form, depending on the temperature. Crystalline lactose exists in three forms, α-lactose hydrate, C12H22O11 · H2O; α-lactose anhydride, C12H22O11; and β-lactose anhydride, C12H22O11. The crystals of lactose occur in many forms and are of high importance to ice cream manufacturers because of the possibility of their formation in the frozen product giving it a “sandy” texture (see further details below).
The nonvolatile salts of milk are the minerals that are found in the ash that remains after heating milk at a high temperature in a muffle furnace to completely oxidize the organic constituents. The mineral content of milk ranges from 0.65 to 0.75%, while the average content of minerals in the salt form is 0.9% (Table 3.3). These mineral salts, in the forms of citrates, phosphates, or oxides, affect the functional and nutritional properties of milk. Calcium and phosphorus are the most important minerals of milk both nutritionally and functionally. Calcium and phosphate are both carried within the casein micelle and play important roles in micelle stability. Milk contains many trace elements, and their concentrations are dependent on the type and composition of rations fed to cows.
Numerous other inorganic and organic substances occur in milk, some of which produce effects far out of proportion to their concentrations. These minor constituents include gases, enzymes, nonprotein nitrogenous substances, flavorful substances, non-lactose carbohydrates, vitamins, and pigments. The gases, carbon dioxide, nitrogen, and oxygen, are dissolved in milk in the approximate volume percentages of 4.5%, 1.3%, and 0.5%, respectively. The gas content decreases on heating milk or exposing it to vacuum.
The enzymes of milk may be produced in the mammary gland during the secretory process or by bacteria growing in the milk. The enzymes that occur naturally in milk include acid and alkaline phosphatases, lipase, esterases A, B, and C, xanthine oxidase, protease, amylase, catalase, and carbonic anhydrase. Enzymes, being proteins, may be inactivated by heat, and they tend to be most active at the body temperature of the cow.
Of the 19 vitamins normally present in fresh raw milk, vitamins A, B12, riboflavin, thiamin, and niacin are present in significant concentrations. Riboflavin is responsible for the green color of whey.
The nonprotein nitrogenous substances of milk include ammonia, urea, creatine, and free amino acids. The flavorful substances, other than the main constituents, include carbonyl compounds, lactones, and methyl sulfides.
Fat Ingredients
The fat component of frozen dairy dessert mixes increases the richness of flavor (especially milk fat), is a good carrier and synergist for added flavor compounds, produces a characteristic smooth texture by lubricating the palate, helps to give body, and aids in producing desirable melting properties. The fat in a mix also aids in lubricating the freezer barrel while the ice cream is being frozen. Limitations on excessive use of fat in a mix include cost, a hindered whipping ability, decreased consumption due to excessive richness, and high caloric value. During freezing of ice cream, the fat emulsion that exists in the mix will partially coalesce (destabilize) as a result of emulsifier action, air incorporation, ice crystallization, and high shear forces of the dasher and scraper blades in the dynamic freezer barrel. This partial coalescence is necessary to set up the structure and texture in ice cream, which is similar to the structure in whipped cream. Structural formation is discussed in detail in Chap. 11.
Milk Fat
Milk fat contributes significantly to the rich, full, and creamy flavor and to the smooth texture of ice cream. Part of the flavor contribution comes from the short-chain, volatile fatty acids that are part of the triglycerides of milk fat, particularly butyric acid. (When cleaved from the triglyceride, however, butyric acid contributes to the flavor defect of rancidity; see Chaps. 5 and 14 for further details.) The best source of milk fat for ice cream mix is fresh cream from fresh milk. If the quality is good, free from rancidity and lipid oxidation, cream provides the best flavor of all the milk fat-based ingredients. It is liquid, which facilitates ease of handling. However, it is also likely the most expensive of the various fat sources. Cream, like milk, supports the growth of bacteria well, so it should be stored at 4°C (39 °F) or less. The titratable acidity of cream containing 40% fat should not exceed 0.10%. In traditional and premium formulations, cream is often combined with concentrated or dried milk (whole or nonfat), the major source of concentrated MSNF, and with milk (whole or nonfat), which provides the water to balance the mix. The disadvantage to the use of cream is that, because of its perishability, a constant supply is necessary. Some ice cream manufacturers separate their own cream from milk while others purchase the cream from other dairies. Sweet cream may be relatively expensive and difficult to obtain in good quality at certain seasons and in some markets. These factors often make it necessary for manufacturers to consider other sources of milk fat.
Frozen cream is sometimes stored during the months of surplus and low price. Only the best fresh cream should be stored frozen. It should be pasteurized at 75°C for 15 min to minimize development of off flavors. Milk and cream should be protected from contact with copper or iron. These metals dissolve in milk and cream catalyzing oxidation that imparts oxidized (cardboard-like and metallic) flavor during storage of frozen cream. This is the reason why dairy equipment is constructed of stainless steel, plastic, rubber, or glass. Frozen cream should be stored at −25°C for not more than 6 months. Although storing cream frozen may be economical, flavor is never quite as good as when the cream was fresh. Rancid, fishy, oily, and tallowy flavors are likely to result from oxidation of frozen cream. However, legal regulations may prohibit addition of antioxidants to cream. Added sugar (10%) helps frozen cream retain freshness and to melt faster with limited separation of fat, since the sugar dissolves in the aqueous phase and lowers its freezing point, hence creating an unfrozen solution that surrounds and protects the fat globules. However, the added sugar represents additional volume that must be stored in the frozen state. A good rule of thumb in making mixes is to use a maximum of 60% frozen cream with 40% fresh sweet cream.
Cream that has been separated twice (so-called “plastic” cream, due to its rheological properties) can be a source of concentrated fat for frozen desserts. It contains about 80% milk fat and has a consistency similar to that of butter. It is prepared by separating and then reseparating cream of 30–40% fat through a special separator. Although plastic cream is stored and handled the same as butter, it has the advantage over butter of essentially retaining the fat-in-serum emulsion of cream. Because some of the emulsion may be broken during separation and cooling of the product in a swept-surface heat exchanger, it is necessary to ensure complete homogenization and emulsification of mixes made with plastic cream, as with mixes made with butter, butter oil, or frozen cream.
Unsalted butter (sweet butter) of good quality can be an important source of milk fat for frozen desserts. It may be comparatively less expensive than cream, can be transported at low cost, can be stored at 4°C (39 °F) or lower, preferably freezer temperatures, for several weeks to months with little loss in quality, and is nearly always available. Salted butter would produce undesirable salty flavors in the mix and affect the freezing point, increasing the unfrozen water content, but the use of unsalted butter means that the preservative properties of the salt are not present, so storage temperatures must be sufficiently low for adequate preservation and shelf life. The off flavors common to defective butter (whey, storage, oxidized/metallic, old cream, or rancid) will impart very undesirable flavors to ice cream. The use of butter in ice cream mixes often results in undesirable freezing properties, if it has not been properly homogenized and emulsified. This is because both composition and physical structure of butter differ from those of cream. Churning of cream into butter releases much of the natural emulsifiers, components of the milk fat globule membrane, from the ruptured fat globules into the buttermilk. Furthermore, the emulsion is broken and inverted during churning, and it must be restored to a fat-in-serum form in the ice cream mix. This can be done by proper re-emulsification, that is, sufficient homogenization and protein and emulsifier content for fat globule membrane formation. Another major disadvantage of butter is the difficulty with handling a solid and blending it into the mix. It often requires more physical handling than would a liquid source such as cream. It also must be melted and dispersed into the liquid mix during preparation, and this can be difficult. Therefore, the use of butter is mostly limited to batch pasteurization operations. If it is pre-blended for HTST systems, it must be first melted and then dispersed hot into the milk. This causes a loss of regeneration capacity in the pasteurizer (see Chap. 5).
Anhydrous milk fat (butter oil) can be a source of milk fat for ice cream mix manufacture. It is especially desirable for reconstituted products manufactured in countries where there is no domestic supply of dairy ingredients. Anhydrous milk fat stores better than butter without as much concern for oxidation, due to the fact that it has virtually no moisture in it. This fact also makes it more economical to transport. For mix manufacture, it is handled in much the same way as butter.
Milk fat–sugar blends are made by mixing butter or anhydrous milk fat with sucrose alone or with a blend of sucrose and MSNF. The product is a physical blend only as the sugar does not dissolve into the fat. Upon reconstitution of the blend in water with heating, the sucrose will readily dissolve into the water phase. Therefore, these blends are handled in much the same way as butter during mix making. The advantages of using such blends reside in the convenience during storage and mix handling for some processors depending on plant configuration. These blends can also be transported across some international borders as a nondairy blend, since the majority component is sugar, and this often reduces tarification. Microbial growth is inhibited by the low water activity of milk fat–sugar blends; therefore, they keep well at −18°C for up to 1 year.
Milk fat can be fractionated into a hard fraction (high-temperature melting fraction, enriched in saturated triglycerides) and a soft fraction (low-melting temperature fraction, enriched in unsaturated triglycerides) by using a thermal crystallization process, and this is done industrially in Europe to produce fractions that are either liquid or solid at 20°C (sometimes referred to as olein or stearin, respectively). Whereas the hard fraction is a value-added product with enhanced functionality for the baking industry, the soft fraction can be utilized by the ice cream industry to advantage. It is enriched in C18:1, C18:2, and C18:3 fatty acids, thereby reducing the saturated fat content, which may be of interest for perceived nutritional benefit. This product is more prone to oxidation than either milk fat or the hard fraction, so has to be of high quality for ice cream application. As long as the usage level does not exceed approximately half of the milk fat content in the mix, there should be sufficient solid fat at freezer temperature to obtain adequate fat structuring properties in the ice cream, and this can be controlled by modifying the emulsifier level as needed (Abd El-Rahman et al. 1997). Modifications to the diet of the cow can also modify fatty acid profiles, causing enrichment in unsaturated fatty acids. Gonzalez et al. (2003) showed successful incorporation into ice cream of high-oleic and high-linoleic fractions of milk fat, with incorporation limits also dictated by oxidation potential and the necessity of sufficient solid fat for adequate levels of fat structuring. Bazmi et al. (2007) observed that milk fat which had been enriched in its soft fraction (olein) showed a higher ability for aeration with a more uniform air bubble size distribution and bubbles coated with a thicker layer of fat droplets for enhanced stability. They concluded that enrichment of milk fat with its soft fraction would enhance foaming properties and foam stability in ice cream.
Nondairy Fats
Fats and oils from plant (vegetable) sources are used extensively as fat sources in ice cream in the United Kingdom, parts of Europe, Asia and Latin America, and to an increasing extent in North America, as discussed in Chap. 2 (legal nomenclature of these products varies by country, as also discussed in Chap. 2). They are generally much less expensive than milk fat. Five factors of great interest in selection of fat source are the rate at which the fat crystallizes (which determines, in part, the aging time); the crystal structure of the fat; the temperature-dependent melting profile of the fat, especially at refrigerator and freezer temperatures (both factors determine how well the fat aggregates on freezing); the content of high-melting triglycerides, which can produce a waxy, greasy mouthfeel; and the flavor and purity of the oil. High molecular weight triglycerides are generally flavorless themselves, but often carry other flavor components. Likewise, they can play a role in the release of flavoring agents during consumption. For example, Hyvonen et al. (2003) reported a slightly faster flavor release from ice cream with vegetable fat compared with dairy fat.
For optimal partial coalescence during freezing, it is important that the fat droplet contain an intermediate ratio of liquid:solid fat at the time of freezing. If too much oil is present during dynamic freezing, it spreads at the air surface, leading to collapse of the air bubbles and undesirable texture. It is difficult to quantify this ratio as it is dependent on a number of compositional and manufacturing factors; however, one-third to two-thirds crystalline fat at 4–5°C is a good working rule (see discussion of fat partial coalescence in Chap. 11 for further details). The polymorphic form of the fat may also affect the distortion of the fat globule caused by crystallization, which can have a large impact on the rate of partial coalescence of the fat during freezing. Thus, information about solid fat content alone is insufficient to predict the capacity of the fat to form appropriate structures within the ice cream.
