
Abstract
Increased fuel cost and emission norms have pushed automobile sectors to produce lighter and more efficient vehicles. Reduction in overall vehicle weight, using parts made by lightweight alloys, result in significant reduction in fuel consumption. Aluminum-based matrix composites (AMCs) have been extensively used in automobile and aerospace industries owing to their remarkable mechanical and tribological properties. This review outlines the mechanical characteristics of aluminum-based hybrid composites used in automotive applications. The enhancement in the mechanical properties of aluminum alloys are required to use in automobile industries successfully. The literature has revealed that uniform addition of reinforcement particles has been found to be suitable to enhance strength and hardness of these composites. Moreover, the addition of soft reinforcement along with hard particles reduces the brittleness and improves wear resistance of the developed hybrid composites. It has been concluded that ceramic particulates such as silicon carbide (SiC), graphite (Gr), aluminum nitride (AlN), alumina (Al2O3), and boron carbide (B4C) would significantly improve the mechanical and wear characteristics of these composites and the agro-waste derivatives such as fly ash (FA), rice husk ash (RHA), and coconut shell ash (CSA) can be a potential substitute for the secondary reinforcements. Microstructures of hybrid composites fabricated at different wt% of reinforcement particles were found stable with uniform distribution. Overall, the present review concludes that aluminum-based hybrid composites have great potential to serve as substitute to monolithic aluminum alloy and single reinforced composites in automobile sector requiring lighter weight, high strength and enhanced wear resistance.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The global need for high performance, economical, and good-quality products has attracted the attention of researchers in the field of composite materials from the last decades [1, 2]. AMCs have been extensively used in automobile and aerospace industries owing to their remarkable mechanical and tribologicalproperties [3,4,5]. AMCs continuously satisfy the market need of a lightweight, durable, and high-performance components [6,7,8]. Their remarkable properties such as strength, wear resistance, low thermal expansion, and electrical conductivity nominate it to replace the conventional aluminum alloys [9,10,11]. AMCs provide enhanced properties over conventional alloys. Government’s emission norms and increased fuel costs have pushed automobile sectors to produce lighter and more efficient vehicles [12]. Automobile parts, made by these lightweight composites, results in a significant decrease in fuel consumption [13]. Figure 1 depicts the different parts of automobile developed by AMCs or aluminum-based hybrid composites.

Automotive parts developed from composites/hybrid composite
Ceramics particulate reinforced AMCs have high potential to replace heavyweight ferrous material for the automotive sector to reduce vehicle weight with efficiency improvement and better emission control. Composites can offer lightweight benefits in vehicles, ranging from 15 to 40% [14]. Depending on the types of reinforcement used, the composite material can impart a unique combination of properties. The composite materials are multi-functional systems that reveal characteristics hardly attainable from any individual material [15]. Composites are developed by integrating matrix material and reinforcement particles. Their basic constituents have their own different characteristics while the developed compound presents an entirely new class of material with improved properties. This material integration aims to improve structural, tribological, thermal, and chemical or other properties of materials. Aluminum (Al) alloys of different classes are identified by a combination of Al and different alloying element in varying quantities [16]. The novel applications of AMCs in different sectors are summarized in Fig. 2.

Novel applications of AMCs in different sectors
An aluminum alloy is a composition of aluminum to which other elements have been added. The chief alloying elements added to aluminum include silicon, copper, magnesium, manganese, zinc, and nickel. All of these constituents are used to increase the strength of monolithic aluminum. Broadly, aluminum alloy are classified into two classes: cast alloy and wrought alloy. The aluminum alloys were originally given 4-digit numbers assigned by Aluminium Association, USA, in a particular order. Cast alloys were designated in similar manner including a decimal point [17]. Figure 3 depicts the various strengthening mechanisms of aluminum alloy. There are various ways to enhance the strength of Al alloys comprising of metal matrix composites [18], by precipitation hardening [19], by cryogenic treatment [20], and by surface coating [21]. Among these methods, metal matrix composites have widely being used to ameliorate mechanical properties and tribological characteristics of aluminum alloy [22]. To enhance the mechanical and tribological properties of AMCs, the mostly used reinforcement are alumina (Al2O3) [23], silicon carbide (SiC) [24, 25], boron carbide (B4C) [26], titanium carbide (TiC) [27], graphite (Gr) [28], and carbon nanotubes [29].The advantages of composite materials with aluminum matrices over conventional aluminum alloys include higher strength and stiffness, lightweight, improved properties at high temperatures, controlled thermal expansion coefficient, controlled heating of the material, improved electrical conductivity, improved resistance to abrasion, and wear [30, 31].

Strengthening mechanisms of Al alloy
Fiber metal laminates are also the high-strength materials made up of metal alloy and composite materials. Chandrasekar et al. [32] reviewed the various factors affecting the mechanical characteristics of fiber metal laminates. Although, the properties of soft Al alloys are increased with the addition of reinforcement several limitations have also been reported [33]. The results revealed that addition of ceramics particles increased the density and elastic modulus of resultant composites [34]. This is due to higher density and elastic modulus of ceramic particles as compared to Al alloy. This results in degradation of some properties of resultant composites like brittleness, toughness, and machinability [35, 36]. Also, soft particles unlikely to be considered as single reinforcement for high stress applications. Under such conditions, development of hybrid aluminum matrix composites (HAMCs) found to be quite beneficial [37, 38]. HAMCs are a new generation of metal composites that have the potential to fill the current need for advanced engineering materials [39]. The performance of these materials depends upon the carefully tailored combination of reinforcing materials. Recently, it has been reported that HAMCs, which comprises primary reinforcement such as silicon carbide (SiC), aluminum nitride (AlN), alumina (Al2O3), boron carbide (B4C), and secondary reinforcement such as graphite (Gr), molybdenum disulfide (MoS2) can exhibit enhanced tribological and mechanical properties [24, 38, 40,41,42]. To utilize industrial waste without affecting the properties of AMCs, ceramic particles and industrial waste are added to achieve remarkable results [43,44,45,46,47,48]. Modern engineering applications require materials that exhibit excellent strength with lighter weight and should be cost-effective. An example of such an application is in the development of materials for automobile sectors, where fuel economy becoming more critical [49]. Several studies have been focused on developing HAMCs with varied reinforcement content [50]. Authors have reported improved or comparable properties of hybrid composites over single reinforced composites at a reduced cost [51, 52]. This has put HAMCs under the spotlight as many authors forecast the great potential of fabricating low-cost and high-performance aluminum-based hybrid composites. The use of double reinforcement showed increased mechanical properties up to some extent of reinforcement wt%, after which negative results started to show [53]. Under these circumstances, development of HAMCs is useful. But, lack of knowledge regarding development and application areas can limit wider use of these hybrid composites. Therefore, it is essential to review recent advances in the development of these materials with different combinations of primary and secondary reinforcement particles.
In this context, succeeding sections presents the review regarding fabrication techniques of aluminum hybrid composites. Also, the mechanical characteristics of developed hybrid composites have been critically reviewed. This paper has been organized into five sections. In the first section, a brief introduction about AMCs with special reference to the need for HAMCs has been elaborated. The second section describes the development techniques for HAMCs. In the next section, primary and secondary reinforcement materials for HAMCs have been discussed. The fourth section summarizes the effect of reinforcement on the mechanical properties of HAMCs. In the fifth section, recent advances in HAMCs have been reviewed. In the end, discussion and concluding remarks of the study have been presented.
2 Fabrication techniques
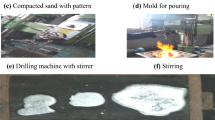
Liquid- and solid-state processing methods are the two most commonly used processing methods for the fabrication of these composites. The selection of a particular fabrication method depends upon the number of factors such as types of matrix material and reinforcement material; the shape, size, and distribution of reinforcement particles; and the mechanical, chemical, and thermal properties of the matrix and reinforcement material [54, 55]. Figure 4 depicts the different development routes for composites/hybrid composites. Solid-state processes include different processes like powder metallurgical processes, diffusion bonding, vapor deposition process while liquid-state processes include stir casting, squeeze or pressure casting, gas pressure infiltration process, vortex casting, and injection methods [56,57,58].Stir casting and powder metallurgy techniques are mostly used for fabrication of composites [59]. Under liquid-state processing methods, due to simplicity and the commercial availability of stir casting, it is the most viable route for the development of particulate based composite [60,61,62,63]. Sharma et al. [64] reviewed the fabrication methods of aluminum based composites focused on stir casting route. In this method, reinforcement is incorporated into a molten metal alloy by stirring action followed by a casting process [65]. The various process parameters such as stirring time, speed, and feed rate can be controlled to obtain desired microstructural properties of composites [66].

