
Abstract
Over several years, increasing environmental awareness and the reuse of waste materials have shown great interest in recent days due to their superior properties and applications. An attempt was made to generate a material called “bio-hybrid composite” for which applications like ropes and mats. In the present work, coconut and banana fibers are used as biodegradable composite fibers. The sodium hydroxide was used as treatment to clean coconut and banana fibers to remove impurities, and hence it is essential now in industries. This type of material meets all the requirements, and many industries are looking for more eco-friendly materials that produce higher strength, light weight, and low material cost. The mechanical properties and the wear rate are improved by the addition of 10% of banana fiber. Efforts to develop the advantages offered by renewable resources are beneficial not only to the environment but also to the industrial sectors.

Graphical abstract
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
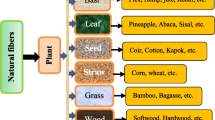
The rate of interest for natural fiber-reinforced polymer composite products is expanding rapidly, both in terms of their commercial applications and also in terms of the research study. These are inexpensive, fully or partially recyclable, and also eco-friendly. In addition to timber, plants such as kenaf, sisal, flax, cotton, hemp, pineapple, and banana have been used as a resource of lignocellulosic fibers for a long time. They are typically used as the reinforcement of composites. Their renewability, low density, and also price along with sufficient mechanical characteristics make them an appealing eco-friendly option to glass, carbon as well as manufactured fibers, which are used for the production of composites. The environment friendly atmosphere for the future has initiated the investigators with a raised rate of interest to go with an option for synthetic fiber products that have been expanding over the last few years. The manufacture and also use of enhanced natural composites have not begun yet for commercialization widespread [1]. The natural fibers are conveniently offered and are abundant in nature. To acquire the form of fibers as well as to make into composite products is not a difficult task due to the fact that it uses a small quantity of input power. Hence, the composite with high strength and low density are to be fabricated. The natural fiber including composites are much more eco-friendly, and also are used in transport (vehicles, train, and also aerospace) armed forces applications, structure and also building and construction markets (ceiling paneling, dividing boards), product packaging as well as custom products. Aruan Efendy and Pickering [2] reported that sisal fiber was found to be 25% weaker in untreated conditions than hemp fiber, and that a tough treatment was required to produce a fiber separation that was believed to have been due to the higher lignin content of its composition. They also observed, in contrast to untreated fibers, that the crystallinity index (CI) for all treated fibers increased significantly. Researchers also concluded that improved thermal stabilities were achieved by applying alkaline therapy, leading to more homogeneous cellulose content with narrower peaks in DTA thermograms. Faruk et al. [3] investigated the effect of basalt fiber hybridization on the damage tolerance ability and harm resistance of hemp fiber–enhanced composites through both quasi-static and incremental flexural testing after impact load. They concluded that this work confirms concerns over the low speed impact resistance of laminates from natural fiber. Both residual characteristics are significantly enhanced when hybridized in the sandwich configuration, with a lower strain to failure fiber (basalt) and damage tolerances in the resulting compounds, even though the sudden failure of the hemp fiber core may be a limiting factor in their use, especially in high energy effects. Mahato et al. [4] found that designers use flax and hemp fibers increasingly as composite enhancements. Researchers concluded that combining technical advantages and attractive non-technical features, flax and hemp fiber composites are increasingly used in consumer goods. A timely response to the needs of composite industries, the many new models of flax and hemp fibers that have recently become available on the market would definitely accelerate the emergence of flax and hemp composites. Ahmed et al. [5] stated the properties of kenaf fiber in the fiber composite field of technology. We concluded that chloride-containing clean water is not recommended for water recovery. Results from the analysis of the data using the “method of conformity with the process,” “the averaging method,” and “the regression” indicate