
Abstract
A transformation-induced plasticity (TRIP) steel was applied to test its mechanical properties in quenching and partitioning (Q&P) process. A series of Q&P experiments followed by tensile tests, Charpy impact tests, fracture morphology analyses and microstructure observations were conducted. The experimental results showed that the Q&P treatment could increase the mechanical properties of TRIP steel evidently. The strength of tested TRIP780 after Q&P process reaches more than 1500 MPa with elongation of 17.8%, which is obviously greater than that of 22MnB5 after hot stamping. The microstructure observations indicate that the good combination of high strength and plasticity of TRIP steel after Q&P process is attributed to the multi-phase microstructure of hard martensite matrix and soft retained austenite.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Hot stamping process has been regarded as one of the most effective processes to produce high-strength automobile parts with merits of low forming load and small springback. The strength of final parts after hot stamping process is up to 1500 MPa, but the total elongation is only about 5% [1], which decreases the energy-absorbing ability of hot-stamped parts in car crashes. To improve the plasticity while maintaining the high strength becomes an attractive topic for the research of high-strength steels [2,3,4]. It is well known that the hot stamping technology combines the forming process with quenching process to get the desired full martensite microstructure. Thus, it can be deduced that the properties of final hot-stamped parts might be improved if some advanced heat treatment methods were introduced to integrate with the forming process.
Medium-carbon silicon steels after the quenching and partitioning (Q&P) process proposed by Speer et al. [5] have a good combination of high strength and plasticity. In Q&P process, the heated steel is quenched to a certain temperature called quenching temperature (TQ) which is between the martensitic transformation start temperature (Ms) and the martensitic transformation finish temperature (Mf), and then, it is held for a certain duration named as partitioning time (tp) at a given temperature called partitioning temperature (Tp) to cause carbon partitioning from martensite to retained austenite, which makes the austenite carbon enriched and steady. The final part is composed of multi-phase microstructures of martensite, retained austenite, and a small amount of other phases, and such structure leads to effective improvement of elongation [6]. The partitioning temperature can be equivalent to the quenching temperature or be larger than the quenching temperature. The former process is called the one-step Q&P process, and the latter one is called the two-step Q&P process [7].
Therefore, higher comprehensive mechanical properties are highly expected if the Q&P process is integrated with the hot stamping technology, to develop a so-called Q&P hot stamping process, which is firstly presented by Liu et al. [8]. Liu et al. [9] performed Q&P process on the boron steel WHT1300HF and found it could improve the product of strength and plasticity (PSP) effectively. Xu et al. [10] reported that the hot stamping steel 22MnB5 treated by the one-step Q&P process through the salt bath method also could obtain better mechanical properties. Han et al. [11] verified the feasibility of applying Q&P process to boron steel B1500HS and proposed an experimental tool for the Q&P hot stamping process.
Although the Q&P hot stamping process works on the traditional hot stamping steel such as 22MnB5, it is noted that the amount of element silicon in these steels is far below the desired content (in the range of 1–2 wt.%) for Q&P process. The element silicon can inhibit cementite precipitation and promote carbon diffusion from martensite into austenite in Q&P process [12, 13], which is important to increase volume fraction of the retained austenite. Seo et al. [14] applied the Q&P concept to a Si- and Cr-added Q&P-compatible press hardening steel, leading to a press hardened microstructure consisting of a tempered martensite matrix containing carbide-free bainite, ferrite and retained austenite. Moreover, the element boron has been regarded as a typical component for hot stamping material since it is beneficial to improve the hardenability [15], but the recent research of Mohrbacher [16] showed that the element boron could lead to the formation of intermetallic Fe23(C, B)6 particles precipitating on the grain boundary at low austenite temperatures, which was harmful to mechanical properties. According to the above discussions, it would be interesting to test new materials with the Q&P hot stamping process.
In this study, a transformation-induced plasticity (TRIP) steel precisely TRIP780 with high content of element Si and low content of element B was tested with the one-step Q&P process, and its feasibility to improve the PSP of the part was verified by a series of Q&P heat treatment experiments, followed by mechanical tests and microstructure observations. Here, the PSP Rm × A (Rm and A represent tensile strength and total elongation, respectively), also called as formability index [9], is regarded as the representative for comprehensive mechanical performance of final parts. It also should be noted that this study was mainly focused on the effects of Q&P treatment, and the forming process was ignored to eliminate the plastic deformation.
2 Experimental
2.1 Material characteristics
The TRIP780 steel produced by BaoSteel was studied in this work. Its chemical compositions are C 0.19, Si 1.38, Mn 1.68, Al 0.053, B 0.0015, Cr 0.021, N 0.028 and Fe balance (wt.%). The microstructure of original TRIP780 is a mixed structure composed of ferrite, bainite and austenite; its tensile strength reaches 786 MPa, and the total elongation is 34.2%.
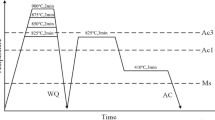
According to the temperature–phase diagram and continuous-cooling transformation (CCT) diagram of TRIP780 simulated by software J-mat pro 4.1 (as shown in Fig. 1), the austenite transformation temperature Ac3, Ms and the martensitic transformation 90% finish temperatures M90 are 844, 374 and 259 °C, respectively, and the critical cooling rate for martensitic transformation is about 70 °C/s.