Development routes for composites/hybrid composites
Increase in stirring time and speed gives a uniform distribution of reinforcement particles in the developed composites [67, 68]. In powder metallurgy process, the material is mixed in fine powder form to achieve the desired form. After that, mixed materials are subjected to high temperature in a controlled environment to bind the material [69]. It is a prime requirement to obtain homogenous mixture to obtain a strong microstructure of developed composites [70]. The three steps for the successful fabrication of composites by powder metallurgy process are mixing, compaction, and extrusion [71]. The powder metallurgy process is based on the uniform mixing of materials and sintering and more on cold pressing followed by plastic working. Cold plastic work is usually done, where green component is preliminarily sintered [72]. Table 1 shows the comparison between mostly used fabrications techniques used for the development of HAMCs.
There are some others recent techniques used for composite fabrication. Spark plasma sintering (SPS) is a solid-state fabrication process that involves direct current and low voltage. This process is useful to fabricate high-density composites with excellent grain growth. SPS is very fast process that promotes excellent mechanical properties in developed composites [73]. SPS is expensive process and applied only for simple symmetrical shapes. In hot isostatic pressing (HIP) process, composites are fabricated by using casting and powder metallurgy process. HIP processing operation depends upon structure, density, and porosity of materials. The main drawback of this process is the requirement of secondary operations for all the parts manufacture by this process. HIP is considered as better process for improving mechanical properties of composites. Ultrasonic-assisted casting (UAC) is another useful method for development of composites. UAC promotes good mechanical and homogeneity of properties in the developed composites and useful for bulk production of composites. This process is little expensive due to tooling involved. Friction-stir processing (FSP) involves the application of extreme and localized plastic deformation to alter the properties of material. In this method, a nonconsumable tool is inserted into the workpiece and allows stirring laterally in the workpiece. With the application of FSP, a significant increases in mechanical properties and fatigue life was reported in the literature [74, 75].
3 Reinforcement materials for development of HAMCs
3.1 Primary reinforcement materials
Ceramic particles are widely used as reinforcement particulates due to their lower cost and easy handling during fabrication of composites [76, 77]. Various types of ceramics particles are incorporated into the aluminum alloy matrix to enhance the properties of the alloy. SiC and Al2O3 are commonly used reinforcement material for AMCs [76, 78, 79]. Several types of reinforcement such as AlN, TiC, TiN, and TiB2 have been used to investigate their addition on mechanical and wear properties of composites [80, 81]. AlN has been considered as an attractive reinforcement material due to its remarkable functional properties such as high strength, high thermal conductivity, excellent wear resistance, and lower electrical conductivity [82]. Due to its excellent mechanical and thermal characteristics, AlN is considered as competitive material in the industry [83]. AlN is used in the engine block, cylinder head, and pistons in automotive sectors where strength, heat sink, and wear resistance are the prime requirement [84]. These ceramic particles have found to be compatible with an aluminum matrix material which results in strong bond formation within fabricated composites [85]. As a result, remarkable changes in properties have been observed by addition of these particulates. However, the problem of brittleness, toughness and machinability can be reduced to certain extent by addition of secondary or soft reinforcement [86].
3.2 Secondary reinforcement materials
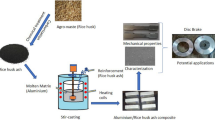
Secondary reinforcements which are commonly used in HMACs are graphite (Gr), molybdenum disulphide (MoS2), fly ash (FA), red mud (RM), rice husk ash (RHA), and coconut shell ash (CSA) [87]. Gr is a popular reinforcement particulate used to fabricate composites for self-lubricating material [88]. Due to its self-lubricating property, Gr particles are used in the various application that needs increased wear resistance, e.g., pistons, piston rings, and bearings. Currently, it is an excellent reinforcement to improve dry sliding wear behavior of aluminum composites [89]. The graphite particle imparts improved tribological properties in the developed composites by the formation of graphite-rich film which provides solid lubrication. The presence of graphite in the matrix alloy improves its oil spreadability over the contact surfaces [90].The hardness of hybrid composites decreases with increases in Gr contents [91, 92]. FA exhibit superior strength, low density and high carrion resistance [93]. The main constituents of FA are Al2O3, SiO2, Fe2O3, TiO2, and carbon [94]. RM is another waste product and can be obtained from aluminum industries easily. The low cost, easy availability, and chemical stability make it suitable as reinforcement material in Al composites [95]. RHA has been used in AMCs due to its low density and easily availability. The main constituents of RHA are SiO2, Al2O3, Fe2O3, and MgO [96, 97]. The burning of CSA releases CO2 and methane in the environment. It contains elements like SiO2, Al2O3, MgO, and Fe2O3. Hence, CSA can be used as a green reinforcement in aluminum composites [98].
4 Effects of reinforcement on mechanical behavior of composites
Several researchers developed hybrid composites and reported mechanical properties [99,100,101,102,103]. The main objective of fabrication of aluminum-based composites is to obtain a uniform distribution of reinforcement particulates within the Al matrix alloy. During the fabrication process, the overall purpose is to avoid intermetallic phase formation [102]. This type of distribution helps in to obtain a desired set of properties of developed composites. Scanning electron microscopy (SEM) is used to study the effect of wt% addition of reinforcement particles in the developed composites. X-ray diffraction (XRD) is used to ascertain the presence of reinforcement particles developed composites sample. SiC tends to react Al at higher processing temperature to form an intermediate compound as given in below equation [104, 105].
The presence of intermediate compound aluminum carbide (Al4C3) decreases the strength of fabricated composites. Addition of SiO2 in Al matrix alloy found to be suitable to avoid the formation of aluminum carbide. FA is a good source of SiO2 and hence can be used as secondary reinforcement. In the same context, Selvam et al. [104] fabricated Al6061-SiC/FA hybrid composites using the stir casting method. The microstructural study revealed uniform distribution of these particles in the developed composites. Also, it has been observed that at 10% SiC and 7.5% FA addition the tensile strength and microhardness increased by 23% and 16%, respectively. Table 2 reports the mechanical properties of the Al-based hybrid composites reported by different authors in the literature. Dwivedi et al. [105] developed A356-SiC/FA hybrid composites using electromagnetic stir (EMS) casting method. The microstructural study revealed uniform distribution of reinforcement but at a low fraction of SiC cluster were formed. Significant increase in hardness and ultimate tensile strength was observed at 15% SiC and 5% FA.
Viswanatha et al. [106] investigated the microstructure and mechanical properties of A356 AMCs reinforced with SiC and Gr reinforcement. Liquid metallurgy method was used to fabricate the composites. Significant improvement in hardness and tensile properties were observed by increasing the wt% of SiC reinforcement. Uniform dispersion of SiC and Gr particles were observed. Table 3 reports the obtained composite material properties and their applications in automotive sectors.
