
Abstract
Ethylene–methacrylate–glycidyl (EMG) copolymer is employed to strengthen polyethylene terephthalate (PET)/glass fiber (GF) blends. This paper starts from investigating the effects of various EMG contents on mechanical properties, thermal properties and fractured surface morphology of PET/GF blends. All of the above-mentioned properties own extreme limits of EMG concentration. The crystallization ability of the blends increases with an increment in EMG content, whereas the crystallinity keeps stable at a relatively high level of 0–20 wt.% EMG loading. The tension, bending and impact properties of PET blends are enhanced with the addition of a self-made three-dimensional hierarchical porous carbon sponge (3DC) based on an optimal additive amount. Results indicate that EMG possesses the capabilities of increasing the toughness of PET/GF blends remarkably and transforming the blends from brittle fracture to tough fracture. According to the results, the blends exhibit the best overall properties as the content of EMG reaches 10–15 wt.%.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Aggravation of energy consumption and severe environmental issues results in imminent emergence of more stringent environmental regulations. Under this situation, more lightweight has gained more public recognitions and momentum. As one of the major contributors, automotive industry contributes significantly to consuming energy resources and damaging environment. To meet the requirements of green idea, there exist three means of achieving automotive lightweight including structural optimization, lightweight materials’ application and advanced manufacturing technologies, particularly for lightweight materials, which has been well recognized as most appropriate way to increase fuel efficiency. Up to now, automotive industry is devoted to developing novel plastic lightweight materials in replace of steel with the purpose of achieving lightweight. Among these, polymers mainly focus on glass fiber-modified polypropylene (PP), polyamide (PA), acrylonitrile butadiene styrene (ABS) and other engineering plastics [1,2,3], which are adopted widely no matter in automotive industry or research institutions. As a pioneer in automotive industry, BMW company provided a novel solution for automotive lightweight. They launched BMW I3 with all-plastic upper body, and composites including carbon fiber and thermosetting epoxy resins were employed without limitation [4]. Simultaneously, a new kind of manufacturing method was also adopted. With the adoption of new material and manufacturing technology, BMW has taken a giant step toward leading to automobile more and more lightweight. However, BMW ended up failing to adopt all-plastic body due to high cost and tough recovery of carbon fiber and thermosetting epoxy resins. It means that cost and recovery should be taken into consideration except for material performance during the preparation of all-plastic upper body. Hence, it is of great significance to develop a novel kind of material that satisfies the requirements of body frame and reduces cost at the same time.
PET, belonging to thermoplastic engineering plastics, which is commonly utilized as base material to make electrical components, has aroused increasing interests among researchers and manufactures owing to its extensive sources, lower price, superior thermal stability, outstanding abrasion resistance and electrical insulation [5,6,7]. Neat PET has several shortcomings, such as lower impact strength and brittleness, which limit its wide applications in automotive structural parts, interior and exterior trim parts. The strength of PET can be improved by embedding fillers, such as GF [8,9,10], and toughness can be enhanced by variation of elastomer flexibilizer, such as ethylene propylene rubber (EPR), ethylene propylene diene monomer (EPDM), polyolefin elastomer (POE) and thermoplastic elastomer (TPE) [11,12,13,14]. As the change of PET occurs, the interfacial property among filler, elastomer and matrix will be improved significantly by adding compatibilizer. Other kinds of additives, such as anti-aging agents and anti-ultraviolet agents, can be added to enhance anti-aging, anti-ultraviolet and other desired properties.
Novel PET [15,16,17,18] is equipped with high strength, enhanced toughness and high impact strength, which can be applied in automotive exterior and structural parts, and it can also be applied in upper body frame instead of conventional body structure. Therefore, the application of novel PET provides the wide opportunity to achieve lightweight and fuel efficiency, which complies with the trend of society. Moreover, the characteristics of lower cost and recyclability resolve the issues of resource shortage. Reinforcement and toughening change will be carried out using pure PET [19, 20]. The glass fiber-changed PET can be rarely modified further, and it is tough to obtain material with high strength and toughness simultaneously [15]. Thus, it is meaningful to develop glass fiber-reinforced PET engineering plastics with excellent properties of high strength and tenacity.
