
Abstract
Hazardous waste output in the world is increasing every year. To achieve higher efficiency and lower pollution, the incineration technology for hazardous waste needs to be studied further. This study mainly reviews the research progress in incineration, slagging, and pollutant emission in the rotary kiln in China and abroad in the last 10 years, and conducts a comprehensive analysis and evaluation of the research. Considering that there are many variables involved in the incineration process, the incineration law cannot be validated in a limited timeframe by experiments. Researchers often use computer simulations to predict and verify the incineration process through experiments and to provide reference opinions for commercial operations. Through the analysis of the research progress in rotary kilns, it is observed that the basic research in rotary kilns is becoming mature. The latest research trend in rotary kilns is interdisciplinary and mixed research. From a new perspective, further research should be focused on a comparative analysis of the rotary kiln and the cement kiln, full life cycle assessment of the impact factors of rotary kiln on the environment, the impact of the factory treatment process on the workers’ health, etc. The research direction of rotary kiln in China and abroad for the future has been predicted reasonably.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
With the rapid development of China’s economy, a significant amount of waste is generated including hazardous waste, which is extremely harmful to the environment and the human body. According to the National Hazardous Waste List [1], hazardous waste refers to the solid or liquid waste that has one or more dangerous characteristics such as corrosiveness, toxicity, inflammability, reactivity, or infectivity. Hazardous waste could have harmful effects on the environment or human health and needs to be managed, such that it is not discarded freely. In 2008, the total generation of hazardous waste in China was 13.6 million tons, and it increased to 53.5 million tons in 2016 [2]. The annual output of hazardous waste gradually increased during these years. Hazardous waste has a serious impact on the natural environment that human beings rely on for survival, and long-term exposure to it will lead to a high probability of causing poisoning, cancer, and other health conditions. Therefore, the disposal of hazardous waste is key and it is a challenging issue for environmental protection.
There are two kinds of hazardous waste treatment techniques in China: resource-based and harmless. At present, the main disposal methods include the landfill method, incineration method, and storage method. However, due to the long processing time of the landfill and storage methods, rapid reduction and recycling cannot be carried out, and so incineration method is advocated. Incineration is one of the most effective methods for the treatment and disposal of hazardous waste [3]. When incineration is used for treatment, there are many kinds of incinerators to choose from. It is necessary to select the most suitable incinerator for the treatment of hazardous waste. Compared to municipal solid waste, the disposal of hazardous waste has higher requirements. The wide material adaptability of the rotary kiln incinerator makes it the best choice for the disposal of hazardous waste [4]. In this paper, the disposal of hazardous waste in a rotary kiln has been systematically summarized. At present, there are many studies on hazardous waste incineration in a rotary kiln all over the world.
The various transport phenomena in a rotary kiln were discussed and analyzed by Yang Yongxian et al. [5]. To quantitatively understand the combustion process in an incinerator, computational fluid dynamics (CFD) was used to conduct numerical simulations on the gas–solid two-phase flow and temperature distribution in the incinerator. The evolution process of hydrocarbons in a rotary kiln incinerator and a rotary kiln simulator of pilot scale were analyzed and compared by Lester Thomas et al. [6]. Lemieux et al. [7] introduced the design, construction, and operation of a laboratory-scale simulation device, which helped to study the basic principles of hazardous waste incineration in rotary kilns. The simulation device is suitable for the study of parameters such as charging capacity, pollution load, speed, temperature, excess oxygen, and particle size in rotary kilns. The main factors influencing the simulated mass transfer of hazardous waste particles in a rotary kiln, and the experiments on the influence of rotating speed, feed quantity, and inclination angle on the average residence time, retention time, and average volume flow rate were analyzed by Liu Gang et al. [8]. The test results of mercury in a medium-scale rotary kiln incineration system were studied by Carroll et al. [9]. The destruction efficiency of industrial waste in the co-firing process of a cement industrial rotary kiln from the perspective of chemical equilibrium principle and reaction kinetics were studied by Andréa Paula Ottoboni et al. [10]. The combustion process of a hazardous waste containing toluene, xylene, and dichloroethane was analyzed. A preliminary estimation of the formation of pollutants in the kiln was performed, and the different forms of pollutant emission control in the kiln were discussed. A process model combining thermodynamic modeling with heat transfer calculation to simulate the chemical reactions, mass transfer, and heat balance in the furnace was established by Pengfu et al. [11]. The air injection and temperature distribution of the furnace slag were simulated. The influence of CaO + MgO/SiO2 on the solid line temperature of slag was predicted and discussed. Some optimization results were reported by Qian Jianjie [25]. A numerical analysis of the co-firing of pulverized coal and biomass in a cement calcining furnace was presented by Mikulcic et al. [12].
In this paper, the research on the treatment of hazardous waste by a rotary kiln in the last 10 years, including the pyrolysis incineration and system design optimization of a rotary kiln, flue gas pollutant control, medical waste incineration, and innovative research on a rotary kiln is systematically reviewed. First, the basic research on rotary kilns is summarized, mainly domestic research in China supplemented by foreign research. Second, the multidisciplinary research on rotary kilns combined with other disciplines is summarized. Finally, the development prospect of rotary kilns in China and abroad in the next 10 years are discussed.
Rotary kiln pyrolysis incineration and system design and optimization
Incineration
Incineration is a high-temperature heat treatment technique, in which a certain amount of excess air is oxidized in the incinerator when the waste is being treated. Toxic and harmful substances in the waste are damaged by oxidation and pyrolysis at a high temperature. This treatment technology can realize the harmlessness, reduction, and recycling of hazardous waste to the maximum extent at present. After more than 20 years of development, the incineration technology for the treatment of hazardous waste has become very mature abroad. The incinerators that can be used for the treatment of industrial hazardous waste include the rotary kiln incinerator, liquid jet incinerator, pyrolysis incinerator, fluidized bed incinerator, and multi-layer incinerator [13]. The rotary kiln incinerator has been widely used in hazardous waste incineration due to its characteristics of strong adaptability, wide disposal range, large capacity, high incineration rate of harmful components, safety and reliability, and long-term continuous operation. The incineration process of hazardous waste is very complicated, and it is affected by many factors and parameters. However, the main control parameters are temperature, turbulence, time, and excessive air coefficient, which forms the basis of the 3T + E theory [14].
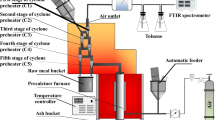
Ma Pan et al. [15] from the State Key Laboratory of Clean Energy Utilization, Zhejiang University presented a new incineration technology in east China. As shown in Fig. 1, the incineration system is mainly composed of a rotary kiln, a mechanical grate furnace, and a post-combustion chamber. The key parameters in the incineration process are shown in Table 1.

Schematic diagram of the incineration plant [15]
To meet the legal emission standards, Ma Pan et al. designed the flue gas emission control system. In the quench tower, a NaOH solution is sprayed into the flue gas through three double-fluid atomizers to eliminate the acid gases and decrease the gas temperature rapidly from 550 to 180 °C such that the re-formation of dioxins and furans is largely avoided [16, 17]. To further neutralize the acid gases, the first bag filter is preceded by dry slaked lime. The semivolatile organics and heavy metals are absorbed by activated carbon in the second bag filter. Finally, the wet scrubber is placed in the bag filter to ensure that the gas and caustic solution are in continuous reverse convection with the ceramic. In the wet scrubber, the flue gas temperature is reduced to 70 °C. The effluent discharged by the wet scrubber is neutralized by the sewage treatment plant.
To test the characteristics of the incineration system, Ma Pan et al. conducted an experimental study in 2009. About 35 tons of waste was disposed of every day. The specific operating parameters of the incineration system are shown in Table 2. Three sampling points were set at the flue gas outlet to measure all major pollutants. Hydrogen chloride and hydrogen fluoride are collected and sampled according to Chinese national standards. The common pollutants such as CO, O2, SO2, and NOx were sampled and analyzed online using a flue gas analyzer (GASMET). Each sample lasted for 1 h, and blank experiment and calibration were conducted to ensure the accuracy of the experiment. For dioxins, high-resolution gas chromatography (HPLC) was used in combination with high-resolution mass spectrometry, according to the methods of the United States Environmental Protection Agency. The final concentrations were converted to international toxicity equivalent (I-TEQ). The metal concentration in the flue gas was determined according to Chinese standards.
The final results of flue gas emission are shown in Table 3. All emissions were below the limits set by the Chinese Environmental Protection Agency (EPA) and the European Commission. The particulate matter (PM) concentration is very low because the flue gas passes through two bag filters and a wet scrubber continuously. The level of dioxin emissions is also lower than the limits set by the Chinese EPA and the European Commission. We can draw a conclusion that this new rotary kiln incineration technology can effectively control dioxin emissions.
The industrial hazardous waste (IHW) treatment system proposed by Ma Pan et al. can be widely applied to the complex waste generated in the industrial field in China. It has low operation and maintenance costs, which is expected to play an important role in solving the IHW disposal problem in China, and it also provides a new option for industrial waste treatment in other countries.
A deeper understanding of the rotary kiln incineration process can be obtained from the study of Ma Pan et al. There are other studies that have been performed in rotary kiln incineration. On the basis of analyzing the characteristics of various rotary kilns, Zhang Shaokun [18] summarized the most suitable forms of rotary kilns available for hazardous waste disposal at present. According to him, large diameter ratio and low rotating speed rotary kilns can be used for the disposal of refractory hazardous wastes. The hazardous wastes with higher calorific value and easy combustion require a little shorter burning time and can be treated with a larger inclination angle and a rotary kiln with higher speed. During incineration, proper stirring of waste is carried out. The more frequent the agitation and the more uniform the mixture of waste and air is, the better the incineration. In the actual engineering operation process, the air supply and auxiliary burner are mainly used to increase the disturbance.
Qiu Meixia et al. [13] treated the flue gas from the incineration of a rotary kiln in Yan City by a combination of the quench tower, dry lime, activated carbon adsorption, bag filter, and three-stage alkali spray, and obtained the standard discharge of pollutants. These results are compared with the results of Ma Pan et al. in Table 4.
As the two teams adopted similar flue gas disposal processes, we can clearly observe that the emission concentrations of the two are relatively close, but there are some differences for specific pollutants. The concentration of dioxin, hydrogen chloride, and hydrogen fluoride measured by Ma Pan et al. was significantly lower than that measured by Qiu Meixia et al. As for heavy metal emissions, there is little difference. The concentrations of CO and NOx measured by Qiu Meixia et al. were lower than that measured by Ma Pan et al. The SO2 concentration was higher than that measured by Ma Pan et al. This could be caused by the different methods of flue gas treatment. From the comparative analysis, it can be preliminarily concluded that the study by Ma Pan et al. is suitable for the treatment of dioxin with a high emission of hazardous waste.
According to the thermodynamic calculation and experimental study of hazardous waste by Zhang Lin et al. [19], under normal production conditions, if the calorific value of the mixture of hazardous waste can be stable at approximately 3000 kcal/kg, the auxiliary fuel is not necessary. However, if the calorific value is lower than 2200 kcal/kg, it is necessary to use the burner. The main function of the kiln head burner is to start the fire in the rotary kiln and raise the temperature of the second chamber.
Zhang Dongwei et al. [20] affirmed the maturity and reliability of the centralized disposal of hazardous waste by the incineration process in a rotary kiln through the effective control of dioxin, technological process, and operation automation. However, the problems of incomplete combustion, slagging, loose sealing, and low efficiency of desulfurization still need to be solved.
According to Zhang Shaokun [21], the biggest safety problem of the rotary kiln system is that the pressure in the rotary kiln increases rapidly within a short period of time and the flue gas emission exceeds the Chinese standard limit, thereby resulting in equipment damage, leakage of hazardous matters such as flue gas, and even explosion. The main reasons for the explosion of hazardous waste in the rotary kiln are that the sudden power failure in the system causes the induced fan to stop operation in the follow-up gas treatment system. To ensure the safety of the system, in addition to the interlock control safety system, the primary pressure relief of the water seal groove of the slag extractor and the secondary pressure relief of the emergency discharge funnel must be designed.
The head cover of a rotary kiln is mainly used to transfer materials to supply the air needed for incineration, so as to avoid flue gas leakage and separate the rotary kiln from the feeding system. However, the water-cooling jacket around the traditional feed push head can easily form scale, cavitation corrosion, and dew point corrosion, thereby damaging the water-cooling jacket as shown in Fig. 2. For this reason, Zhang Shaokun [22] performed a comprehensive analysis of the problems of the head cover during operation and presented an optimization design as shown in Fig. 3. The water-cooling jacket of the feeding facility is replaced by an air-cooling jacket, and a cooling fan is added for air cooling. The main duct of the feed air-cooling jacket is connected to the fan pipe through a flange. A branch pipe with uniform distribution is arranged on the main air duct for blowing into the air-cooling jacket. The inner opening of the air-cooling jacket leads to the inside of the rotary kiln, i.e., the cooling wind is heated and directly enters the inside of the rotary kiln as the combustion air. The device not only cools the feeding barrel but also preheats the combustion air and saves fuel.