Miranda et al. [107] investigated the influence of reinforcement on tensile and wear characteristics of AlSi alloy. The wear-resisting characteristics of AlSi-Ti/SiC and AlSi-Ti were found better than the AlSi alloy. The tribo pair developed by aluminum composites result in better tensile behavior. Sharma et al. [108] developed an Al6061/ Si3N4/n-Gr (n-GR: nanographite powder) hybrid composites. Significant increase in hardness was observed at 6% Si3N4 and 6% n-Gr wt%. Sethi et al. [109] studied the mechanical and thermal properties of aluminum-based hybrid composites reinforced with yttrium tungstate-aluminum nitride (Y2W3O12–AlN). It has been observed that the addition of AlN in Y2W3 O12-rich composites increase the hardness and compressive strength. On the other hand, addition of Y2W3 O12 in AlN-rich composites increases the hardness but lower the compressive strength. Reddy et al. [110] developed a new class of hybrid composites with FA and E-glass short fibers. Significant improvements in properties were observed. Microstructral study revealed uniform dispersion of reinforcement particles. 32% increases in tensile strength were found and hardness was doubled. Alaneme and Sanusi [111] studies the microstructural and wear behavior of AA6063 aluminum alloy reinforced with Al2O3, RHA and Gr. The tensile strength was found to be higher at 0.5% Gr and 50% Gr. The toughness value also increases at 0.5% Gr. Rao et al. [112] developed LM25/Al2O3/Gr hybrid composites with different wt% of reinforcement particles. Optical micrograph study shows uniform distribution of Al2O3/Gr particles within the developed composites. Improved hardness 108 HV and tensile strength 180 MPa was obtained at 9% Al2O3 and 4% Gr wt%. Gou and Tsao [28] investigated the effects of SiC/Gr particles on aluminum 6061 alloy. It has been observed that with increases in Gr content, hardness decreases. Increased hardness was obtained at 10% SiC and 0% Gr wt%. It has been also reported that with increases in Gr content, toughness decreases. Microstructral study revealed uniform distribution of SiC/Gr particles. Yilmaz and Buytoz [113] prepared Al hybrid composites with 10% Al2O3 and varying wt% of Gr particles. The results revealed that as Gr% increased more than 1%, the hardness of composites decreases. Abdul Saheb [114] prepared Al-based hybrid composites with SiC and Gr particles at 5, 10, 15, 20, 25, and 30 wt% of SiC and 2, 4, 6, 8, and 10 wt% of Gr. It has been reported that with an increase in the percentage of ceramic particles hardness increases. The maximum hardness was obtained at 25 wt% of SiC and 4wt% of Gr. Figure 5 depicts the SEM micrographs of hybrid aluminum composites at different wt% of reinforcement.

Morphological SEM investigation of a AA6082- (0% SiC+B4C), b AA6082- (5% SiC+B4C), c AA6082- (10% SiC+B4C), d AA6082- (15% SiC+B4C), and eAA6082- (20% SiC+B4C) [1]
The SEM micrographs of AA6082- (SiC+B4C) hybrid composites reported in Fig. 5a–e shows the dendritic growth of α-Al grains. The formation of α-Al grains is due to mismatch of thermal behavior of reinforcement particles and the molten matrix material. Formation of dendritic region was mainly due to cooling of developed hybrid composites during solidification. A uniform distribution of particles is seen in Fig. 5b–e. The clusters of particles were also seen in some regions. Due to lack of voids, the interfacial bonding between matrix material and reinforcement particles was observed to be relatively good.
Suresh et al. [115] studied the wear properties and microstructure of Al6061/Al2O3/Gr hybrid composites developed by stir casting route at different wt 5 2, 4, 6, and 8 of Al2O3 and 2 wt% of Gr. The best results were obtained at 8 and 2 wt% of Al2O3 and Gr, respectively. Patil and Motgi [116] studies the mechanical properties of LM25-Al2O3/FA hybrid composites. Increase in hardness 62 BHN and ultimate tensile strength 190 MPa has been reported at 10% Al2O3 and 3% FA Wt%. Ahamad et al. [117] studied the effect of Al2O3/TiO2 reinforcement on Al 6351 alloy. Five samples were prepared at 0, 2.5, 5, 7.5, and 10 wt% of Al2O3 and TiO2, respectively. Maximum hardness was obtained at 5% Al2O3 and 5 % TiO2 wt% of reinforcement. Johny et al. [118] studies the machining and mechanical properties of 6061-T6 Al alloy reinforced with SiC/TiB2. The outcomes revealed that with increases in TiB2 content tensile starts decreased. Maximum tensile strength was obtained at 10% SiC and 0% TiB2. Also, it has been investigated that up to 15% of reinforcement hardness increases after that hardness decreases. Kumar et al. [119] studied the microstructural and mechanical behavior of AA6063 alloy reinforced with SiC/TiC particles. Samples were prepared at fixed wt% of SiC 1% and varying wt% 1, 1.5, 2, and 2.5% of TiC. It has been observed that with an increase in TiC wt%, hardness increases and density decreases. The maximum value of hardness 130 HV was obtained at 1% SiC and 2.5% TiC. Mahdavi and Akhlaghi [120] studied the effect of SiC reinforcement on AA6061/Gr hybrid composite. In situ powder metallurgy process was used to prepare the composites. 0–40 wt% of SiC and 9% of Gr particles were used for study. Improvement in hardness was observed at 20% SiC and 9% Gr wt %. Sangeetha et al. [121] compared the mechanical and morphological properties of LM22/SiC and LM22/SiC/MWCNT hybrid composites at 10 wt% of SiC and 1.5 wt% of MWCNT. Improvement in hardness (89.7 BHN) and ultimate tensile strength (230 MPa) has been reported. The presence of SiC particles has significant contribution in hardness of composites [122, 123].
5 Effect of reinforcements on wear behavior of composites
Several researchers investigated the wear behavior of Al-based metal matrix composites reinforced with single and hybrid reinforcement particles for different wear process parameters like velocity, load, and sliding distance. Ahamad et al. [124] fabricated Al-Al2O3-TiO2 hybrid composite using stir casting route. Wear test was carried out using pin-on-disc wear machine under dry sliding condition. It has been observed that wear resistance of developed composites increases with increases in wt% of TiO2. ANOVA test was carried out to study the effect of reinforcement and load on wear rate. Radhika et al. [125] investigated the wear behavior of Al-Al2O3-Gr hybrid composites developed by stir caste route at a load of 20, 30, and 40 N, respectively. It has been found that the wear resistance of developed composites increased due to variation ceramics in aluminum alloy. Carvalho et al. [126] studied the wear characteristics of AlSi-CNTs-SiCp aluminum-based hybrid composites. Results showed improved wear behavior for all developed composites of AlSi-CNTs-SiCp as compared to AlSi alloy. Hekner et al. [127] studied the tribological properties of Al/SiC/C MMCs fabricated by hot pressing at semi liquid state and found that wear rate decreased in Al/SiC/C composites as compared to Al/SiC which is carbon free. Sohag et al. [128] studied the tribological characteristic of Al-Cu alloy reinforced with SiC/TiC particles fabricated by stir casting. It has been observed that density of the developed composites decreased with the variation of wt% of ceramic and the wear rate decreased with increase in reinforcement content. Nayim at al. [129] investigated the effects of CNT/TiC reinforcement on Al-CNT/TiC hybrid composites developed by stir caste route. The wear rate was found to be decreased at lower load and with increase in wt% of reinforcement content. Also, uniform distribution of CNT/TiC reinforcement was found in the developed composites. Kumar et al. [119] investigated the wear characteristics of Al-SiC-TiC composites. It has been observed that density decreased at higher percentage of reinforcement and wear rate was found to be decreased with variation of TiC reinforcement. Liu et al. [130] investigated the wear behavior of Al7075-B4C and MoS2 hybrid composites at 4, 8, and 12 wt% fabricated using stir casting method. The significant improvement in wear resistance and coefficient of friction has been achieved due to addition of MoS2 and B4C particulates in Al7075 alloy. Uthayakumar [131] and Kumar et al. [132] applied ANOVA method for the optimization of wear parameters. Ahamad et al. [133] investigated the wear rate of Al-Al2O3-C hybrid composites. Wear resistance of hybrid composites increased with reinforcement variation. Also, wear rate of the developed composites increased with variation of applied load. Table 4 reports the sliding wear investigation of HAMCs reported by different author under different wear process parameters.
Aluminum metal matrix composites possess many advantages, problems related to their poor damage tolerance under cyclic loading remains [135]. Many applications in automotive sectors involve cyclic loading, making these composites materials properties is of critical interest in this area. When any component is subjected to the cyclic load high-density microcracks forms simultaneously resulted in early failure of component. Although, it has been reported in the literature that addition of reinforcement can significantly improves the fatigue behavior of these material under cyclic loading [136,137,138]. The addition of reinforcement particulate in aluminum base alloy matrix has been shown to significantly influence fatigue behavior under cyclic loading conditions [139,140,141,142].
