
Abstract
In the present research, the effect of untreated and treated coconut fibres as an additive in self compacting concrete (SCC) both experimental and microstructure was investigated. The behaviour of SCC was investigated using coconut fibres under three different treatment forms were proposed. Pre-treatment changed the morphology of fibre surface, and the chemical composition of coconut fibre varied after the treatment process was evident from the microstructure analysis. The laboratory tests conducted were namely, physical properties, chemical properties, fresh properties, and mechanical characteristics. Based on the experimental investigations, the optimum amount of coconut fibre in SCC was 1%. The coconut fibres treated with gum and pozzolanic materials improved the mechanical properties of coconut fibre reinforced self-compacting concrete (CFRSCC) specimens to a greater extent. Hence it was concluded that the treatment of coconut fibre had shown improved strength characteristics of CFRSCC specimens.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Depletion of the natural resources and an increasing amount of agricultural wastes make us move towards the world of innovation. Choosing the right material at the right place plays a significant role. Agro-waste could be used in the construction industry if locally available. Concrete is a versatile material in the construction industry. Different types of concrete were used based on their purpose in the construction field. In the place of congested reinforcement and where the process of vibration is difficult SCC used. Fibre-reinforced SCC is a newly developing area which merges the advantages of SCC and the positive effects of fibre. Since concrete is weak in tension, the addition of fibre reduces the brittle property. Significant efforts have been taken to add different type’s fibres to make it robust, durable and economical. Artificial fibres such assteel, glass, polypropylene and carbon fibres used in the construction industry. Artificial fibres are expensive, whereas the natural fibres are readily available and inexpensive. Several types of natural fibres such as kapok, henequenl, bamboo, bagasse, vakka, palm, banana and sugarcane were available. Coconut fibre has a specific physical and mechanical property which can enhance the property of concrete.
The outer shell extracted the coconut fibre; Brown and white fibres obtained from the mature and immature coconuts. Brown fibres have better physical and mechanical property than white fibres. Total coir fibre production is 2, 50,000 tonnes. Sixty per cent of white fibre and 36% of brown fibre is produced in Tamil Nadu and Sri Lanka, respectively. World’s 90% of the coir production is from Sri Lanka and India. Coir fibre has good resistance against fungi, rot and moth, which helps in preventing from deterioration. It did not have any effect when it exposed to dampness and moisture. It has good temperature and sound insulation, it can be elastic nature, i.e. it can be in its original position even stressed for a longer period. These advantages support the use of coir fibre in concrete (Majid 2011). The coconut fibre takes strain 4–6 times than any other natural fibre, which makes it the strongest among all other natural fibres (Satyanarayana et al. 1990). Coconut fibre reinforced mixtures has shown less workability due to the water absorption capacity of coconut fibre (Savastano et al. 1999). Enhancement of mechanical properties inferred when the concrete replaced by 15% silica fume, coconut fibre 2% and SP 1% by mass of cement (Mehran and Majid 2018). Study on pre-treatment could help in improving the bond strength between the matrix and fibre as boiling and washing of fibres helps in improving the lignin and cellulose content. But conversely, pre-treatment of fibres using chemicals show negative progress as the cellulose content degrades (Majid et al. 2013). Surface modification of fibre during the chemical treatment has changed the microstructure, topography, chemical composition and the mechanical properties (Brígida et al. 2010). The flexure and durability properties using coconut fibre treated with a latex polymer film. The improvement in CFRC specimen is 42.2% greater than the fibre without treatment. This treatment preserves the fibre against degradation (Everton et al. 2017). Polymeric film adsorbs the CH gel deposition, which could reduce the transportation of ions in aqueous medium caused the filling of pores in concrete (Bijen 1990). CFRC specimens have shown improved compressive strength, compressive toughness and modulus of rupture with 5% coir fibre of 5 cm length (Majid et al. 2012). Absorption, hydrophilicity