that the results are very similar. The tensile strength of kenaf fibers also decreased by increasing the concentration level and immersion time of NaOH solutions. Balaji et al. [6] studied reinforced polyester composites in jute/sisal/glass fiber. The mechanical characteristics of the hybrid composites, including bending strength, tension, and toughness, have been evaluated. Scanning electron microscope also examined the interface properties, internal cracking, and internal structure of the broken surfaces. The results showed that the integration of GFRP composite jute/sisal fiber enhances properties and can be used as an alternative material for glass fiber–enhanced polymer composites. The mechanical characteristics of sisal-reinforced polymer composites have been investigated by Morassaei et al. [7]. Fiber is mostly undergoing several chemical treatments, including glycidyl methacrylate, alkalization, titanate strontium, and acetylation, in order to improve the adhesion of fibers to polymers which lead to improvements in thermal stability, mechanical characteristics, and water absorption. The increase in the content of fiber contributes to better mechanical characteristics, but the hydrophilic character of natural fiber leads to greater water absorption. The direction to future work is also explained by manufacturing methods in order to optimize fiber/polymer composite mechanical properties. The mechanical properties of polylactide composites were tested by Razi et al. [8] as a result of modifying sisal fiber with two separate macromolecular coupling agents. Injection molding prepared polylactide composites reinforced by sisal fiber, and dynamic mechanical analysis studied the properties of composites. Results from mechanical tests showed that surface-treated sisal fiber–reinforced composite offers better mechanical properties than untreated polylactide-reinforced composite. The images from the results of SEM showed that surface modifications enhanced the adhesion of the matrix of sisal fiber and polylactide. The properties and applications of glass fiber composites have been studied by Zinatloo-Ajabshir et al. [9]. There are discussions on the mechanical, environmental, thermal, vibrational, chemical, and tribological characteristics of glass fiber–reinforced polymer composites. The application includes electronics, mechanical, maritime, aerospace, and medical technologies.
The main objective of this research work is to examine the mechanical and tribological properties of the polymer composites, which are strengthened by natural fibers using coconut and banana. Tensile, flexural, and also toughness is considered as the primary standards to determine the mechanical characteristics. The compression molding method of fabrication is used for preparing the composites.
2 Experimental details
2.1 Raw materials
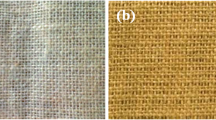
In this study, coconut and banana reinforcements are used for the production of composites. Matrix material selected for composite production is cardanol formaldehyde (CFR) resin [10]. The fibers used for composite manufacturing are shown in Fig. 1. The physical properties of coconut and banana fiber are shown in Table 1.

(a) Before treatment of coconut and banana fiber. (b) After treatment of coconut and banana fiber
2.2 Surface treatment of natural fibers
Treatment of fibers is the essential importance in industries. It is not a new process, but this process makes the resistance of fiber improve. The sodium hydroxide was used to clean coconut and banana fibers for 8 h. The warm water is utilized to free the treated fibers from dirt. However, finally fibers are dehydrated in space temperature level for 2 days [11].
2.3 Mixture of cardanol resin from cashew nut shell liquid
The process of treating surface heat is essential for improving adhesion between the matrix and the fibers. For cleaning/bleaching fiber surface, sodium hydroxide (NaOH) solution is used. The NaOH solution disperses fascinating particles such as coconut and banana throughout 8 h. The distilled water washed the treated fibers to neutralize sodium hydroxide excess. Thus, both banana and coconut fibers are dried for 48 h before the composite synthesis [12]. The following steps for the preparation of Formaldehyde resin is given below:
-
Cashew nut shell liquid (CSNL) + ammonium hydroxide (NH4OH) treated at temperature of 60 °C/400 rpm for 30 min. CH2O is heated at 70 °C/400 rpm for 1 h.
-
Dark brown color is (unreacted resin) taken as top, and mud-colored (reacted resin) is taken as bottom in separate bowl.
-
Mud-colored is kept in oil bath, maintained at temperature of 110 °C and stirred at 400 rpm for 2 h. The solution ethyl acetate (C4H8O2) is used to extract water (H2O) and to eliminate of water done by treating the resin with sodium sulfate for 10 h.