6 Recent advances in HAMCs
Xie et al. [143] in 2020 investigated the feasibility of a new class of Al-based hybrid composites by incorporating bimodal sized glass reinforcement. To conquer the limitations of fine metallic glasses bimodal sized reinforcement was used. A reasonable balance between strength and ductility was obtained. It was observed that the overall strength of developed composites increased while ductility decreased. Gowrishankar et al. [144] in 2020 examined the properties of Al6061/SiC/B4C hybrid composites. The samples were prepared through stir casting route at 3 wt % of SiC and 3 wt % of B4C. Microstructral study revealed uniform distribution of reinforcement particles within the developed composites. Hardness testing and tensile testing was carried out to the study the impact of reinforcement on hardness and tensile strength. Significant improvement in hardness from 50 to 80% and 30 to 40% in tensile strength was observed. Gupta et al. [145] in 2020 examined the wear behavior of HAMCs for brake rotor applications. LM 27 aluminum alloy was reinforced with sillimanite and rutile particles through stir casting route. The outcomes revealed good interfacial bonding between the matrix and reinforcement particles. Kumar et al. [146] in 2020 developed A356 hybrid composites with FA and RM through friction stir casting process. The mechanical and tribological behavior of developed composites was examined. The hybrid composites showed superior wear resistance and ductility. Kumar et al. [147] in 2020 prepared Al-SiC/Gr hybrid composites. Maximum hardness was obtained at 6 wt% of SiC and 2wt % of Gr. It has been noticed that with increases in Gr content the strength decreased initially. Tan et al. [148] in 2020 fabricated Al2024 hybrid composites with recycled SiC and 2024Al particles through pressure infiltration method. The microstructural study showed uniform distribution of particles. The tensile strength has been increased up to 392 MPa, but the composites showed brittle characteristics. Gayathri and Elansezhian [149] in 2020 fabricated a stir cast Al hybrid composite with spent alumina catalyst and copper oxide at 10 wt% of spent alumina catalyst and 0.5, 0.75, and 1 wt % of copper oxide. Microstructural and mechanical investigation revealed uniform distribution and density decreases of composites. Maximum hardness (94.83 HRB) was obtained at 10 wt% of spent alumina catalyst and 0.5 wt% of copper oxide. Sujith et al. [150] in 2020 developed a new variety of aluminum composite through the in situ process. The areas of applications of HAMCs may not differ from those of AMCs but owing to its enhanced mechanical characteristics and other aspects as reported in the literature, it is now possible for these composites to be a part of new variety of applications in automobile and other sectors. Investigation of different properties makes these composites as an attractive material for automobile industries for making components such as cylinder, engine block, cylinder head, and pistons.
7 Discussions
Currently, automotive sectors are focusing on lightweight, low cost, high performance, and reliable materials for applications. The aluminum-based hybrid composites have been found suitable to meet these requirements. This review paper presents the different combination of reinforcement particles used in the development of hybrid composites and their effects on mechanical properties of composites. The mechanical properties of hybrid composites are reviewed for hardness and ultimate tensile strength. The study revealed that the properties of developed composites depend upon the composition and types of reinforcement used. Figures 6 and 7 show comparative values UTS and hardness of various hybrid aluminum composites w.r.t. pure aluminum. Data clearly shows a substantial improvement in mechanical properties.

Effect of various hybrid reinforcement materials on ultimate tensile strength of resulting aluminum hybrid composite

Effect of various hybrid reinforcement materials on hardness of resulting aluminum hybrid composite
The double ceramics particles reinforced HAMCs show improved mechanical properties. The outcomes reported revealed that addition of FA prevents the formation of the intermetallic phase in the hybrid composites. Incorporation of reinforcement like FA, RHA, CSA, etc. leads to a significant reduction in the density of composites. Further, to explore the extent of improvement in properties of composites, a comparison should be made between single reinforced AMCs and double reinforced HAMCs. Also, stir casting route was found to be the most viable route for the development of hybrid composites.
Overall, the present review paper concludes that HAMCs have great potential to serve as a substitute to monolithic Al alloy and single reinforced AMCs in automobile sector requiring lightweight materials with improved hardness and enhanced strength. Further, the effect of parameters such as stirring time, temperature, and feed rate could also be studied for wear behavior of these composites. Also, different combinations of reinforcement wt% are required to be explored for the development of hybrid composites for a specific application.
8 Conclusions
Based on the above work presented by different authors, the following conclusions are drawn and presented as follow:
-
1.
Hybrid aluminum matrix composites (HAMCs) have been used in various applications and have the potential to fill the current need for advanced engineering materials.
-
2.
Microstructures of hybrid composites fabricated at different wt% of reinforcement particles are stable with uniform distribution.
-
3.
The most common techniques used for the development of hybrid composites are stir casting and powder metallurgy process.
-
4.
Hybrid composite strengthening can be enhanced by the addition of hard reinforcement particles. It has been found that ceramic particulates such as silicon carbide (SiC), aluminum nitride (AlN), alumina (Al2O3), and boron carbide (B4C) would significantly improve mechanical characteristics of these composites.
-
5.
The solid lubricant graphite (Gr) has great potential to serve as secondary reinforcement for superior mechanical and wear properties.
-
6.
For the new generation of hybrid composites, the agro-waste derivatives such as fly ash (FA), rice husk ash (RHA) and coconut shell ash (CSA) can be a potential substitute for the secondary reinforcement.
References
G. Singh, S. Goyal, Microstructure and mechanical behavior of AA6082-T6/SiC/B4C-based aluminum hybrid composites. Part. Sci. Technol. 36, 154–161 (2018)