Crystallization of fats occurs in three steps: subcooling of the oil (below the equilibrium crystallization temperature) to induce nucleation, heterogeneous or homogeneous nucleation (or both), and crystal propagation. In bulk fat, nucleation is predominantly heterogeneous, with crystals themselves acting as nucleating agents for further crystallization, and subcooling is usually minimal. However, in an emulsion, each droplet must crystallize independently of the next. For heterogeneous nucleation to predominate, there must be a nucleating agent available in every droplet, which is often not the case. Thus in emulsions, homogeneous nucleation and extensive subcooling are expected.
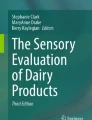
The melting profiles for a range of bulk fats that are used in ice cream formulations are illustrated in Fig. 3.1. Emulsified fats may show considerably higher liquid oil contents, depending on the holding time after cooling and on the crystallization kinetics. Milk fat contains about 30% liquid oil at the temperature of whipping/freezing in the scraped-surface freezer (the temperature at which fat structuring occurs); however palm kernel oil (PKO) and coconut oil will be much harder whereas palm oil will be somewhat softer and the other various sources of vegetable oils (corn, sunflower, safflower, canola, peanut, etc.) will remain uncrystallized. The type of crystallization within a fat can also be quite complex. PKO, for example, which is comprised mostly of saturated fats, shows only one broad melting range. These triglycerides form mostly compatible mixed crystals. Likewise coconut oil is comprised largely of medium chain triglycerides that produce a very solid and very stable fat. Choo et al. (2010) reported that virgin coconut oil could be used in ice cream formulations but that it lowered the melting resistance of the ice cream compared to milk fat, due to its high solid fat content at the whipping/freezing (fat structuring) temperature. Palm oil, on the other hand, shows two melting temperature ranges, the higher melting temperature range related to trisaturated triglycerides and the lower melting range related to mixed saturated and unsaturated triglycerides, which are not compatible in mixed crystals. Two distinct populations of crystals can give rise to differing properties of the fats.

Variation of liquid fat content with temperature for fats suitable for use in ice cream
Blends of oils often used in ice cream manufacture are selected to take into account such physical characteristics as flavor, solid fat content and fat crystallization characteristics, availability, stability during storage, and cost. Hydrogenation was used extensively in the past to achieve the appropriate melting characteristics, but recent concerns about elevated levels of trans unsaturated fatty acids in hydrogenated fats have resulted in a move back toward more natural, unhydrogenated fats and appropriate blending to achieve desired functional properties. Thermal crystallization can be used to fractionate palm oil (or any fat or oil with a wide temperature range of melting) into palm stearin (hard fraction) and palm olein (soft fraction). Also new to the fats and oils markets are several cultivars (e.g., sunflower) that have been produced with enriched monounsaturated oil content and reduced polyunsaturated fat content, for greater stability against oxidation and enhanced shelf life. For ice cream use, PKO and coconut oil are often blended with an unsaturated oil to reduce the solid fat content, whereas palm oil may have sufficient liquid fat content.
Im et al. (1994) determined that the content of unsaturated fatty acids in frozen desserts could be increased considerably with minimal risk of oxidation of the stored ice cream. They found no effects on the sensory quality or functional properties when they used a mixture of canola oil and soybean oil with milk fat in making a frozen dessert containing 10% fat. The mixture of 7.8 parts milk fat:3 parts canola oil:1.2 parts soybean oil provided a ratio of 3:2:1 of saturated to monounsaturated to polyunsaturated fatty acids. Frozen dessert with the fatty acids in a ratio of 1:1:1 of saturated to monounsaturated to polyunsaturated was more prone to oxidation. Persson (2009) also reported on the development of a nutritionally optimized fat blend for ice cream manufacture with enhanced unsaturated fat content but good fat structuring properties due to the crystallization properties of the fats utilized in the blend.
Sung and Goff (2010) focused on the development of a structural fat network in ice cream as influenced by the solid:liquid fat ratio at the time of freezing/whipping. The solid fat content was varied with blends of a hard fraction of PKO and high-oleic sunflower oil (HOSO) ranging from 40 to 100% PKO. It was found that blends comprising 60–80% solid fat produced the highest rates of fat destabilization that could be described as partial coalescence (as opposed to coalescence), lowest rates of meltdown, and smallest air bubble sizes. Lower levels of solid fat produced fat destabilization that was better characterized as coalescence, leading to loss of structural integrity, whereas higher levels of solid fat led to lower levels of fat network formation and thus also to reduced structural integrity. Mendez-Velasco and Goff (2011, 2012) showed that higher levels of unsaturated oils can be incorporated into fat blends for ice cream by using either unsaturated emulsifiers to enhance fat structuring with minimal amounts of solid fat or by homogenizing liquid oil droplets separately from solid fat droplets and by maintaining the liquid oil in a more stable emulsified state (higher levels of adsorbed protein) to allow the solid fat droplets to participate more completely in fat structuring. The contribution of solid fats and liquid oils to ice cream structure is discussed further in Chap. 11.
Fat Replacers
The development of high-quality, lower fat alternatives to traditional ice cream products has been an area of active interest and work for many years, due to consumer interest in low-fat products and nutritional recommendations to lower fat intakes. As a result, a large amount of product development time has been used in searching for a combination of ingredients that will replace the textural and flavor characteristics of fat in ice cream (Ohmes et al. 1998; Aime et al. 2001). These often involve the use of fat replacers. High-quality frozen desserts containing 5–6% fat can be produced without fat replacers, but mixes containing less than 4% fat usually require additional ingredients specifically chosen for their fat-replacing properties. Fat replacers can be carbohydrate, protein, or lipid based. Their main requirement is to provide fewer calories to the product than do traditional fat sources, either through reduction of required weight in the mix or through caloric reductions per unit weight of ingredient. Ice cream products are very complex systems, both in structure and flavor, and fat contributes greatly to both. In creating products that are meant to deliver to the consumer the same attributes as ice cream but with less fat or calories, it is imperative that the structural contribution of fat be considered to the same extent as is flavor. The goal is to deliver high-quality products and develop lasting market share for these products. A great deal of technical literature exists on the various properties of the fat replacement ingredients being marketed by a number of commercial firms. Readers are referred to Wylie-Rosett (2002), Jonnalagadda and Jones (2005), and Ognean et al. (2006) for further details on the composition, properties, efficacy, and safety of fat replacers/substitutes.
Several terms have been used to describe the extent and efficacy of fat replacement. “Fat replacer” is the generic term used to encompass all the related terms. The term “extender” is used to define partial removal of fat from a particular food and substitution with a replacement ingredient. “Substitutes” or “analogs” have the characteristics of fats but contain fewer calories or no calories. “Mimetics” replace part of the fat of a product; they imitate a particular function(s) but not all functions of fat in a food.
The fat-based replacers currently available are monoglycerides, structured lipids, and sugar-fatty acid polyesters. Protein-based fat replacers contain microparticulated protein particles or modified whey protein concentrates (WPCs) that simulate colloidal fat. There is a wide range of carbohydrate-based fat replacers including those derived from modified starches or maltodextrins of various sources, microcrystalline cellulose (MCC), methyl cellulose, hydroxypropyl methyl cellulose, polydextrose, pectin, inulin, and various other dietary fibers. Each of these will be described briefly below.
Emulsifiers are commonly used in ice cream to promote fat destabilization. They can also be used to advantage in low-fat products primarily because they promote the finer distribution of air bubbles and ice crystals enhancing smoothness. In aqueous solutions, they also can form micelles and crystallize into unique structures that have colloidal properties. Recommended concentrations of mono- and diglyceride with 60% alpha mono content are 0.5% in a 3% fat low-fat frozen dessert and 0.6% in a 0% fat mix (Barford 2001).
Structured lipids refer to combined short- and long-chain fatty acid triacylglycerols combined to provide unique fat-like properties with only half the calories (∼5 kcal/g). One product on the market, known generically as salatrim from “short and long acyl triglyceride molecules,” combines acetate, propionate, and butyrate short-chain fatty acids with long-chain stearate. It has been suggested for use in low-fat frozen desserts.
Carbohydrate fatty acid polyesters are synthetic products that have fat-like properties but are nondigestible and pass through the body unaltered. Olestra, a sucrose-based fatty acid polyester with 8–10 fatty acids esterified to sucrose hydroxyl groups, is one such product that has received considerable attention. It has also been suggested for use in low-fat frozen desserts, although due to concerns about the effect of olestra on absorption of other nutrients and its effect on stool, its use has also raised some concerns (Wylie-Rosett 2002). Currently there is little or no use of olestra in frozen dessert products.
Protein-based fat replacers are typically derived from WPC. These proteins are usually processed by thermally aggregating under shear to produce minute particles (0.5–2-um diameter) that can promote a creamy textural sensation. This process is called microparticulation. Size of the particulates is an important determinant of mouthfeel. The particles, being hydrophobic on their surfaces due to their content of nonpolar amino acids, resist interactions with each other. They can be spray dried and reconstituted without affecting particle integrity. They hold water and disperse well in aqueous systems. Simplesse is one such commercially available microparticulated whey protein. The application of simplesse into frozen dessert products has recently been studied by Aykan et al. (2008). They showed an improvement in texture from the use of Simplesse in light and low-fat formulations, although it also led to higher mix viscosity. Other modified WPCs have also been developed (e.g., DairyLo) to provide fat replacement properties.
Maltodextrins have been widely used as bulking agents in reduced-fat ice creams. These products are starch hydrolysates (see “Corn Sweeteners” in the next section) with DE <20, but those with fat-replacing properties are typically DE <10. As our understanding of starch digestibility has improved, the development of digestion-resistant starches has also provided new opportunities for fat replacement and caloric reduction. Maltodextrins have lost the starch granular structure and are completely soluble, but they can form thermoreversible gels or macromolecular networks that give rise to their fat mimetic properties. Hence, they can impart a creamy mouthfeel to low-fat frozen desserts with some success.
MCC is comprised of cross-linked, microscopic, insoluble aggregates of aligned cellulose polymers. MCC is usually combined with carboxymethyl cellulose (CMC) to make a colloidal blend (e.g., Avicel). It is primarily used to provide a colloidal particle to low-fat products to improve their creamy mouthfeel perception. Colloidal MCC requires high shear and homogenization for proper dispersion and functionality. It can be used advantageously in low-fat mixes at a rate of 0.2–0.8%.
Methylcellulose and hydroxypropyl methylcellulose are surface-active polymers that form films in solution then gel upon heating, which gives rise to lubricating properties and creaminess in the mouth simulating mouth coating by fat. These molecules have both polar and nonpolar substituents that permit them to reduce interfacial tension between films that are formed between water and fats. Hydroxypropyl methylcellulose has been suggested for use in low-fat frozen desserts. Typical use levels are 0.2–0.8%.
Polydextrose (e.g., Litesse) is a randomly bonded melt condensation polymer of dextrose and lesser amounts of sorbitol and citric acid. It resists breakdown by the enzymes of the human digestive tract so that it yields just 1 kcal/g. The small degree of digestion that produces this caloric output resides in the bacteria of the intestines. The primary function of polydextrose is as a bulking agent. It replaces the bulk of sugar when sugar is replaced by a high-potency sweetener. Polydextrose itself is not sweet, but it has some fat-sparing properties when used in frozen desserts. Solutions of polydextrose have higher viscosities than sucrose or sorbitol at equivalent concentrations. This higher viscosity contributes to desirable mouthfeel. At equivalent solids substitution levels, polydextrose combined 60:40 with sorbitol provides the same freezing point depression as does sucrose.
There have also been several recent developments in the use of other dietary fibers in fat-reduced frozen dessert products. Once such example is the current interest in oat fiber ingredients (e.g., Oatrim, enriched in beta-glucan), for use in low-fat frozen desserts, due also in part to their perceived benefits to health as a dietary fiber. Another dietary fiber of recent interest is inulin, a fructose oligosaccharide of DP 4–20. It has recently been studied in frozen dessert applications by Akalm et al. (2008) and by Aykan et al. (2008), both showing an improvement in sensory qualities although higher mix viscosities. Pectin-based fat replacers are also available. They are comprised of either high methoxyl or low methoxyl pectins, which are well known for their water binding and gelling properties. When processed under high shear, particles are formed that help to create fat mimetic properties.