properties of the coconut fibre had improved when the coconut fibre was treated using plasma technique. This technique could help in modifying the fibre surface and morphology (Daniel et al. 2017). The strong performance of CFRC specimens and plain concrete evaluated when exposed to seawater curing. The damaging effects lowered when there is a lesser dosage of coconut fibre. CFRC specimens with 1.2% of coir fibre were recommended to enhance the property of concrete (Mahyuddin et al. 2013). The bridging property of coconut fibre eliminated spalling and fragmentation in CFRC specimens subjected to single impact loading was developed. Diagonal cracks along the length of the specimen were observed as the final mode of failure when the specimens subjected to repeated impact loading (Wenjie and Nawawi 2017). The conventional steel slabs strength was higher when compared with natural flax fibre reinforced composite. Nevertheless, the natural flax FRPC could reinforce in concrete structure (Wenjie and Nawawi 2018). The dynamic loads applied to the CFRC blocks and have adequate strength to resist these loads and after 15 months. The results have shown that CFRC interlocking block structures could be used after numerous earthquake events (Zhenghao et al. 2014). The changes in the mechanical property of concrete when replaced with 15% silica fume and FA from 0 to 15% with an increment of 5% and 2% of coconut fibre by cement mass was studied. The mechanical properties were improved when CFRC incorporated with 2% coconut fibre content, 10% FA and 15% silica fume (Mehran and Majid 2019).The acoustic behaviour coconut fibre inferred when treatment was done than untreated ones because treatment has increased the lignin content. So the treated fibres could be used as soundproof reinforced concrete slabs, walls and other elements (Bamigboye et al. 2018). The coconut bunch fibre composites entrenched with nanoparticles (Al2O3) implanted to study the mechanical properties. Authors reported that an increased flexural, impact and hardness values noticed when compared with conventional concrete. The results concluded that it could be used for building applications and vehicle components (Devaraju et al. 2018). The ANN method showed a statistical coefficient of 0.67 and 0.95, respectively. The results proved that prediction using the ANN model showed a high precision in predicting the absorption coefficient when compared with regression analysis (Satish et al. 2017). The prediction of compressive strength of EPS lightweight concrete using regression, ANN and ANFIS techniques performed. Prediction of results using a regression model with second-order polynomial showed an unsatisfied performance. But the ANFIS and ANN model with bell-shaped member function and with two hidden layers, respectively, showed a satisfying performance (Sadrmomtazi and Mirgozar 2013). ANN was used to simulate the material quantities in SCC. From the trained network it was possible to obtain the mix proportioning of SCC mixes. The results proved that the trained network could be used for predicting the network as an R2 value lie between 0.63 and 1.0 (Mahmoud et al. 2017). The analytical model using ANFIS was done to simulate the compressive strength of SCC. From the earlier studies, the dataset of 55 used. To study the fresh property of SCC and the mix design proportions parameters were analysed in 18 different combinations (Behnam and Shami 2018).
Based on the above review of literature, three different treatments were proposed as the novelty of the present research to improve the morphological, fresh and mechanical characteristics of coconut fibre reinforced self-compacting concrete (CFRSCC). CFRSCC mixes consists of soaked fibre (SF), boiled fibre (BF) and chemically treated fibre (TF) from 0 to 1% (with an increment of 0.5%). Total 8 mixes prepared in which six combinations of CFRSCC, one mix of SCC control and one blend of control concrete (CNC). SEM analysis was carried out to understand the microstructure of CFRSCC mixes made with and without treatments.
Materials and mix design
Materials
OPC (Grade 53) ASTM Type I of SG 3.12 used. Natural river sand used as fine aggregate. SG and FM of fine aggregate used are 2.65 and 3. Locally obtained coarse aggregate passing through 12 mm sieve retained in 10 mm sieve of specific gravity 2.74 was used according to ASTM C 127-12. Pozzolanic materials such as densified silica fume and metakaolin (MK) supplied by AASTRA chemicals used. SG of SF is 2.3 and MK is 2.2, according to ASTM C 1240-99. For mineral admixtures, namely silica fume and MK used in the present work has undergone X-ray fluorescence (XRF) test and illustrated in Table 1.