Water jacket structure of the feed push head

Detailed drawing of the air-cooling jacket
In the engineering practice, the actual control parameters of the incineration system mainly include the temperature, rotating speed, pressure and oxygen content, which are measured and displayed on the instruments installed on the equipment. By analyzing the main control parameters of rotary kiln incineration, Jia Junfeng et al. [14] drew a relation diagram of the control parameters of a rotary kiln incineration system and incineration rate according to the project operation experience and put forward the concept of optimum incineration area as shown in Fig. 4. It is observed that the incineration temperature is positively correlated with the incineration rate. When a certain temperature is reached, the hazardous waste is completely incinerated. When oxygen content is low, the incineration rate is low, and it increases with the increase in oxygen content. When oxygen content exceeds a certain value, the incineration rate decreases as the temperature decreases due to excessive air. The system has low negative pressure, low flue gas velocity, long residence-time, and high incineration rate. With the increase in negative pressure, the velocity of flue gas increases rapidly, the retention time reduces, and the incineration rate further reduces. When the rotating speed of the rotary kiln is low, the mixing degree is poor, the waste cannot be fully burned, and the incineration rate is low. With the increase in the rotary kiln speed, the mixing degree is strengthened, the waste is fully burned and the incineration rate increases. When the rotating speed exceeds a certain value, the residence time of the waste in the kiln reduces due to the excessive rotating speed, and the incineration rate decreases. According to the different types of hazardous waste, the rotary kiln burning system has an optimal burning area. The system is operated in this area to keep low negative pressure, to maintain an appropriate speed of the rotary kiln, to control oxygen levels within a certain range, and to burn the hazardous waste at high temperature. If the residence time is constant, then the highest burning rate is obtained.

Relation diagram of the rotary kiln incineration system control parameters and incineration rate
The main parameters in a rotary kiln pyrolysis incinerator are shown in Table 5.
By conducting a literature survey of the last 10 years, it is observed that the researchers of rotary kiln parameters are mainly from China, and some of them are in the Laboratory of Clean Energy Utilization at Zhejiang University. There have been few studies on rotary kiln parameters abroad in recent years. By analyzing the parameter data, we observe that for the hazardous waste from different industries, the pyrolysis temperature of the rotary kiln is different, but, in general, it is about 850 °C. The temperature of the post-combustion chamber is generally higher than 1100 °C. To reduce the number of gas pollutants generated, the flue gas residence time is longer than 2 s.
At present, with the rapid increase in hazardous waste generation, pollutants emission control after incineration has become a focus of research. Currently, there are two main ways for pollutant control. One of them is to use a new flue gas treatment system to dispose of the gas pollutants, considering Ma Pan [15] and Qiu Meixia [13]’s teams as examples. The other is to study the nature of the rotary kiln itself, hoping to improve the operating parameters and the structure of the rotary kiln, so as to improve the burning effect of hazardous waste and reduce the emission of pollutants, considering Zhang Shaokun [18, 21], Zhang Dongwei [20], and Jia Junfeng [14] as examples. Ma Pan et al. and Qiu Meixia et al., respectively, put forward a new type of flue gas treatment system to ensure that the pollutant emission data meets the Chinese and EU standards. Moreover, it can be applied to other complex industrial fields, thereby providing new solutions for China to solve IHW. As shown in Table 4, the two methods have different emphasis on the treatment effect of different pollutants. Therefore, when dealing with hazardous waste discharged by different pollutant concentrations, the appropriate flue gas treatment system should be selected. Zhang Shaokun proposed the use of a rotary kiln with a large diameter ratio and low speed to deal with hazardous wastes. It is believed that proper mixing can make the waste incineration effect better, and in another study, the safety problem of the rotary kiln system is analyzed and the water-cooling jacket is improved. In their study, Zhang Dongwei et al. confirmed the maturity and reliability of hazardous waste disposal in the rotary kiln combustion process, but also emphasized the existing problems. Jia Junfeng et al. put forward the concept of optimal incineration area and obtained the relationship of incineration rate with temperature, speed, pressure, oxygen content, and other parameters. Both methods have been studied in the current hazardous waste disposal process, and both can effectively reduce the emission of pollutants. Therefore, combining the two methods can reduce the emission of gaseous pollutants more efficiently. The results of these two methods are of a great reference value for the industrial treatment of hazardous waste and provide practical solutions for the actual incineration process.
Study on slagging and melting characteristics
There are many problems in the hazardous waste incineration equipment in China, such as the slag on the wall of the rotary kiln, high thermal reduction rate, and excessive pollution discharge. Slag formation in the rotary kiln is one of the important factors that seriously affects its safe operation. For this reason, many researchers have conducted a detailed analysis of the slag formation characteristics in a rotary kiln. According to these studies, the rotary kiln equipment can be improved and the slag formation phenomenon can be effectively reduced.
Two main methods of slag formation in rotary kilns have been discussed by Zhang Shaokun [21]. The first one is the coking of low melting point salts in the furnace. The second one is that cold air infiltration occurs in the gap of the sealing film at the mouth of the slag discharge end of the kiln, and water evaporation in the slag eliminator causes the local temperature to drop and result in coking. Zhang Shaokun argues that the first type of coking is not easy to remove. The main method is to control the feeding of waste and the combustion temperature in the incinerator. The second kind of coking is mainly caused by the cold solidification of the ash slag. To prevent this type of coking, an efficient sealing device can be used to prevent the invasion of cold air.
To optimize the combustion of hazardous waste and prevent slag formation in the rotary kiln, a computer control system for targeted control is used by Liu Jinkui et al. [23]. The computer control system has functions such as field instrument data collection, monitoring of the whole hazardous waste incineration process, automatic feed control, over-limit alarm, and interlock protection. According to the production process requirements and site distribution characteristics of a hazardous waste incineration disposal system, the computer control system is adapted. Thus, the whole production process of hazardous waste incineration disposal system can be monitored, controlled, and managed. Moreover, the safety, stability, and high efficiency of incineration disposal can be guaranteed.
The ash fusion experiments were carried out by Liu Jinkui et al. and the melting temperatures of the ash slags at different chemical composition were obtained. The melting experiments of ash are presented in Fig. 5; the ash deformation temperature is approximately 1000 °C, the softening temperature is approximately 1060 °C, and the flow temperature is below 1300 °C. When the hazardous waste is burned at a high temperature in the rotary kiln, the ash slag easily melts into the liquid phase due to the high temperature atmosphere, and it adheres to the inner wall of the rotary kiln, resulting in slag formation in the rotary kiln. The effects of different chemical components on the melting temperature of ash slag were studied. SiO2, Al2O3, CaSO4, and CaO increased the melting temperature of ash slag to different levels, among which SiO2 and Al2O3 had a significant effect, while CaSO4 had a negligible effect on the melting temperature of ash slag.

Effect of chemical composition on the melting temperature of slag
The temperature control strategy of the rotary kiln is shown in Fig. 6. The rotary kiln temperature level is set by the operator for the rotary kiln control interface in the central control room, the rotary kiln temperature control system is real-time monitored by a computer, and the instructions are transmitted to the programmable logic controller (PLC) module by the closed-loop control circuit. The automatic feed line, blower, etc., is coordinated and controlled to ensure that the rotary kiln temperature is maintained at the set value. It should be mentioned that only when the combustion temperature inside the kiln is controlled, the hazardous waste is burned out in the furnace and the ash is not melted and bound to the inner wall of the rotary kiln. Combined with the research results of the melting experiment, the temperature of the rotary kiln can be controlled to operate at a slightly lower level than the melting temperature of ash slag, or a reasonable premixing of hazardous waste can be carried out before incineration. These measures can play a better role in preventing slag formation in a rotary kiln.

Temperature control strategy of the rotary kiln
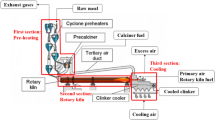
Jiang Xuguang et al. [24] proposed a new type of disposal device for hazardous waste. A multi-incineration system of rotary fluidizing and ash-cooling for hazardous waste was developed by the combination of a rotary kiln and fluidized bed. The problem of slagging in the inside wall of a rotary kiln could be solved by controlling the temperature at the rotary kiln inlet. The residence time of the incombustible slag could be prolonged using the fluidizing and ash-cooling device, and so the problem of high value of the loss-on-ignition could be solved. The flue gas temperature could be lowered directly from 1100 to 200 °C by the flue gas quenching facility, and thus the low-temperature regeneration of dioxin is prevented. Hence, the commercial application requirements of hazardous waste treatment in China can be fully met. The process flow of the whole system is shown in Fig. 7.