-
Cardanol resin (thick solution) is obtained. Hence, it was cooled and procured for further analysis.
2.4 Fabrication of biodegradable composites
For preparation of bio-hybrid composites, compression molding technique is employed in planning the experiments for this work which involves reducing the disparity and create net shape. The compression molding technique is used in the present work to prepare hybrid composites and a 300 × 300 × 300 × 3-mm rubber mold is taken. Cardanol and epoxy resin differ in a funnel ratio of 3:8:1 once combined with a connecting agent and are effectively stirred for 15 min. Meanwhile, coconut and banana fibers are thoroughly mixed and added to the matrix [13]. The compressed pressure in the molding process is taken as 100 kgf/cm2, and 50 °C temperature is chosen for 40 min. The preparation of hybrid composites is presented below, and the length of the fiber is taken as 10 mm. Figure 2 shows the steps involved in the preparation of bio-hybrid composites in the flow diagram.
-
Sample 1 — carnol + 10% coconut
-
Sample 2 — carnol + 10% coconut + 5% banana
-
Sample 3 — carnol + 10% coconut + 10% banana
-
Sample 4 — carnol + 10% coconut + 15% banana

Preparation of bio-hybrid composite
2.5 Tribology test
From the composites, specimens of size 10 × 10 mm were prepared. Testing was done on pin-on-disk tester as per ASTM (G-99) standard on the specimen. The tester has a counter face (EN 31 steel disk) which gives wear loss on the sample [14]. To simulate loading conditions, a set of dead weights on the other end to act as a loading pan was loaded with various loads. The tribology test was made from weight loss measurement at room temperature by taking five different loads from 10 to 40 N, and a sliding speed is taken as 1–4 m/s with a sliding distance taken as 300–1200 m. Wear loss was measured and coefficient of friction have been recorded through digital tachometer for each sample. The wear test conditions are labeled in Table 2.
2.6 Characterization of mechanical properties
The microhardness test was conducted by taking 80 N of load with a length of 10 cm in accordance with ASTM E 384 standards [15]. Samples are cut (10-mm long and 5-mm dia) to check Vickers microhardness, and average values are reported from each composition. The analysis of tensile is usually performed on flat samples. The measurements were conducted on a computerized ultimate tensile testing machine in a standard ASTM D 3039-76 with a load of 300 kN and 15 s [16]. All samples are cut with a 10-mm wide rectangular shape and a total measuring length of 120 mm. To examine flexural strength, all specimens undergo short beam shear tests at room temperature. The flexural strength is carried out according to the requirements of ASTM D 59436-96 [17]. The rectangular form of all the samples was 25-mm wide, 100-mm long, and 4-mm thick. In this investigation, 40-mm span length and 1-mm/min crosshead speed was taken. This experiment holds the temperature and humidity at 22 °C and 50%, respectively. The following formula (1) conducts the flexural strength (FS).
2.7 Preparation of bio-hybrid composites
Mechanical and tribology were evaluated on bio-composites by considering different weight fractions. Scanning electron microscopy was also examined for the morphology of the fracture surface. The bio-composites are processed, chemically etched, and mechanically polished using Kroll’s reagent (an 85-ml H2O, 5-ml HNO3, and-10 ml HF mixture). After the tribology test is completed, each specimen is analyzed using a scanning microscope.
3 Results and discussion
3.1 Initial microstructure analysis
To develop tribological and mechanical properties, banana and coconut with CFR resin were investigated and developed. The basic need for experimentation is the search for appropriate increasing media in the inhibited growth environment. Banana has become increasingly popular in Asia especially in India [18]. Plant-based natural fiber such as coconut has provided the composite with high strength and efficiency transfer between matrix and fiber. The toughness and mechanical properties of this type of fiber was improved. Initial coconut and banana fiber microstructure are presented in Fig. 3. The length of fibers is taken as 10 mm.