Superplasticizer (TEC MIX 640) (confirming to IS 9103:1999) a light brown liquid of medium viscosity having a relative density of 1.08 used. To reduce the water content in concrete without affecting the workability of concrete or to have a high-quality concrete with low permeability SP dosage was added.
Viscosity modifying admixture (VMA) is a white coloured liquid of high viscosity used to maintain homogeneity of CFRSCC. It is essential to control the stability and cohesion of self-compacting concrete. It could reduce bleeding of SCC mixes when additives, namely fibres, were added and supplied by ASTRA Chemicals.
Brown coloured coconut fibre obtained from extracting the outer shell of coconut supplied from the coir factory located near Patukkottai, Thanjavur. The coconut fibres used with a mean diameter of about 0.2 mm and with a cut length of 25 mm. The aspect ratio of coconut fibre adopted was 125.
Preparation of coconut fibre (CF)
Three different pre-treatment to coir fibre (CF) was made to improve the physical property of the fibre. Before the preparation, coir fibre was oven-dried for 2 h at 30 °C.
Soaked fibre (SF)
The coir dust present in the coconut fibres made treatment by soaked in tap water for 30 min and washed, repeated three times. Otherwise, the presence of dust could cause degradation. Natural seasoning technique, namely sun-drying method, was adopted for coir fibres.
Boiled fibre (BF)
Soaked fibres placed in the boiling water for 2 h. When the boiling process completed, the fibres were washed and sun-dried to remove moisture.
Chemically treated fibre (TF)
Soaked coconut fibres were immersed in an adherent solution (gum) about 1 min so the gum could generate bonding. Then silica fume and MK in equal ratios were mixed around the fibre so that it coats the surface. Finally, allow for drying.
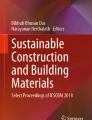
After the pre-treatment process, coconut fibres cut with a length of 25 mm. The pre-treatment process helps in inducing morphological changes in the surface of the fibre (Fig. 1).

Pre-treated coconut fibre
Mix design
Mix design calculations for SCC done according to EFNARC (2002 and 2005) guidelines based on slump flow test trials and designed for M-30 grade. The influence of different treatments of coconut fibre addition by cement volume was assessed by fixing W/C ratio of 0.38. The mix design ratio obtained as 1: 1.6:1.56 after test trials conducted in the laboratory. For control normal concrete (CNC) and SCC: W/C ratio, SP and VMA dosages remain unchanged. For CFRSCC specimens W/C ratio, SP, VMA dosage was increased to avoid bleeding and segregation. W/C ratio maintained with the compatibility of SP dosage in such a way that it doesn’t influence the strength property to a greater extent. On the other hand, reducing the W/C ratio has caused non-homogeneous mix that could result in reduced strength. Mix proportion for CNC, SCC and CFRSCC mixes listed in Table 2.
Experimental program
The properties of CNC, SCC and CFRSCC based mixes ascertained by the following tests.
Slump flow and T 500 test
Slump flow and T500 test conducted according to EFNARC (2002 and 2005) guidelines. To measure the spread flow diameter of SCC without obstructions slump flow test was conducted, could determine flowability. T500 test could help to determine the rate of flow or measurement of indirect viscosity ability of SCC mixes.
Compressive strength
The basic tests, namely physical, chemical and mechanical properties, were mandatory for any material used for building construction. In mechanical properties, the compressive strength of cube and cylinder (axial compression) specimens determined by IS 516 and ASTM C-39, respectively. The mould of inner dimensions for cube specimens was 100 mm × 100 mm × 100 mm, and for cylinder, specimens adopted with a ratio of 1 (diameter): 2 (height), i.e. 75 mm ø × 150 mm.
Split tensile strength
The split tensile strength of cube and cylinder specimens determined according to ASTM C 496.