Schematic diagram of the multi-incineration technology of rotary fluidizing and ash-cooling for hazardous wastes
The whole system contains four parts: hazardous waste pretreatment system, incineration system, flue gas treatment system, and auxiliary utility system. The waste pretreatment system includes the waste pretreatment and feed systems. The incineration system includes the rotary kiln and two combustion chambers, the fluidized bed, the ash discharge, and the incineration control system. The flue gas treatment system includes the quench tower, semi-dry acid gas absorption, and bag filter. Temperature control is especially important in the operation of the incinerator. In the start operation stage, the heating rate of the rotary kiln should be low to avoid excessive thermal stress damage to the kiln body and its components. In the stable operation stage, the temperatures of the rotary kiln, secondary combustion chamber, and oxygen outlet are controlled. Stable operation is achieved by controlling the feeding amount, rotary kiln rotating speed and primary and secondary air. To effectively avoid the slag wall of the rotary kiln, the temperature of the front end of the rotary kiln is controlled at approximately 500 °C. The secondary combustion chamber is controlled at higher than 1100 °C to achieve effective burnout and avoid the danger from the destruction of dioxins by decomposition.
Qian Jianjie et al. [25] studied the problem that while the hazardous waste containing fluorine and chlorine were incinerated in the rotary kiln incinerator, the slag melted because of the low fusion temperature. Analytical reagents were substituted for slag components of this kind of hazardous waste to investigate the melting characteristics. Neural network analysis was used to predict the slag fusion temperatures of hazardous wastes containing fluorine and chlorine. Low melting temperature could cause slag formation in the rotary kiln. The experimental results are shown in Fig. 8. From this data, it can be inferred that SiO2, Al2O3, and CaO are conducive to improve the slag temperature. The existence of Na2O and NaF reduces the melting temperature.

Effect of components on melting characteristics
With reference to the above experimental results, the neural network theory can be used to predict the melting temperature of the hazardous waste containing fluorine and chlorine. The prediction model of the melting temperature is established, and thus, theoretical guidance for the stable operation of the incinerator can be provided. The experimental and predictive results of the neural network were compared and analyzed, as shown in Table 6. From the comparison of the experimental results, it is observed that the prediction function is verified using the collected ash residue, and the melting temperature calculated by the prediction function is consistent with the experimental value. Therefore, there is a higher accuracy to analyze such problems using neural networks.
Li Chunyu [26] performed microscopic analysis of the ash residue of the two-stage rotary kiln incineration system at the hazardous waste disposal center in Hangzhou. It is observed that the fly ash incineration of hazardous waste is complex in shape and presents obvious characteristics of small particle agglomeration. The surface of many submicron fine particles in fly ash formed by agglomeration is very rough; it represents the shape of a honeycomb and has obvious bonding characteristics of small particles. The bottom slag of hazardous waste incineration has a compact texture, smooth surface, no microscopic pores, and obvious sintering signs. Most microstructures are massive sheet or layered. In addition, samples of ash residues were collected from different parts, and microscopic scanning revealed the formation process of fly ash in the direction of flue gas flow, the agglomeration process of small particles, and the process of small-particle enrichment on the surface of large particles. Chemical analysis showed that quartz, hematite, and sodium feldspar were the main components in the bottom slag of hazardous waste incineration. The content of Na, K, and other alkali metal elements as well as the heavy metal elements with strong volatility is relatively high in the bottom ash of the waste heat boiler and quench tower, indicating that the volatile elements are absorbed by the fly ash particles with a larger surface area in the cooling stage of the flue gas, and rock salt and quartz occupy a significant share in the bottom ash of the quench tower.
When the hazardous waste containing fluorine and chlorine is burned in the rotary kiln, it could melt into slag and adhere to the wall in the furnace, leading to unstable operation of the incinerator. For this reason, Qian Jianjie et al. [27] studied the melting characteristics of the slag during incineration of the hazardous waste containing fluorine and chlorine by changing the content composition. They included the influence of NaF, NaCl, SiO2, Fe2O3, KCl, Al2O3, CaO, and Na2O on the melting characteristics of slag.
The experimental results show that Na2O, NaF, and SiO2 have a significant influence on the melting temperature (Fig. 9).

Impact of NaF, SiO2, Al2O3, and CaO on the melting characteristics of slag [27]
When NaF concentration is below 12%, the four melting characteristic temperatures gradually decrease with the increase in NaF concentration. According to the general trend of the four melting characteristic temperatures, the melting characteristic temperature increases with the increase in SiO2 concentration. The relationship is more complicated at low concentrations of Al2O3. When the concentration of Al2O3 is greater than 6%, the four melting characteristic temperatures increase with the increase in Al2O3 concentration. The four melting characteristic temperatures increased with the increase in CaO concentration.
From the results, we conclude that there are effective measures to reduce slag formation in the furnace. The melting temperature can be increased by reducing the chlorine content in hazardous waste and increasing its calcium content. To increase the melting temperature during hazardous waste incineration by adding some SiO2 and Al2O3. This has important reference significance to prevent slagging during rotary kiln incineration.
When the hazardous waste is incinerated in the rotary kiln, slagging occurs in the rotary kiln, which affects the long-term stable operation of the rotary kiln incinerator. Therefore, the study of the melting characteristics of rotary kiln can effectively reduce slagging and maintain the stable operation of a rotary kiln in a practical production process. According to the study by Zhang Shaokun [21], slag formation in a rotary kiln is mainly caused by the coking of salt at a low melting point and the coking due to local temperature drop. Therefore, the melting temperature of slag can be increased such that the incineration temperature is lower than the melting temperature, effectively preventing the formation of rotary kiln slag. Liu Jinkui et al. [23] and Qian Jianjie et al. [25, 26] performed a detailed experimental study on the improvement of slag melting temperature. Liu Jinkui et al. reported that SiO2, Al2O3, CaSO4, and CaO improved the melting temperature of slag to varying levels. Qian Jianjie et al. [25] also observed that SiO2, Al2O3, and CaO can effectively increase the slag temperature when hazardous waste containing fluorine and chlorine is burned.
In another study conducted by Qian Jianjie et al. [27], it was shown that reducing the chlorine content and increasing the calcium content in hazardous waste could increase the melting temperature. At the same time, CaO and Al2O3 could be added in the melting process; this has important reference significance to prevent slag formation in the rotary kiln incineration process. The research by Liu Jinkui et al. and Qian Jianjie et al. has opened new perspectives to improve the melting temperature of the furnace in the incineration process. For controlling the incineration temperature, Liu Jinkui et al. adopted the method combined with the computer control system to effectively control the incineration temperature lower than the melting temperature. Jiang Xuguang et al. [24] innovatively combined the fluidized bed and rotary kiln to control the feed quantity, speed, and primary and secondary air, so as to control the flue gas operating temperature of various parts, avoid slag formation in the rotary kiln and achieve stable operation. Because of the high cost of performing an experiment in actual production, it is practical to use theoretical simulations to predict the melting temperature in actual production. Qian Jianjie et al. [25] used the neural network method to predict the melting temperature and performed a comparative analysis by experiments. The predicted and experimental values are the same, and so the neural network method can be used to analyze these problems. Li Chunyu [26] studied furnace slag from a new perspective; performed a microanalysis of the ash slag, showed the formation process of fly ash in flue gas, and the main components of ash slag, such that it can be considered to control the type of feed and avoid slag formation. Understanding the relevant research of the above researchers can provide an important reference value to avoid slag formation in a rotary kiln in actual production.
Experimental and simulation data comparison
Various variables are involved in the research of rotary kiln incineration, and different parameter values can be selected for each variable. To effectively reveal the relationship and influence between the various variables in an actual incineration process, an experiment consume a lot of time and money, which greatly affects the progress of research. With the development of computer technology and the researchers’ thorough analysis of combustion theory, a computer simulation software, such as Fluent, ANSYS, etc., is used to establish effective models to provide an important reference value for actual production. However, the establishment and selection of the model have a significant impact on the predicted results. Therefore, to effectively guarantee the accuracy of the theoretical values, researchers often verify these through experiments and further optimize the model. In the last 10 years, foreign researchers have used computer software to study the rotary kiln. The focus of research varies.
Temperature is the basis of the combustion process in a rotary kiln. To calculate the solid residence time in the kiln as accurately as possible, it is necessary to predict the decomposition of the solid mass occurring in the bed. The relationship between particle transport and heat and mass transfer in a rotary kiln was studied by Ndiaye et al. [28]. They analyzed the effects of rotating speed, chord length, half angle, and filling degree on material residence time through experiments. The experimental equipment is shown in Fig. 10.

a Rotterdam’s rotary kiln and b study domain of the rotary kiln [28]
Ndiaye et al. [28] established a dynamic model of the inert charge based on Saeman model. To simulate the waste characteristics of the rotary kiln correctly, several parameters are introduced: geometric parameters, operating parameters, and physical properties of solids as shown in Fig. 11.

Geometrical description of the material movement inside the kiln [28]
The simulations of the bed structure, the residence time, and the filling degree are carried out. The experimental and simulated data are mapped, as shown in Fig. 12. It is clearly observed that the model established by Ndiaye et al. predicts the furnace height and the residence time under the furnace well and describes the furnace structure. The applicability of the model in an industrial environment is proved, and it could be used as a reference in industrial production.

a Variations of the bed height and chord length, b half angle as a function of speed ratio (numerical and experimental results) [28]
A mathematical model to determine the flux of the incinerated waste in terms of its calorific values was presented by Bujak [29]. The model is suitable for waste incineration system with a rotary kiln. It is based on the known and proven energy flux balances and equations that describe the specific losses of energy flux while considering the specificity of waste incineration systems described in detail by Bujak [30]. The relation curve between incineration waste flow and waste heat value was obtained by Bujak through experiments, as shown in Fig. 13. Curve 1 determines the relationship between incineration waste flow and waste heat value. The experimental results show that the waste disposal flux increases with the decrease in calorific value regardless of the oxygen concentration in flue gas. The maximum value is reached at a particular point (the breakpoint). When this maximum value is reached, the discharge of the incinerated waste decreases and the calorific value decreases further. Using some boundary conditions, the best work area is obtained (represented by the blue area). As observed in Fig. 13, since each system is different in the actual operation, it is difficult to determine the optimal working area through experiments. The mathematical model established in this study can be used to optimize the experiment and obtain the best working area.