Initial microstructure of (a) coconut and (b) banana fiber
3.2 Mechanical characterization
3.2.1 Tensile strength
Tensile testing is an essential substance in material science. The tensile, flexure, and impact properties of bio-composites were investigated by Saw et al. [19]. The tensile and impact properties were improved by increasing the percentage of coconut fiber. Similar observations were made by Stalin and Athijayamani [20]. Onuegbu et al. [21] suggested that banana fiber increases were due to the increase in tensile strength. At present, however, the creation of more interfaces in the matrix adds 10% coconut, and 10% banana fiber up to 56 MPa are responsible for achieving high tensile strength. Improved reinforcement material tends to improve the strength. The tensile strength goes downfall when the banana adds 15%, and it is reached to 47 MPa which is presented in Table 3. Mixing of banana and coconut fiber with CFR helps to enhance tensile strength; it is ideal for homemade products.
3.2.2 Microhardness
The microhardness is performed with a Shimadzu Microhardness Tester for all samples. Three measurements are made at different locations on each specimen, and average values are presented in Table 3. Similar to the matrix due to the introduction of reinforcement particles, the hardness is increased. There has also been an improvement in hardness with a rise in the weight of banana fibers. The solid reinforcing particles carry loads, and therefore it reduces the distortion and strength of the composites [22]. Similar hardening behavior was documented in earlier studies, with an increasing weight fraction of coconut fiber [23]. The microhardness of 10% of banana is obtained as 26 MPa. The higher hardness at 51 MPa was achieved because 10 wt% (banana fiber) was applied with CFR rises relative to other tests. Higher hardness as the reaction time for the fiber material increases contributes to a further improvement of the fine grain structure.
3.2.3 Flexural strength
The bending strength is increased by 50% by growing reinforcement particles conducted by Das and Biswas [24]. Bio-composite samples were tested in the 3-point bending process. Test results were analyzed according to ASTM standards [25] to determine the bending strength and stiffness values for each composite system at a fiber volume fraction of 0.5. Flexural properties for the bio-hybrid composites were studied. It can be seen that the experimentally determined bio-composites flexural properties are lower than the tensile properties reported in the previous section of this report. The maximum flexural strength of the sample is increased from 62 to 70 MPa as presented in Table 3. The increase in the flexural values for the reinforcement of 10% (banana-coconut) fiber compared with the other composites up to 89 MPa is mainly due to the greater interaction between the banana and coconut fibers with CFR resin. This leads to greater stiffness against flexure in the hybrid composite [26]. Hence, low flexural strength has observed due to addition of 15% of banana. Therefore, the bio-hybrid composite CRF/10% (banana-coconut) has high flexural strength compared with other composites. For all mechanical tests, two samples were taken for each composition, and average results are noted and presented in Table 3.
3.3 Tribology behavior
The wear properties are examined and also contrast of previous investigations based on the 3 dimensions like presented in Table 4. The relocating wear velocity of bio-hybrid composites is determined on EN 31 steel disk. The wear rate of bio-hybrid composite is obtained (for sample 1, 2, and 3) as 1.1 × 10−3, 0.8 × 10−3, and 1.3 × 10−3, respectively. Hence, the lowest wear rate is observed as 0.5 × 10−3 (for sample 3), attributed to high resistance and low porosity makes the product stronger. Similar findings were observed by Rao et al. [27] on coconut as well as banana fiber based on a various loads variety of 10–30 N with a sliding rate of 1–3 m/s. For that reason, the CFR with 10% (coconut-banana) bio-hybrid composite exhibit a lower wear rate, and superior wear resistance was compared. This type of product is efficient in the application such as handbag, rug, and also circulation treatments.