Modulus of rupture
This flexure test was performed as per ASTM C 78. The prism specimens were cast using steel mould of inner dimensions 500 mm × 100 mm × 100 mm and tested at the age of 28 days.
Impact strength
In this test, the steel ball having 3.76 kg weight was allowed to make an impact on CFRSCC specimens from a height of 541 mm. The observations, namely the number of blows required for the development of first and final cracks and the impact energy was measured.
Scanning electron microscope (SEM)
This test was nowadays popular among different heterogeneous concrete mixes. In the present research, the complex nature of CFRSCC was prepared using different materials, namely cement, FA, CA, Silica fume, MK and coconut fibres with treatments. The powder samples were collected, and the SEM test was conducted to examine the formation of calcium hydroxide phases, the formation of calcium silicate hydrate gel, the supplementary crystalline formation and the ettringite formation also inferred. Further, pore spaces, hydrated and un-hydrated phases in CFRSCC specimens examined through microstructure.
X-ray fluorescence (XRF)
XRF test was done to find the variation in chemical composition between the three different treated fibres.
Results and discussion
Slump flow and T 500 test
Slump flow test trials performed with various proportions of SCC mix constituents along with coconut fibres. The optimum values of W/C ratio of 0.38, SP dosages (between 2 and 3% weight of cement), and VMA dosages (between 0.2% and 0.3% weight of cement) was adopted based on the recommendations of EFNARC (2002 and 2005) guidelines for slump flow and T500 tests.
Rheological property is an essential property in case of SCC mixes. The two primary tests, namely T500 and slump-flow tests were conducted to determine the fresh property of SCC mixes. As expected, higher (%) of coconut fibre required a more elevated amount of SP and VMA dosages to achieve the flowability of concrete. The demand for water increased in fresh CFRSCC mixes as the coconut fibre started absorbing water cause an increase in W/C ratio. The higher percentage of coconut fibre addition caused fibres to clump in fresh CFRSCC mixes which greatly affected the flowability. Higher SP and VMA dosages were added to avoid segregation and to distribute the coconut fibre in fresh CFRSCC combinations uniformly. The reason for low flowability of CFRSCC mixes was due to the obstruction caused by the fibres while flowing and the higher surface area on the addition of fibres. The obtained slump flow diameter ranges between 550 and 650 mm, and T500 values were more significant than 2 s as per EFNARC limits. Hence CFRSCC mixes could be employed practically in construction fields for the structures such as rafts, piles, slabs, beam-column joints for seismic resistant structures, etc. Tables 3, 4 and 5 shows the fresh properties of SF, BF and TF of CFRSCC mixes.
From Table 3, as the percentage of SF content increases in CFRSCC mixes the slump flow diameter and T500 values got decreased values.
From Table 4, as the percentage of BF content increases in CFRSCC mixes the slump flow diameter and T500 values also got decreased.
From Table 5, a similar trend observed as discussed above. Overall investigation on SCC fresh properties of CFRSCC mixes found that high viscosity and high yield value caused a decrease in flow rate as inferred from T500 test. The slump flow values have shown reduced values compared to control SCC was due to high yield stress exhibited in CFRSCC mixes.
In CFRSCC mixes, obtained slump flow values belong to SF1 class since the values range between 550 and 650 mm and T500 values were greater than 2 s belong to viscosity VS2 class as per EFNARC (2005) guidelines.
Compressive strength
In general compressive strength of concrete depends upon many factors such as quality of materials, mix design, W/C ratio, proper mixing, compaction and curing.
Figure 2 and Table 6 shows the compressive strength and their average ratios between cube and cylinder specimens of CFRSCC mixes prepared by three different treatments of coconut fibres. The compressive strength of CFRSCC mixes has shown decreased values with an increase in fibre content and W/C ratio. The reduction in strength of soaked fibre was due to the surface morphology of the coconut fibre. To justify the above statement, from Fig. 12b SEM examination showed that coconut fibre has a smooth surface which has developed a weak bond between concrete and fibre. The decrease in strength is due to the reduction in density of fibre and voids present around the fibre.