Other gums and cellulosic substances can mimic some of the functions of fat. They contribute to viscosity, to foam stability, and to control of ice crystal growth. Some blends of gums interact synergistically to form microscopic spherical particles that mimic the rheology and mouthfeel characteristics of emulsified fat. These blends may contain guar, locust bean, and xanthan gums; carrageenan; sodium CMC; and MCC.
Schmidt et al. (1993) studied the rheological, freezing, and melting properties of ice milks manufactured with protein-based or maltodextrin-based fat alternatives. They concluded that the protein-based alternatives produced products more similar to ice cream than did the carbohydrate-based products. This was due in part to the functional contributions of proteins, especially in the area of emulsification and air incorporation, and also to the colloidal nature of the microparticulated proteins. The same was concluded by Liou and Grün (2007).
No fat replacer is satisfactory for all applications. Used in combinations, they can compensate for the loss of several functions of fat. Chief among their deficiencies are lack of creaminess, milk fat flavor, and ability to carry fat-soluble flavors (Hyvonen et al. 2003; Frost et al. 2005; Liou and Grün 2007). It has proven much easier to develop high-quality “light,” reduced-fat products with good consumer acceptability compared to low-fat or nonfat products, which require use of some combination of the fat replacers discussed above.
Milk Solids-Not-Fat/Protein Ingredients
MSNF contributes significantly to the flavor and texture of ice cream. If cream is used as the fat source in ice cream or if milk or skim milk is used as the principal water sources (discussed below), then these ingredients supply some MSNF to the mix, but it is insufficient to deliver the functionality required from the proteins and to develop enough total food solids. Therefore, all ice cream formulations must include a unique source of MSNF, usually either concentrated or dried milk sources, to reach sufficient levels in the mix. MSNF have an indirect effect on flavor. The proteins help give body and a smooth texture to the ice cream, through emulsification of the fat, foam formation and stability of the air bubbles, and viscosity enhancement in the unfrozen phase. Protein content is usually 3–4% in the mix (from a conventional 9–12% MSNF source at 36% protein), although the minimum quantity depends in part of the ratio of casein proteins:whey proteins. Since the processing steps occur sequentially, it may be difficult to deliver optimal protein functionality, for example, a protein present for its good foaming properties may adsorb onto fat interfaces before the foaming step, making it unavailable for foam stability. The optimal protein blend for ice cream, however, has to find the right combination to deliver the best functionality at the least cost.
Lactose adds total solids to the formulation, adds to the sweetness produced largely by the added sugars, and contributes also to the freezing point depression of the other sugars. Lactose can be problematic, however, both due to the number of consumers who are lactose malabsorbers (lactose intolerance, see Chap. 15) and also its low solubility and tendency to crystallize, creating the defect of sandiness (see Chap. 12). For these reasons, excessive lactose concentrations should be avoided. Lactose content is usually less than 6–7% in the mix, although the limit before sandiness is a problem that depends considerably on the stabilizer that has been used.
The mineral salts from MSNF sources carry a slightly salty flavor that rounds out the finished flavor of ice cream. They also contribute to freezing point depression (see Chap. 6), which needs to be carefully considered when using whey ingredients that are high in mineral salt content.
Concentrated Milks
Plain concentrated (condensed, evaporated) skim milk has been the traditional source of MSNF for mixes, used more frequently than any other source of concentrated milk products due to several advantages it can bring to mix quality and manufacturing convenience. It contains 25–35% MSNF and is prepared by evaporating water from skim milk using vacuum and heat. Modern evaporators with high vacuum and multiple effects do not expose the milk to high temperature during processing, so they produce excellent flavor. The liquid nature of the product helps manufacturers with mix ingredient handling. Concentrated milks are normally pasteurized but not sterilized, so the product is perishable and must be refrigerated. A regular supply of fresh product is necessary, since the shelf life is limited.
Sweetened condensed milk is sometimes used as a source of concentrated MSNF. It has a unique, slightly caramelized flavor that can be used to distinguish the flavor of a particular mix. The added sugar (40–44%) improves the keeping quality over that of plain concentrated products, because sugar raises the osmotic pressure and lowers the water activity (a w). Sweetened condensed milk is highly viscous; hence it is not so easily handled as is plain concentrated milk. A common defect in this milk is the formation of large lactose crystals. As the product is made, minute crystals of lactose are induced in it by seeding the concentrate with lactose powder while cooling. If these crystals grow excessively large, the texture will be sandy.
Superheating concentrated milk to a high temperature increases the viscosity at ordinary temperatures. The use of superheated condensed milks in ice cream increases firmness and resistance to melting of the ice cream, especially in formulations where no stabilizers or emulsifiers are used, but also increases cooked flavor. Because superheated concentrated products cost more than plain concentrated products and carry a higher risk of being defective, they are mostly used when manufacturers wish to omit stabilizers. Another method of achieving the same result is to pasteurize the mix for an extended time.
The titratable acidity test can be applied to concentrated milk products. When the products are diluted to the same MSNF concentration as skim milk, the acidity should be approximately the same as fresh skim milk, about 0.15%.
Dried Skim and Whole Milk
Skim milk power (nonfat dry milk) is an excellent traditional source of MSNF when concentrated milks are unavailable, expensive, or inconvenient. It should be purchased in only such quantities as will be used in several weeks and, preferably, should be kept in cold storage. Otherwise, staleness is likely to develop. Low, medium, or high heat powders can be used successfully in ice creams. The denaturation of whey proteins caused by high preheating temperatures tends to produce desirable body and texture characteristics in ice cream, especially when time and/or temperature of mix pasteurization is/are not held above the regulatory minimums. However, the lower the preheating treatment, the better the “fresh” flavor that should be expected. The storability, availability, and low moisture content of skim milk powder are important advantages, but being hygroscopic and prone to oxidize, it must be protected well from moisture, heat, and oxygen during storage. It is also available in the instantized form, which aids in solubility in situations when blending is difficult, such as in small operations. However regular spray-dried skim milk powder is used almost exclusively in frozen dessert mixes due to its lower cost. High-quality skim milk powder is bland, slightly cooked and mildly sweet in flavor, lightly cream colored, free of caking, easily soluble, and hydrates well to its pre-dried structure.
Although significant advances have been made in the technology of production, packaging, and storage of dry whole milk, it is used infrequently in frozen desserts. The major reason is the high risk that whole milk powders will become oxidized and contribute a stale flavor.
Whey Products
Dry whey solids are used widely in frozen desserts, because they are relatively inexpensive sources of milk solids. Federal standards in the US permit substitution of up to 25% of the MSNF as whey solids. In Canada and the EU, there is no legal restriction. Whey contains water, lactose, whey proteins, and a small amount of fat but very little casein. While skim milk powder contains 54.5% lactose and 36% protein, whey powder contains 72–73% lactose and only about 10–12% protein. Thus, it can aggravate some of the problems associated with high lactose, viz., lowered freezing point and potential for sandiness. The only advantage of whey powder is its low cost.
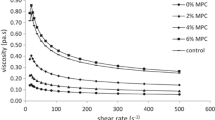
However, an increasing number of whey products are available that have high protein and reduced lactose contents. Most are processed by membrane technology. There has been a great deal of attention to the use of these whey products in ice cream. While the lactose is the problematic component of whey, the whey protein provides very good functional properties. Thus, many of these products can provide much higher quality than can traditional whey ingredients. The level of lactose in whey can be reduced by enzymatic hydrolysis to glucose and galactose; however, the freezing point depression effect of the higher monosaccharide content can cause problems. Ash content in whey can be reduced by demineralization. WPCs with similar protein and lactose contents to skim milk solids can be produced by ultrafiltration (Fig. 3.2). This process utilizes a membrane that allows only low molecular weight components to pass through it, so when whey is ultrafiltered, the retentate becomes enriched in protein as permeate (the solution of water, lactose, and minerals) is continually removed. Protein content can vary from low values of 20–25% to 75% or more, depending on the amount of permeate removed.

Schematic illustration of the process of ultrafiltration as applied to whey to produce whey protein concentrates. The same process can be applied to milk or nonfat milk to concentrate proteins and fat while reducing lactose and salts levels
Whey protein functionality differs from that of micellar casein, due to the very different structures involved. Sourdet et al. (2002, 2003) studied the effects of varying whey protein to casein ratios in ice cream formulations and heat treatments on structure and stability in ice cream. They showed that enhanced whey protein ratios, to an optimum, could improve ice cream characteristics, but heat treatment played an important role in whey protein functionality. Whey proteins can be modified to improve functionality for ice cream mix through either high-pressure processing (Lim et al. 2008a, b; Huppertz et al. 2011) or through heat aggregation (Relkin et al. 2006). Whey protein isolates (WPI) from ion exchange processing, which contain no lactose, are also available for blending with other ingredients to provide the MSNF content desired for ice cream formulations when no lactose is desired. WPI has been shown to increase mix viscosity and increase ice cream hardness and melting resistance (Akalm et al. 2008).
Milk Powder Blends
It has become common practice to utilize milk protein-based powder blends in ice cream formulations as a replacement source for some of the traditional sources of MSNF. These are proprietary blends of WPCs, milk protein concentrates (MPCs) or skim milk powder, caseinates, and whey powders formulated with less protein than skim milk powder, and thus less cost. The ratio of casein proteins:whey proteins is also decreased relative to the traditional sources of MSNF. They are available from a number of milk ingredient suppliers. However, they must be blended with an appropriate balance of whey proteins and caseins to fulfill the functional roles of proteins in ice cream. Often, the protein has been modified physically, chemically, or enzymatically to improve its functionality. Caution must be exercised in excessive use of these powders, as they do contain higher amounts of lactose than skim milk powder and protein may be limiting in some applications. Experimentation with individual mix formulations is thus required.
Other Milk Solids-Not-Fat Ingredients
Special commercial milk protein products are often used as constituents of ice cream mix. These products include sodium caseinate, MPCs and other delactosed milk products, modified MSNF, certain mineral salts, and combinations of some of these products with whey products. The products function to improve whippability, resistance to heat shock, and body and texture.
It is possible to produce concentrated protein products from the casein portion of milk proteins, the most common for use as a food ingredient being sodium caseinate. A small percentage of sodium caseinate in ice cream (0.5–1%) may be useful in contributing to functional properties, particularly aeration and emulsification. However, the functionality of sodium caseinate is different than that of micellar casein, the form in which it is found in milk ingredients. Thus, its functional properties need to be considered when proposing its use. It can contribute positively to aeration. It thus serves as an aid to whipping and tends to improve texture. It also provides very good emulsification of the fat, but may lead to an emulsion that is too stable to undergo the required degree of partial coalescence. This can be offset by using emulsifiers to replace caseinate at the fat–serum interface, although caseinate is more difficult to displace than micellar casein. It is most desirable to have the caseinate in the serum phase rather than at this interface. The risk of introducing a stale flavor via sodium caseinate can be significant.
The main purposes of using low lactose products in ice cream are to reduce the risk that sandiness will develop during storage of the product and to provide alternative products to consumers who are lactose malabsorbers. Additionally, because lactose, being dissolved, lowers the freezing point of the mix, removal of a portion of it permits drawing of ice cream from the freezer at a higher temperature than if all of the lactose is left in the product. The use of low lactose milk solids may increase apparent mix acidity, because the increased protein concentration increases the concentration of buffering substances in the product. However, increasing the protein concentration of a mix can improve texture and resistance to heat shock.