Temperature–phase diagram (a) and CCT diagram of TRIP780 (b)
2.2 Experimental design
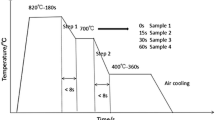
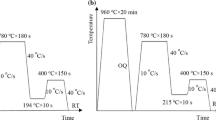
The specimens were firstly heated to 900 °C with a rate of 10 °C/s and held for 5 min by using Gleeble 3500 thermomechanical simulator under a vacuum condition. After that, the full martensitic transformation (FMT) representing conventional heat treatment and the one-step Q&P process based on Q&P heat treatment were carried out separately. The experimental schemes are shown in Fig. 2. In FMT process, the specimens were quenched to room temperature directly with a cooling rate of 70 °C/s. In Q&P process, the specimens were quenched to TQ with a cooling rate of 70 °C/s and then held at TQ (280, 320 and 350 °C) for tp (10, 40, 80 and 120 s) for carbon partitioning. In all the processes, the mediums for quenching were mixtures of water and compressed air, and the cooling rates were maintained constant during the quenching stages.

Schematic representation of applied heat treatments on TRIP780. a FMT; b Q&P process
The mechanical properties of TRIP780 after Q&P process were obtained by tensile tests at room temperature. The Zwick/Roell Z100 tensile test machine was used and the tensile rate was set as 1 mm/min, and the contact extensometer was applied to capture the length variations to obtain strain values. The sub-size samples with thickness of 1.2 mm for tensile test were cut as illustrated in Fig. 3 and then were mechanically ground and polished by using Buehler/EcoMet 250 machine. Three repeated experiments were performed under each experimental parameter, and the average values were adopted for analysis. The elongation measurements may be related to the size or shape of the sample, and they can be converted to each other by using the Oliver formula [17].

Geometry of tensile specimen (unit: mm)
In order to verify the ability of energy-absorbing for TRIP780 after Q&P process, the Charpy impact test was performed. A SUNS-TD400C metal pendulum impact testing machine with 300-J-energy pendulum was used, and the samples for Charpy test were cut in dimensions of 55 mm × 10 mm × 1.2 mm with V-groove according to GB/T229-2007, as shown in Fig. 4.