3.3.1 Effect of applied load, sliding speed, and sliding distance on wear loss
The wear loss varied by applying different loads of 10–40 N with a sliding speed of 2 m/s, and a sliding distance of 300 m is shown in Fig. 4 for all compositions. The weight loss considerably increases at initial load and however, the wear loss tends to increase due to addition of banana fiber content as shown in Fig. 4b. While, addition of 10% reinforcement fibers at load 20 N, lower wear loss is exhibited and gradually it will increases due to increase load up to 40 N. The lower wear loss is observed at all sliding condition, while addition of 10% (coconut-banana fiber) reinforcement, and is shown in Fig. 4c. Kumar et al. [30] examined the properties of bio-hybrid composite and it was proved by addition of fiber content hardness is increased to 129 MPa. The coconut fiber taking at different weight fractions were identified by Rao and Gupta [31], however increasing coconut fiber (above 15%) contents tend to reduce the wear rate. Hence, further addition of 15% reinforcement fiber lead to increase the wear loss and also reduce the wear rate and is shown in Fig. 4d. Therefore, CFR/10% banana-10% coconut fiber bio-composite exhibits better results as compared with other compositions.

Sliding wear behavior of (a) coconut-banana fiber content, (b) applied load, (c) sliding speed, and (d) sliding distance
3.4 Investigation of coefficient of friction (COF)
3.4.1 Effect of applied load on friction
Figure 5b shows the rubbing curves associating for all specimens at tons of 10–40 N at a rate of 2 m/s and a sliding distance of 300 m. The graph shows that for all structures at a load of 30 N, with rise in sliding velocity leads to boost the efficiency of friction. This is because the region of direct contact is rising and to a change in the surface temperature resulting in an increase in frictional strength. As shown in the curve graph, the sharp peaks at the lower load (10 N) are caused by the wear debris abrasion [31]. The friction is unstable at high load (40 N) and tends to enhance the friction and cause cracking on the surface of the material. The addition of 10% showed a low coefficient of friction as the content of banana fiber increased and the high material durability with an excellent combination of strength increased.

Coefficient of friction for (a) coconut-banana fiber content, (b) applied load, (c) sliding speed, and (d) sliding distance
3.4.2 Effect of sliding speed on friction
Variation of bio-hybrid composite of COF is performed at distinct sliding speeds (1–3 m/s) with 20-N constant load and 300-m sliding distance is shown in Fig. 5c. At first, the COF in sample 1 is high due to low resistance to weight, and therefore the friction decreases by up to 10% relative to the CFR with banana and coconut fiber at all sliding speeds. As a result, the high lubrication potential of banana fiber (at higher speed) is not maintained due to an increase in temperature. In addition, the temperature increase may be due to an increase in interface asperity communication. A similar finding has been recorded by Khan et al. [32]. The SEM analysis of examples taken at a higher rate has actually revealed that delamination wear rises and thus causes the rise in rubbing coefficient.
3.4.3 Effect of sliding distance on friction
Figure 5d shows that the friction coefficient is high because of plastic deformations that trigger delamination and also breaking on a product surface. Nonetheless, the friction is calculated by taking 4 different moving ranges and also a moving speed with a continuous lot, respectively. The abrasion occurred at the beginning (300 m) when the pin can be found between 2 surface areas, enhancement of 5% banana. Addition of 10% leads to low rubbing and tends to reduce wear particles as well as a smooth surface area as a result of the enormous effect on wear resistance [33]. The sensation is observed that the rubbing of bio-hybrid composite products is enhanced by the addition of fiber fragments. Further addition reinforcement particles (15% banana) results in greater friction coefficient. Due to the reality that fibers are promptly gotten rid of from the base, scratching induces fracturing.
3.5 Surface morphology of bio-hybrid composites
A scanning electron micrograph (SEM) was used to study the morphological appearance of the surface using the Carl Zeiss Sigma 300 microscope. SEM was analyzed in order to identify the effect of coconut and banana fiber with CFR composites; the micrographs are shown in Fig. 6a. The CFR-enhanced coconut and banana fiber can be seen in Fig. 6b as a strong interface between the matrix and reinforcement particles. In the CFR resin, the banana fiber is exfoliated as shown in Fig. 6c, this is due to the strong uniform fiber distribution [34]. The thinner platelets between 20- and 150-nm long are made of coconut and banana fibers that were observed from the microstructure. While addition of 15% banana and 10% coconut with CFR is identified as high agglomeration due to low fiber concentrations applied to the matrix. The agglomeration creates microcracks and fractures inside the composite due to poor distribution in the matrix as shown in Fig. 6d. Arsyad et al. [35] found a similar morphology for bio-composite samples (using compression molding). Specifically, adding banana fiber result in improving material properties. Therefore, bio-hybrid composite CFR/10% (coconut-banana) displayed a smooth surface relative to other materials.