Low lactose milk solids are derived from skim milk that has been ultrafiltered (UF) or diafiltered. For example, concentrating skim milk by UF to one-half its initial volume reduces the total lactose by one-half while concentrating the proteins to double their initial concentration (Fig. 3.1). If the retentate from the process (permeate is the water and dissolved materials that pass through the ultrafiltration membrane) is brought back to volume with water, and the process of filtration under pressure is repeated to reduce the volume to one-half the initial volume (referred to as diafiltration), only one-fourth of the initial lactose will remain in the retentate. Use of such MPCs in place of traditional sources of MSNF has resulted in smoother texture, higher freezing point, and harder body of ice cream (Alvarez et al. 2005). Higher protein in frozen desserts made with retentate increases the amount of water of hydration and thus can reduce the amount of stabilizer needed. By adding an alternative carbohydrate, such as dextrose, to the mix, the freezing point can be lowered and the body softened (Geilman and Schmidt 1992). Patel et al. (2006) increased protein content in ice cream mix by 30%, 60%, or 90% using MPC or WPC and showed that increased protein content led to smaller ice crystal size and firmer texture. Use of UF retentate and, particularly, diafiltered retentate to replace MSNF, and especially to replace whey solids, in frozen desserts greatly increases the amount of the dessert that can be eaten without the chance of discomfort by lactose malabsorbers.
Nondairy Protein Ingredients
There are a number of nondairy frozen desserts in the market, based on soy ingredients, nut ingredients, and other combinations. These are discussed in more detail in Chap. 15. Nondairy proteins have also been added to dairy mixes, where allowed depending on the legal jurisdiction (e.g., such is not permitted in the United States or Canada). Pereira et al. (2011) showed that up to 20% of milk protein could be substituted for soy protein in ice cream formulations. The soy-supplemented formulations exhibited good physical properties. Beyond 20% substitution, however, flavor problems developed.
Sources of Water
Potable Water
All mixes require a source of water to standardize the content of fat and MSNF. Good quality mixes can be prepared from the fat and MSNF sources described above and water. However it may also be common practice to use fluid milk as the main source of water. If water is used, it must be high quality and potable, free of contamination. Water varies in pH, alkalinity, and hardness, but unless any of these parameters are extreme, water does not need to be chemically treated (e.g., softened or mineral-adjusted) before use. When water is used to balance the mix, a larger portion of dry or concentrated skim milk is used to supply MSNF compared to milk.
Milk, Skim Milk, and Buttermilk
Fresh milk or skim milk can be used in the mix to provide the source of water necessary for balancing the formulation whenever available at reasonable prices, as it is also usually an economical and high-quality source of MSNF. Fat present in whole milk must be accounted for when determining the required amount of the concentrated fat source. Fresh whole or skim milk must have a low titratable acidity, a low bacteria count, and a clean flavor. It should be noted, though, that the contribution of MSNF from milk and cream (if used as the fat source) is insufficient to reach the level of MSNF required in most ice cream formulations, thus requiring the use of a concentrated source of MSNF, as discussed above.
Sweet cream buttermilk is obtained by churning cream that has not developed detectable acidity, that is, cream that is of a quality suitable for use in any retail product. Sweet cream buttermilk can also be used as a source of water and MSNF in the mix and has beneficial effects on the whippability of mixes and contributes richness of flavor. Buttermilk is especially desirable in ice cream made without added emulsifiers, low in fat content, or with any form of de-emulsified milk fat (e.g., butter), because it may be enriched in milk fat globule membrane material that is segregated from butter during the churning process. Concentrated or dry buttermilk may also be available, to be used as a concentrated source of MSNF. Buttermilk or concentrated buttermilk should be treated as any other fresh pasteurized milk product. Dry buttermilk can be kept for several weeks to a few months depending on storage conditions (store in a dry cool place), type of package (protect from air and moisture), moisture content, and the initial quality. Because dry buttermilk normally contains a higher fat content than dry skim milk (churning is less efficient at fat removal than centrifugal separation), it may be prone to oxidation during prolonged storage, especially at elevated temperatures. The significant fat content of the buttermilk needs to be considered in calculating fat content within the mix.
Sweeteners
Many kinds of nutritive sweeteners are used in ice cream (Tables 3.1, 3.2, and 3.4). They include cane and beet sugars, many types of corn sweeteners, maple sugar, honey, invert sugar, fructose, molasses, malt syrup, brown sugar, and lactose. The traditional and still the most common choice of sweetener system in mixes is a combination of sucrose (10–12%) and corn sweeteners derived from hydrolysis of corn starch (corn syrup solids, CSS, usually 3–5%). The main function of sweeteners is to increase the acceptance of the product by making it sweet and by enhancing the pleasing creamy flavor and the delicate fruit flavors. Lack of sweetness produces a flat taste; too much tends to overshadow desirable flavors. The desired sweetness of ice cream is that approximately equivalent to 13–16% sucrose in a 36–38% total solids mix. Sweetness depends on the concentration of sweetener in the water of the mix; thus, decreasing the water of the mix is equivalent to increasing the sweetness. Sweeteners, being dissolved, lower the freezing point of the mix, and this leads to an increased rate of melting. High levels can also reduce whippability, especially important for batch freezer operation. The major considerations in blending sweeteners are relative sweetness, contribution to total solids, and freezing point depression of the mix.
Sucrose: Crystalline and Liquid
Sucrose, commonly known as granulated or table sugar, is made from sugar cane or sugar beets. Being crystalline, it is approximately 99.9% solids (i.e., carries very little water or other impurities) and has a density of 1.588 g/mL. It is highly soluble so is available also as a syrup containing approximately 67% solids. Sucrose remains soluble in ice cream to very low temperatures (∼ -20°C, depending on the formulation). To freeze-concentrate sucrose to >65% saturation requires ∼90% of the water in a normal formulation to be frozen and the kinetics of crystallization at such low temperature and high viscosity are formidably slow. Hence it generally remains supersaturated at <-20°C. In very rare instances, sucrose has crystallized from ice cream at these low temperatures, although the factors contributing to this are unknown. Sucrose concentrations in mix formulations are limited by high levels of sweetness. Sucrose depresses the freezing point; each 1% increase in sucrose in an ice cream mix lowers the freezing point about 0.1°C (0.2 °F) (see Calculations in Chap. 6). Sucrose may be used as the sole sweetener in ice cream with excellent results, especially in high solids (e.g., premium or superpremium) formulations where the additional body from CSS is not wanted. However, use of sucrose as the sole sweetener in ices or sherbets may result in formation of crystals on the surfaces. This defect in ices and sherbets can be avoided by using one part of dextrose to 3.5 parts of sucrose.
Syrups or liquid sweeteners provide the convenience of handling in large systems, since the metering of them can be controlled with computers and in-line metering devices. The total solids content of sucrose syrups can be measured with hydrometry or refractometry and reported as °Brix, a scale which is calibrated by density of % sucrose solutions (Table 3.4). Another scale used with hydrometers is °Baumé, which is calibrated against density of % salt solutions, although this is presently in far less use than °Brix. The Baumé and Brix scales can be related for sucrose syrups as shown in Table 3.5.
Corn Sweeteners
It has been common practice in the industry for many years to substitute sweeteners derived from corn starch or other starch sources such as potato, tapioca, rice, oat, or wheat for a portion or all of the sucrose. A typical conventional sweetener blend for an ice cream mix usually includes 10–12% sucrose and 3–5% CSS (corn starch hydrolysate syrup, commonly referred to as “glucose solids,” but not to be confused with glucose, the monosaccharide). The use of CSS in ice cream is generally perceived to provide enhanced smoothness by contributing to a firmer and more chewy texture, to provide better meltdown characteristics, to bring out and accentuate fruit flavors, to reduce heat shock potential, which improves the shelf life of the finished product, and to provide an economical source of solids.
Starch is a high molecular weight polymer of the monosaccharide glucose (also known commonly as dextrose) and is comprised of two fractions, amylose, a linear fraction, and amylopectin, a branched fraction (waxy starch). During the hydrolysis process, amylose and amylopectin are continually and systematically cleaved at the 1,4 glucosidic linkages by enzymes (randomly by α-amylase to reduce total molecular weight, and sequentially by either glucoamylase to produce dextrose or β-amylase to produce maltose) resulting in controllable mixtures of medium (oligosaccharides) and low (dextrose, maltose, maltotriose) molecular weight units (Fig. 3.3). Each bond hydrolyzed produces a free aldehyde group that has the same reducing ability as does dextrose. This makes it possible to monitor the process of hydrolysis, the extent of which is termed the dextrose equivalent or DE.

An illustration of the products that result from the hydrolysis of corn starch and their properties relevant to ice cream manufacture
Maltodextrins are only slightly hydrolyzed; consequently they range in DE from 4 to 20 and are only slightly sweet. Maltodextrin can be used in the production of low-fat frozen desserts where it is desirable to find ingredients that contribute greatly to body in low solids formulations. There are several maltodextrin ingredients available that are specifically designed for low-fat systems. The medium molecular weight saccharides (dextrins) are effective stabilizers and slow the formation of large ice crystals, thus improving heat-shock resistance. They also improve cohesive and adhesive textural properties, resulting in positive contributions to the body and meltdown of ice cream. The smaller molecular weight sugars provide smoothness, sweetness, and flavor enhancement. Dextrose, being a monosaccharide, causes greater freezing point depression than sucrose, maltose, or lactose. With the appropriate use of enzyme technology, corn syrup manufacturers have the ability to control the ratios of high to low molecular weight components, and the ratios of maltose, the disaccharide, to dextrose, the monosaccharide. High maltose syrups reduce the effect of dextrose on freezing point.
Starch hydrolysate products having 20 to about 70% of the glucosidic linkages broken are known as corn syrups. They are classified based on degree of conversion as low conversion, 28–38 DE; regular conversion, 39–48 DE; intermediate conversion, 49–58 DE; and high conversion, 59–68 DE. The ratio of higher to lower molecular weight fractions can be estimated from the dextrose equivalent (DE) of the syrup. Figure 3.3 shows that as the DE increases, the sweetness increases but the freezing point decreases, and the contribution to viscosity and chewiness in the mouth decreases. Thus, optimization of DE and concentration of corn sweeteners are required for the most beneficial effects. These sweeteners are available in liquid (∼80% solids) or dried form. Densities of liquid products based on composition are shown in Table 3.6. Dry products are also available that have been agglomerated to produce powders with high wettability and little dust. Ice cream manufacturers usually use liquid or dry corn syrup products with a 28–42 DE.
With further enzyme processing (using glucose isomerase), dextrose can be converted to fructose (Fig. 3.3), as in the production of high fructose corn sweeteners (HFCS). The resultant syrups are much sweeter than sucrose, although they have more monosaccharides and thus contribute more to freezing point depression than does sucrose. The most commonly used type is HFCS 42. It contains 42% fructose, 52% dextrose, and 6% higher saccharides. HFCS 90 is a super sweet mixture of 90% fructose, 7% dextrose, and 3% higher saccharides. Compared with sucrose, high fructose corn syrups (42, 55 and 90%) are from 1.8 to 1.9 times as sweet and lower the freezing point nearly twice as much (Table 3.4). Another product of the corn syrup industry is high maltose syrup. Whereas high fructose syrup is high in monosaccharide composition, high maltose syrup would be high in disaccharide composition, which would have been closer to the same impact on freezing point depression as sucrose, compared to fructose. Satisfactory use of HFCS requires optimization of the concentrations of all sweeteners, to achieve the right balance of sweetness, freezing point depression, and total solids. Blends of high fructose syrup (mostly for sweetness), high maltose syrup (to balance the freezing point depression), and low-DE syrup (to enhance mix viscosity and ice cream body) can be utilized to provide appropriate sweetness, freezing point depression, and total solids, in the absence of sucrose (Goff et al. 1990a, b).
Pure crystalline glucose (dextrose) and fructose are also available from the corn sweetener industry. These are both monosaccharides and thus should not be used alone. They can be used in combination with other sweeteners to achieve the desired freezing point depression and ice cream firmness. Dextrose is a white granular material that contains approximately 99.8% sugar solids. Because it is only about 80% as sweet as sucrose, 1.25 parts of dextrose are required to replace 1 part of sucrose. Dextrose lowers the freezing point nearly twice as much as does sucrose on a weight for weight basis, because it has about one-half the molecular weight of sucrose.
Maple and Brown Sugars
Maple sugar and brown sugar contain characteristic flavoring components that limit their use in ice cream. For example, only 6% of maple sugar in the mix will produce a distinct maple flavor. An additional impediment to their use is their comparative high cost.