Performance characteristics of the heat recovery system equipped with the rotary kiln, taking into account the boundary conditions [29]
To verify the accuracy of the model, comparative analysis of the tests was conducted, as shown in Table 7. It can be seen from Table 7 that the experimental data is very close to the theoretical data. The error of mathematical model and actual experiment is only 4.1% of the waste incineration flux and 6.8% of gas volume flux. Therefore, the model can be used to optimize the design phase of waste incineration system. In addition, Bujak argues that the thermal efficiency of the system depends largely on the intensity of the heat loss to the environment. The intensity of heat loss depends on the design and materials of rotary kiln and post-combustion chamber.
In the design process of the rotary kiln, four important aspects should be considered from an engineering viewpoint. These aspects include heat transfer from the flame, material flow through the kiln, and gas–solid mass transfer and reaction [31]. Heat transfer from the flame is considered to be one of the most important factors among the four aspects because it has an important influence on the performance of the rotary kiln. A large cylinder with a diameter of 2.6 m and a length of 20 m was proposed by Elattar et al. [32]. The influence of the geometric shape on the kiln body and that of the various operating parameters on flame heat distribution and flow display were studied. The flame length was estimated using the axial velocity distribution, temperature distribution, and average mixing proportion distribution. The correlation of limiting jet flame length was established. The turbulence model adopted in this study was selected and validated based on the previous two-dimensional free jet flame simulation results. Figure 14 shows a comparison between the numerical results obtained from different turbulence models and the analytical solution of the axial mixture fraction for a free jet flame presented by Meier et al. [33], and it shows good agreement. The realizable k − ε turbulent model shows the best agreement with the analytical solution among all the turbulence models used.

The simulation results are compared with the existing experimental data and the previous analysis results, and satisfactory results are obtained. Figures 15, 16 and 17 present comparisons between the simulation results of the restricted jet flames with and without radiation simulation and the experimental data from the study by Kim [34]. From Fig. 15, we observe that the simulation results of the axial temperature and axial mean mixing are in good agreement with the experimental data. From Fig. 16, we observe that the simulation results of the central axial mass fraction distribution have the same trend as the experimental results; however, the simulation results are higher than the experimental data. Elattar et al. argued that the differences in results were due to the simplified assumptions inherited in the turbulence and combustion models and the errors in the experimental measurements. In Fig. 17, the experimental data of the flame length under different fuel speeds are in good agreement with the simulation results, and the difference is caused by the definition of flame length, numerical hypothesis, and experimental uncertainty.

Comparison of simulated and experimental data of the centerline axial temperature versus mixture fraction with and without radiation modeling using a methane flame [32]

Comparison of simulated and experimental data of the centerline axial mass fraction distribution for CO and H2 species versus mixture fraction using a methane flame [32]

Comparison of simulated and experimental data of the flame length versus fuel velocity at different fuel nozzle diameters using a methane fuel with and without radiation modeling [32]
Elattar et al. obtained the following conclusions. The realizable k − ε turbulence model was selected as the most suitable for the simulation of a non-premixed jet flame in a rotary kiln. The flame length and flame peak temperature in the rotary kiln were significantly affected by fuel, excess air coefficient, inlet diameter, inlet temperature, and radiation.
To analyze the influence of temperature, excess air coefficient, and heat-resistant insulation material on the combustion and flue gas emission in a rotary kiln, a combustion model using finite element analysis was established by Francesco Lombardi et al. [35] as shown in Fig. 18. The mass and heat balance and kinetic parameters of a particular waste stream were considered when simplifying the assumptions. Only the main mass components (C, H, O, N, and S) were considered for mass equilibrium.

Description of the finite volume exchange processes [35]
The results were compared with the measured values in full-size incinerators. It was observed that increasing the input waste in the kiln resulted in an increase in the amount of volatiles and carbon compounds available in the combustion process. As a result, the temperature of the rotary kiln increased. When a large amount of waste is input, the values of temperature, humidity, ash content at the bottom, coke, and volatile matter is higher. The excess air coefficient is the key factor to ensure the complete combustion of waste and to restore the maximum energy. Unlike changes in waste inputs, changes in excess air coefficients only lead to differences in temperature and flue gas composition. The higher the excess air ratio, the higher is the oxygen concentration, and, therefore, the flue gas component is further affected by the excess air ratio. The properties of refractories and insulating materials are important to protect the integrity of the combustion chamber while maximizing the energy recovered from the waste. The change in refractory properties and thickness has only a slight effect on the temperature inside and outside the kiln, which delays the combustion process.
In simulation studies on the rotary kiln, researchers mainly focus on the study of the furnace structure, incineration capacity, and flame heat distribution. For this reason, most researchers make further innovations and improvements on the basis of previous studies and then verify their model through experiments to ensure the feasibility and authenticity of the model. The effects of rotational speed, chord length, half angle, and filling degree on the retention time of materials through experiments were analyzed by Ndiaye et al. [28]. On the basis of Saeman model, the kinetic model was established to simulate the waste characteristics in a rotary kiln, and the furnace height, residence time, and structure were well predicted. The influence of the geometric shape and various operating parameters on the thermal distribution and flow field of the flame was studied by Elattar et al. [32]. Based on the previous two-dimensional free jet flame model, a turbulence model was used to simulate the flame. The theoretical model was verified by experiments and the results are in good agreement. The turbulence model was selected as the most suitable model for non-premixed jet flame simulation in a rotary kiln. A mathematical model to determine the amount of incineration waste by heat value was proposed by Bujak et al. [29], and they verified the accuracy of the model by experiments. The influence of temperature, excess air coefficient, and heat-resistant insulation material on the flue gas emission in rotary kiln combustion was analyzed by Francesco Lombardi et al. [35], and they established the mathematical model of rotary kiln combustion using finite element analysis.
Flue gas pollution control
All hazardous wastes except those which are explosive and radioactive can be sent to the rotary kilns for incineration. However, to ensure safe operation, it is still necessary to control the hazardous waste sent into the rotary kiln for incineration. Otherwise, some components could produce violent chemical reactions under high temperature and burn down the furnace wall, resulting in hazardous waste leakage and even explosion accidents [36].
For example, the emission characteristics of flue gas pollutants from the incineration and disposal of hazardous waste were studied by Zhou Miaosheng et al. [37] at the Hangzhou Hazardous Waste and Medical Waste Treatment Project, a key project in Zhejiang province. The treated hazardous waste mainly includes organic waste solvents with high calorific value and high toxicity, pesticide waste, pharmaceutical waste, mineral oil waste, fine (steam) distillation residue/liquid, phenolic waste, organic phosphorus compounds, sewage treatment oily sludge, printing and dyeing sewage sludge, and highly toxic chemicals. To ensure the stable and safe operation of the incinerator, the mixing ratio of hazardous waste should be calculated according to the parameters such as composition, calorific value, and compatibility between wastes before the hazardous waste is put into the rotary kilns for incineration. After the mixing ratio is determined, the average low calorific value is 12.9 MJ/kg [38]. For the components with high content of S and Cl, the proportion of them in admixture can be appropriately reduced. Among the hazardous wastes listed in Table 8, Cl content of organic halogenated residual liquid is relatively high. The process is shown in Fig. 19.

Waste incineration and flue gas flow diagram [37]
In this system, a rotary kiln, a secondary combustion chamber, and waste heat boiler incineration are adopted. The heat is recovered in the incinerating process of hazardous waste. The process of incineration and disposal of hazardous waste meets the national standards by setting up a quenching tower, lime and activated carbon injection system, and baghouse. According to the monitoring data of the flue gas treatment system, the average dust removal rate is 98.7%, the average desulfurization rate is 95.5%, and the HCl removal rate is 88.4%.
The feasibility of the flue gas treatment technology and 9000 ton/a incineration disposal facility located in Zhenjiang Danyang Economic Development Zone was presented by Yue Qiang et al. [39]. The whole incineration flowchart is shown in Fig. 20. To prevent the regeneration of dioxin, the flue gas temperature can be decreased rapidly and effectively in the quenching tower.

Hazardous waste incineration process in a rotary kiln [39]
The activated carbon is sprayed into the pipe in front of the bag filter to absorb dioxins and heavy metals in the flue gas, and then the activated carbon-adsorbed dioxins are collected by the bag filter. The alkali liquor and activated carbon injection feeding device are used in the flue gas purification and treatment system. The reaction section is set between the quenching tower and the bag filter, such that the absorber is evenly mixed in the flue gas and deposited on the wall of the bag filter to form a filter cake. Thus, the deposited absorber continues to absorb gaseous pollutants in the flue gas. After treatment, the flue gas, which meets the national standard, is discharged to the stack.
Based on the experimental and literature data, Block et al. [40] attempted to demonstrate that hazardous waste can be destroyed in a chemical waste treatment plant with minimal risk to health and environment, and the modern chemical waste treatment of hazardous waste is a sustainable process (based on the three pillars of environment, economy, and society) in accordance with the requirements of efficient utilization of resources and clean production.
Taking the hazardous waste incinerator at Antwerp, Belgium as an example, the principle of the Resource Efficient and Cleaner Production (RECP) program is illustrated. In Fig. 21, an incineration line scheme is presented. The flue gas treatment device includes an electric filter for removing dust particles. HCl, Cl2, HF, SO2, Hg, and metal compounds were removed by a three-stage (quenching, pickling, double-alkali washing) wet flue gas washing device. A dioxin filter, consisting of six parallelly connected cylindrical adsorption units filled with lignite coke adsorbent, plays an important role in systematically ensuring low emissions of polychlorinated dibenzo-p-dioxins and dibenzofurans (PCDD/Fs) and other products of incomplete combustion (PICs).

Schematic representation of a typical rotary kiln incinerator with flue gas treatment (Indaver, Antwerp, Belgium) [40]
Waste incineration is often associated with air pollution. The pollutants monitored include dust, CO, total organic carbon, HCl, SO2, NOx, and heavy metals. Figure 22 compares the performance of hazardous waste incineration (HWI) and waste-to-energy (WtE) rotary kilns in the Indaver plant with that of the European end-of-life vehicles (ELVs). It is observed that the actual emission of a typical dangerous incinerator is much lower than the incineration plant emission limit in Europe. CO and NOx emissions account for a significant proportion of the limit value.

Environmental performance of the Indaver rotary kilns (as an example of typical incinerators for hazardous waste [40]) relative to European ELVs
Block et al. [40] believe that the primary objective of any waste policy should be to minimize the negative impacts of waste generation and management on human health and the environment. Although the reuse and recycling of wastes have a high priority in the hierarchy of wastes, they are not always the best ways to deal with them. As shown in Fig. 23, the incineration process meets the requirements of the RECP principle.