A.S. Walia, V. Srivastava, V. Jain, et al., in Lecture notes in Mechanical Engineering. Effect of TiC reinforcement in the copper tool on roundness during EDM process (Springer, Singapore, 2020), pp. 125–135
M.M. Nor, C. Ho, F. Janudin, An experimental study on the deformation behaviour and fracture mode of recycled aluminium alloy AA6061-reinforced alumina oxide undergoing high-velocity impact. Proc. Inst. Mech. Eng. Part C J Mech. Eng. Sci. 234, 4659–4670 (2020)
G. Singh, S.L.I. Chan, N. Sharma, Parametric study on the dry sliding wear behaviour of AA6082–T6/TiB2 in situ composites using response surface methodology. J. Braz. Soc. Mech. Sci. Eng. 40 (2018). https://doi.org/10.1007/s40430-018-1235-0
K.A. Praveen, Experimental analysis on the axial crushing and energy absorption characteristics of novel hybrid aluminium/composite-capped cylindrical tubular structures. Proc. Inst. Mech. Eng. Part L J Mater. Des. Appl. 233, 2234–2252 (2019)
V. Khanna, V. Kumar, S.A. Bansal, Effect of carbonaceous nanomaterials’ reinforcement on mechanical properties of aluminium metal-based nanocomposite: A review. Mater. Today Proc. (2020). https://doi.org/10.1016/j.matpr.2020.07.221
S. Padmanabhan, A. Gupta, G. Arora, et al., Meso–macro-scale computational analysis of boron nitride nanotube-reinforced aluminium and epoxy nanocomposites: A case study on crack propagation. Proc. Inst. Mech. Eng. Part L J Mater. Des. Appl. 146442072096142 (2020)
V. Khanna, V. Kumar, S.A. Bansal, Aluminium-carbon fibre metal matrix composites: a review. IOP Conf. Ser. Mater. Sci. Eng. 1033, 012057 (2021)
A. Macke, B. Schultz Pradeep Rohatgi, Metal Matrix composites offer the automotive industry an opportunity to reduce vehicle weight, improve performance property materials application METAL-MATRIX COMPOSITE (MMC) MATERIALS BEING DEVELOPED AT UNIVERSITY OF WISCONSIN-MILWAUKEE FOR USE IN AUTOMO. Adv. Mater. Process., 19–23 (2012)
R. Ambigai, S. Prabhu, Optimizing and characterization of aluminium based functionally graded Silicon Nitride composite. Proc. Inst. Mech. Eng. Part C J Mech. Eng. Sci. 095440622096078 (2020)
V. Khanna, V. Kumar, B.S. Anil, Mechanical properties of aluminium-graphene/carbon nanotubes (CNTs) metal matrix composites: advancement, opportunities and perspective. Mater. Res. Bull. 111224 (2021)
E. Vandersluis, A. Lombardi, C. Ravindran, A. Bois-Brochu, F. Chiesa, R. MacKay, Factors influencing thermal conductivity and mechanical properties in 319 Al alloy cylinder heads. Mater. Sci. Eng. A 648, 401–411 (2015)
M. Patel, B. Pardhi, S. Chopara, et al., Lightweight composite materials for automotive - a review. Concepts J. Appl. Res. 3, 1–9 (2018)
B. Ravishankar, S.K. Nayak, M.A. Kader, Hybrid composites for automotive applications – A review. J. Reinf. Plast. Compos. 38, 835–845 (2019)
A.P. Kumar, D. Maneiah, L.P. Sankar, Improving the energy-absorbing properties of hybrid aluminum-composite tubes using nanofillers for crashworthiness applications. Proc. Inst. Mech. Eng. Part C J Mech. Eng. Sci. 095440622094226 (2020)
J.R. Davis, Light metals and alloys-aluminum and aluminum alloys. Alloy Underst Basics, 351–416 (2001)
J.G. Kaufman, Understanding wrought and cast aluminum alloys designations. Introd. Alum. Alloy Tempers, 23–37 (2000)
S.P. Hannula, P. Lintula, P. Lintunen, et al., Processing and properties of metal matrix composites synthesized by SHS. Mater. Sci. Forum 426–432, 1971–1978 (2003)
K.T. Akhil, S. Arul, R. Sellamuthu, The effect of heat treatment and aging process on microstructure and mechanical properties of a356 aluminium alloy sections in casting. Procedia Eng. 97, 1676–1682 (2014)
K. Mohan, J.A. Suresh, P. Ramu, R. Jayaganthan, Microstructure and mechanical behavior of Al 7075-T6 subjected to shallow cryogenic treatment. J. Mater. Eng. Perform. 25, 2185–2194 (2016)
A.M. Grillet, A.D. Gorby, S.M. Trujillo, R.P. Grant, V.C. Hodges, T.B. Parson, T.W. Grasser, Mechanical properties of anodized coatings over molten aluminum alloy. J. Colloid Interface Sci. 317, 264–274 (2008)
R. Manikandan, T.V. Arjunan, Mechanical and tribological behaviours of aluminium hybrid composites reinforced by CDA-B 4 C. Mater. Res. Express 7, 016584 (2020)
K.M. Shorowordi, T. Laoui, A.S.M.A. Haseeb, J.P. Celis, L. Froyen, Microstructure and interface characteristics of B4C, SiC and Al2O3 reinforced Al matrix composites: a comparative study. J. Mater. Process. Technol. 142, 738–743 (2003)
A. Prasad Reddy, P. Vamsi Krishna, R.R. Narasimha, Al/SiC NP and Al/SiC NP /X nanocomposites fabrication and properties: a review. Proc. Inst. Mech. Eng. Part N J. Nanomater. Nanoeng. Nanosyst. 231, 155–172 (2017)
S.V. Nair, J.K. Tien, R.C. Bates, SiC-reinforced aluminium metal matrix composites. Int. Met. Rev. 30, 275–290 (1985)
I. Kerti, F. Toptan, Microstructural variations in cast B4C-reinforced aluminium matrix composites (AMCs). Mater. Lett. 62, 1215–1218 (2008)
A. Albiter, A. Contreras, M. Salazar, J.G. Gonzalez-Rodriguez, Corrosion behaviour of aluminium metal matrix composites reinforced with TiC processed by pressureless melt infiltration. J. Appl. Electrochem. 36, 303–308 (2006)
M.L.T. Guo, C.Y.A. Tsao, Tribological behavior of self-lubricating aluminium/SiC/graphite hybrid composites synthesized by the semi-solid powder-densification method. Compos. Sci. Technol. 60, 65–74 (2000)
C.R. Bradbury, J.-K. Gomon, L. Kollo, H. Kwon, M. Leparoux, Hardness of multi wall carbon nanotubes reinforced aluminium matrix composites. J. Alloys Compd. 585, 362–367 (2014)
M.K. Gupta, R.K. Srivastava, Mechanical properties of hybrid fibers-reinforced polymer composite: a review. Polym.-Plast. Technol. Eng. 55, 626–642 (2016)
H. Chen, Z. Pala, T. Hussain, et al., Fabrication and microstrain evolution of Al-TiB 2 composite coating by cold spray deposition. Proc. Inst. Mech. Eng. Part L J Mater. Des. Appl. 233, 1044–1052 (2019)
M. Chandrasekar, M.R. Ishak, M. Jawaid, Z. Leman, S.M. Sapuan, An experimental review on the mechanical properties and hygrothermal behaviour of fibre metal laminates. J. Reinf. Plast. Compos. 36, 72–82 (2017)
D.S. Prasad, A.R. Krishna, Production and mechanical properties of A356 . 2 / RHA composites. Int. J. Adv. Sci. Technol. 33, 51–58 (2011)
M. Chmielewski, S. Nosewicz, K. Pietrzak, J. Rojek, A. Strojny-Nędza, S. Mackiewicz, J. Dutkiewicz, Sintering behavior and mechanical properties of NiAl, Al2O3, and NiAl-Al2O3 composites. J. Mater. Eng. Perform. 23, 3875–3886 (2014)
K. Kanthavel, K.R. Sumesh, P. Saravanakumar, Study of tribological properties on Al/Al2O3/MoS2 hybrid composite processed by powder metallurgy. Alex. Eng. J. 55, 13–17 (2016)
A. Baradeswaran, A.E. Perumal, Wear and mechanical characteristics of Al 7075/graphite composites. Compos. Part B Eng. 56, 472–476 (2014)