In this paper, GF is utilized as a reinforcement to improve mechanical properties of PET, and then, thermoplastic elastomer ethylene–methacrylate–glycidyl (EMG) [16] is introduced to strengthen PET/GF. In this way, it has the possibility to acquire material with high strength and high impact strength more efficiently. As a type of compatibilizer and toughening agent, EMG is able to improve impact properties of blends effectively, and it can be added directly without modification. Subsequently, the effects of various EMG contents on mechanical properties, thermal properties and microstructure of material are explored to obtain excellent comprehensive properties of glass fiber-reinforced PET with outstanding strength and tenacity. Moreover, the optimization of PET/GF/EMG composites system is also conducted. Finally, the effects of laboratory-synthesized 3DC on the material are also studied.
2 Experimental Materials and Manufacturing Processes
2.1 Utilized Materials
In this paper, polyethylene terephthalate, PET-CB602 (with the density of 1.33 g/cm3), is supplied by Far Eastern Industries Co., Ltd. (Shanghai), followed by vacuum drying for 4 h at 130 °C in an air circulating oven (DF1101C, Yamato Scientific Co., Ltd., Japan). Glass fiber (GF) comes from China Jushi Co., Ltd. (Zhejiang), and GF surface is treated with silicon coupling agents in advance, and EMG elastomers are supplied by Acoma Chemical Co. Ltd (France).
2.2 Synthesis of 3DC
The synthesis of 3DC is conducted in our laboratory. A pretreated macroporous-type weak acidic cation exchange resin (D113) is pulverized followed by being mixed with cobalt ions in cobalt acetate solution. The mixed resin is washed with deionized water and dried under the temperature of 80 °C for 12 h. Then, the mixed resin is added into Ca(OH)2/KOH/ethanol solution with mass ratio of 1:1:1 and stirred until the mixed solution is starchy. Subsequently, the mixed solution is dried and milled with the adoption of using a disintegrator and nitrogen heated under 800 °C for 2 h. After cooling, the sample is left in hydrochloric acid (HCl) solution for more than 12 h and then washed repeatedly using deionized water until that pH reaches 7.
2.3 Preparation of EMG/PET/GF Blends
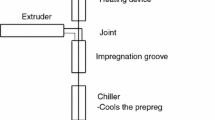
For the purpose of investigating the properties of the blends, it is essential to obtain EMG/PET/GF material accurately. PET and EMG are combined in solid mixer at the speed of 45 r/min for 3 min. Then, the PET/EMG is extruded by twin-screw extruder followed by long GF addition through the feeding port of a twin-screw extruder (LTE20-40, Lab Tech Engineering Co., Ltd., Japan). Among this, the GF content is controlled by adjusting the speeds of feeding screw and main screw. PET/GF composites with an EMG content from 0 to 25 wt.% have been prepared by plastic injection molding (EC75 N, Toshiba machinery Co., Ltd., Japan) at 250–270 °C.
2.4 Experimental Description
Following by the process of gold sputtering, scanning electron microscopy (SEM) images can be acquired using ZEISS-EVO18-SEM (Germany) at 10.0 kV.
According to GB/T 1040.2, a tensile test is performed by employing universal material testing machine (C44.304E, MTS System Corporation, Minnesota, USA), with dumbbell-shaped samples. The tensile fracture toughness can be determined from stress–strain curve. Based on GB/T 1843, impact testing machine (HIT25P, Zwick Co., Ltd., Germany) is utilized to acquire the notched impact strength to evaluate the toughness property of composites. Ahead of impact testing, all composites are made into rectangular bulk specimens with size of 80 mm × 10 mm × 4 mm and a V-shaped notch and depth of 2 mm. The crystallization behavior of the composites is analyzed using differential scanning calorimetry (DSC) (STA 449c, NETZSCH Instrument Manufacturing Co., Ltd., Germany). During the period of test, the samples in nitrogen atmosphere are heated from room temperature to 300 °C at the speed of 10 °C/min, and the heat preservation can be retained for 5 min.