Incineration of hazardous waste complies with the principle of “Resource Efficient and Cleaner Production” and the pillar of “Sustainability” [40]
From the data on Wuhan’s hazardous waste emissions, Xuying Yuan et al. [41] observed that the amount of hazardous waste was generally on the rise from 2010 to 2015. To effectively dispose of the hazardous waste, the Wuhan Municipal Government decided to set up a hazardous waste treatment center. Xuying Yuan et al. evaluated the project. The hazardous waste incineration system includes a pretreatment system, incineration system, heat recovery system, and flue gas purification system to realize harmless treatment of the hazardous waste.
The potential influence of the valve from the main combustion chamber to the auxiliary chamber providing air flow passage on the sudden drop in O2 concentration and the emission of CO and NOx in a very short time was studied. The following parameters were measured in the test: average air flow in the combustion chamber and average oxygen concentration in the post-combustion chamber.
According to the preliminary analysis of the research results, a longer rotation time was set under the lower secondary air flow, such that the minimum oxygen concentration in the excess air in the post-combustion chamber was 4%. In this case, due to the relatively long rotation cycle of the main combustion chamber, there is a high demand for oxygen, and so a large amount of waste is not burned. At the same time, it is observed that shortening the rotation time and increasing the number of open valves also limit the decrease in oxygen concentration in the flue gas.
Bujak et al. [42] observed that although the increase in O2 concentration could effectively reduce the concentration of CO, a high O2 concentration would increase the content of NOx. The sum of CO concentration and NOx concentration was smallest when the optimum oxygen content was 8.3%. This represents a set of optimal settings for the trade-off between CO and NOx emissions generated by the process.
To reduce CO and NOx emissions during the rotary kiln operation, a plant in Poland was studied and analyzed by Bujak et al. [42]. The raw material used is meat waste. The system used in this experiment is mainly composed of a loading system, rotary kiln, post-combustion chamber, steam boiler, flue gas purification, and emission control system. In addition, the urea and adsorbent feeding systems are included.
The analysis shows that the combustion chamber rotation time is a variable control parameter. Therefore, it is necessary to adjust the air flow according to the change in the rotation time of the rear combustion chamber. The relation between air flow and rotary kiln speed can be established by the following equation [42]:
where y is the air flow rate of the rear combustion chamber (Nm3/h), x is the rotation time of the combustion chamber of the rotary kiln (s), and [O2] is the optimal O2 concentration (%).
Bujak et al. [42] suggested that the application of the above formula could help prevent the sharp decrease in oxygen content in the flue gas during the rotary kiln rotation process and hence prevent the sharp increase in CO and NOx emissions in the short term.
By setting the rotating speed of the rotary kiln reasonably and adjusting the flow rate of the gas entering the secondary combustion chamber, the excessive emission of CO and NOx in a short time can be prevented. The research method and experimental planning proposed by Bujak et al. can be applied to all waste incineration systems, especially rotary kilns.
The PCDD/F concentrations generated during startup and shutdown are significantly higher than those in normal operating conditions and also the Chinese national limits. Under the condition of normal PCDD/F concentration, the PCDD/F accumulated on the inner wall of the filter during startup can be released again, thereby significantly increasing the discharge of PCDD/F. The amount of PCDD/F generated by three stop–start cycles is approximately the same as the amount of PCDD/F emissions in a normal operating year. This indicates that more attention should be paid to the control and reduction of PCDD/F emission level in the boot-off process. Therefore, to understand the formation and removal of PCCD/F in different operating cycles, the PCDD/F emission in a HWI plant for the whole stop-start cycle was studied by Li Min et al. [43]. The hazardous waste incinerator used in the experiment has a capacity of 50 ton/day and has been in operation since 2009. Flue gas samples were collected simultaneously at the inlet and outlet of a bag filter and the stack during startup. Gas phase samples were collected by adsorption on the XAD-2 resin, while particle binding samples were collected by a fiberglass filter and then washed for sampling. Twelve flue gas samples were collected at startup and nine at shutdown.
Experimental studies have observed that high temperature and stable combustion conditions significantly reduce the formation of PCDD/F in the waste incineration process. Activated carbon can effectively absorb volatile organic pollutants in the gas phase. The extraction of gas-phase PCDD/F from combustion gas includes adsorption and physical separation. When PCDD/F concentration is low, the remaining PCDD/F accumulated in the filter and pipe inner wall during startup is released [43]. In addition, the soot particles produced during startup are deposited on these inner walls, thereby providing a favorable site for de novo synthesis [44]. PCDD/F is mainly formed when the flue gas passes through the steam boiler. Moreover, it is observed that PCDD/F concentration is mainly composed of polychlorinated dibenzofurans (PCDFs). In addition, more than 98% of PCDD/F homologs discharged from the chimney are in the gas phase. Therefore, attention should be paid to reducing PCDD/F in the gas phase.
The main flue gas emission data for the past 10 years in the rotary kiln pyrolysis incineration system for hazardous waste is summarized in Table 9. Analyzing the data in the table, it can be concluded that at present, researchers performing comprehensive and detailed detection of pollutant emissions are mainly from China, while foreign researchers have gradually started to change their research direction in the past decade. Analyzing the data of heavy metals, we observe that in the research results from the Laboratory of Clean Energy Utilization, Zhejiang University, the content of heavy metals is generally low; however, due to the different choices of disposal of hazardous waste, there are differences in the amount of each heavy metal. The emission of heavy metals is the lowest in the study by Jiang Xuguang et al. The toxicity equivalent of dioxins shown in all the studies is less than 0.5, indicating that the emission control technology of dioxins has been improved to a certain extent. Block et al. from Belgium obtained the lowest concentration of dioxin emission in the experiment, and their control technology can be referred to in a subsequent actual production. For conventional pollutants, the production of CO is mostly within 20 mg/Nm3, and some researchers can even obtain an emission level close to 2.5 mg/Nm3. For SO2 and NOx emissions, the experimental results of most researchers showed that the concentrations are within 50 mg/Nm3 and approximately 200 mg/Nm3, respectively. Through this analysis of the pollutant discharge data from various researchers, we can conclude the following. For research on reducing dioxin emissions, one can refer to the study by Block et al. To study on reducing heavy metal emissions, one can refer to the research by Jiang Xuguang et al. and Qiu Meixia et al. The study by Ma Pan et al. and Li Wenjuan et al. can be referred to for conventional gas pollutants. Based on the analysis of the results of previous studies, we would have more choices in the subsequent disposal of hazardous waste.
Medical waste incineration
With the development of the world economy and population growth, the medical waste from all kinds of hospitals is increasing day by day, and this waste is a serious threat to human health. According to the statistics of the World Health Organization (WHO), each hospital bed in developed countries produces about 0.5 kg of medical waste every day, while each hospital bed in developing countries produces 0.5–2.5 kg of medical waste every day. Due to its unique risk, medical waste is listed in the first place in the National Hazardous Waste List. In 2016, the annual output of medical waste was approximately 2,146,000 tons (data from the Ministry of Environmental Protection, China), and it is still increasing. To decrease the medical waste, the domestic and foreign waste treatment technology is mainly divided into incineration method and non-incineration disposal technology. Among them, non-incineration disposal technologies mainly include landfill, thermal disposal, mechanical disposal, and biological disposal. At present, incineration is one of the most widely used treatment technologies because of its advantages of up to 90% reduction in volume and 100% bacterial damage [45]. In medical waste incineration, the biggest problem is dioxin emission reduction control, and so the research on medical waste dioxin is one of the main research directions in medical waste at present.
During the process of disposal, the calorific value of municipal waste is generally 4500–8000 kJ/kg, while that of medical waste is 11,000–21,000 kJ/kg. The calorific value of medical waste is much higher than that of municipal waste. Therefore, when medical waste and municipal waste are burned together, it leads to high-temperature corrosion in the superheater, which seriously affects the service life of the incinerator. In addition, because medical waste is highly infectious, it must be completely sealed during unloading and feeding. However, this condition is not applicable to municipal waste during unloading and feeding. When mixing combustion of medical waste and municipal waste is carried out, a high concentration of HCl and dioxin is emitted from the flue gas, and so higher efficiencies of de-HCl and absorption of dioxin from flue gas treatment facilities must be installed. This is the major risk when medical waste and municipal waste are co-fired.
To investigate the influence of different loads, rotary kiln rotation mode, and feeding direction on the incineration effect, the rotary kiln of a medical waste incineration production line with continuous operation of 24 h and treatment capacity of 3 ton/h was chosen. Guo Huidong [46] used an orthogonal experiment to optimize the core control parameters. The medical waste was delivered from the hospitals, and the low calorific value was approximately 4000–5000 kcal/kg. The parameters of the rotary kiln were studied by controlling the temperature of the kiln head, rotating speed of the rotary kiln, and air supply. According to the national technical standard, the solid phase incineration effect was judged by the loss of ignition of slag. The effect of gas phase incineration was determined by the combustion efficiency, which directly depends on CO concentration. Since CO concentration in the study was stable below 10 mg/Nm3 (i.e., the gas phase incineration effect was good), the loss of ignition of slag was considered as the incineration evaluation index.
Experiment results show that under 75% load condition, the best working conditions are a kiln head temperature of 850 °C, kiln speed of 0.09 r/min, and air flow of 7000 Nm3/h. The increase in kiln head temperature extends the length of the combustion section, which is equivalent to the increase in the effective residence time of medical waste in the high-temperature section of the rotary kiln. The decrease in rotary speed of the rotary kiln increases the residence time of medical waste, which is conducive for the improvement of incineration effect, especially to the standard of loss of ignition of slag. Under 96% load condition, the optimum conditions are a kiln head temperature of 850 °C, kiln speed of 0.12 r/min, and air flow of 10,000 Nm3/h. Under different loads, the optimal operating speed is different. The main reason is that a low rotating speed under a high load leads to a deposition in the kiln head area, which has an adverse impact on the burning effect. Therefore, while setting the kiln speed under a high load, there should be a good balance between prolonging the residence time and avoiding the charging at the kiln head.
According to the study by Guo Huidong [46], the kiln head temperature is the most important factor affecting the firing effect of a rotary kiln, and continuous inversion is the most favorable rotary kiln rotation mode. For the feeding mode of the rotary kiln, it is helpful to adopt the continuous feeding mode to solve the large fluctuation in HCl concentration and other flue gas pollutants caused by the uneven calorific value of medical waste and intermittent batch feeding. It is beneficial to improve the operation stability and economy of the subsequent waste heat utilization system and flue gas treatment system. Guo Huidong’s research has a strong guiding significance and can be a reference for similar projects or other solid waste incineration projects with a similar calorific value.
To further reduce dioxin production and control dioxin emissions, an experimental study on the amount and phase of dioxins in different parts of a clinical waste incineration line on a commercial scale was carried out by Lu Qing [47]. The experimental incineration device is shown in Fig. 24.