Both maple and brown sugar are very high in sucrose. Maple sugar contains about 86% sucrose, 10% moisture, and 4% invert sugar, whereas maple syrup contains about 52% sucrose, 45% moisture, and 3% invert sugar.
Honey
Honey is comprised of about 74.5% invert sugar, 17.5% moisture, 2% sucrose, 2% dextrin, and 4% miscellaneous matter. It is used in ice cream principally to provide honey flavor in a honey–vanilla ice cream. The milder flavored and lighter colored honeys are generally preferred. Sweet clover or alfalfa honeys are most commonly used. Usually both the desired sweetness and honey flavor will be provided by a combination of 9% honey and 8% sucrose. If more honey is used, freezing and hardening difficulties may be experienced. There is also the possibility of using honey in combination with low- or medium-DE CSS, because they do not depress the freezing point as much as do other sweeteners. A combination of 12% honey and 8% low-DE CSS would allow the use of a greater percentage of honey without freezing difficulties. Honey flavor may blend poorly with other flavors, aside from honey–vanilla, so the addition of other flavors to honey-flavored ice cream is seldom advisable.
Sugar Alcohols
The group of mono- and disaccharide sugar alcohols, the polyols, includes sorbitol, mannitol, xylitol, erythritol, lactitol, maltitol, isomalt, and some related hydrogenated starch hydrolysates. They are extensively described in Wilson (2007) and Nabors (2001). Their main use in frozen dairy desserts is in low-sugar or sugar-free formulations. Generally, they contribute to a much lower glycemic index than conventional sweeteners so they are very beneficial in the diets of insulin-dependent diabetics (Whelan et al. 2008). Since the numbers of people with diabetes is increasing at an alarming rate, the interest in formulations containing the sugar alcohols is also increasing for both consumers and manufacturers (see Chap. 15 for a discussion of formulations). They are often combined with the intense sweeteners to arrive at satisfactory combinations, for example, maltitol and sucralose to match both the freezing curve and sweetness of sucrose-containing formulations. They also function as bodying/bulking agents, sweeteners, and crystallization inhibitors. These substances vary in their relative sweetness, freezing point depression, solubility, heat of solution (cooling effect), stability, laxation potential, caloric content, and cost. Although polyols are considered fully caloric in Canada (4 kcal/g), the European Union recognizes a caloric value of 2.4 kcal/g as an acceptable average for all polyols for labeling purposes. In the United States, self-determination of the caloric content is permitted, and some of the acknowledged values from the FDA are 2.6 kcal/g for sorbitol, 1.6 kcal/g for mannitol, 2.4 kcal/g for xylitol, 2.1 kcal/g for maltitol, 2 kcal/g for lactitol, and 2 kcal/g for isomalt.
Sorbitol and mannitol are monosaccharide alcohols found naturally in fruit juices of apples, pears, cherries, and plums. Mannitol is the major constituent of manna, an exudate of the ash tree, or as a component of mushrooms and marine algae. Sorbitol and mannitol can also be produced by hydrogenation of glucose and fructose, respectively. Both weigh the same, but sorbitol is 0.6× as sweet while mannitol is 0.5× as sweet as sucrose. Sorbitol is hygroscopic while mannitol is not. They both provide a cooling effect in the mouth due to their negative heat of solution. As monosaccharides, they have twice the freezing point depression effect as sucrose on a per weight basis. Both are generally recognized as safe (GRAS) in the USA and are approved for use in Canada, the EU, and many other countries. The laxation thresholds, in g/day, are considered to be 50 for sorbitol and 20 for mannitol.
During digestion, small amounts of sorbitol and mannitol are slowly absorbed through the wall of the small intestine and metabolized by the liver. However, most of the utilization occurs in the colon where the polyols are converted to volatile fatty acids by bacteria. Because they enter the glycogenolytic pathways without dependence on insulin, polyols do not cause appreciable increases in blood glucose levels when eaten.
Xylitol is a five-carbon polyol with similar sweetness as sucrose. It is the sweetest of the polyols and has the most cooling effect. As a lower molecular weight sweetener than the monosaccharides, it could not be used in ice cream at a one-to-one replacement for sucrose due to its freezing point depression effect.
Maltitol differs from sorbitol and mannitol in its physical properties because it is hydrogenated maltose, a disaccharide. It provides similar freezing point depression and sweetness as sucrose and does not provide the cooling effect of sorbitol and mannitol. Its laxation threshold is set at 100 g/day before a warning label must be used. It is widely approved for food use in many countries. Because it mimics the properties of sucrose well, it is probably the most extensively used of the polyols for ice cream manufacture.
Lactitol is the product of hydrogenation of lactose, thus also a disaccharide polyol. It has similar freezing point characteristics to sucrose, but it has only 0.3–0.4× the sweetness of sucrose. Its use is permitted in most countries.
Isomalt forms when sucrose is enzymatically rearranged to isomaltulose and the latter is hydrogenated. Sorbitol and mannitol are equimolar building blocks of isomalt. It is approximately one-half as sweet as sucrose and is non-cariogenic but tends to crystallize because of low solubility in water (25% at 20°C compared to 67% for sucrose).
Combinations of the sugar alcohols, starch hydrolysates, and oligosaccharides have been studied for their contributions to mix rheology, ice cream thermal characteristics and physical properties, and sensory quality (Soukoulis et al. 2010). The thermal melting profile of the mix, ice cream hardness, and meltdown rate (structural collapse) were all affected by variations in the sugar alcohols, as expected, but these physical properties were found to correlate well with sensory properties, suggesting the importance of these variables in product development of novel sweetener-modified formulations. Whelan et al. (2008) likewise reported that once freezing profiles of sugar alcohol-containing products were matched to controls, all other variables were also found to match well. Sweetness of such formulations can be modified by the high-potency sweeteners (described next) with no further effect on physical properties.
Nonnutritive Sweeteners
Many high-potency sweeteners are either commercially available or are in various stages of testing and regulatory approval. With increasing levels of diabetes in the USA and globally, consumer interest in no sugar added or sugar-free formulations is rising, hence so too is the use of these sweeteners not only in caloric management but also in diabetes management (Gougeon et al. 2004). They are used successfully in some products, soft drinks for example, where sweetness is desired but total solids and other physical characteristics of sucrose, for example, freezing point depression, are not important. In ice cream and related products, however, total solids and freezing point depression are very important to consider when replacing sugar for caloric reduction or blood glucose control. It is perhaps easy to find a high-potency sweetener to replace the sweetness of sucrose and CSS, but what is then used to produce freezing point depression and to build total solids without contributing to blood glucose or caloric intake? Polydextrose is one such low-calorie bulking agent that can be used at a significant concentration without greatly affecting viscosity, but it contributes little to freezing point depression. Another factor to consider in looking at sugar replacement for caloric reduction is that the sugars contribute only a small fraction of the calories in frozen desserts compared to the contribution of fat. Therefore, fat replacement should be targeted first and sugar replacement only if further reductions are required. The more common high-potency sweeteners are described below, but these limitations to their use should be recognized. Intense, nonnutritive sweeteners are extensively described in Wilson (2007), Gougeon (2004), and Nabors (2001). Some of them are in fact digested and thus caloric, but they are often considered nonnutritive due to the very low concentrations required in foods to provide adequate sweetness.
The use of these sweeteners in diabetes management is receiving ever-increasing attention. Current evidence confirms that low-calorie sweeteners do not stimulate appetite or affect mechanisms that regulate hunger and satiety. Intakes of up to the acceptable daily intake value for each of aspartame, sucralose, saccharine, and cyclamate do not affect glycemic control or blood lipids in persons with diabetes (Gougeon 2004).
Saccharin, discovered in 1879 at Johns Hopkins University, is an organic compound that produces no glycemic response. It is approximately 300–500 times as sweet as sucrose but produces a slight aftertaste on its own. It can withstand long periods of storage as well as heat. It has been thoroughly studied throughout its history and, despite earlier concerns about its safety, has been declared safe by numerous scientific bodies. It is widely permitted in more than 100 countries including the USA, but its use in manufactured products, including ice cream, may be restricted.
Aspartame (common trade name NutraSweet) was discovered in 1965 by a chemist who was attempting to develop an antiulcer medicine. It is the methyl ester of two amino acids, l-aspartic acid (aspartate) and l-phenylalanine, both of which occur naturally in foods. Furthermore, it is digested in the same manner as other amino acids. However, it contributes few calories to a serving of ice cream because of the low concentration of it needed to sweeten as compared with sucrose (∼200 times as sweet as sucrose). The taste of aspartame is quite similar to that of sucrose. It shows sweetness synergy with several other sweeteners, for example, saccharin and acesulfame K, and enhances some flavors. At high temperature in dry environments, aspartame undergoes hydrolysis and loss of sweetness, but this is not an issue in the normal pasteurization of ice cream mixes. More than 100 scientific studies were conducted to support the food additive petition made to the US Food and Drug Administration, making it one of the most thoroughly studied food additives in history. Its safety continues to be critically and comprehensively monitored and thus far confirmed. Persons with the rare hereditary disease phenylketonuria (PKU) must control their intake of phenylalanine from all sources, including aspartame. These persons, about 1 in 15,000, are diagnosed at birth by a blood test performed on all newborn. Because aspartame use in foods may introduce a new source of phenylalanine in the diet, products containing this sweetener must carry a warning statement on the label. Aspartame has been declared safe by numerous scientific bodies, the Joint FAO/WHO Expert Committee on Food Additives of Codex Alimentarius and the regulatory agencies of more than 100 countries around the world, including the USA and the EU.
Acesulfame potassium (acesulfame K, common trade name Sunett) is an organic salt, containing sulfur and nitrogen. It is 150–200 times as sweet as sucrose. It is excreted through the human digestive system unchanged and, therefore, is nonnutritive and noncaloric. It is now widely approved by many countries (Gougeon 2004). Acesulfame K is very stable and soluble, does not decompose on heating, and has a synergistic sweetening effect with aspartame, cyclamate, and several nutritive sweeteners. Since both acesulfame K and aspartame are charged and carry a metal ion as a salt, it is possible to produce sweetener–sweetener salts with favorable properties. Chemically combined mixtures of acesulfame and aspartame have been shown to provide a sweetness profile very similar to sucrose.
Sucralose (common trade name Splenda) is the generic name of a high-intensity, noncaloric sweetener derived from sucrose through chlorination. It looks and tastes like sugar but is, on the average, 600 times sweeter. It is useful and becoming widely used in a wide range of foods and beverages including frozen desserts. In general, the sweetness of sucralose decreases with increased sweetener concentration or pH and with decreased temperature. It remains stable during pasteurization treatment and at pH ranges common to frozen desserts, that is, from 3 to 7. It is also now widely approved.
There are several naturally occurring intensely sweet substances, including thaumatin and stevia. Thaumatin is reportedly 2,000–3,000× sweeter than sucrose but leaves a licorice aftertaste in high doses. It has limited regulatory approvals. Stevioside, the sweet compound, is extracted from the leaves of the stevia herb and is reportedly 100–150× sweeter than sucrose. It, too, has limited regulatory approval but is growing in popularity due to its natural extraction process.
Stabilizers
Ice cream stabilizers are a group of ingredients (usually polysaccharides) commonly used in ice cream formulations. The primary purposes for using stabilizers in ice cream are:
-
To increase mix viscosity.
-
To stabilize the mix to prevent wheying off (e.g., carrageenan).
-
To aid in suspension of flavoring particles.
-
To produce a stable foam with easy cutoff and stiffness at the barrel freezer for packaging.
-
To retard or reduce ice and lactose crystal growth during storage, especially during periods of temperature fluctuation, known as heat shock.
-
To slow down moisture migration from the product to the package or the air.
-
To help to prevent shrinkage of the product volume during storage.
-
To provide uniformity to the product and resistance to melting.
-
To produce smoothness in texture during consumption.
Many of these functions are attributed to enhanced viscosity of the unfrozen phase in ice cream. Stabilizers must also have a clean, neutral flavor, not bind to ice cream flavors, contribute to acceptable meltdown of the ice cream, and provide desirable texture upon consumption. Limitations on their use include excessive mix viscosity; contribution to a heavy, soggy body; and production of undesirable melting characteristics. Although stabilizers increase mix viscosity, they have little or no impact on freezing point depression.