3 Detailed Analyses on Experimental Results
This section will explain the experimental results in detail according to the above-mentioned tests. Table 1 gives the effects of varying EMG contents on mechanical and thermal properties of PET/GF/EMG blends clearly.
3.1 Stress and Strain Curves of PET/GF/EMG Blends
Figure 1 shows that stress will increase with the increase in strain, and there exist yield points for all the EMG with different contents. Then, fracture occurs after the yielding stage. The fracture elongation is about 5–6%. As EMG content increases, the fracture type will be transformed from brittle fracture to tough fracture obviously.

Stress and strain curves of PET/GF/EMG blends
3.2 The Effects of Different EMG Contents on Strength and Modulus
Figure 2 illustrates the effects of different EMG contents on tensile and bending strength of PET/GF blends. It can be seen that the tensile and bending strength of PET/GF blends without EMG content is 97.73 MPa and 172.60 MPa, respectively. As the EMG additives increase, the tensile strength improves slightly at the beginning and then decreases gradually. However, the bending strength decreases directly as the EMG content increases. The following conclusion can also been obtained that the decreasing speed of bending strength is a little larger than that of tensile strength, which shows that the effects of various EMG contents on bending strength are more pronounced than tensile strength. As EMG content reaches 25 wt.%, the tensile strength and bending strength of the blends decrease by 29% and 32% from the maximum values of 71.47 MPa and 111.78 MPa, respectively.

Effects of EMG content on PET/GF strength
As shown in Fig. 3, tensile modulus and bending modulus will be 5.94 GPa and 7.15 GPa, respectively, as EMG content is zero. With the increase in EMG content, both tensile modulus and bending modulus increase initially and then decrease. As the EMG content is less than 15 wt.%, the tensile modulus of the blends exhibits an increasing trend and decreases suddenly when the EMG content exceeds 15 wt.%. For the EMG content of 25 wt.%, the tensile modulus gives an increase slightly. The bending modulus increases slowly as the EMG content is lower than 10 wt.%, and then begins to decline as the EMG content exceeds 10 wt.%. The bending modulus can climb to 7.13 GPa as the EMG content is less than 20 wt.%. As the amount of EMG is over 20 wt.%, the bending modulus presents a significant downward trending. The tensile modulus peaks at 7.33 GPa for 10 wt.% EMG. Hence, the EMG proves to have more obvious effects on tensile modulus than bending modulus of the blends.

Effects of EMG contents on modulus of PET/GF
3.3 The Effects of Different EMG Contents on Impact Strength
Figure 4 presents the effects of EMG contents on impact strength of PET/GF blends. The notched impact strength of the PET/GF blends without EMG is 5.58 kJ/m2. At the beginning, the impact strength of the blends increases with the increase in EMG contents. As the EMG content reaches 15 wt.%, the impact strength achieves the maximum of 12.38 kJ/m2, which is 2.22 times higher than that without EMG. Subsequently, the impact strength begins to decline as the EMG content increases. The impact strength keeps higher than 10 kJ/m2 as the content is 25 wt.%, which is 1.80 times higher than that without EMG.

Effects of EMG contents on impact strength of PET/GF
The above analysis indicates that mechanical and impact properties of the blends change significantly in comparison with those without EMG. That means the EMG content contributes greatly to the material properties of the blends.