J. Singh, A. Chauhan, A review on sliding wear behaviour of aluminium matrix composites with hybrid reinforcements for automotive applications. Tribol Online 9, 121–134 (2014)
J. Singh, A. Chauhan, Characterization of hybrid aluminum matrix composites for advanced applications - A review. J. Mater. Res. Technol. 5, 159–169 (2016)
N. Ahamad, A. Mohammad, K.K. Sadasivuni, P. Gupta, Phase, microstructure and tensile strength of Al–Al 2 O 3 –C hybrid metal matrix composites. Proc. Inst. Mech. Eng. Part C J Mech. Eng. Sci. 234, 2681–2693 (2020)
M.O. Bodunrin, K.K. Alaneme, L.H. Chown, Aluminium matrix hybrid composites: A review of reinforcement philosophies; Mechanical, corrosion and tribological characteristics. J. Mater. Res. Technol. 4, 434–445 (2015)
A. Prasad Reddy, P. Vamsi Krishna, R.N. Rao, Tribological behaviour of Al6061–2SiC-xGr hybrid metal matrix nanocomposites fabricated through ultrasonically assisted stir casting technique. Silicon 11, 2853–2871 (2019)
H. Fallahdoost, A. Nouri, A. Azimi, Dual functions of TiC nanoparticles on tribological performance of Al/graphite composites. J. Phys. Chem. Solids 93, 137–144 (2016)
G. Arora, S. Sharma, A review on monolithic and hybrid metal–matrix composites reinforced with industrial-agro wastes. J. Braz. Soc. Mech. Sci. Eng. 39, 4819–4835 (2017)
A. Devaraju, A. Kumar, B. Kotiveerachari, Influence of rotational speed and reinforcements on wear and mechanical properties of aluminum hybrid composites via friction stir processing. Mater. Des. 45, 576–585 (2013)
A. Devaraju, A. Kumar, B. Kotiveerachari, Influence of addition of Grp/Al2O3p with SiCp on wear properties of aluminum alloy 6061-T6 hybrid composites via friction stir processing. Trans Nonferrous Met Soc China (English Ed) 23, 1275–1280 (2013)
E. Gikunoo, O. Omotoso, I.N.A. Oguocha, Effect of fly ash particles on the mechanical properties of aluminium casting alloy A535. Mater. Sci. Technol. 21, 143–152 (2005)
I. Balasubramanian, R. Maheswaran, Effect of inclusion of SiC particulates on the mechanical resistance behaviour of stir-cast AA6063/SiC composites. Mater. Des. 65, 511–520 (2015)
O.B. Fatile, A.I.J. Fedayo, A.A. Amori, Microstructure and Mechanical Behaviour of Stir-Cast Al-Mg-Sl Alloy Matrix Hybrid Composite Reinforced with Corn Cob Ash and Silicon Carbide. Int. J. Eng. Technol. Innov. 4, 251–259 (2014)
S.C. Tjong, Processing and Deformation Characteristics of Metals Reinforced with Ceramic Nanoparticles, 2nd edn. (Elsevier Ltd, 2013). https://doi.org/10.1016/B978-0-12-407796-6.00008-7
K. Alaneme, M. Bodunrin, Mechanical behaviour of alumina reinforced AA 6063 metal matrix composites developed by two step-stir casting process. Acta Tech. Corviniensis-Bull. Eng. 6, 105 (2013)
J.J. Rino, D. Chandramohan, K.S. Sucitharan, An overview on development of aluminium metal matrix composites with hybrid reinforcement. Int. J. Sci. Res. 1, 196–203 (2012)
B. Shivaraja, P. Kumar, Experimental Determination and Analysis of Fracture Toughness of MMC. Int. J. Sci. Res. 3, 887–892 (2014)
S. Dhanesh, K.S. Kumar, N.K.M. Fayiz, L. Yohannan, R. Sujith, Recent developments in hybrid aluminium metal matrix composites: A review. Mater. Today Proc. (2020). https://doi.org/10.1016/j.matpr.2020.06.325
Y.C. Feng, L. Geng, P.Q. Zheng, Z.Z. Zheng, G.S. Wang, Fabrication and characteristic of Al-based hybrid composite reinforced with tungsten oxide particle and aluminum borate whisker by squeeze casting. Mater. Des. 29, 2023–2026 (2008)
S. Kumar, R. Singh, M.S.J. Hashmi, Metal matrix composite: a methodological review. Adv. Mater. Process Technol. 6, 13–24 (2020)
A. Ramanathan, P.K. Krishnan, R. Muraliraja, A review on the production of metal matrix composites through stir casting – Furnace design, properties, challenges, and research opportunities. J. Manuf. Process. 42, 213–245 (2019)
P.K. Rohatgi, J.K. Kim, N. Gupta, S. Alaraj, A. Daoud, Compressive characteristics of A356/fly ash cenosphere composites synthesized by pressure infiltration technique. Compos. A: Appl. Sci. Manuf. 37, 430–437 (2006)
J. Singh, Fabrication characteristics and tribological behavior of Al/SiC/Gr hybrid aluminum matrix composites: A review. Friction 4, 191–207 (2016)
N. Panwar, A. Chauhan, Fabrication methods of particulate reinforced Aluminium metal matrix composite-A review. Mater. Today Proc. 5, 5933–5939 (2018)
S.J.S. Chelladurai, T. Murugesan, T. Rajamani, S. Anand, S.J.P. Asok, S. Kumaravel, Investigation on mechanical properties and tribological behaviour of stir cast LM13 aluminium alloy based particulate hybrid composites. Mater. Werkst. 50, 864–874 (2019)
S.J.S. Chelladurai, R. Arthanari, R. Selvarajan, R. Kanagaraj, P. Angappan, Investigation on microstructure and tensile behaviour of stir cast LM13 aluminium alloy reinforced with copper coated short steel fibers using response surface methodology. Trans. Indian Inst. Metals 71, 2221–2230 (2018)
S.J.S. Chelladurai, R. Arthanari, Effect of stir cast process parameters on wear behaviour of copper coated short steel fibers reinforced LM13 aluminium alloy composites. Mater. Res. Express 5 (2018). https://doi.org/10.1088/2053-1591/aacd38
S.J.S. Chelladurai, R. Arthanari, K. Krishnamoorthy, K.S. Selvaraj, P. Govindan, Investigation of the mechanical properties of a squeeze-cast LM6 aluminium alloy reinforced with a zinc-coated steel-wire mesh. Mater. Tehnol. 52, 125–131 (2018)
A.K. Sharma, R. Bhandari, A. Aherwar, et al., A study of fabrication methods of aluminum based composites focused on stir casting process. Mater. Today Proc. 27, 1608–1612 (2020)
R. Sharma, P SJ, Kakkar K, et al., A Review of the Aluminium Metal Matrix Composite and its Properties. Int. Res. J. Eng. Technol. 4, 832–842 (2017)
K. Wang, W. Li, J. Du, et al., Preparation, thermal analysis and mechanical properties of in-situ Al2O3/SiO2(p)/Al composites fabricated by using zircon tailing sand. Mater. Des. 99, 303–313 (2016)
S.M.L. Nai, M. Gupta, Influence of stirring speed on the synthesis of Al/SiC based functionally gradient materials. Compos. Struct. 57, 227–233 (2002)
S.B. Prabu, L. Karunamoorthy, S. Kathiresan, B. Mohan, Influence of stirring speed and stirring time on distribution of particles in cast metal matrix composite. J. Mater. Process. Technol. 171, 268–273 (2006)
P. Sharma, D. Khanduja, S. Sharma, Tribological and mechanical behavior of particulate aluminum matrix composites. J. Reinf. Plast. Compos. 33, 2192–2202 (2014)
J.M. Torralba, C.E. da Costa, F. Velasco, P/M aluminum matrix composites: an overview. J. Mater. Process. Technol. 133, 203–206 (2003)
Idris J, Kabir MA. Powder Metallurgy development for the production of metal matrix composite. 2001; 921–931.