Most ice cream manufacturers use commercial stabilizer/emulsifier blends formulated by specialized firms with ingredients that they purchased from primary suppliers. These blends usually are combinations of stabilizers and emulsifiers but are sometimes referred to in short as stabilizers. The most frequently used ingredients in mixtures for regular ice cream are guar and locust bean gums (LBGs), cellulose gum (the primary hydrocolloids), carrageenan (the secondary hydrocolloid), mono/diglycerides, and polysorbate 80 (the emulsifiers). Historically, gelatin was used in most formulations or home recipes as an ice cream stabilizer. However, the ice cream industry has made many improvements in the stabilization and emulsification of ice cream and other frozen desserts, and a range of polysaccharide gums has been available since the 1950s or 1960s, which, for both functional and economical reasons, has largely displaced the use of gelatin. Blends are formulated to deliver the desired functionality for mixes with specific formulation characteristics and production demands, to disperse readily, to dissolve at selected temperatures, to minimize dust formation, and to be priced satisfactorily for the intended product. Food scientists working with the primary and secondary sources of these important ingredients will continue to contribute to their successful use and to high quality of the frozen desserts that consumers demand.
The amount and kind of stabilizer/emulsifier blend needed in ice cream varies with mix composition; ingredients used; processing times, temperatures, and pressures; storage temperature and time; and many other factors. Generally, the best advice is to follow the recommendations of the supplier. Usually 0.2–0.5% of a stabilizer/emulsifier blend is used in the ice cream mix. Excessive use of stabilizer leads to an ice cream defect known as gumminess, in which the product does not melt sufficiently quickly in the mouth and retains excessive chewiness. Some stabilizers lead to gumminess at lower concentration than others, so product development requires caution when optimizing stabilizer concentrations for physical functionality.
The stabilizers function very differently than the emulsifiers (see Chap. 11 for more detailed discussion of their role in ice cream structure and Chap. 12 regarding their role in ice cream shelf life). Stabilizers are all very large, bulky macromolecules. They have a great ability to interact with water through hydration (water holding) and swelling, thus occupying a large solution volume and, at sufficient concentration, entangling and interacting with each other. Therefore they are also frequently referred to as hydrocolloids. This behavior greatly modifies the rheological characteristics of solutions, and it is the modification of rheological properties and interaction with water that gives rise to their functional properties. It must be remembered that freeze concentration of the unfrozen phase results in a polysaccharide concentration several times higher than what was present in the original mix. As ice freezes out of solution in frozen desserts, stabilizer concentration, which may be only 0.25–1.0% in the unfrozen mix, increases manyfold in the unfrozen milieu. Thus, investigation of the effectiveness and action of stabilizers must occur at these elevated concentrations, where molecular interactions, both among themselves and with proteins, are greatly enhanced. Stabilizers and their properties have recently been reviewed by Bahramparvar and Tehrani (2011).
The hydrocolloids used as stabilizers in frozen desserts fall into the following categories (frequently used ones in italics). Except for gelatin (a protein), these hydrocolloids are polysaccharides, polymers of sugar residues.
Proteins | Gelatin |
Plant exudates | Arabic, ghatti, karaya, and tragacanth gums |
Seed gums | Locust (carob) bean, guar, psyllium, starch, and modified starches |
Microbial gums | Xanthan |
Seaweed extracts | Agar, alginates, carrageenan |
Pectins | Low and high methoxyl |
Cellulosics | Sodium carboxymethylcellulose (cellulose gum), microcrystalline cellulose (cellulose gel), methyl and methylethyl celluloses, hydroxypropyl and hydroxypropylmethyl celluloses |
Functionality of these hydrocolloids varies and can be modified by changing the chemical structure of the natural forms. Individual hydrocolloids, regardless of type, seldom perform all of the desired functions. Each has a particular effect on body, texture, meltdown, and stability in storage. Therefore, to gain synergism in function, individual substances are usually combined as mixtures of stabilizers and emulsifiers. Components selected vary with the composition of the mixes and the outcomes expected from their use, including cost. Most of the hydrocolloids used are incompatible in solution with milk proteins, especially casein micelles (Bourriot et al. 1999a, b; Schorsch et al. 1999, 2000), and thus will cause a phase separation known as wheying off (see Chap. 11). Carrageenan can retard this separation phenomenon at very low concentration and thus is used extensively in most stabilizer blends. Much experimentation is involved in determining the right combination and concentrations of the several available hydrocolloids to perform the functions desired for a given formula and market niche.
Characteristics of Individual Stabilizer Ingredients
Alginate: Alginate is an extract of the brown algae, kelp, a seaweed. It is a polysaccharide comprised of the sugar acid monomers mannuronic acid and guluronic acid, as either polymers of each or as mixed polymers. It is a charged polymer that is neutralized with an ion. The soluble form, sodium, ionizes in water and the polymer reacts with calcium ions to produce an insoluble gel of calcium alginate; this reaction is used to form a host of fabricated foods gelled with sodium alginate and calcium chloride. The most common form for ice cream is sodium alginate, but propylene glycol alginate is also sometimes used. To prevent the gelation reaction with calcium ions in milk, sodium alginate is blended with a calcium chelator, such as disodium phosphate, which then reacts to form tricalcium phosphate. Sodium alginate dissolves readily in cold or hot water, but can be degraded if held hot for too long. It is not widely used in ice creams.
Carboxymethyl Cellulose (CMC): CMC, known also as cellulose gum, is derived from the cellulose of plant material. Cellulose is comprised of glucose monomers but is not digestible by humans, nor is it soluble as it is extensively cross-linked through hydrogen bonds. To make it soluble and useful as a food ingredient, cellulose is derivatized by adding side group constituents such as carboxymethyl groups, which open up the backbone structure of the polymer. Because CMC is charged, it is neutralized with an ion, usually sodium. The parameters of importance in selecting CMC’s for food use include the degree of substitution of carboxymethyl groups (the more highly substituted, the more soluble it becomes), the uniformity of substitution (the more random the substitution, the more thixotropic the behavior in water due to the presence of unsubstituted regions that can interact with each other; thixotropic means thinning with shearing time), and the degree of polymerization (the longer the molecule, the more viscous the solution). CMC is easily dissolved in the mix, and has a high water-holding capacity so is considered a very good ice cream stabilizer.
Carrageenan: Carrageenan is derived from an extract of red algal seaweed, including the original source Chondrus crispus (Irish Moss), Gigartina skottsbergii, Gigartina radula and other Gigartina sp., Furcellaria sp., Eucheuma cottonii and other Eucheuma sp., and Sarcothalia chrispita. It is produced in coastal regions of such countries as Chile, the Philippines, Canada, the United States, France, Spain, Denmark, and Ireland. Chile and the Philippine islands lead in world production. It is a polymer of galactose with a sulfate ester content of 20% or more. There are at least three natural forms classified by the amount of sulfate in the molecules. Lambda-carrageenan has ∼35% ester sulfate groups and is cold soluble; iota carrageenan has ∼32% ester sulfate groups and is less soluble; and kappa (κ)-carrageenan has ∼25% ester sulfate groups and can form rigid, thermoreversible, high-strength gels. κ-2 carrageenan is a block copolymer of kappa and iota. Carrageenans are negatively charged, and, therefore, can be neutralized with potassium, sodium, and calcium ions. These extracts of red seaweed are not found in pure form. Instead they are marketed as mixtures in which the dominant fraction determines the classification (Bixler et al. 2001).
In ice cream applications, κ-carrageenan fractions are frequently used not as a primary stabilizer but as a secondary hydrocolloid to prevent wheying off of mix, a condition promoted by the other stabilizers due to their incompatibility in solution with milk proteins. Hence it is included in most blended stabilizer formulations at usage rates of 0.01–0.015%. At higher concentrations, the carrageenan would begin to gel and fail to function well. At typical usage levels, carrageenan contributes very little to viscosity in hot mixes. However, as mixes cool, the κ-carrageenan undergoes a conformational change from a coil to a helix at around 40°C. The helical form produces structures that increase viscosity and create a weak gel, enhanced by addition of potassium ions, that is easily broken by shear. In the quiescent state, this gel is capable of holding dispersed particles in suspension (e.g., cocoa fibers in chocolate milk). After homogenization and cooling of mix, as casein micelles begin to separate from polysaccharides in solution, this weak gel of kappa carrageenan helices stabilizes casein micelles to prevent further phase separation at a visual level (Bourriot et al. 1999b; Schorsch et al. 2000; Vega and Goff 2005; Vega et al. 2004, 2005). Kappa and iota carrageenans also react electrostatically with positive regions of κ-casein, which contributes to prevent phase separation by interacting with the carrageenan network (Spagnuolo et al. 2005). These phenomena improve resistance to separation of protein- and polysaccharide-rich phases in ice cream mixes. This can be a special problem with soft-serve or shake mixes for fast-food restaurant applications, when the mix must have a shelf life of several days, and in ice cream during melting. Protein-polysaccharide phase separation and the functionality of κ-carrageenan are described more fully in Chap. 11.
Gelatin: Gelatin is a protein derived from collagen of animal origin. It was used almost exclusively in the ice cream industry as a stabilizer but has gradually been replaced with polysaccharides of plant origin due to their increased availability and reduced cost. However, gelatin is a good ice cream stabilizer and is still used to some extent. It forms a weak gel that melts readily in the mouth giving no impression of gumminess. Gelatin hydrolysates have received some recent research attention also as ice recrystallization inhibition agents (see below).
Guar gum: Guar gum is derived from the bush Cyamoposis tetragonolba, a member of the legume family grown in India and Pakistan for centuries and now grown to a limited extent also in the USA. The gum is contained in the endosperm of the bean, about 80% of the endosperm by weight. It is comprised of a galactomannan polysaccharide made up of a backbone of mannose with single-branched galactose units similar in structure to LBG. However, it is more heavily substituted than LBG at a rate of about one galactose to every two mannose units. The substitution is not uniform, so some unsubstituted regions exist within the molecule. Nevertheless, the high degree of substitution means that it is easily hydrated and thus dissolves readily in cold water (10–30°C). This property makes it highly desirable as a polysaccharide for use in HTST applications, where blending of the stabilizer into the mix is done preferably cold and little time is provided for polysaccharide hydration. It produces highly viscous and thixotropic (thinning with shearing time) mixes at low concentrations within about 2 h.
Locust Bean Gum (LBG): LBG, also known also as carob bean gum, is derived from the beans of the ancient tree Ceratonia siliqua grown mostly around the Mediterranean. The gum is contained in the endosperm of the bean, about 90% of the endosperm by weight. Like guar, it is comprised of a galactomannan polysaccharide but is less heavily substituted than guar at a rate of about one galactose to every four mannose units. The substitution is very uneven, giving rise to regions that are heavily substituted (“hairy” regions) and regions that are not (“smooth” regions). As a result, LBG solutions are highly viscous at low concentration. Also, it can form gels under some circumstances, such as freezing and thawing, due to cross-linking among the smooth regions, while guar cannot (Goff et al. 1999; Patmore et al. 2003; Regand and Goff 2002, 2003). The lower level of substitution also means that LBG is less soluble than guar, and thus needs pasteurization temperature to get it fully dispersed and hydrated. This makes it more difficult to use in some mix processing applications, but it is highly regarded as a good ice cream stabilizer.
Microcrystalline Cellulose (MCC): Known also as cellulose gel. As with CMC, cellulose is used to make MCC, but it is chemically depolymerized with acid to rid the cellulose microfibril of amorphous (non-cross-linked) regions. These regions are usually associated with the ends of the polymers since a cellulose microfibril is much longer than an individual molecule. MCC is primarily used as a texture modifier in low-fat desserts rather than as a stabilizer (see discussion in “Fat Replacer” section above).