3.4 The Effects of EMG Contents on Morphology
In order to figure out the effects of various EMG contents on morphology from 0 to 25 wt.%, SEM morphologies are presented in Fig. 5 (0 wt.% a, 5 wt.% b, 15 wt.% c and 25 wt.% d). The typical brittle fracture morphology of the blends is shown in Fig. 5a, the GF is pulled out from the matrix, and all the surfaces of GF are smooth, which indicates a weak interfacial interaction between the GF and the matrix. This means that an effective interfacial layer formation between PET and GF will not occur just relying on the silicon coupling agents on the GF surface. The elastic polymer possesses a remarkable compatibility with the PET matrix after mixed with the contents, and no obvious phase separation between PET and EMG is observed by SEM. The fracture morphology of the blends transforms from brittle fracture to tough fracture. Simultaneously, the GMA group on the EMG enhances the interaction with the matrix and the GF, as the matrix adhered to the fiber increases gradually with the increase in the EMG content. In this case, the EMG acts as a compatibilizer in the PET/GF/EMG ternary system. No interphase exists between the EMG and matrix with a relatively low EMG content. However, as the EMG content continues increasing, spherical cavities and hemispherical balls appear in the matrix, which provides evidence for a certain degree of phase separation in the blends. This can be explained as EMG chain precipitation from the material, leading to a considerably weak interfacial interaction. Therefore, the blend performance begins to decrease. The overall trending of micromorphology is consistent with the trend of modulus and impact strength mentioned above.

SEM morphology of blends with various EMG contents
3.5 The Effects of EMG Contents on Thermal Properties
Figure 6 exhibits the crystallization temperature and the crystallinity changes of the PET/GF/EMG blends as a function of EMG content. The crystallization ability of the blends decreases approximately 4 °C immediately with elastomer addition. As the EMG content ranges from 5 to 15 wt.%, the crystallization temperature increases slowly. However, as the EMG content continues to increase, the thermal crystallization temperature increases sharply initially, and then, the growing trend begins to slow down. The crystallization temperature reaches 196 °C with the EMG content of 25 wt.%, which is 3.2 °C higher than that of the blends with 5 wt.% EMG, but the crystallization temperature is still slightly lower than that without EMG. This phenomenon proves that although the crystallization ability drops immediately with the increase in EMG content, a rather high EMG content can resolve this issue and recover the crystallization ability.

Effects of EMG contents on crystallization temperature and PET/GF crystallinity
The trend of crystallinity totally differs from that of crystallization temperature, while the trend of crystallinity curve is similar to that of modulus curve. It begins to increase with the increase in EMG content and reaches the maximum crystallinity of 20% with EMG content of 5%. The crystallinity keeps the same at a relatively high level with EMG content of 10–15 wt. %. As the content exceeds 15 wt.%, the crystallinity begins to decrease. With the addition of EMG, the flexibility of PET chain improves and the accumulation is promoted. Hence, the crystallinity increases immediately and keeps at a relatively high level. The excessive EMG content is able to block the interactions among the PET chains and affect the accumulation, which finally make an effect on crystallization ability of the material.
3.6 The Effects of 3DC Addition
The PET blends exhibit a good comprehensive performance with EMG contents of 10 wt.%, 15 wt.% and 20 wt.%, respectively. The effects of 3DC on material properties are investigated by laboratory-made 3DC addition to PET blends with the EMG content of 15 wt.%.
Laboratory-made 3DC with a large specific surface area improves contact area between the matrix and 3DC significantly, which enhances the interaction between the matrix and 3DC. Ahead of extrusion, 3DC, PET and EMG are blended in a solid mixer and the 3DC contents are controlled at 0.05 wt.% and 0.1 wt.%. The following steps are the same with aforementioned preparations.
Table 2 presents the mechanical properties of PET material with the 3DC contents of 0 wt.%, 0.05 wt.%, 0.1 wt.% and 15 wt.% accordingly. As the amount of 3DC is 0.05 wt.%, the mechanical properties of PET blends decrease, such that tensile strength and bending strength decrease by 5.2% and 1.9%, respectively, whereas as the content of 3DC increases to 0.1%, tensile strength, bending strength and bending modulus of the material increase by 4.9%, 8.0% and 5.8%, respectively, compared with the PET blends without 3DC. Although impact strength of the PET blends with 0.1 wt.% 3DC is 1.7% lower than that without 3DC, it is still 2.1% higher than that with 3DC of 0.05 wt.%.