Geometry of Charpy impact test specimen (unit: mm). h thickness of samples
The microstructures of TRIP780 after Q&P process were investigated by a series of microscopic observations, as well as the morphologies of tensile fracture surface. Regarding the etching procedure for observation samples, a new corrosion method in 2% nitric acid alcohol solution and Lepera solution (picric sodium metabisulfite solution) was used to get the optical microscopy (OM) picture which can be used to calculate the phase contents by Image Pro software [18]. Moreover, the amounts of the retained austenite were estimated by X-ray diffraction (XRD) method. Rigaku D/max-2550VB/PC X-ray diffractometer was used to conduct the experiment, which rotated the Cu target with a scanning angle ranging from 35° to 105°; the step length was 0.02°, the working current was 120 mA, and the working voltage was 35 kV. The size of the specimen was 5 mm × 6 mm × 1.2 mm, and the oxide scale on the surface was removed by mechanical grinding. Each thermal simulation process was repeated twice separately.
3 Mechanical results and discussion
3.1 Mechanical properties comparison
Table 1 presents the mechanical properties of TRIP780 after heat treatments. The specimen No. 1 was treated by FMT as shown in Fig. 2a, and the specimens Nos. 2-13 were treated by Q&P process as shown in Fig. 2b.
Compared with original mechanical properties of TRIP780, Rm after FMT as shown in line No. 1 improves from 786 to 1659 MPa, which is even higher than those of many boron steels after hot stamping such as 22MnB5, while A decreases from 34.2 to 8.1%.
As illustrated in line No. 2 to line No. 13 of Table 1, the elongations of TRIP780 after Q&P treatment increase significantly than that after FMT, while the high strengths slightly decline, which leads to better comprehensive mechanical properties. With the combination of those process parameter, when the quenching temperature is set as 350 °C and partitioning time is chosen as 120 s, the optimum PSP reaches 26.7 GPa % with Rm of 1501 MPa and A of 17.7%. This PSP value is 99.3% higher than that after FMT (13.4 GPa %). By contrast, the PSP of 22MnB5 after hot stamping process is only 9.31 GPa % with Rm of 1478 MPa and A of 6.3%.
3.2 Effects of partitioning time
Figure 5 shows the influences of different tp on mechanical properties of TRIP780 during Q&P process, in which TQ is set as 350 °C. As tp increases, yield strength Re decreases from 1003 to 975 MPa first and then increases to 988 MPa, Rm decreases continually from 1637 to 1501 MPa, while A increases from 11.9 to 17.8%, as illustrated in Fig. 5a. Since the increment of elongation is higher than the decrement of strength, the PSP rises continually as shown in Fig. 5b. It is also interesting to note that the values of PSP do not change too much when tp > 40 s. For example, PSP is equal to 25.3 GPa % when tp = 40 s, and PSP is equal to 26.7 GPa % when tp = 120 s; the former is 5.2% less than the latter but only uses one-third of the partitioning time, which is attractive during the practical production to save the cycle time. Although TQ was set as 350 °C in the above discussion, the effects of tp on mechanical properties are similar for other TQ cases.

Effects of tp on mechanical properties for Q&P process. a Strength and elongation; b PSP
3.3 Effects of quenching temperature
Figure 6 gives Rm, A and PSP of TRIP780 with different TQ, where tp is varied as 10, 40, 80 and 120 s. It can be seen that both Rm and A reach maximum values at TQ = 350 °C, and the variation range for Rm is smaller than those of A. As a result, PSPs in all tp cases reach the best values when TQ = 350 °C.

Effects of TQ on mechanical properties for Q&P process. a Strength; b elongation; c PSP
3.4 Results of Charpy impact test
Three different types of samples with same geometries were used and compared in Charpy impact tests, including 22MnB5 after FMT, TRIP780 after FMT and TRIP780 after Q&P with TQ = 350 °C and tp = 80 s. The stress–strain curves of these samples are presented in Fig. 7. The values of the absorbed energy W (J) and the impact toughness αk (J/cm2) are provided in Table 2, where W represents the energy absorbed by specimen when it is broken under the impact load and is calculated by the potential energy difference of pendulum before and after impact, and \(\alpha_{\text{k}}\) is calculated by W divided by the intermediate sectional area of sample. The results of the Charpy tests may be affected by the sample qualities and precision of the testing machine, and in order to minimize the measurement errors, three repeated experiments were performed for each parameter, and the repeating precisions are found acceptable. The average values and standard deviations are shown in Table 2. According to Table 2, the toughness of TRIP780 after Q&P is 53.2% higher than that after FMT, which reflects the promotion effects of Q&P treatment on the energy absorption and that is in accordance with the values of PSPs. Besides, the toughness of TRIP780 is slightly better than that of 22MnB5 after same FMT treatments.