Compressive strength of cube specimens at 28 days
Increase in strength of CFRSCC specimens observed in the case of boiled fibres. Due to the surface roughness of the boiled fibre developed a better bond between concrete and fibre, as shown in Fig. 12c. Hence, boiled fibre showed better results than soaked fibres.
Fibre treated with pozzolanic materials and gum showed a better performance because of the high silica content. In treated fibres, the addition of silica fume and metakaolin could help in reducing the pores in the concrete and filling the gap between concrete and fibre as shown in Fig. 12d. Polymeric film of gum developed around the fibre has reduced the gap (reduced the C–H migration) and increased the strength of concrete. The strength got decreased as the percentage of three differently treated coconut fibre was increased. It was due to the clustering of fibre which comparatively reduced the bond with concrete and has led to non-homogeneous mixes of CFRSCC. It was evident from the results that treatment of coconut fibre with pozzolanic material has improved compressive strength.
The percentage increase in compressive strength of cube was about 46.91% for treated fibre, and 19.63% for boiled fibre concerning CNC. The optimum amount of coconut fibre used as an additive: 1% of cement content for soaked fibre, boiled and treated fibre.
From Fig. 3, the failure of specimens subjected to uni-axial compression loading observed. CFRSCC specimens had better resistance compared to CNC and SCC specimens. Unlike crushing or spalling of concrete in CNC and SCC specimens, the presence of fibres in CFRSCC specimens has developed the bridging of cracks and held intact against applied loading.

Comparison of failure modes between CNC and 1% TF
Spilt tensile strength
As compressive strength increases in concrete, the tensile strength also increases proportionately at smaller increment as shown in Table 7. The available literature has proved that the tensile strength of concrete could increase by the addition of 1–2% of coconut fibre. Length of the fibre has played a significant role in affecting the tensile strength. Fibre pull-out takes place when the length of the fibre is short. Based on the earlier research, 25 mm length of coir fibre could improve the tensile capacity of concrete. Hence in this research 25 mm length of coconut fibre was used.
In boiled and soaked fibre, C–H gels deposited on the surface of the fibre. When this C–H gel had contact with water, it got dissolved by increasing the porosity in concrete. Hence, accelerated loss of flexibility in fibre took place due to the degradation of the fibre lumen wall.
In the case of treated fibres, the deposition of C–H compound avoided by the gum applied to the fibre that has increased the tensile strength. The percentage increase of coconut fibre was high in the case of treated fibres and could increase the tensile strength of CFRSCC. In addition, fibres became stiffened when it had contact with the hydration products as a result of the pozzolanic reaction.
The boiled fibre showed a better performance than the soaked fibre. It was due to the change in surface texture. In split tensile strength of cylinder specimens, treated fibre showed 23.54% increase than control specimens (CNC) as shown in Fig. 4.

Split tensile strength of cylinder at 28 days
Hence, the optimum CFRSCC mixes used as an additive was 1% SF, 1% BF and 1% TF of cement content. It was evident from the results that coconut fibre has increased the tensile strength of concrete and has got a similar trend with the compressive strength results.
From Fig. 5, we can observe the real property of fibre. In plain cement concrete, application of tensile load caused to broke them into two halves while the CFRSCC specimens remained intact.

Split-tensile failure of cube specimen
Flexure test
The flexural behaviour in concrete is improved by the addition of fibres. Parameters such as tensile strength of fibre, bonding between concrete, orientations of fibre influence the flexural strength of concrete. The flexural strength improved by the orientation of fibre parallel to the direction of imposed tensile strength. But it is impossible to orient the coconut fibre in the desired direction. Figure 6 shows the flexural strength of optimum mixes. Treated fibre showed a better improvement in flexural strength because they have an improved facial bond which helps in improving the tensile strength of concrete.