Surface morphology of (a) CFR/10% coconut, (b) CFR/10% coconut-5% banana, (c) CFR/10% coconut-10% banana, and (d) CFR/10% coconut-15% banana hybrid composites
3.6 Energy dispersive X-ray analysis
To identify structure property and chemical elements in material were performed by EDX (energy dispersive X-ray analysis). Figure 7a displays the mapping of Ca, O, Si, and C (for sample 1) bounded by particles of filament. The particles are sampled from a batch in which CFR resin has soaked fiber [36]. Ca, O, and Si elements are observed due to the addition of 5% banana fiber (sample 2). The molecules of Si and Ca are bounded by CFR resin and are shown in Fig. 7b; there is a mapping of silica. In addition to banana fiber content up to 10% (Fig. 7c), chemical elements such as Ca, C, and Si are enriched in CFR resin when forming a new surface layer that tends to increase substrate hardness [37]. The addition of 15% banana fiber (sample 4) causes Si and Ca elements to collapse owing to high porosity and is shown in Fig. 7d. However, this results in a cracking surface and thus reduces the strength of the material [38]. Hence, bio-hybrid composite CFR/10% (coconut-banana) exhibits high levels of silica and calcium carbide compared with other composites.

EDS analysis of (a) CFR/10% coconut, (b) CFR/10% Coconut-5% banana, (c) CFR/10% coconut-10% banana, and (d) CFR/10% coconut-15% banana hybrid composites
4 Conclusion
During recent days, it has become important to involve the advancement of novel technologies, and an attempt was made to reduce material cost by making bio-hybrid composites. In the present research work, the use of CFR as a matrix is used as fillers in the design of biodegradable composites. This type of material meets all requirements such as higher strength, low material cost, and easy to handle.
-
Microhardness is improved by adding 10% hybrid composite relative to other composites. The improved microhardness is due to good wettability and a higher rate of fiber content.
-
Enhanced tensile and flexural strength by adding coconut and banana fiber reinforcement with CFR resin. The existence of high silica and carbon content is attributed to the increase of tensile strength.
-
Adding 15% banana fiber results in pores and voids being formed. However, it will reduce the mechanical properties and provide low wear resistance.
-
At all sliding conditions, addition of 10% bio-hybrid composite exhibits low wear loss and improved friction coefficient.
-
The pore-free compact layer was observed on the worn surface of the neat specimen (10% bio-hybrid composite), and this was confirmed from microstructure images.
-
Therefore, CFR/10% (coconut-banana) hybrid composite reinforced shows wear rate improvement than the pure resin. Further research has to be done by changing diameter of fibers.