Experimental incineration device [47]
According to the results, the fly ash in medical waste has a high copper content, which is 2–4 times higher than that in the fly ash burned by municipal solid waste (MSW). The HCl content in medical waste is much higher than that in MSW. As the catalytic copper content and the concentration of chlorine containing HCl in the flue gas in the medical waste incineration process are higher than those in MSW incineration, it is more conducive for the generation of dioxins in the flue gas. Therefore, the concentration of dioxins in the medical waste incineration flue gas is often higher than that in the MSW flue gas. The sampling analysis of the incineration line flue gas system shows the different parts of the boiler to the deacidic tower entrance for dioxins in the flue gas pipeline and equipment for the high incidence area of synthesis, the section of the flue gas temperature is 200–280 °C. Dioxins (TEQ) in the flue gas of medical waste incineration mainly exist as gaseous pollutants.
The study by Lu Qing observed a high de nova synthesis area and reaction temperature for dioxin, and so we can further explore effective methods to control dioxin emission and regeneration on this basis.
Through the combustion experiment in the rotary kiln-fluidized bed medical waste incinerator, samples of fly ash and bottom slag under different rotating speeds were collected by Lu Shengyong et al. [48]. The dioxin content was determined, and the correlation between rotary kiln speed and ash residue dioxin emission was studied. They tried to obtain an incinerating condition with less dioxin production. The correlation between the dioxin content and the concentration of conventional pollutants in the flue gas was also analyzed. The experimental device is shown in Fig. 25.

Pyrolysis/gasification incinerator system [48]
In this experiment, the pyrolysis time of medical waste was adjusted by controlling the rotary kiln speed. Figure 26 shows the relationship between the rotary kiln speed, the total amount of dioxin production, and the toxic equivalent. The amount of dioxin in ash residue is much less than that in fly ash. This also shows that dioxins are mainly generated in the flow process of tail flue. This study is consistent with the results of Lu Qing. When the rotary kiln speed increases, the duration of waste pyrolysis decreases. Therefore, in the actual pyrolysis/gasification incineration process, the rotary kiln speed should be kept relatively low to reduce the generation of tail flue gas dioxins. Thus, dioxins are mainly generated by a heterogeneous catalytic synthesis at a low temperature during the pyrolysis/gasification incineration of medical waste. The dioxins in slag are mainly generated by the gas phase reaction of the high-temperature precursor.

Relationship between the rotary kiln speed, the total amount of dioxin production, and the toxic equivalent [48]
To evaluate the correlation between dioxin production and the other parameters, Fig. 27 shows a relationship between the total amount of dioxins and the concentration of other conventional pollutants.

Relationship between the total amount of dioxin production in fly ash and the volume fraction of the flue gas pollutants in the tail [48]
The correlation analysis is performed between the dioxin content in the fly ash of bag house and the concentration of conventional flue gas pollutants. With the increase in the NOx and H2O volume fraction, the total amount of dioxins in fly ash decreases. With the increase in the O2 volume fraction in flue gas, the total amount of dioxins in fly ash also increases. Therefore, by detecting the concentration of conventional gas components (pollutants) with a good correlation, the combustion condition and the degree of dioxin emission in fly ash can be predicted to some extent.
The study of Lu Shengyong et al. showed the effect of rotation speed on dioxin production. An indirect method to predict the change in dioxin content was also introduced.
A survey of hazardous and medical waste incineration and disposal facilities nationwide was conducted by Chen Jia et al. [49]. By collecting relevant information such as furnace type, disposal amount, flue gas purification device, and dioxin emission data, and classifying the collected emission data according to incinerator type and disposal capacity of disposal objects, the dioxin emission levels and characteristics of hazardous and medical waste incineration flue gas and fly ash were analyzed. The production of dioxins in the flue gas of most hazardous and medical waste incineration facilities is mainly based on PCDFs.
Chen Jia et al. [49] argued that the rotary kiln incineration of hazardous waste was chosen and the treatment effect was better. To select the rotary kiln or pyrolysis furnace for the incineration and disposal of medical waste, factors such as the disposal scale, production cost, and total dioxin emission in a large area should be taken into account comprehensively.
The experimental system of heat treatment of medical waste in the comprehensive facilities in large hospitals was analyzed by Bujak [50]. The waste management process is shown in Fig. 28.

Waste management after the upgrade [50]
The test system is located in a hospital and can effectively utilize the heat generated by the waste incineration process. The results show that the heat treatment of medical waste has significant environmental, energy, and economic benefits.
Energy experiments have shown that it is useful to design and build a clinical waste incineration system with heat recovery. The thermal efficiency of the whole system (incineration and heat recovery) was 66.8%. Environmental analysis shows that during the study period, the actual emission to the atmosphere due to the medical waste heat treatment is lower than the current emission standards of the EU. From an economic perspective, the payback period after installation and operation of the device is 4 years.
Through the progress in the research on medical waste in recent years, we observe that the most critical problem of medical waste pollutants at present is the treatment of dioxins. The above literature shows that dioxin control is a crucial aspect of medical waste disposal. On the one hand, Guo Huidong [46] studied the incineration status of medical waste in rotary kilns using the heat reduction rate; on the other hand, he also proposed two main measures to improve the incineration effect, namely, continuous inversion and continuous feeding. Its research is of great significance in practical production. Lu Qing [47], Lu Shengyong et al. [48], and Chen Jia et al. [49] analyzed the causes and treatment methods of dioxins in medical waste; however, the focus of each analysis was different. Lu Qing and Lu Shengyong et al. reached a consensus on the location of dioxin formation and the existence of dioxins in flue gas mainly in the form of gaseous pollutants. Lu Qing focused on the influence of copper and HCl on dioxin formation. Lu Shengyong et al. analyzed the influence of rotary kiln speed on dioxin formation. The correlation between dioxins and other pollutants was studied, and the emission of dioxins was predicted by the detection of conventional pollutants. The research on dioxins by Chen Jia et al. has created a new perspective. This is a huge innovation, despite the fact that most researchers now study single incinerators. The dioxin emission levels in medical waste and household waste in China were analyzed from a macroscopic and holistic perspective. A comprehensive assessment of how to select appropriate incinerators in the face of different hazardous wastes was carried out. The experimental device of medical waste incineration based on three aspects: energy utilization rate, environmental impact, and economic benefits was analyzed by Bujak [50]. The field of research in medical waste has been expanded by the work of Bujak.
New research on rotary kiln
In the last 10 years, there have been very few researches abroad on rotary kiln, gas pollutant emission, and heavy metal emission. Most researchers focus on rotary-kiln-plus, where the rotary kiln acts as the basis on which a new understanding of some aspects can be obtained from a fresh perspective. This new way of thinking greatly expands the research field of rotary kilns and has very important reference significance for actual production.
Florian Huber et al. [52] assessed the feasibility of mixing municipal solid waste incineration (MSWI) fly ash with hazardous waste. The results of the fly ash insertion and the quality of the solid residues produced were evaluated. The results clearly show that it is feasible to mix the fly ash of wet municipal solid waste and hazardous waste in the rotary kiln hazardous waste incinerator. More than 90% of inserted MSWI fly ash was transferred to the bottom of the rotary kiln, and its quality was not affected in terms of the disposal standard of non-hazardous waste landfills. Compared with the leachate of the bottom ash in the rotary kiln and the mixture of unheated MSWI fly ash, the content of heavy metals in the bottom ash leachate produced by wet preparation of MSWI fly ash is much lower. It is concluded that the heat treatment is accompanied by immobilization of harmful heavy metals. Thermal co-treatment of fly ash from wet MSWI and combustible hazardous waste in a rotary kiln is an alternative method with ecological advantages.
The environmental impact of rotary kiln incineration was evaluated by Li Wenjuan et al. [53] using the life cycle assessment (LCA) method, and it is widely used in China’s industrial hazardous waste treatment. The LCA approach identifies and quantifies all steps involved in energy and material consumption and pollutant emissions to assess the environmental impact and find ways to improve the negative impact. This study evaluated the entire incinerator system. The environmental performance of IHW incineration process was analyzed. The IHW incineration system is divided into three processes: pretreatment, combustion, and flue gas purification. Before the LCA evaluation, it is important to establish a life cycle inventory that includes quantitative energy and raw materials. Li Wenjuan et al. selected five impact categories: global warming, human toxicity, ecological toxicity, acidification, and nutrient enrichment. By studying these five cases, we obtain effective measures to deal with hazardous waste.
To clearly demonstrate the impact of IHW incineration on various aspects of environment safety, the impact potentials are respectively divided by the yearly personal contribution to the same aspect of environment safety. HTs represents human toxicity to soil, HTw represents human toxicity to water, and HTa represents human toxicity to air. After incineration, various pollutants pollute air, soil, and water and could endanger human health.
The results show that flue gas has the largest impact on HTa because the pollutants in the flue gas are discharged directly into the atmosphere. The bottom ash has the largest impact on HTw, and the fly ash has the largest impact on HTs.
Further analysis shows that the pollutants causing human poisoning are mainly heavy metals. Pb and As have the most significant influence among all pollutants. Therefore, heavy metals in fly ash and bottom ash should be properly treated.
Global warming is mainly caused by CO2 emission. Since CO2 is emitted not only from the incineration of IHW but also from the incineration of other fossil fuels, the impact of solid waste incineration on global warming can be ignored. Due to the existence of strict emission standards, environmental acidification has a lesser impact than other influencing factors, indicating that IHW incinerator has a better control over the emission of acidic gas. NOx has the largest impact on the acidification of different flue gases. Therefore, during flue gas treatment, a NOx removal system should be added to reduce the harm of NOx to the surrounding environment. The main factor of nutrient enrichment is also NOx emission, which again validates the necessity of increasing the NOx removal system. From the perspective of LCA, PCDD/Fs and heavy metals are more likely to accumulate in the human body through the food chain and other methods, and so the influencing factors are larger. On the other hand, wastewater has little impact on the environment in terms of LCA.
Though IHW incineration has a negative impact on the environment and human health, however, there is still room for improvement according to the evaluation results. The energy recovery system and NOx emission reduction system can be added to the incineration system to deal with the bottom ash and fly ash.
The impact of two kinds of high calorific value industrial waste incineration on the environment in a rotary kiln and a cement kiln was evaluated by Isabel Vermeulen et al. [54]. Automotive shredder residue (ASR) and meat and bone meal (MBM) were selected as the waste materials for incineration. The study did not consider the influence of the damaged low calorific value harmful refractory waste in the rotary kiln, nor did it consider the influence of clinker raw material production in the cement kiln. The actual environmental impact of the incinerator was related to the efficiency of the flue gas purification system, the capacity of heavy metal and sulfur capture, and the energy efficiency of the incinerator. A simplified model is shown in Fig. 29.