4 Analyses and Discussions
For polymer composites, the properties of the components, the ratios of the components in the blends and the interfacial interaction among the components will all affect the final performance of the blends. In the PET/GF/EMG blends, GF and EMG are used as reinforcing agent and flexibilizer, respectively, and the PET/GF blend is regarded as basic material. The GF content can be adjusted by screw rod. Without EMG content, the blends are binary system consisting of PET matrix and GF. For GF was processed by silicon coupling agents, free carboxyl groups on the GF surface can react with the PET matrix at high temperature, which can improve the compatibility and enhance the interfacial interaction between GF and PET matrix. In binary system, the only interaction is derived from PET matrix and GF. During tensile or bending testing, the material can transmit an external loading to GF through the interface, which finally enhances the strength of PET/GF.
As shown in Fig. 7, EMG is an ethylene–methacrylate–glycidyl methacrylate copolymer [16]. Due to the presence of a GMA group in the chain segment, EMG possesses a strong chemical activity that it can react with -OH and release carboxyl group on PET by ring-opening reaction. Theoretically, this reaction can improve the compatibility with the matrix and yield an excellent toughening effect. In addition, the GMA chain segment can also react with silicon coupling agents on GF surface more easily. With the addition of EMG, the PET/EMG/GF blends underwent complicated changes. When GMA groups in the chain segment react with free carboxyl groups on the PET, the compatibility between EMG and the matrix material can be improved effectively. The reaction between GMA group and silicon coupling agents on GF contributes significantly to improving adhesion between EMG and GF, with the result of improving binding energy between PET matrix and GF. In summary, the interaction among ternary system has been improved after the addition of EMG.

Molecular formula of EMG
The blends can be divided into two components: “new matrix” and GF. The “new matrix” owns a better miscibility. The other one is GF, which acts as a reinforcing component to improve material performance. With an increase in EMG content, the influence on the toughening performance of “new matrix” can be improved continuously, which leads to a decrease in the strength and modulus properties of “new matrix” material. With an increase in EMG content in the “new matrix,” continuous growth in the number of GMA chain segments contributes largely to enhancing the interaction between GF and “new matrix” and improving interfacial properties between them. The two phenomena exhibit a mutually competitive relationship, which explains the effects of EMG content on strength and modulus of the material directly.
As the amount of the EMG content is low, the enhanced interfacial bonding performance between “new matrix” and GF can be conducive to the improvements in blend strength and modulus, which compensates for the performance decline by the “new matrix.” The material performance increases with the increase in EMG content. As the amount of EMG content reaches high, the decrease in performance of “new matrix” becomes the main factor which affects the material properties. The interaction between “new matrix” and GF may be close to saturation, which cannot offset the deterioration of “new matrix” performance. Hence, the tensile and flexural modulus decreases significantly for a high EMG content. This phenomenon indicates that a transition point exists according to the effects of various EMG contents on performance, and the values of transition points also differ for different performances. For tensile strength, the transition point of EMG content is smaller than that of modulus, so the tensile strength begins to decrease as the EMG content exceeds 5 wt.%, while the bending strength decreases directly.
Similar to the reasons for the change in modulus, changes in impact strength can also be explained by these two interactions. As the EMG content is too high, the toughness of “new matrix” increases continuously, while the strengthening effects of GF weaken, which leads to a softening of material and the decrease in impact strength.
In general, the area enclosed by stress–strain curve and X axis represents the work of deformation or fracture energy, being related with the toughness. Figure 1 illustrates the elongation at break of the blends ranging from 5 to 6%. The area enclosed by stress–strain curve and X axis is related with the shape of curve. The impact strength of the blends can be determined from the slope of the curve, the yield strength of the blends and the elongation at break. However, these factors have different effects on the enclosed area in stress–strain curve. As shown in Fig. 1, the maximum area exists for a certain formula.
In order to make the material suitable for structural parts and upper body frame, the prepared materials should exhibit a good comprehensive balanced performance. Therefore, the modulus and impact performance of the PET blends are evaluated to analyze the influence of EMG contents on comprehensive performance.