Stress–strain curves of samples
4 Fracture morphology and microstructure analysis
4.1 Fracture morphology analysis
The images of tensile fracture morphology after different heat treatments are compared in Fig. 8. It can be seen from Fig. 8a that the fracture appearance after FMT seems inhomogeneous in combination of brittle fracture and ductile fracture. Most part of the surface shows features of ductile fracture with the presence of dimples, and the sizes of those dimples are generally small and vary greatly, while the brittle fractography appearance can also be found in the left part of the surface, where fracture starts along the grain interface in the form of intergranular fracture. Besides, some long secondary cracks also can be observed. On the contrary, the tensile fracture surface after Q&P process with TQ = 350 °C and tp = 80 s shows typical ductile fracture appearance, where the size of dimples is larger than that after FMT, and can be regarded as an evidence of plasticity improvement.

Morphology of tensile fracture surface of TRIP780 after FMT (a) and Q&P process (b)
4.2 Microstructure observation
4.2.1 Scanning electron microscopy observation
Figure 9 presents scanning electron microscopy (SEM) images of martensite morphology treated by FMT and Q&P processes (TQ = 350 °C and tp = 80 s), where RA represents residual austenite, M represents martensite, and BF represents bainite or ferrite. The morphology of the lath martensite after Q&P process seems smaller and more uniformly distributed than those after FMT process. Moreover, the boundaries of martensite after Q&P process appear blurry and the edges are serrated, which is due to the effects of interface migration between martensite and austenite during the partitioning step [19].

SEM images of TRIP780 after FMT (a) and Q&P (b) process
4.2.2 Transmission electron microscopy observation
The morphology of austenite and possible cementite can be observed by transmission electron microscopy (TEM). A typical TEM micrograph of martensite is shown in Fig. 10a, where high-density dislocations accommodated in martensite laths can be observed, and the mean lath thickness of the martensite is about 150 nm. The TEM micrographs of austenite and the corresponding selected area diffraction pattern are shown in Fig. 10b, c. The average width of the film-like retained austenite is 25 nm, which distributes between martensite laths, and leads to the good combination of high strength and plasticity.

TEM morphology of TRIP780 after Q&P process. a Martensite; b retained austenite (bright filed); c retained austenite (dark field and diffraction pattern)
4.3 Phase contents analysis
The contents of retained austenite were measured by XRD, and the contents of bainite and ferrite were measured by Image Pro software based on the OM pictures shown in Fig. 11, in which the dark color represents bainitic or ferritic phases and the white color represents martensitic or austenitic phases (MA) [20]. The contents of martensite were calculated based on the known austenite and bainite/ferrite with the assumption of ignoring other phases. All phase contents are given in Table 3.