References
Bharath KN, Basavarajappa S (2016) Applications of biocomposite materials based on natural fibers from renewable resources: a review. Sci Eng Compos Mater 23(2):123–133
Chuayjuljit S, Rattanametangkool P, Potiyaraj P (2007) Preparation of cardanol-formaldehyde resins from cashew nut shell liquid for the reinforcement of natural rubber. J Appl Polym Sci 104(3):1997–2002
Faruk O, Bledzki AK, Fink HP, Sain M (2012) Biocomposites reinforced with natural fibers Pro Polym Sci 37(11):1552–96
Mahato K, Goswami S, Ambarkar A (2014) Morphology and mechanical properties of sisal fibre/vinyl ester composites. Fibers Polym 15(6):1310–1320
Ahmed S, Ahsan A, Hasan M (2017) Physico-mechanical properties of coir and jute fibre reinforced hybrid polyethylene composites. Int J Autom Mech Eng 14(1):3927–3937
Balaji A, Karthikeyan B, Swaminathan J, Sundar Raj C (2018) Thermal behavior of cardanol resin reinforced 20 mm long untreated bagasse fiber composites. Int J Polym Anal Charact 23(1):70–77
Morassaei MS, Zinatloo-Ajabshir S, Salavati-Niasari M (2016) Simple salt-assisted combustion synthesis of Nd2 Sn2O7-SnO2 nanocomposites with different amino acids as fuel: an efficient photocatalyst for the degradation of methyl orange dye. J Mater Sci Mater Electron 27(11):11698–11706
Razi F, Zinatloo-Ajabshir S, Salavati-Niasari M (2017) Preparation, characterization and photocatalytic properties of Ag2ZnI4/AgI nanocomposites via a new simple hydrothermal approach. J Mol Liq 225:645–651
Zinatloo-Ajabshir S, Salavati-Niasari M, Zinatloo-Ajabshir Z (2016) Nd2Zr2O7-Nd2O3 nanocomposites: new facile synthesis, characterization and investigation of photocatalytic behaviour. Mater Lett 180:27–30
Dendena B, Corsi S (2014) Cashew, from seed to market: a review. Agron Sustain Dev 34(4):753–772
Balaji A, Karthikeyan B, Swaminathan J, Sundar Raj C (2019) Effect of filler content of chemically treated short bagasse fiber-reinforced cardanol polymer composites. J Nat Fibers 16(4):613–627
Udhayasankar R, Karthikeyan B, Balaji A (2018) Coconut shell particles reinforced cardanol-formaldehyde resole resin biocomposites: effect of treatment on thermal properties. Int J Polym Anal Charactr 23(3):252–259
Huang Z, Wang N, Zhang Y, Hu H, Luo Y (2012) Effect of mechanical activation pretreatment on the properties of sugarcane bagasse/poly (vinyl chloride) composites. Compos A Appl Sci Manuf 43(1):114–120
Vinod B, Ramanathan S (2018) Effect of Zener-Hollomon parameter on the flow behaviour and microstructure evolution of Al alloy with organic-inorganic hybrid composites. Int J Plast Technol 22(1):137–160
Vinod B, Ramanathan S, Anandajothi M (2018) Effect of organic and inorganic reinforcement on tribological behaviour of aluminium A356 matrix hybrid composite. J Bio Tribo Corros 4(3):45
Ramanathan S, Vinod B, Anandajothi M (2019) Effect of organic and inorganic reinforced particulates for fatigue behaviour of Al-Si7-Mg0.3 hybrid composite: V-notched and un-notched specimen experiments with microstructural constituents. SN Appl Sci 1(1):19
Vinod B, Ramanathan S, Ananthi V, Selvakumar N (2019) Fabrication and characterization of organic and in-organic reinforced A356 aluminium matrix hybrid composite by improved double-stir casting. Silicon 11(2):817–829
Teja KS, Manikanta A, Ganesh KV, Lokesh D, Ali MA (2017) Evaluation of mechanical properties of coir-jute-glass fibres reinforced composite. IJPAMS 116(5):135–139
Saw SK, Akhtar K, Yadav N, Singh AK (2014) Hybrid composites made from jute/coir fibers: water absorption, thickness swelling, density, morphology, and mechanical properties. J Nat Fibers 11(1):39–53
Stalin B, Athijayamani A (2016) The performance of bio waste fibres reinforced polymer hybrid composite. Int J Mater Eng Innov 7(1):15–25