Flexural strength of CFRSCC
Control normal and self-compacting concrete break into two halves but the CFRSCC held together. Fibre breaking failure observed during the failure of specimens. Fibre pulls out was not found in any of the specimens where there was a smaller amount of fibre content in concrete. Figure 7a and b shows the flexure test set up and the fibre breaking failure of CFRSCC specimen after loading. The flexural strength was increased by 12.5% for soaked and boiled fibres, and 37.5% for treated fibres.

a Flexure test set up. b Fibre breaking failure
Impact test
Impact resistance of any specimen is determined based on the energy absorption characteristics of materials. Since plain cement concrete is brittle, the impact strength improved by adding fibres in concrete. Figures 8 and 9 shows the results of the impact resistance of CFRSCC specimens. The CFRSCC specimens held intact when the steel ball was dropped freely and made an impact. CFRSCC specimens remain intact as the coconut fibre helps in distributing the stress uniformly when the impact load was applied, whereas the plain concrete break into numerous pieces. Impact resistance tremendously increased due to the high amount of impact energy absorbed by coconut fibres. Treated fibre and boiled fibre showed a better performance due to the strong bond between the concrete and surface roughness in fibre. Treatment significantly improved the impact resistance in concrete. The difference in the absorption of impact energy between 1st crack and the final crack was small in case of CNC and SCC specimens. In contrast, the difference in energy was tremendous in case of CFRSCC specimens. Figure 10 shows the comparison of failure modes between CNC and CFRSCC specimens.

Impact energy absorbed during 1st crack

Impact energy absorbed during the final crack

Specimens after impact test
SEM analysis
Figure 11 shows the SEM images taken after the pre-treatment of fibres. Soaked fibre showed a smooth surface which is responsible for the weak bond, which causes slippage of fibres during testing of specimens as shown in Fig. 11a. Surface irregularities in boiled fibre have improved the bond strength between concrete and fibre, as shown in Fig. 11b.

SEM images of pre-treated fibre
From Fig. 11c, the deposition of silica fume and metakaolin around the outer surface of fibre observed. The deposition around the fibre created a low alkalinity zone which delayed the degradation of fibre and increased the strength of the concrete as studied. From the previous literature, latex application could increase the cement hydration process, which in turn induces the pozzolanic effect was similar to the present research.
Figure 12 represents the SEM images taken after 28 days of testing of concrete specimens. The image shows the gap around the fibre, which was due to the higher drying shrinkage. Water absorption capacity was high in coconut fibre caused the shrinkage around the fibre. This gap creates air voids which reduced the strength of concrete. The deposition of pozzolanic materials on the surface of fibre has improved the strength. Thus boiled fibre showed a higher deposition than soaked fibres. From Fig. 12a, the ettringite formation caused a decrease in the strength of CNC.

SEM images of CNC and CFRSCC
X-ray fluorescence
XRF test conducted after the pre-treatment of coir fibres. From Tables 8 and 9, XRF results show the amount of concentration of compounds present in boiled and treated fibres. Visualizing the XRF results, treated fibre has higher silica content in comparison with boiled fibre. The reason for improved mechanical properties when treated fibre used as an additive in CFRSCC mixes. Hence, XRF results proved that the treatment of fibre had enhanced the mechanical properties of CFRSCC.
Conclusions
After conducting experimental and analytical investigations in CFRSCC, the following findings and suggestions made:
-
The addition of coconut fibres has decreased the fresh properties but increasing the dosages of SP and VMA has caused improvement in fresh properties.
-
Soaked fibres have shown decreased compressive strength of about 2.71%. Nevertheless, it showed 20.37%, 12.5% improvement in tensile and flexure concerning control mixes.
-
Boiled fibres have shown improved mechanical properties because of their higher bond strength. It showed an increase of 23.48%, 36.86%, and 12.5% in compressive strength, tensile and flexural strength concerning control mixes.
-
Fibre treated with pozzolanic materials improved the mechanical property of concrete. The improvement in compressive strength, tensile and flexural strength was about 51.8%, 44.13%, and 37.5% concerning control mixes. Based on the strength parameters, chemically treated fibres have shown improved performance compared to soaked and boiled fibres.