Metallographic structure of TRIP780 after Q&P process with TQ = 350 °C. atp = 10 s; btp = 40 s; ctp = 80 s; dtp = 120 s
From Table 3, it can be seen that the content of austenite is relatively low after FMT process. In Q&P process, the contents of austenite increase continuously with tp, which confirms that Q&P process generates stabilized austenite. Meanwhile, the contents of martensite decrease constantly. It is also noted that the contents of F + B for all these specimens are small and close to each other, and thus, the variations of the final tensile properties of these specimens are mainly affected by austenite and martensite. Since martensite has the characteristic of high strength and low plasticity, while austenite has better plasticity but lower strength, it can be understood that as tp increases, the elongation increases with the increasing contents of austenite, but Rm decreases with less contents of martensite in the same time. It is good to see that the decline tendency of Rm is small, which can be attributed to the fine combination of all these phases after Q&P process.
5 Conclusions
-
1.
Q&P treatment can increase the elongation of TRIP780 evidently; meanwhile, the high strength is close to that after FMT. The PSP of TRIP780 after Q&P process with TQ of 350 °C and tp of 120 s reaches 26.7 GPa %, which is 99.3% higher than that of TRIP780 after FMT (13.4 GPa %), and 2.87 times over that of 22MnB5 after FMT (9.31 GPa %). High PSP brings the improvement of energy-absorbing ability, which can be approved by the Charpy impact test.
-
2.
TRIP780 after Q&P process contains retained austenite film between martensite laths. The good combination of high strength and plasticity should be attributed to the multi-phase microstructure of hard martensite matrix and soft retained austenite.
-
3.
Based on the present work, it can be deduced that the TRIP steels might be suitable for hot stamping process as an optional ultra-high-strength steel, including both the conventional hot stamping process and the Q&P integrated hot stamping process. Even for FMT, the strength of TRIP780 reaches 1659 MPa with the elongation of 8.1%, and both indicators are better than those of the commonly used hot stamping steel 22MnB5. However, it also should be stressed that the lack of the boron element results in a high critical cooling rate during the quenching process, which brings tough challenges to the cooling system of the stamping tool.
References
H. Karbasian, A.E. Tekkaya, J. Mater. Process Technol. 210 (2010) 2103–2118.
S. Ying, H. Dong, The Third Generation Auto Sheet Steel: Theory and Practice, in: Proceedings of the FISITA 2012 World Automotive Congress, Springer, 2013, pp. 933–947.
E. Abbasi, W.M. Rainforth, Mater. Sci. Eng. A 651 (2016) 822–830.
H. Liu, X. Lu, X. Jin, H. Dong, J. Shi, Scripta Mater. 64 (2011) 749–752.
J. Speer, D. Matlock, B. De Cooman, Acta. Mater. 51 (2003) 2611–2622.
M. Karam-Abian, A. Zarei-Hanzaki, H.R. Abedi, S. Heshmati-Manesh, Mater. Sci. Eng. A 651 (2016) 233–240.
M. Liang, Y. Shen, W. Xue, X. Lu, Mater. Sci. Technol. 25 (2017) 50–55.
H. Liu, X. Jin, H. Dong, J. Shi, Mater. Charact. 62 (2011) 223–227.
K. Liu, B. Chi, Z.M. Shi, J.B. Liu, L. Jian, Adv. Mater. Res. 798 (2013) 280–285.
F.Y. Xu, S.B. Hu, Y. Chen, J. Mater. Sci. Eng. 31 (2013) 365–371.
X. Han, Y. Zhong, K. Yang, Z. Cui, J. Chen, Procedia Eng. 81 (2014) 1737–1743.
O. Covarrubias, M. Guerrero, R. Colas, R. Petrov, L. Kestens, Y. Houbaert, Transformation behaviour of Si and Mn bearing low carbon steels, in: Proceedings of the International Conference on TRIP-aided high strength ferrous alloys, GRIPS, Aachen: Mainz 2002, 2002, pp. 227–230.
M. Saleh, R. Priestner, J. Mater. Process Technol. 113 (2001) 587–593.
E.J. Seo, L. Cho, B.C.D. Cooman, Metall. Mater. Trans. A 45 (2014) 4022–4037.
J. Morral, T. Cameron, Metall. Trans. A 8 (1977) 1817–1819.
H. Mohrbacher, Martensitic Automotive Steel Sheet-Fundamentals and Metallurgical Optimization Strategies, in: Advanced Materials Research, Trans Tech Publications, 2015, pp. 130–142.
D. Oliver, Proc. Inst. Mech. Eng. 115 (1928) 827–864.
F.H. da Costa, C.S. Fukugauchi, M. dos Santos Pereira, Metallographic Analysis of a TRIP 800 Steel Using Digital Image Processing, in: Materials Science Forum, Trans Tech Publications, 2015, pp. 236–241.
N. Zhong, X. Wang, Y. Rong, L. Wang, J. Mater. Sci. Technol. 22 (2006) 751–754.
P. Christodoulou, A. Kermanidis, D. Krizan, Int. J. Fatigue 91 (2016) 220–231.
Acknowledgements
The authors would like to acknowledge the support by the National Natural Science Foundation of China under grant Nos. 51775336, U1564203, and Shanghai Pujiang Program under Grant No. 17PJD019.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Han, Xh., Wang, Cl., Li, Yy. et al. Effects of quenching and partitioning process on mechanical properties of TRIP780 steel. J. Iron Steel Res. Int. 26, 991–999 (2019). https://doi.org/10.1007/s42243-018-0183-3
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s42243-018-0183-3