Schematic representation of the inventory of emissions, by-products, and wastes due to the incineration of 1 ton of calorific industrial waste [54]
All relevant emissions, inputs, and specific processes should be included in the assessment. Isabel Vermeulen et al. considered the input specific emissions (the kiln was discharged into the air and water to avoid emissions caused by steam and electricity production and by reagents consumed during production) and the process-specific emissions (the pollutants were discharged into the air by the kiln, the transport-related pollutants and those generated by reagents were consumed during production). The environmental impact in the following categories was assessed: global warming, acidification, eutrophication, photochemical ozone generation, human toxicity, and ecological toxicity.
As shown in Fig. 30a, b, the environmental impact of 1 ton of ASR incineration in a rotary kiln and a cement kiln on the environment was compared with the annual environmental impact of the Flemish industry. The scores for the rotary kiln are generally better than those for the cement kiln, regardless of whether process emission is considered or not. For all the influence categories considered, the minimum environmental impact of the rotary kiln is smaller than that of the cement kiln. The minimum environmental impact of the cement kiln is lower than that of the rotary kiln for eutrophication (when process emissions are considered), human toxicity and ecological toxicity (irrespective of whether process emissions are considered or not). The effects of the environment on human toxicity and ecological toxicity are the two most important ASR incinerators.

Environmental impact of ASR incineration in a rotary kiln compared to that in a cement kiln, relative to the environmental impact of the Flemish industry: a without considering process specific emissions; and b considering process specific emissions [54]
Figure 31a, b, respectively, compare the normalized environmental impact of 1 ton MBM without considering and considering process specific emissions in rotary kiln and cement kiln incinerator. The effect of burning MBM in a rotary kiln is generally better than that in a cement kiln. In terms of eutrophication (when process emissions are considered), human toxicity and ecological toxicity (irrespective of whether process emissions are considered or not), the minimum environmental impact of the cement kiln is lower than that of the rotary kiln.

Environmental impact of MBM incineration in a rotary kiln compared to that in a cement kiln, relative to the environmental impact of the Flemish industry: a without considering process specific emissions; and b considering process specific emissions [54]
In conclusion, the rotary kiln is the first choice for the incineration of industrial waste with a high calorific value. For the industrial waste liquid, the cement kiln has a high score in the category of toxicity influence when considering the process specific emissions. Isabel Vermeulen et al. suggested that before replacing the fuels with wastes to further improve the situation and save resources, a device should first strive to minimize its impact on the environment.
The main cost of modern rotary kiln incinerators is the maintenance of refractory bricks, for which Adrian Villalba Weinberg et al. [55] studied the wear mechanism of refractories. The X-ray detection of cracks was carried out, as shown in Fig. 32. There is insufficient evidence of caustic corrosion and chemical reactions occurring on the contact surfaces. The large crack is based on the wear mechanism of continuous flaking of the refractory layer. The cracks grow between the depositional surface and the peel layer.

Stages of the spalling mechanism [55]
The results show that the wear and tear of refractories is caused by spalling rather than corrosion. The partially melted ash may form a protective layer or penetrate the refractories to facilitate peeling. The most important aspect when selecting the refractories is the anti-stripping property, followed by the permeability resistance. Refractories tend to have low porosity and small pore sizes to prevent the liquid phase from permeating the refractories.
From a different perspective, the impact of hazardous waste treatment on the workers’ physical health was explored by Chi–Chi Lin et al. [56], reflecting a people-oriented ideology. Although the air pollution control equipment has been installed in waste incinerators to protect the outdoor environment from air pollution, workers still have access to indoor suspended particles during various work activities. The mass concentration, mass size, and quantity distribution characteristics of particulate matter discharged from five types of hazardous waste plants were investigated. At present, the most common control method is incineration. Chi–Chi Lin et al. discussed the characteristics of particulate matter emission from a hazardous waste incinerator with a rotary kiln system.
The schematic diagram of the hazardous waste incinerator is shown in Fig. 33.