The correlation between bending modulus and impact strength is shown in Fig. 8. If the point is located in the lower left corner of the diagram, the modulus and impact strength of the material are weak, whereas if the point is in the upper right corner of the diagram, the material has a higher modulus and stronger impact strength. Figure 8 also shows that the PET blends without EMG have a higher modulus and a lower impact strength. With an increase in EMG content, the impact strength of the material improved initially; then, the modulus begins to increase. As the EMG content reaches 10 wt.%, the blended system has the highest modulus and a relatively high impact strength. In contrast, the material has the best impact strength and a higher modulus with the EMG content of 15 wt.%. Therefore, blends with 10 wt.% and 15 wt.% EMG possess a higher bending modulus and impact strength, which indicates that blends with these proportions could optimize the balance between modulus and impact. The bending modulus and impact strength of the blends present decreasing trend with the increase in EMG content. As the EMG content reaches 25 wt.%, the impact strength of the material remains at 10 kJ/m2.

Correlation between bending modulus and impact strength
The analysis indicates that the optimal material for the formulation of PET/GF/EMG blends occurs with the EMG content ranging from 10 to 15 wt.%.
Laboratory-made 3DC differs from traditional graphite sheet. 3DC possesses a three-dimensional hierarchical structure formed by the accumulation of graphite. Thus, 3DC has a continuous porous structure which can increase the contact area between 3DC and the polymer chain. As 3DC interacts with the matrix molecules, some of the molecular chains could be inserted into the continuous 3DC hole. At this point, 3DC can be used as an entanglement node to improve the interaction between the matrix molecules. However, the extent of interaction between 3DC and matrix is limited, such as the interaction being insufficiently strong. Thus, the substrate molecules may not be interspersed effectively into the hole. Under these circumstances, 3DC can be considered as an impurity in PET blends and cannot exert its enhancement effects. As subjected to stress, it is easy to create cracks in the surrounding 3DC and destroy the material.
As the 3DC content keeps low, the interaction of the molecular chains with the 3DC may not be sufficiently significant, in which the majority of the 3DC additives can be seen as an impurity in PET blends. As the 3DC content increases, the molecular chains which interpenetrate with the 3DC pores improve. Hence, the enhancement effects of the material also improve, which can compensate for the influence of 3DC impurities on PET blends. Thus, the performance of PET blends can be improved by a small amount of laboratory-made 3DC.
5 Conclusions
This paper introduces a new elastomer to toughen glass fiber-modified PET. It can be regarded as a compatibilizer and toughening agent, which can improve the impact properties without modification. With the increase in elastomer content, the strength of the PET/GF blends presents a decreasing trend, whereas the modulus and impact strength increase initially and then decrease. The blends exhibit the best overall properties as the content is within the range from 10 to 15 wt.%. The fracture mode transforms from brittle fracture to tough fracture after adding EMG addition, and the interfacial properties between the PET and GF improve significantly. However, phase separation phenomenon occurs and the performance deteriorated as more EMG content is mixed. The crystallization ability of the blends decreases immediately when the elastomer is introduced, and then, it improves with an increase in EMG content. The crystallinity keeps stable at a relatively high level with the EMG loading of 0–20 wt.%. Through adding a low content of laboratory-made 3DC, the performance can be enhanced to some extent.
The material mentioned above presents outstanding properties and can be utilized in multi-aspect and multi-field including automotive industry in the near future.