-
Coconut fibre addition has enhanced the impact resistance of CFRSCC specimens. The addition of coconut fibre has improved the impact resistance of the specimens significantly.
Microstructural analysis of the pre-treated fibre confirms the variation in fibre surface. The SEM examination shows the presence of air voids and gap, which causes a reduction in strength. However, the deposition of pozzolanic materials on the outer surface of fibre improves the property of coconut fibre. XRF results have shown the variation in chemical composition before and after the pre-treatment process.
From the experimental results, the optimum amount of coconut fibre used for enhancing the mechanical properties of CFRSCC specimens is 1% chemically treated fibre (TF).
References
Amirtharaj, J. (2017). Effects of coir fiber on self compacting concrete. International Journal of Scientific Research and Development, 5(5), 1373–1375.
ASTM C-39. (2005). Standard test method for compressive strength of cylindrical concrete specimens. West Conshohocken: ASTM International.
ASTM C496, C496M-17. (2017). Standard test method for splitting tensile strength of cylindrical concrete specimens. West Conshohocken: ASTM International.
ASTMC78. (2018). Test method for modulus of rupture of concrete. West Conshohocken: ASTM Internationals.
ASTM C150 / C150M-20 (2020a). Standard Specification for Portland Cement. West Conshohocken, PA, ASTM International.
ASTM C127-15 (2020b). Standard Test Method for Relative Density (Specific Gravity) and Absorption of Coarse Aggregate. West Conshohocken, PA, ASTM International.
ASTM C1240-20 (2020c). Standard Specification for Silica Fume Used in Cementitious Mixtures. West Conshohocken, PA, ASTM International.
Bamigboye, G. O., Ngene, B. U., Apata, O. E., Adeyemi, G., & Jolayemi, K. J. (2018). Data on acoustic behaviour of coconut fibre-reinforced concrete. Data in Brief, 21, 1004–1007.
Behnam, V., & Shami, N. (2018). Prediction of compressive strength of self-compacting concrete by ANFIS models. Neurocomputing, 280, 13–22.
Bijen, J. (1990). Improved mechanical properties of glass fibre reinforced cement by polymer modification. Cement and Concrete Composites, 12, 95–101.
Brígida, A. I. S., Calado, V. M. A., Gonçalves, L. R. B., & Coelho, M. A. Z. (2010). Effect of chemical treatments on properties of green coconut fiber. Carbohydrate Polymers, 79, 832–838.
Daniel, M. O., Maria, O. H. C., Cristina, C. C. B. K., & Herman, J. C. V. (2017). Effects of plasma treatment on the sorption properties of coconut fibers. Procedia Engineering, 200, 357–364.
Devaraju, A., Babu, K., & Gnanavelbabu, A. (2018). Investigation on the mechanical properties of coconut bunch fiber reinforced epoxy with Al2O3 nano particles. Proceedings of Composites for Structural Applications, 5, 14252–14257.
EFNARC guidelines. Specification and guidelines for self-compacting concrete, 2002.
EFNARC guidelines. The European guidelines for self-compacting concrete (Specification, Production, Use), 2005.
Everton, J. D. S., Maria, L. M., Fermin, G. V., Celso, F. J., Francisco, M. L., & Mauro, M. T. (2017). A new treatment for coconut fibers to improve the properties of cement-based composites—combined effect of natural latex/pozzolanic materials. Sustainable Materials and Technologies, 12, 44–51.
Gambhir, M. L. (1993). Concrete technology (4th ed.). New Delhi: Tata Mc-Graw-Hill Publishing Company Limited.
Gowthaman, E., & Seethapathi, M. (2016). Experimental study on properties of self compacting concrete with sisal and coir fibres. International Journal of Science and Engineering Research, 4(5), 3221.
IS 516. (2004). Indian Standard methods of tests for strength of concrete. New Delhi: Bureau of Indian Standards.