Diagram of the hazardous waste incineration plant [56]
In Fig. 33, there are five fixed sampling points: waste feed (S1), ash discharge from rotary kiln and bottom of post-combustion chamber (S2), cooling tower (S3), buffer tower (S4), and fly ash emission from air pollution control equipment (S5). The particle size concentration, particle size distribution, quality, and quantity were measured at five measuring points during normal operation, furnace closure, and annual maintenance of incinerator.
The study concluded that workers who worked in S5 were exposed to PM10 particles at higher rates than those at other work points during normal working hours. In terms of the impact of particulate emission on workers’ safety and health, small particulate matter is the most harmful to human body. This is because small particles are inhaled, deposited, and absorbed, and then transported through the blood circulation system of the body. Therefore, appropriate protective measures should be adopted, such as wearing ventilators and installing protective covers in important work locations, to minimize workers’ exposure to particulate matter emissions. This study provides a reference for plants to adopt measures to protect the workers’ health during the actual production process.
To compare the total amount (input and output) of persistent organic pollutants (POPs), Van Caneghem et al. [57] developed a method to weigh the total amount of POPs according to the minimum dose risk or cancer efficacy. The inflow and outflow of several types of organic pollutants (hazardous waste incineration in a rotary kiln, MSW incineration in a grate furnace, and waste electrical and electronic equipment (WEEE) and ASR co-incineration with MSW in a grate furnace) were compared.
To determine the reasonable layout of the solid waste loading system and the position of burner in the combustion process, Krot et al. [58] studied the solid waste incineration device in a rotary kiln. The simulations of waste incineration temperature gradient in the rotary kiln and the post-combustion chamber were carried out. The criteria for determining the efficiency of the rotary kiln are proposed: the section length reaching the maximum combustion temperature, the section length before slag discharge, and the temperature of slag discharge. To effectively utilize the volume of the post-combustion chamber, the maximum distance between the burners should be maintained. Moreover, the outlet flue should be as far away from the burner as possible.
Isabel Vermeulen et al. [54] conducted a comparative analysis with a cement kiln based on the research on a rotary kiln and discussed the criteria for selecting an incinerator for industrial waste incineration with different calorific values. Li Wenjuan et al. [53] studied the impact of rotary kiln incineration on the environment combined with the whole LCA Querymethod and performed a specific assessment on the impact of pollutant discharge from the rotary kiln on the environment. They obtained the important factors affecting the environment and adopted effective methods to reduce the impact of such factors on the environment in actual production. Both Isabel Vermeulen et al. and Li Wenjuan et al. approached the issue from the perspective of environmental impact. These two studies have important reference significance in actual production to reduce environmental impact. Adrian Villalba Weinberg et al. [55] and Krot et al. [58], respectively, studied the wear mechanism of refractories and the reasonable layout of burners from an economical perspective and proposed effective solutions. Chi–Chi Lin et al. [56] explored the impact of hazardous waste treatment on the workers’ health from a people-oriented perspective. Florian Huber et al. [52] assessed the feasibility of mixing MSWI fly ash with hazardous waste.
Conclusions and prospects
In this paper, we present a systematic summary of pyrolysis and incineration of the rotary kiln, system design optimization, flue gas pollutant control, medical waste incineration, and innovative research of rotary kiln.
Comparing the research on rotary kiln incineration in China and abroad in the last 10 years, it can be concluded that the basic research on rotary kilns by foreign researchers is exhaustive, while that in China is gradually expanding. It is expected that with the expansion of basic research on rotary kilns by domestic researchers, there will be a saturation in basic research in the next 10 years. It is likely that a considerable number of researchers will then switch to studying the treatment status and optimization of the rotary kiln for specific hazardous wastes.
With the rapid development of computer simulation software and the in-depth study of combustion theory, a significant number of researchers are working on simulations, and the feasibility of the model is verified by experiments. It is expected that simulation studies on rotary kilns will be a key research field for domestic researchers in the future.
To control the flue gas pollutants, Chinese researchers have mostly performed comprehensive detection of pollutant emissions, while foreign researchers have gradually changed their research direction in the past 10 years. Considering the cost, it is not feasible to further control the reduction of pollutant emission concentration. Therefore, the research on the emission of flue gas pollutants from a rotary kiln can be considered to be mature. Of course, we should also take into account that with the development of social economy, people have higher requirements on environmental indicators. Therefore, research on zero-emissions in the rotary kiln treatment of hazardous waste is the future topic of research. This research stage would start with the improvement in people’s environmental requirements.
In the past decade, the biggest problem in the treatment of medical waste has been the treatment of dioxins. Some researchers have done pioneering work on it. Foreign research on medical waste is less, mainly limited to multiple perspectives (environment, economy, and development) analysis. It is expected that future research on medical waste will also gradually mature. Researchers will change directions gradually.
To sum up, through this analysis of the research progress of the rotary kiln in the last 10 years, it observed that the general research direction in China is 5–10 years behind that in foreign countries. Of course, a few domestic researchers keep up with the latest emerging research fields in the world.
The government should comprehensively measure the relationship between environment, technology, and cost, improve laws and regulations in related fields, provide industrial support and policy support to related rotary kiln enterprises, and increase the capital investment in the research field of rotary kiln to enhance the technology reserve.
We predict that the future research direction of the rotary kiln would be mainly in the following three aspects. First, the breakthrough in the zero-emission technology of rotary kiln pollutants would be truly harmless to the environment. Second, the rotary kiln would intersect with other disciplines, conduct more comprehensive research from various aspects, and devote itself to the resource treatment of single hazardous waste, to better serve the society. Finally, under the premise of ensuring zero-emissions of pollutants, the miniaturized structure of the rotary kiln would be designed and processed in a decentralized manner.
Change history
27 August 2021
A Correction to this paper has been published: https://doi.org/10.1007/s42768-021-00078-9
References
National Hazardous Waste List. The Bulletin of the State Council of the People's Republic of China. 2016;39–40.
Statistics NBO. Chinese statistical yearbook. Beijing: China Statistics Press; 2016 (in Chinese).
Visvanathan C. Hazardous waste disposal. Resour Conserv Recycl. 1996;16:201–12.
Zhu J, Jiang X, Liu G, Yan J, Chi Y. Discussion on the technology of waste disposal in rotary kiln. Environ Eng. 2004;5:57–61.
Yang Y, Pijnenborg MJA, Reuter MA, Verwoerd J. Analysis of transport phenomena in a rotary-kiln hazardous waste incinerator. Prog Comput Fluid Dyn. 2007;7:25–39.
Lester TW, Cundy VA, Sterling AM, Montestruc AN, Jakway AL, Lu C, Leger CB, Pershing DW, Lighty JS, Silcox GD, Owens WD. Rotary kiln incineration—comparison and scaling of field-scale and pilot-scale contaminant evolution rates from sorbent beds. Environ Sci Technol. 1991;25:1142–52.
Lemieux PM, Pershing DW. Design and construction of a rotary kiln simulator for use in studying the incineration of hazardous-waste. Rev Sci Instrum. 1989;60:2768–77.
Liu G, Chi Y, Jiang X, Zhu J, Yan J, Cen F. Mass transfer of simulative hazardous waste particles in rotary kiln. J Eng Thermophys. 2005;2:343–6 (in Chinese).
Carroll GJ, Thurnau RC, Fournier DJ. Mercury emissions from a hazardous-waste incinerator equipped with a state-of-the-art wet scrubber. J Air Waste Manag Accoc. 1995;45:730–6.
Ottoboni AP, De Souza I, Menon GJ, Da Silva RJ. Efficiency of destruction of waste used in the co-incineration in the rotary kilns. Energ Convers Manag. 1998;39:1899–909.
Tan PF, Vix P. Modeling and optimization of rotary kiln treating EAF dust. J Univ Sci Technol Beijing. 2005;12:308–12.
Mikulcic H, von Berg E, Vujanovic M, Duic N. Numerical study of co-firing pulverized coal and biomass inside a cement calciner. Waste Manag Res. 2014;32:661–9.
M. Qiu, B. Xu, L. Chen, J. Qin. A brief discussion on the incineration technology of hazardous waste rotary kiln (in Chinese). Jiangxi Chem Ind. 2016;51–53.
J. Jia, L. Zhao. Research on control parameters and adjustment methods of rotary kiln incineration system of hazardous waste (in Chinese). Environ Dev. 2014;25–27.
Ma P, Ma Z, Yan J, Chi Y, Ni M, Cen K. Industrial hazardous waste treatment featuring a rotary kiln and grate furnace incinerator: a case study in China. Waste Manag Res. 2011;29:1108–12.
Huang H, Buekens A. Chemical kinetic modeling of de novo synthesis of PCDD/F in municipal waste incinerators. Chemosphere. 2001;44:1505–10.
Kaiser S, Weigl K, Spiess-Knafl K, Aichernig C, Friedl A. Modeling a dry-scrubbing flue gas cleaning process. Chem Eng Process. 2000;39:425–32.
Zhang S. Engineering design of disposing hazardous waste by rotary kiln systems. Metall Equip. 2010;2:58–62 (in Chinese).
Zhang L, Zhang Y. Theory and practice on incineration and disposal of hazardous wastes (in Chinese). China Environ Prot Ind. 2010;11:36–8.
Zhang D, Yang H, Gao M. Engineering situation of rotary kiln incineration system on hazardous wastes. China Environ Prot Ind. 2010;10:56–8 (in Chinese).
Zhang S. Engineering application of disposing hazardous waste by rotary kiln. Ind Furn. 2010;2:26–9 (in Chinese).
S. Zhang. Optimization design of hazardous waste incineration system of rotary kiln (in Chinese). China Environ Prot Ind. 2015;59–63.
Liu J, An C. Study on applying computer control system to prevent hazardous waste rotary kiln incineration from slagging. Energy Eng. 2010;67:58–62 (in Chinese).
X. Jiang, Z. Fei, S. Lu, C. Li, C. An, Y. Chi, J. Yan, K. Yu, J. Pan, Z. Shi. Incineration characteristics of multi-incineration system of rotary fluidizing and ash-cooling for hazardous wastes (in Chinese). Chin J Environ Eng. 2010;909–914.
J. Qian, X. Jiang, F. Wang, Y. Zhang, X. Shen. Study on the melting characteristics of slag from the incinerator of hazardous wastes containing fluorine and chlorine (in Chinese). Acta Scientiae Circumstantiae. 2011;2499–2505.
C. Li. Studies and application on thermal disposal and slagging characteristics for typical hazardous waste in two-stage incineration system with rotary kiln (in Chinese). Zhe Jiang University. 2011. pp 208.
Qian J, Jiang X, Wang F, Chi Y, Yan J. Effect of fluorine and chlorine on slag melting characteristics: experimental study and simulation by neural networks. Thermochim Acta. 2011;526:29–34.
Ndiaye LG, Caillat S, Chinnayya A, Gambier D, Baudoin B. Application of the dynamic model of Saeman to an industrial rotary kiln incinerator: numerical and experimental results. Waste Manag. 2010;30:1188–95.
Bujak J. Determination of the optimal area of waste incineration in a rotary kiln using a simulation model. Waste Manag. 2015;42:148–58.
Bujak J. Experimental study of the energy efficiency of an incinerator for medical waste. Appl Energy. 2009;86:2386–93.
Barr P. Heat transfer processes in rotary kilns. Vancouver: The University of British Columbia; 1986. p. 299.
Elattar HF, Stanev R, Specht E, Fouda A. CFD simulation of confined non-premixed jet flames in rotary kilns for gaseous fuels. Comput Fluids. 2014;102:62–73.
Meier W, Barlow RS, Chen YL, Chen JY. Raman/Rayleigh/LIF measurements in a turbulent CH4/H2/N2 jet diffusion flame: experimental techniques and turbulence–chemistry interaction. Combust Flame. 2000;123:326–43.
Kim HK, Kim Y, Lee SM, Ahn KY. Studies on combustion characteristics and flame length of turbulent oxy—fuel flames. Energy Fuel. 2007;21:1459–67.
Lombardi F, Lategano E, Cordiner S, Torretta V. Waste incineration in rotary kilns: a new simulation combustion tool to support design and technical change. Waste Manag Res. 2013;31:739–50.
H. Liu, K. Yu, J. Li, Y. Nie. Environment risk assessment of hazardous waste incineration (in Chinese). Res Environ Sci. 2005;48–52.
Zhou M, Li C, Jiang X, Lu Y, Li X. Study on flue gas complying with standard in hazardous wastes incineration disposal. China Environ Prot Ind. 2011;1:30–3 (in Chinese).
Zhou M, Wang H, Zhou B, An C, Wang L, Su Z. The development of integrated feeding system for multi-formation hazardous wastes. Energy Eng. 2009;5:25–9 (in Chinese).
Yue Q, Fan Y, Gen L, Zheng H, Wang J. Process design on the treatment of flue gas from hazardous waste incineration. Environ Sanit Eng. 2012;33:28–30 (in Chinese).
Block C, Van Caneghem J, Van Brecht A, Wauters G, Vandecasteele C. Incineration of hazardous waste: a sustainable process. Waste Biomass Valoriz. 2015;6:137–45.
Yuan XY, Lou SL, Wu YJ, Li XW. The disposal method and application of hazardous waste in Wuhan. LancasteR: Destech Publications Inc.; 2016. p. 172–5.
Bujak J, Sitarz P. Reduction of NOx and CO emissions through the optimization of incineration parameters in a rotary kiln. Environ Prot Eng. 2016;42:85–100.
Li M, Wang C, Cen K, Ni M, Li X. PCDD/F emissions during startup and shutdown of a hazardous waste incinerator. Chemosphere. 2017;181:645–54.
Weber R, Sakurai T, Ueno S, Nishino J. Correlation of PCDD/PCDF and CO values in a MSW incinerator—indication of memory effects in the high temperature/cooling section. Chemosphere. 2002;49:127–34.
Da Silva CE, Hoppe AE, Ravanello MM, Mello N. Medical wastes management in the south of Brazil. Waste Manag. 2005;25:600–5.
H. Guo. Process control parameters optimization of medical waste incineration engineering by rotary kiln (in Chinese). Chin J Environ Eng. 2012;2072–2076.
Lu Q. Formation of dioxin in a rotary kiln medical waste incineration line. Chin J Environ Eng. 2013;2:743–6 (in Chinese).
Lu S, Wu H, Li X, Yan J. Correlation between rotary speed of a medical wastes incinerator rotary kiln and dioxin emission in sediments. J Combust Sci Technol. 2011;1:11–6 (in Chinese).
Chen J, Chen T, Wang Q, Wang C, Guo Y, Lu Y, Li X. PCDD/Fs emission levels of hazardous and medical waste incineration in China. Acta Sci Circum. 2014;34:973–9 (in Chinese).
Bujak J. Thermal treatment of medical waste in a rotary kiln. J Environ Manag. 2015;162:139–47.
Yang Y, Reuter MA, Voncken JH, Verwoerd J. Understanding of hazardous waste incineration through computational fluid-dynamics simulation. J Environ Sci Health A Tox Hazard Subst Environ Eng. 2002;37:693–705.
Huber F, Blasenbauer D, Mallow O, Lederer J, Winter F, Fellner J. Thermal co-treatment of combustible hazardous waste and waste incineration fly ash in a rotary kiln. Waste Manag. 2016;58:181–90.
Li W, Huang Q, Lu S, Wu H, Li X, Yan J. Life cycle assessment of the environmental impacts of typical industrial hazardous waste incineration in eastern China. Aerosol Air Qual Res. 2015;15:242–51.
Vermeulen I, Van Caneghem J, Block C, Dewulf W, Vandecasteele C. Environmental impact of incineration of calorific industrial waste: rotary kiln vs. cement kiln. Waste Manag. 2012;32:1853–63.
Villalba Weinberg A, Varona C, Chaucherie X, Goeuriot D, Poirier J. Extending refractory lifetime in rotary kilns for hazardous waste incineration. Ceram Int. 2016;42:17626–34.
Lin C, Huang H, Hsiao W. Mass and number size distributions of emitted particulates at five important operation units in a hazardous industrial waste incineration plant. J Occup Environ Hyg. 2016;13:325–38.
Van Caneghem J, Block C, Van Brecht A, Wauters G, Vandecasteele C. Mass balance for POPs in hazardous and municipal solid waste incinerators. Chemosphere. 2010;78:701–8.
Krot OP, Rovenskyi OI. Modeling of Installations with a rotary kiln for thermal decontamination of wastes. Probl Reg Energ. 2018;1(36):44–57.
Acknowledgements
This study is supported by the National Key Research and Development Program of China (Grant nos. 2018YFF0215001, 2018YFC1901302, 2017YFC0703100), the Innovative Research Groups of the National Natural Science Foundation of China (Grant no. 51621005), the National Nature Science Foundation of China (Grant no. 51676172), and the Fundamental Research Funds for the Central Universities (Grant no. 2018FZA4010).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Jiang, X., Li, Y. & Yan, J. Hazardous waste incineration in a rotary kiln: a review. Waste Dispos. Sustain. Energy 1, 3–37 (2019). https://doi.org/10.1007/s42768-019-00001-3
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s42768-019-00001-3