References
Fei, Y.E., Tian, W., Feng, Z., et al.: Preparation and properties of GF/PET hybrid woven thermoplastic composite. J. Text. Res. 32(11), 28–457 (2011)
Amash, A., Zugenmaier, P.: Thermal and dynamic mechanical investigations on fiber-reinforced polypropylene composites. J. Appl. Polym. Sci. 63(9), 1143–1154 (2015)
Bergeret, A., Ferry, L., Ienny, P.: Influence of the fibre/matrix interface on ageing mechanisms of glass fibre reinforced thermoplastic composites (PA-6, 6, PET, PBT) in a hygrothermal environment. Polym. Degrad. Stab. 94(9), 1315–1324 (2009)
Schäfer, J., Foest, R., Sigeneger, F., et al.: Sgl-mrc:successful startup of precursor production in japan for bmw i3. Plast. Manuf. 52(10), 872–880 (2011)
Huq, T., Khan, A., Noor, N., et al.: Comparative studies on the mechanical, degradation and interfacial properties between jute and e-glass fiber-reinforced pet composites. Polym. Plast. Technol. Eng. 49(11), 1128–1135 (2010)
Wang, J., Liang, X., Sun, D., et al.: Study on properties of glass fiber reinforced PBT/PET blends. Eng. Plast. Appl. 6, 95–98 (2015)
Yan, W., Han, K.Q., Qin, L.L., et al.: Study on long fiber—reinforced thermoplastic composites prepared by in situ solid-state polycondensation. J. Appl. Polym. Sci. 91(6), 3959–3965 (2010)
Ji, L.N.: Study on preparation process and properties of polyethylene terephthalate (PET). Appl. Mech. Mater. 312, 406–410 (2013)
Xanthos, M.: Functional Fillers for Plastics. Wiley-VCH, Germany (2005)
Yanfang, L.I., Wang, Y., et al.: Flame retardant and flame retardant glass fiber reinforced pet. Plastics 1, 5–18 (2017)
Yu, Z.Z., Yang, M.S., Dai, S.C., et al.: Toughening of recycled poly(ethylene terephthalate) with a maleic anhydride grafted SEBS triblock copolymer. J. Appl. Polym. Sci. 93(3), 1462–1472 (2010)
Kunimune, N., Yamada, K., Leong, Y.W., et al.: Influence of the reactive processing of recycled poly(ethylene terephthalate)/poly(ethylene- co -glycidyl methacrylate) blends. J. Appl. Polym. Sci. 120(1), 50–55 (2011)
Sheng, P.H., Ding, Y., Luo, X., et al.: Structure and properties of PET/TPEE melt blend samples. Plastics 38(6), 37–38 (2009)
Tan, Z.Y., Liu, S.C., Cui, X.L., et al.: Toughening of poly(ethylene terephthalate) and optimizing of the compatibilization between PET and EPDM by functionalized EPDM. Polym. Plast. Technol. Eng. 53(2), 141–149 (2014)
Cheng, H.Y., Tian, M., Zhang, L.Q., et al.: Preparation and properties of poly(ethylene terephthalate)/gf toughened by different modifiers. Plastics 36(6), 17–20 (2007)
Zhu, Y.F.: Effect of ax8900 on the properties of pc/pbt blends. China Plast. Ind. 37(s1), 51–53 (2009)
Tong, L.I., Dong, C.L., Huo, Y., et al.: Morphology and properties of PP/PET fiber/GF composites at different molding temperatures. China Plast. Ind. 43(4), 83–86 (2015)
Pracella, M., Chionna, D., Pawlak, A., et al.: Reactive mixing of PET and PET/PP blends with glycidyl methacrylate–modified styrene-b-(ethylene-co-olefin) block copolymers. J. Appl. Polym. Sci. 98(5), 2201–2211 (2010)
Mondadori, N., Nunes, R., Canto, L.B., et al.: Composites of recycled PET reinforced with short glass fiber. J. Thermoplast. Compos. Mater. 25(6), 747–764 (2012)
Cheng, H., Tian, M., Zhang, L., et al.: Toughening of recycled poly (ethylene terephthalate)/glass fiber blends with ethylene-butyl acrylate-glycidyl methacrylate copolymer and maleic anhydride grafted polyethylene-octene rubber. J. Appl. Polym. Sci. 109(5), 2795–2801 (2010)
Acknowledgements
This work was also supported by the Special Support Plan for High-Level Talents of Guangdong Province (No. 2017TQ04N840) and Science and Technology Planning Project of Guangdong Province (No. 2017A030313081). In addition, the authors are very grateful to the editors and all the anonymous reviewers for their constructive comments, which contributed greatly to improving our work.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Shen, Q., Li, X., Zhao, Y. et al. Experimental and Performance Analyses on Elastomer-Strengthened Polyethylene Terephthalate/Glass Fiber Blends. Automot. Innov. 2, 71–78 (2019). https://doi.org/10.1007/s42154-019-00047-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s42154-019-00047-3