Xanthan: Xanthan is a bacterial exopolysaccharide produced by the growth of Xanthomonas campestris in culture. The gum is recovered from the culture broth by precipitation with isopropyl alcohol. Xanthan structure is comprised of a main chain of glucose, similar to cellulose, and every other glucose unit has attached to it a trisaccharide side chain consisting of two mannose units and one glucuronic acid unit. The side chains are closely aligned with the backbone giving xanthan a fairly inflexible rod conformation. This conformation gives rise to the properties of xanthan solutions: uniform viscosity over a wide temperature and pH range, high viscosity at low concentration, high degree of pseudoplasticity (shear dependence of viscosity), and good solubility at 10–30°C. While it is common in products like salad dressings where its pseudoplasticity characteristics are highly desirable, it is not used frequently in ice cream.
Ice Structuring Proteins
The biological world is filled with examples of organisms, for example, fish, insects, bacteria, and plants, that have the ability to tolerate or avoid freezing in their natural environments. Many of these do so by secreting groups of proteins that have the ability to depress the freezing point (antifreeze proteins), promote ice nucleation, and/or reduce the rate of ice recrystallization. The recrystallization inhibition proteins function by adsorbing to the surface of an ice crystal, thus blocking further growth of ice at that crystal surface. These proteins have been referred to as “ice structuring proteins,” ISP’s (Clarke et al. 2002). There has been some interest in the last few years in using isolated ISP’s to help control ice recrystallization in ice cream, especially for situations where ice cream stabilizers are not sufficiently effective or are undesirable in the formulation, and they have proven to be effective at lowering rates of ice recrystallization in ice cream (Goff et al. 2002; Regand and Goff 2005, 2006; Crilly 2007). Unilever has developed a specific strain of yeast to express a proprietary ISP for ice cream applications. They reported that, in addition to ice recrystallization inhibition, the combined changes of ice crystal shape and interaction conspire, through ice network formation, to alter the properties of ISP-containing products. Typical gross effects of this ice network formation in ice cream and water ice products are to increase firmness and structure, improve physical stability, improve retention of shape and definition (especially novelty products), retard dripping, and enhance flavor and color retention (Crilly 2007). To date, ISPs are not sufficiently available commercially for other ice cream manufacturers to take advantage of them, but research in this area is continuing.
Novel research into the effect of gelatin hydrolysates as ice structuring peptides has recently been reported by Damodaran (2007) and Wang and Damodaran (2009). They reported that hydrolysates from controlled enzymatic hydrolysis of gelatin resulted in a group of peptides that exhibited inhibitory activity on ice crystal growth comparable to the natural antifreeze proteins.
Propylene Glycol Monoesters
Propylene glycol monoesters, such as propylene glycol monostearate (PGMS), have recently been introduced into stabilizer blends specifically for control of ice recrystallization (e.g., Danisco IcePro). The effectiveness of PGMS has been demonstrated by Aleong et al. (2008). They showed that PGMS (0.3%) dramatically reduced ice crystal sizes in ice cream and in sucrose solutions frozen in a scraped-surface freezer before and after heat shock, but had no effect in quiescently frozen solutions. PGMS also resulted in smaller fat globule size distributions and enhanced partial coalescence in the mix and ice cream, respectively, compared to control samples but at a much lower level compared to glycerol monostearate, despite its molecular similarity. Low temperature scanning electron microscopy revealed highly irregular crystal morphology in both ice cream and sucrose solutions frozen in a scraped-surface freezer. There was strong evidence to suggest that PGMS directly interacts with ice crystals and interferes with normal surface propagation of ice crystals. Shear during freezing may be required for its distribution around the ice and sufficient surface coverage. PGMS did not, however, affect mix viscosity, so that this ingredient would be complementary to other hydrocolloid gums to provide full stabilizer functionality.
Emulsifiers
Emulsifiers have been used in ice cream mix manufacture for many years. They are usually integrated with the stabilizers in proprietary blends, but their function and action differ remarkably from those of stabilizers. They are used to:
-
Promote nucleation of fat during aging, thus reducing aging time.
-
Improve the whipping quality of the mix, due to their function at the air interface, resulting in reduced air cell sizes and homogeneous distribution of air in the ice cream.
-
Produce a dry and stiff ice cream as they enhance fat destabilization, facilitating molding, fancy extrusion, and sandwich manufacture.
-
Increase resistance to shrinkage and rapid meltdown, due to a combination of the above two factors.
-
Increase resistance to the development of coarse/icy textures, due the effect of fat agglomerates, more numerous air bubbles, and thinner lamellae between adjacent air bubbles on the size and growth of ice crystals.
-
Provide smooth texture in the finished product, due to fat structuring and the interaction of fat agglomerates with the mouth during consumption.
An emulsifier is a substance that produces a stable suspension of two liquids that do not mix naturally, typically oil and water. In ice cream mixes, there is sufficient protein present to adequately emulsify the mix, so emulsifiers are not needed for fat emulsification in the classic sense. Their mechanism of action in promoting fat destabilization can be summarized as follows: they lower the fat/water interfacial tension in the mix, resulting in protein displacement from the fat globule surface, which, in turn, reduces the stability of the fat globule allowing partial coalescence during the whipping and freezing process. This leads to the formation of a structure of the fat in the frozen product that contributes greatly to texture and meltdown properties (Goff and Jordan 1989). The extent of protein displacement from the membrane, and hence the extent of dryness achieved, is a function of the emulsifier type and concentration.
The traditional ice cream emulsifier in old formulations and recipes was egg yolk. Like gelation as a stabilizer, however, the use of eggs or egg yolk has given way in modern formulations to specific ingredients that deliver much greater functionality at much less cost. Emulsifiers used in ice cream manufacture today are of two main types: the mono- and diglycerides and the sorbitan esters. Blends of each are common as the mono- and diglyceride component may be more functional at the air interface, giving rise to a smaller distribution of air cells and providing a measure of control over the action of the polysorbate 80, which is more functional at the fat interface promoting partial coalescence of the fat. Typical concentrations in use are 0.1–0.2% mono- and diglycerides and 0.02–0.04% polysorbate 80.
Characteristics of Individual Emulsifier Ingredients
Egg Ingredients: Egg yolk contains numerous amphiphilic materials, including phospholipids and lecithin-protein complexes, with good emulsifying properties. These provide surface-active properties at the fat–water interface, although they are not as efficient at promoting partial coalescence of the fat as are the glycerol or sorbitan esters. Egg whites provide proteins with good water-holding properties, but they are not surface active, so the yolk is the functional part of the egg for emulsifying. The yolk portion of the egg is ∼35–45% by weight and contains ∼50% total solids. Recommendations for egg ingredient use for acceptable functionality are 2–3% whole eggs, 0.5–1.0% egg yolk, or 0.3–0.5% dried egg yolk. Liquid egg ingredients must be pasteurized and are available in either fresh or frozen form.
In addition to their role as emulsifiers, whole eggs or egg yolks can also be used to enhance flavors. “French”-style ice creams, as in French vanilla, for example, are characterized by an egg yolk flavor and a more yellowish color. Likewise, custard-style ice cream (discussed in Chap. 8) contains at least 1.4% egg yolk solids, derived from either egg yolks or whole eggs. The unique smoothness of custard type ice creams can be attributed at least partially to the large amount of emulsifying properties in the egg yolks. Herald et al. (2008) studied the use of egg alternatives and showed that modified corn starch, WPC, or soy protein isolate can each contribute some of the textural properties of eggs or egg yolks in custard-style ice creams but none of them matched the control for flavor characteristics.
Mono- and Diglycerides: Mono- and diglycerides are derived from the partial hydrolysis of fats of animal or vegetable origin and reesterification with an excess of glycerol. For ice cream applications, mono- and diglycerides are usually greater than 40% alpha monoglyceride in content, as it is this form which is most amphiphilic and hence functional. The diglyceride portion is very fat-soluble so contributes much less functionality. The fatty acid can be saturated or unsaturated, with the latter being more effective at promoting dryness (Goff and Jordan 1989; Barford 2001).
Distilled Monoglycerides: Specific glycerol esters, such as glycerol monostearate (or a blend of saturated monoglycerides) or glycerol monooleate (or a blend of unsaturated monoglycerides), can also be used rather than the more random form of mono- and diglycerides, but they are more expensive to process. Unsaturated monoglyceride is rather unique in its interaction with some of the nondairy fats, providing a fat structure that can give rise to a very dry, stiff extrusion with excellent meltdown resistance (Granger et al. 2003, 2005; Zhang and Goff 2004, 2005; Bazmi et al. 2007; Sung and Goff 2010; Mendez-Velasco and Goff 2012).
Polysorbate 80: The sorbitan esters are similar to the monoglycerides in that the sorbitan esters have a fatty acid molecule such as stearate or oleate attached to a sorbitol (glucose alcohol) molecule, whereas the monoglycerides have a fatty acid molecule attached to a glycerol molecule. To make the sorbitan esters water-soluble, polyoxyethylene groups are attached to the sorbitol molecule. Polysorbate 80, polyoxyethylene sorbitan monooleate, is the most common of these sorbitan esters. Polysorbate 80 is a very active drying agent in ice cream and is used in many commercial stabilizer/emulsifier blends. Although it is normally a component of the stabilizer/emulsifier blend, it can be added in pure form directly to the mix flavor tank post-homogenization and will become effective at enhancing dryness within a few minutes.
In formulations where it is desirable not to include synthetic emulsifiers, a few other more natural options are available. In addition to the egg ingredients discussed above, buttermilk, condensed or dry, when used as the source of MSNF in mixes, also provides enhanced emulsifying properties to the mix, due to the protein–phospholipid complexes found associated with the natural milk fat globule membrane in milk and enhanced in buttermilk during churning. Segall and Goff (2002a, b) introduced processing modifications to enhance fat colloidal interactions in the absence of emulsifier, by limiting protein adsorption at the fat interface during homogenization and introducing further protein to the mix post-homogenization.
Mineral Salts
Various mineral salts (Table 3.1) have been used to help control churning and separation of the fat in mixes during freezing and to increase the stiffness and smoothness of the finished ice cream. For example, calcium sulfate, added at a concentration of 0.1% before pasteurization, produces a dry, stiff ice cream from the freezer and reduces the rate of melting. Titratable acidity of mixes is raised when mineral salts are added. Sodium and magnesium phosphates, calcium and magnesium oxides, and sodium bicarbonate can all be used to improve body and texture of the finished product made from some mixes.
Calcium and magnesium oxides or carbonates are recommended in preference to the sodium products because the strong wetting effects of sodium counteract and nullify most of the beneficial effect the additive might have on the protein. Sodium citrate and disodium phosphate are effective protein stabilizers.
Disodium phosphate, sodium tetrapyrophosphate, sodium hexametaphosphate, and sodium citrate have been studied for their possible effect on controlling the churning defect of soft-serve ice cream. The mineral salts, used at concentrations of 0.1 and 0.2%, were blended with the stabilizer before mix preparation. The products were compared with a control that did not contain the added salt. Without exception the ice cream samples containing one of the salts showed less fat destabilization than the control sample drawn after the same length of time in the freezer. These buffering salts most likely influenced fat emulsion stability through some mechanism involving the milk proteins. The effects of these salts on acidity were very small.
Costa et al. (2008) added calcium chloride to ice cream for nutritional fortification purposes at an amount required to double the calcium contributed by the MSNF and found that it caused a substantial increase in fat destabilization and in ice crystal size and recrystallization. This was exacerbated, rather than alleviated, by the addition of κ-carrageenan. This outcome could be attributed to the effect of the calcium ions on casein micelles. Thus it was concluded that calcium fortification in ice cream requires close attention to the complex milk salt:protein equilibria and the ramifications of changes to calcium distribution on resulting structure formation in ice cream.