J.W. Kaczmar, K. Pietrzak, W. Włosiński, The production and application of metal matrix composite materials. J. Mater. Process. Technol. 106, 58–67 (2000)
L. Singh, B. Singh, K.K. Saxena, Manufacturing techniques for metal matrix composites (MMC): an overview. Adv. Mater. Process Technol. 6, 224–240 (2020)
A. Sharma, V.M. Sharma, S. Mewar, S.K. Pal, J. Paul, Friction stir processing of Al6061-SiC-graphite hybrid surface composites. Mater. Manuf. Process. 33, 795–804 (2018)
M. Yang, C. Xu, C. Wu, K.C. Lin, Y.J. Chao, L. An, Fabrication of AA6061/Al2O3 nano ceramic particle reinforced composite coating by using friction stir processing. J. Mater. Sci. 45, 4431–4438 (2010)
M. Tan, Q. Xin, Z. Li, B.Y. Zong, Influence of SiC and Al2O3 particulate reinforcements and heat treatments on mechanical properties and damage evolution of Al-2618 metal matrix composites. J. Mater. Sci. 36, 2045–2053 (2001)
Y. Xu, C. Yu, Q. Miao, et al., Effect of graphite addition on mechanical properties of Al 2 O 3 ceramics by directed laser deposition. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 095440542094480 (2020)
D.K. Das, P.C. Mishra, S. Singh, et al., Properties of ceramic-reinforced aluminium matrix composites- A review. Int. J. Mech. Mater. Eng. 9, 1–16 (2014)
K.V. Babu, J.W. Jappes, T. Rajan, et al., Dry sliding wear studies on SiC reinforced functionally graded aluminium matrix composites. Proc. Inst. Mech. Eng. Part L J Mater. Des. Appl. 230, 182–189 (2016)
V. Mohanavel, S. Suresh Kumar, T. Sathish, T. Adithiyaa, K. Mariyappan, Microstructure and mechanical properties of hard ceramic particulate reinforced AA7075 alloy composites via liquid metallurgy route. Mater. Today Proc. 5, 26860–26865 (2018)
S. Sujith, M.M. Mahapatra, R.S. Mulik, Microstructural characterization and experimental investigations into two body abrasive wear behavior of Al-7079/TiC in-situ metal matrix composites. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 234, 588–607 (2020)
Z. Wu, W. Zhang, H. Hu, S. Zuo, F. Wang, P. Yan, J. Wang, R. Zhuo, D. Yan, Effect of temperature on growth and ultraviolet photoluminescence of Zn doped AlN nanostructures. Mater. Lett. 136, 95–98 (2014)
E. Polycarp, R.A. Bin, S.B. Jamaludin, et al., Aluminium-Aluminium Nitride Composite - A Review of production methods. Aust. J. Basic Appl. Sci., 18–25 (2015)
E.A.M. Shalaby, A.Y. Churyumov, Development and characterization of A359/AlN composites for automotive applications. J. Alloys Compd. 727, 540–548 (2017)
S. Shin, S. Cho, D. Lee, et al., Microstructural evolution and strengthening mechanism of SiC/Al composites fabricated by a liquid-pressing process and heat treatment. Materials (Basel) 12 (2019). https://doi.org/10.3390/ma12203374
J. Singh, A. Chauhan, A review of microstructure, mechanical properties and wear behavior of hybrid aluminium matrix composites fabricated via stir casting route. Sadhana - Acad. Proc. Eng. Sci. 44, 1–18 (2019)
P.P. Kulkarni, B. Siddeswarappa, K.S.H. Kumar, A survey on effect of agro waste ash as reinforcement on aluminium base metal matrix composites. Open J. Compos. Mater. 09, 312–326 (2019)
K. Rajkumar, S. Aravindan, Tribological behavior of microwave processed copper-nanographite composites. Tribol. Int. 57, 282–296 (2013)
A.D. Moghadam, B.F. Schultz, J.B. Ferguson, et al., Functional metal matrix composites: Self-lubricating, self-healing, and nanocomposites-an outlook. Jom 66, 872–881 (2014)
A.R.K. Swamy, A. Ramesha, G.B.V. Kumar, J.N. Prakash, Effect of particulate reinforcements on the mechanical properties of Al6061-WC and Al6061-Gr MMCs. J. Miner. Mater. Charact. Eng. 10, 1141–1152 (2011)
C.S. Ramesh, R. Noor Ahmed, M.A. Mujeebu, M.Z. Abdullah, Development and performance analysis of novel cast copper–SiC–Gr hybrid composites. Mater. Des. 30, 1957–1965 (2009)
H.Y. Chu, J.F. Lin, Experimental analysis of the tribological behavior of electroless nickel-coated graphite particles in aluminum matrix composites under reciprocating motion. Wear 239, 126–142 (2000)
T.P.D. Rajan, R.M. Pillai, B.C. Pai, K.G. Satyanarayana, P.K. Rohatgi, Fabrication and characterisation of Al-7Si-0.35Mg/fly ash metal matrix composites processed by different stir casting routes. Compos. Sci. Technol. 67, 3369–3377 (2007)
N. Suresh, S. Venkateswaran, S. Seetharamu, Influence of cenospheres of fly ash on the mechanical properties and wear of permanent moulded eutectic Al-Si alloys. Mater. Sci. Pol. 28, 55–65 (2010)
N.D. Chinta, N. Selvaraj, V. Mahesh, Dry sliding wear behaviour of aluminium-red mud- tungsten carbide hybrid metal matrix composites. IOP Conf. Ser. Mater. Sci. Eng. 149 (2016). https://doi.org/10.1088/1757-899X/149/1/012094
A.M. Usman, A. Raji, N.H. Waziri, et al., Aluminium alloy - rice husk ash composites production and analysis. Leonardo Electron. J. Pract. Technol. 13, 84–98 (2014)
R.C. De Souza, K. Ghavami, P. Stroeven, Rice husk ash as a supplementary raw material for the production of cellulose-cement composites with improved performance. Waste Biomass Valoriz. 1, 241–249 (2010)
Madakson P. Characterization of coconut shell ash for potential utilization in metal matrix composites for automotive applications. 2012.
G. Arslan, A. Kalemtas, Processing of silicon carbide–boron carbide–aluminium composites. J. Eur. Ceram. Soc. 29, 473–480 (2009)
Kumar D, Singh J. Comparative investigation of mechanical properties of aluminium based hybrid metal matrix composites. 2014; 5–9.
L. Poovazhagan, K. Kalaichelvan, A. Rajadurai, V. Senthilvelan, Characterization of Hybrid Silicon Carbide and Boron Carbide Nanoparticles-Reinforced Aluminum Alloy Composites. Procedia Eng. 64, 681–689 (2013)
T. Thirumalai, R. Subramanian, S. Kumaran, et al., Production and characterization of hybrid aluminum matrix composites reinforced with boron carbide ( B 4 C ) and graphite. 73, 667–670 (2014)
Saravanan P. Investigation of mechanical properties in aluminium silicon carbide mica hybrid metal matrix composite. 2015; 112–117.
D.R.J. Selvam, D.R.I. Dinaharan, Synthesis and characterization of Al6061-Fly Ashp-SiCp composites by stir casting and compocasting methods. Energy Procedia 34, 637–646 (2013)
S.P. Dwivedi, S. Sharma, R.K. Mishra, Microstructure and mechanical behavior of A356/SiC/Fly-ash hybrid composites produced by electromagnetic stir casting. J. Braz. Soc. Mech. Sci. Eng. 37, 57–67 (2014)
B.M. Viswanatha, M. Prasanna Kumar, S. Basavarajappa, et al., Mechanical property evaluation of A356/SICP/GR metal matrix composites. J, Eng, Sci, Technol. 8, 754–763 (2013)
G. Miranda, M. Buciumeanu, S. Madeira, O. Carvalho, D. Soares, F.S. Silva, Hybrid composites - metallic and ceramic reinforcements influence on mechanical and wear behavior. Compos. Part B Eng. 74, 153–165 (2015)
N. Sharma, R. Khanna, G. Singh, V. Kumar, Fabrication of 6061 aluminum alloy reinforced with Si3N4/n-Gr and its wear performance optimization using integrated RSM-GA. Part. Sci. Technol. 35, 731–741 (2017)
J. Sethi, S. Das, K. Das, Study on thermal and mechanical properties of yttrium tungstate-aluminium nitride reinforced aluminium matrix hybrid composites. J. Alloys Compd. 774, 848–855 (2019)
M.S. Reddy, S.V. Chetty, S. Premkumar, H.N. Reddappa, Influence of reinforcements and heat treatment on mechanical and wear properties of Al 7075 based hybrid composites. Procedia Mater. Sci. 5, 508–516 (2014)
K.K. Alaneme, K.O. Sanusi, Microstructural characteristics, mechanical and wear behaviour of aluminium matrix hybrid composites reinforced with alumina, rice husk ash and graphite. Eng. Sci. Technol. Int. J. 18, 416–422 (2015)
L.M.A.O. Graphite, A.V. Rao, B.S. Suresh, et al., Experimental studies on wear resistance & mechanical properties of aluminium hybrid composites. 4, 1–11 (2020)
O. Yılmaz, S. Buytoz, Abrasive wear of Al2O3-reinforced aluminium-based MMCs. Compos. Sci. Technol. 61, 2381–2392 (2001)