Mahmoud, A. Y., Metwally, A. E., & Mohamed, T. (2017). Predicting the ingredients of self compacting concrete using artificial neural network. Alexandria Engineering Journal, 56, 523–532.
Mahyuddin, R., Wai, H. K., & Noor, F. A. (2013). Strength and durability of coconut-fiber-reinforced concrete in aggressive environments. Construction and Building Materials, 38, 554–566.
Majid, A. (2011). Coconut fibre—a versatile material and its applications in engineering. Journal of Civil Engineering and Construction Technology, 2(9), 189–197.
Majid, A., Anthony, L., Hou, S., & Nawawi, C. (2012). Mechanical and dynamic properties of coconut fibre reinforced concrete. Construction and Building Materials, 30, 814–825.
Majid, A., Xiaoyang, L., & Nawawi, C. (2013). Experimental investigations on bond strength between coconut fibre and concrete. Materials and Design, 44, 596–605.
Mehran, K., & Majid, A. (2018). Effect of super plasticizer on the properties of medium strength concrete prepared with coconut fiber. Construction and Building Materials, 182, 703–715.
Mehran, K., & Majid, A. (2019). Improvement in concrete behavior with fly ash, silica-fume and coconut fibres. Construction and Building Materials, 203, 174–187.
Pandeeswari, K., Ganesh, K. B., Dinesh, S., & Gopinath, P. U. (2017). Study experiment on natural fibre reinforced self compacting concrete. International Journal of Computational Science and Engineering, 7(4), 6307–6309.
Prasad, M. L. V., Prasenjit, S., & Kumar, P. R. (2016). Self compacting reinforced concrete beams strengthened with natural fiber under cyclic loading. Computers and Concrete, 17(5), 597–612.
Sadrmomtazi, J. S., & Mirgozar, M. A. (2013). Modeling compressive strength of EPS lightweight concrete using regression, neural network and ANFIS. Construction and Building Materials, 42, 205–216.
Satish, P., Ramakrishna, A., & Balaram, P. K. T. (2017). Prediction of swelling behaviour of jute and banana fiber composites by using ANN and regression analysis. Materials Today Proceedings, 4, 8548–8557.
Satyanarayana, K. G., Sukumaran, K., Mukherjee, P. S., Pavithran, C., & Pillai, S. G. K. (1990). Natural fibre-polymer composites. Cement and Concrete Composites, 12(2), 117–136.
Savastano, H., Jr., Agopyan, V., Nolasco, A. M., & Pimentel, L. (1999). Plant fibre reinforced cement components for roofing. Construction and Building Materials, 13(8), 433–438.
Sumedha, S., Jitender, K., & Abhilesh, K. S. (2016). Study on mechanical properties of coconut fiber reinforced self compacting concrete with steel fibers. International Journal of Recent Research Aspects, 3(2), 188–192.
Wenjie, W., & Nawawi, C. (2017). The behaviour of coconut fibre reinforced concrete (CFRC) under impact loading. Construction and Building Materials, 134, 452–461.
Wenjie, W., & Nawawi, C. (2018). Experimental and theoretical studies of flax FRP strengthened coconut fibre reinforced concrete slabs under impact loadings. Construction and Building Materials, 171, 546–557.
Zhenghao, T., Majid, A., & Nawawi, C. (2014). Residual compressive and shear strengths of novel coconut-fibre-reinforced-concrete interlocking blocks. Construction and Building Materials, 66, 533–540.
Acknowledgements
The authors would like to thank the Vice-Chancellor of SASTRA DEEMED UNIVERSITY for having provided experimental facilities in the School of Civil Engineering to do this research work and also for the continuous support and encouragement given throughout this research work.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The author declares no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Vivek, S.S., Prabalini, C. Experimental and microstructure study on coconut fibre reinforced self compacting concrete (CFRSCC). Asian J Civ Eng 22, 111–123 (2021). https://doi.org/10.1007/s42107-020-00302-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s42107-020-00302-7