References
Abd El-Rahman AM, Madkor SA, Ibrahim FS, Kilara A (1997) Physical characteristics of frozen desserts made with cream, anhydrous milk fat or milk fat fractions. J Dairy Sci 80:1926–1935
Aime DB, Arntfield SD, Malcolmson LJ, Ryland D (2001) Textural analysis of fat reduced vanilla ice cream products. Food Res Int 34:237–246
Akalm AS, Karagozlu C, Unal G (2008) Rheological properties of reduced-fat and low-fat ice cream containing whey protein isolate and inulin. Eur Food Res Technol 227:889–895
Aleong J, Frochot S, Goff HD (2008) Ice recrystallization inhibition in ice cream by propylene glycol monostearate. J Food Sci 73(9):E463–E468
Alvarez VB, Wolters CL, Vodovotz Y, Ji T (2005) Physical properties of ice cream containing milk protein concentrates. J Dairy Sci 88:862–871
Aykan V, Sezgin E, Guzel-Seydim ZY (2008) Use of fat replacers in the production of reduced-calorie vanilla ice cream. Eur J Lipid Sci Technol 11:516–520
Bahramparvar M, Tehrani MM (2011) Application and function of stabilizers in ice cream. Food Rev Int 27:389–407
Barford NM (2001) The emulsifier effect. Dairy Ind Int 66(1):32–33
Bazmi A, Duquenoy A, Relkin P (2007) Aeration of low fat dairy emulsions: effects of saturated-unsaturated triglycerides. Int Dairy J 17:1021–1027
Bixler HJ, Johndro K, Falshaw R (2001) Kappa-2 carrageenan: structure and performance of commercial extracts. II. Performance in two simulated dairy applications. Food Hydrocoll 15:619–630
Bourriot S, Garnier C, Doublier J-L (1999a) Phase separation, rheology and structure of micellar casein-galactomannan mixtures. Int Dairy J 9:353–357
Bourriot S, Garnier C, Doublier J-L (1999b) Micellar-casein-κ-carrageenan mixtures. I. Phase separation and ultrastructure. Carbohydr Polym 40:145–157
Choo SY, Leong SK, Henna Lu FS (2010) Physicochemical and sensory properties of ice cream formulated with virgin coconut oil. Food Sci Technol Int 16:531–541
Clarke CJ, Buckley SL, Lindner N (2002) Ice structuring proteins. A new name for antifreeze proteins. Cryo Letters 23:89–92
Costa FF, Resende JV, Abreu LR, Goff HD (2008) Effect of calcium chloride addition on ice cream structure and quality. J Dairy Sci 91:2165–2174
Crilly J (2007) ISP: a breakthrough for better ice cream. New Food 3:40–44
Damodaran S (2007) Inhibition of ice crystal growth in ice cream mix by gelatin hydrolysate. J Agric Food Chem 55:10918–10923
Fox PF, McSweeney PLH (2003) Advanced dairy chemistry—1. Proteins, 3rd edn. Kluwer Academic, New York
Fox PF, McSweeney PLH (2006) Advanced dairy chemistry—2. Lipids, 3rd edn. Kluwer Academic, New York
Fox PF, McSweeney PLH (2009) Advanced dairy chemistry—3. Lactose, water and minor constituents, 3rd edn. Springer, New York
Frost MB, Heymann H, Bredie WLP, Dijksterhuis GM, Martens M (2005) Sensory measurement of dynamic flavor intensity in ice cream with different fat levels and flavourings. Food Qual Prefer 16:305–314
Geilman WG, Schmidt DE (1992) Physical characteristics of frozen desserts made from ultrafiltered milk and various carbohydrates. J Dairy Sci 75:2670–2675
Goff HD, Jordan WK (1989) Action of emulsifiers in promoting fat destabilization during the manufacture of ice cream. J Dairy Sci 72:18–29
Goff HD, McCurdy RD, Gullett EA (1990a) Replacement of carbon-refined corn syrups with ion-exchanged corn syrups in ice cream formulations. J Food Sci 55(827–829):840
Goff HD, McCurdy RD, Fulford GN (1990b) Advances in corn sweeteners for ice cream. Modern Dairy 69(3):17–18
Goff HD, Ferdinando D, Schorsch C (1999) Fluorescence microscopy to study galactomannan structure in frozen sucrose and milk protein solutions. Food Hydrocoll 13:353–364
Goff HD, Regand A, Tharp BW (2002) The potential for natural ice-structuring proteins in ice cream. Dairy Ind Int 67(10):30–32
Gonzalez S, Duncan SE, O’Keefe SF, Sumner SS, Herbein JH (2003) Oxidation and textural characteristics of butter and ice cream with modified fatty acid profiles. J Dairy Sci 86:70–77
Gougeon R, Spidel M, Lee K, Field CJ (2004) Non-nutritive intense sweeteners in diabetes management. Can J Diabet 28:385–399
Granger C, Barey P, Combe N, Veschambre P, Cansell M (2003) Influence of the fat characteristics on the physicochemical behavior of oil-in-water emulsions based on milk proteins-glycerol esters mixtures. Colloids Surf B Biointerfaces 32:353–363
Granger C, Leger A, Barey P, Langendorff V, Cansell M (2005) Influence of formulation on the structural networks in ice cream. Int Dairy J 15:255–262
Herald TJ, Aramouni FM, Abu-Ghoush MH (2008) Comparison study of egg yolks and egg alternatives in French vanilla ice cream. J Texture Stud 39:284–295
Huppertz T, Smiddy MA, Goff HD, Kelly AL (2011) Effect of high pressure treatment of mix on ice cream manufacture. Int Dairy J 21:718–726
Hyvonen L, Linna M, Tuorila H, Dijksterhuis G (2003) Perception of melting and flavor release of ice cream containing different types and contents of fat. J Dairy Sci 86:1130–1138
Im JS, Marshall RT, Heymann H (1994) Frozen dessert attribute changes with increased amounts of unsaturated fatty acids. J Food Sci 59(6):1222–1226
Jonnalagadda SS, Jones JM (2005) Fat replacers. J Am Diet Assoc 105:266–275
Lim S-Y, Swanson BG, Clark S (2008a) High hydrostatic pressure modification of whey protein concentrate for improved functional properties. J Dairy Sci 91:1299–1307
Lim S-Y, Swanson BG, Ross CF, Clark S (2008b) High hydrostatic pressure modification of whey protein concentrate for improved body and texture of lowfat ice cream. J Dairy Sci 91:1308–1316
Liou BK, Grün IU (2007) Effect of fat level on the perception of five flavor chemicals in ice cream with or without fat mimetics by using a descriptive test. J Food Sci 72:S595–S604
Mendez-Velasco C, Goff HD (2011) Enhancement of fat colloidal interactions for the preparation of ice creams high in unsaturated fat. Int Dairy J 21:540–547
Mendez-Velasco C, Goff HD (2012) Fat structures as affected by unsaturated or saturated monoglyceride and their effect on ice cream structure, texture and stability. Int Dairy J 24:33–39
Nabors LO (ed) (2001) Alternative sweeteners, 3rd edn. Marcel Dekker, New York
Ognean CF, Darie N, Ognean M (2006) Fat replacers—a review. J Agroalimentary Process Technol 12:433–442
Ohmes RL, Marshall RT, Heymann H (1998) Sensory and physical properties of ice creams containing milk fat or fat replacers. J Dairy Sci 81:1222–1228
Patel MR, Baer RJ, Acharya MR (2006) Increasing the protein content of ice cream. J Dairy Sci 89:1400–1406
Patmore JV, Goff HD, Fernandes S (2003) Cryo-gelation of galactomannans in ice cream model systems. Food Hydrocoll 17:161–169
Pereira GG, Resende JV, Abreu LR, Giarola TM, Perrone IT (2011) Influence of the partial substitution of skim milk powder for soy extract on ice cream structure and quality. Eur Food Res Technol 232:1093–1102
Persson M (2009) Nutritionally-optimized ice cream fats. Lipid Technol 21(3):62–64
Regand A, Goff HD (2002) Effect of biopolymers on structure and ice recrystallization in dynamically-frozen ice cream model systems. J Dairy Sci 85:2722–2732
Regand A, Goff HD (2003) Structure and ice recrystallization in frozen stabilized ice cream model systems. Food Hydrocoll 17:95–102
Regand A, Goff HD (2005) Freezing and ice recrystallization properties of sucrose solutions containing ice structuring proteins from cold-acclimated winter wheat grass extract. J Food Sci 70(9):E552–E556
Regand A, Goff HD (2006) Ice recrystallization inhibition of ice structuring proteins from winter wheat grass in model solutions and ice cream. J Dairy Sci 89:49–57
Relkin P, Sourdet S, Smith AK, Goff HD, Cuvelier G (2006) Effects of whey protein aggregation on fat globule microstructure in whipped frozen emulsions. Food Hydrocoll 20:1050–1056
Schmidt K, Lundy A, Reynolds J, Yee LN (1993) Carbohydrate or protein based fat mimicker effects on ice milk properties. J Food Sci 58(761–763):779
Schorsch C, Jones MG, Norton IT (1999) Thermodynamic incompatibility and microstructure of milk protein/locust bean gum/sucrose systems. Food Hydrocoll 13:89–99
Schorsch C, Jones MG, Norton IT (2000) Phase behaviour of pure micellar casein/κ-carrageenan systems in milk salt ultrafiltrate. Food Hydrocoll 14:347–358
Segall KI, Goff HD (2002a) A modified processing routine for ice cream that promotes fat destabilization in the absence of added emulsifier. Int Dairy J 12:1013–1018
Segall KI, Goff HD (2002b) Secondary adsorption of milk protein from the continuous phase to the oil–water interface in dairy emulsions. Int Dairy J 12:889–897
Soukoulis C, Rontogianni E, Tzia C (2010) Contribution of thermal, rheological and physical measurements to the determination of sensorially-perceived quality of ice cream containing bulk sweeteners. J Food Eng 100:634–641
Sourdet S, Relkin P, Fosseux P-Y, Aubry V (2002) Composition of fat protein layer in complex food emulsions at various weight ratios of casein-to-whey proteins. Lait 80:567–580
Sourdet S, Relkin P, Cesar B (2003) Effects of milk protein type and pre-heating on physical stability of whipped and frozen emulsions. Colloids Surf B 31:55–64
Spagnuolo P, Dalgleish DG, Goff HD, Morris ER (2005) Kappa-carrageenan interactions in systems containing casein micelles and polysaccharide stabilizers. Food Hydrocoll 19:371–377
Sung KK, Goff HD (2010) Effect of solid fat content on structure in ice creams containing palm kernel oil and high oleic sunflower oil. J Food Sci 75:C274–C279
Vega C, Goff HD (2005) Phase separation in soft-serve ice cream mixes: rheology and microstructure. Int Dairy J 15:249–254
Vega C, Andrew RA, Goff HD (2004) Serum separation in soft serve ice cream mixes. Milchwissenschaft 59:284–287
Vega C, Dalgleish DG, Goff HD (2005) Effect of k-carrageenan addition to dairy emulsions containing sodium caseinate and locust bean gum. Food Hydrocoll 19:187–195
Walstra P, Wouters JTM, Guerts TG (2006) Dairy science and technology, 2nd edn. CRC Press, Boca Raton, FL
Wang SY, Damodaran S (2009) Ice structuring peptides derived from bovine collagen. J Agric Food Chem 57:5501–5509
Whelan AP, Vega C, Kerry JP, Goff HD (2008) Physicochemical and sensory optimization of a low glycemic index ice cream formulation. Int J Food Sci Technol 43:1520–1527
Wilson R (2007) Sweeteners, 3rd edn. Wiley Blackwell, Oxford, UK
Wylie-Rosett J (2002) Fat substitutes and health. Circulation 105:2800–2804
Zhang Z, Goff HD (2004) Protein distribution at air interfaces in dairy foams and ice cream as affected by casein dissociation and emulsifiers. Int Dairy J 14:647–657
Zhang Z, Goff HD (2005) On fat destabilization and composition of the air interface in ice cream containing saturated and unsaturated monoglyceride. Int Dairy J 15:495–500
Author information
Authors and Affiliations
Rights and permissions
Copyright information
© 2013 Springer Science+Business Media New York
About this chapter
Cite this chapter
Goff, H.D., Hartel, R.W. (2013). Mix Ingredients. In: Ice Cream. Springer, Boston, MA. https://doi.org/10.1007/978-1-4614-6096-1_3
Download citation
DOI: https://doi.org/10.1007/978-1-4614-6096-1_3
Published:
Publisher Name: Springer, Boston, MA
Print ISBN: 978-1-4614-6095-4
Online ISBN: 978-1-4614-6096-1
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)