Onuegbu TU, Umoh ET, Okoroh NC (2013) Tensile behaviour and hardness of coconut fibre-ortho unsaturated polyester composites. Global J Sci Front Res Chem 13(1):1–7
Agunsoye JO, Aigbodion VS (2013) Bagasse filled recycled polyethylene bio-composites: morphological and mechanical properties study. Results Physics 3:187–194
Suresh S, Sudhakara D, Vinod B (2019) Investigation of bio-waste natural fiber-reinforced polymer hybrid composite: effect on mechanical and tribological characteristics of biodegradable composites. Mech of Soft Mater 1(1):12
Das G, Biswas S (2016) Physical, mechanical and water absorption behaviour of coir fiber reinforced epoxy composites filled with Al2O3 particulates. IOP Conf Ser Mater Sci Eng 115:012012
Ragunath S, Velmurugan C, Kannan T, Thirugnanam S (2018) Evaluation of tensile, flexural and impact properties on sisal/glass fiber reinforced polymer hybrid composites. Indian J Eng Mater Sci 25:425–431
Lv J, Zeng D, Wei C (2015) Mechanical and wear properties of sisal fiber cellulose microcrystal reinforced unsaturated polyester composites. Adv Polym Technol 34(2):1–8
Rao CC, Madhusudan S, Raghavendra G, Rao EV (2012) Investigation in to wear behavior of coir fiber reinforced epoxy composites with the Taguchi method. Int J Eng Res Appl 2:2248–9622
Maya MG, George SC, Jose T, Sreekala MS, Thomas S (2017) Mechanical properties of short sisal fibre reinforced phenol formaldehyde eco-friendly composites. Polymers Renew Resour 8(1):27–42
Johnson RD, Arumugaprabu V, Ko TJ (2018) Mechanical Property, Wear Characteristics, Machining and Moisture Absorption Studies on Vinyl Ester Composites-a Review. Silicon 11(5):2455–70
Kumar PA, Suresha B, Hemanth R (2018) Mechanical and tribological behavior of vinyl ester hybrid composites. Tribology in Indust 40(2):283–299
Rao KS, Gupta NV (2016) Mechanical properties of sisal/coir fiber reinforced hybrid composites fabricated by cold pressing method. IOP Conf Ser Mater Sci Eng 149:012092
Khan A, Ahmad MA, Joshi S, Al Said SA (2014) Abrasive wear behavior of chemically treated coir fibre filled epoxy polymer composites. American J Mech Eng and Automation 1(1):1–5
Chand N, Dwivedi UK (2008) Sliding wear and friction characteristics of sisal fibre reinforced polyester composites: effect of silane coupling agent and applied load. Polym Compos 29(3):280–284
Nallusamy S, Rekha RS, Karthikeyan A (2017) Investigation on Mechanical Properties of Coir Fiber Reinforced Polymer Resin Composites Saturated with Different Filling Agents. IOP Conf Ser Mater Sci Eng 225:012283
Arsyad M, Wardana I, Irawan YS (2015) The morphology of coconut fiber surface under chemical treatment. Matéria (Rio de Janeiro) 20(1):169–177
Khan A, Ahmad MA, Joshi S (2015) A systematic study for electrical properties of chemically treated coir fiber reinforced epoxy composites with ANN model. Int J Sci & Res 4(1):410–414
Suresh S, Sudhakara D, Vinod B (2020) Investigation on Industrial Waste Eco-Friendly Natural Fiber-Reinforced Polymer Composites. J Bio Tribo Corros 6(2):1–4
Oladele IO, Olajide JL, Daramola OO, Siaw KB (2017) Re-evaluation of bovine fiber biomass as exploitable keratinous bio-resource for biomedical and industrial applications. J Minerals Mater Character Eng 5(01):1
Acknowledgments
The corresponding author wishes to thank the Department of Mechanical Engineering, Siddhartha Institute of Science and Technology (Autonomous) Puttur, India, for providing facilities and necessary support in conducting experiments and discussion in the research work.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Vinod, B., Suresh, S. & Sudhakara, D. Investigation of biodegradable hybrid composites: effect of fibers on tribo-mechanical characteristics. Adv Compos Hybrid Mater 3, 194–204 (2020). https://doi.org/10.1007/s42114-020-00148-2
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s42114-020-00148-2