D.A. Saheb, Aluminum silicon carbide and aluminum graphite particulate composites. J. Eng. Appl. Sci. 6, 41–46 (2011)
R. Suresh, M.P. Kumar, S. Basavarajappa, Investigation of tribolocical behavior and its relation with processing and microstructures of AI6061 metal matrix composites. Heat Treat Surf Eng - Proc Heat Treat Surf Eng HTSE 2013 1, 425–440 (2013)
A Study on Mechanical properties of fly ash and alumina reinforced aluminium alloy (LM25) composites. IOSR J. Mech. Civ. Eng. 7, 41–46 (2013)
N. Ahamad, A. Mohammad, K.K. Sadasivuni, P. Gupta, Structural and mechanical characterization of stir cast Al–Al2O3–TiO2 hybrid metal matrix composites. J. Compos. Mater. 54, 2985–2997 (2020)
S. Johny James, K. Venkatesan, P. Kuppan, et al., Hybrid aluminium metal matrix composite reinforced with SiC and TiB2. Procedia Eng. 97, 1018–1026 (2014)
A. Kumar, M. Yeasin Arafath, P. Gupta, D. Kumar, C. Mustansar Hussain, A. Jamwal, Microstructural and mechano-tribological behavior of Al reinforced SiC-TiC hybrid metal matrix composite. Mater. Today Proc. 21, 1417–1420 (2020)
S. Mahdavi, F. Akhlaghi, Effect of SiC content on the processing, compaction behavior, and properties of Al6061/SiC/Gr hybrid composites. J. Mater. Sci. 46, 1502–1511 (2011)
M. Sangeetha, S. Prakash, Jayaprakash, et al., Mechanical survey and morphological review of LM22 composite coated with multi wall carbon nano tubes. Mater. Today Proc. 5, 24924–24928 (2018)
Y. Zhan, G. Zhang, Graphite and SiC hybrid particles reinforced copper composite and its tribological characteristic. J. Mater. Sci. Lett. 22, 1087–1089 (2003)
R.N. Rao, S. Das, D.P. Mondal, G. Dixit, RETRACTED: Effect of heat treatment on the sliding wear behaviour of aluminium alloy (Al–Zn–Mg) hard particle composite. Tribol. Int. 43, 330–339 (2010)
N. Ahamad, A. Mohammad, K.K. Sadasivuni, P. Gupta, Wear, optimization and surface analysis of Al-Al2O3-TiO2 hybrid metal matrix composites. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 235, 93–102 (2021)
N. Radhika, R. Subramanian, S.V. Prasat, et al., Dry sliding wear behaviour of aluminium/alumina/graphite hybrid metal matrix composites. Ind. Lubr. Tribol. 64, 359–366 (2012)
O. Carvalho, M. Buciumeanu, S. Madeira, D. Soares, F.S. Silva, G. Miranda, Dry sliding wear behaviour of AlSi-CNTs-SiCp hybrid composites. Tribol. Int. 90, 148–156 (2015)
B. Hekner, J. Myalski, N. Valle, A. Botor-Probierz, M. Sopicka-Lizer, J. Wieczorek, Friction and wear behavior of Al-SiC(n) hybrid composites with carbon addition. Compos. Part B Eng. 108, 291–300 (2017)
M. Aktar Zahid Sohag, P. Gupta, N. Kondal, D. Kumar, N. Singh, A. Jamwal, Effect of ceramic reinforcement on the microstructural, mechanical and tribological behavior of Al-Cu alloy metal matrix composite. Mater. Today Proc. 21, 1407–1411 (2020)
S.M.T.I. Nayim, M.Z. Hasan, P.P. Seth, P. Gupta, S. Thakur, D. Kumar, A. Jamwal, Effect of CNT and TiC hybrid reinforcement on the micro-mechano-tribo behaviour of aluminium matrix composites. Mater. Today Proc. 21, 1421–1424 (2020)
S. Liu, Y. Wang, T. Muthuramalingam, G. Anbuchezhiyan, Effect of B4C and MOS2 reinforcement on micro structure and wear properties of aluminum hybrid composite for automotive applications. Compos. Part B Eng. 176, 107329 (2019)
M. Uthayakumar, S.T. Kumaran, Aravindan S. Dry sliding friction and wear studies of fly ash reinforced AA-6351 metal matrix composites. Adv. Tribol. 2013, 1–6 (2013). https://doi.org/10.1155/2013/365602
N. Mathan Kumar, S. Senthil Kumaran, L.A. Kumaraswamidhas, Wear behaviour of Al 261 8 alloy reinforced with Si3N4, AlN and ZrB2 in situ composites at elevated temperatures. Alex. Eng. J. 55, 19–36 (2016)
N. Ahamad, A. Mohammad, P. Gupta, Wear characteristics of Al matrix reinforced with Al2O3-carbon hybrid metal matrix composites. Mater. Today Proc. (2020). https://doi.org/10.1016/j.matpr.2020.05.739
A. Bhowmik, D. Dey, A. Biswas, Characteristics Study of Physical, Mechanical and Tribological Behaviour of SiC/TiB2 Dispersed Aluminium Matrix Composite. Silicon (2021). https://doi.org/10.1007/s12633-020-00923-2
A.K.M.A. Iqbal, Y. Arai, W. Araki, Effect of hybrid reinforcement on crack initiation and early propagation mechanisms in cast metal matrix composites during low cycle fatigue. Mater. Des. 45, 241–252 (2013)
D. Davidson, Fatigue and fracture toughness of aluminium alloys reinforced with SiC and alumina particles. Int. J. Fatigue 16, 230–230 (1994)
A. Mkaddem, M. El Mansori, On fatigue crack growth mechanisms of MMC: Reflection on analysis of ‘multi surface initiations’. Mater. Des. 30, 3518–3524 (2009)
Ment Was Obtained Between the Model and Results From the Literature. Mater. Sci., 474–475 (1991)
M.M. Sharma, C.W. Ziemian, T.J. Eden, Fatigue behavior of SiC particulate reinforced spray-formed 7XXX series Al-alloys. Mater. Des. 32, 4304–4309 (2011)
T. Christman, S. Suresh, Effects of SiC reinforcement and aging treatment on fatigue crack growth in an AlSiC composite. Mater. Sci. Eng. 102, 211–216 (1988)
R.O. Ritchie, Mechanisms of fatigue crack propagation in metals, ceramics and composites: Role of crack tip shielding. Mater. Sci. Eng. 103, 15–28 (1988)
Z.Z. Chen, K. Tokaji, Effects of particle size on fatigue crack initiation and small crack growth in SiC particulate-reinforced aluminium alloy composites. Mater. Lett. 58, 2314–2321 (2004)
M.S. Xie, Z. Wang, G.Q. Zhang, C. Yang, W.W. Zhang, K.G. Prashanth, Microstructure and mechanical property of bimodal-size metallic glass particle-reinforced Al alloy matrix composites. J. Alloys Compd. 814, 152317 (2020)
M.C. Gowrishankar, P. Hiremath, M. Shettar, et al., Experimental validity on the casting characteristics of stir cast aluminium composites. J. Mater. Res. Technol. 9, 3340–3347 (2020)
R. Gupta, S. Sharma, T. Nanda, O.P. Pandey, Wear studies of hybrid AMCs reinforced with naturally occurring sillimanite and rutile ceramic particles for brake-rotor applications. Ceram. Int. 46, 16849–16859 (2020)
H. Kumar, R. Prasad, P. Kumar, S.P. Tewari, J.K. Singh, Mechanical and tribological characterization of industrial wastes reinforced aluminum alloy composites fabricated via friction stir processing. J. Alloys Compd. 831, 154832 (2020)
A. Kumar, R.S. Rana, R. Purohit, Synthesis & analysis of mechanical and tribological behaviour of silicon carbide and graphite reinforced aluminium alloy hybrid composites. Mater. Today Proc. 26, 3152–3156 (2020)
X. Tan, B. Zhang, K. Liu, X. Yan, J. Han, X. Liu, W. Yang, C. Zhou, Z. Yu, P. Shao, G. Wu, Microstructure and mechanical property of the 2024Al matrix hybrid composite reinforced with recycled SiCp/2024Al composite particles. J. Alloys Compd. 815, 152330 (2020)
J. Gayathri, R. Elansezhian, Influence of dual reinforcement (nano CuO + reused spent alumina catalyst) on microstructure and mechanical properties of aluminium metal matrix composite. J. Alloys Compd. 829, 154538 (2020)
S.V. Sujith, R.S. Mulik, Thermal history analysis and structure-property validation of friction stir welded Al-7079-TiC in-situ metal matrix composites. J. Alloys Compd. 812, 152131 (2020)
Author information
Authors and Affiliations
Contributions
Rohit Chandel: Data curation, Formal analysis, Writing - original draft. Neeraj Sharma: Conceptualization, Data curation, Funding, Project administration, Writing - review & editing. Suneev Anil Bansal: Conceptualization, Data curation, Formal analysis, Project administration, Writing - review & editing, Main Supervisor.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflicts of interest.
Rights and permissions
About this article

Cite this article
Chandel, R., Sharma, N. & Bansal, S.A. A review on recent developments of aluminum-based hybrid composites for automotive applications. emergent mater. 4, 1243–1257 (2021). https://doi.org/10.1007/s42247-021-00186-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s42247-021-00186-6