
Abstract
Any increase in the productivity of the SAW process will immensely benefit the welding industry, as this process is widely used. Since the traditional single wire DCEP SAW system is extensively used even today, any enhancement using this system will benefit the industry in a big way, if this traditional SAW system is part of the improvisation process. This paper establishes a relationship between welding current and productivity (deposition rate), for the three common sizes of both solid wires and metal cored tubular wires at different current values over its full range, through bead-on-plate experimentation. At each preset current value, the weld bead was optimized for acceptable visual quality, by adjusting arc travel speed and voltage, then the wire feed rate-making optimized bead was noted. The weld metal deposition rate was calculated for establishing A vs WMDR empirical relationships. From the results, ten progressive strategies have been established which can improve welding productivity from 21 to 211% from baseline. The established relationships, strategies can be effectively used, to estimate/optimize the productivity based on the welding current values, for each wire type and diameter.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Conventional arc welding processes meet a large percentage/volume of common welding requirements of the engineering industries. Based on needs, engineering industries employ various arc welding processes, such as shielded metal arc welding (SMAW), flux-cored arc welding (FCAW), gas tungsten arc welding (GTAW), gas metal arc welding (GMAW) and submerged arc welding (SAW) in varying degrees for fabricating engineering components. While SMAW and FCAW processes are used on many common engineering materials, GTAW and GMAW processes are used for special needs/materials. SAW is preferred for heavy weld deposition (like in Pressure Vessels, Heat Exchangers, Columns, Reactors, Offshore structures, Shipbuilding, Steel Structures, etc.) where joints can be welded in flat/horizontal positions (Bailey 1991). The reasons why the SAW process is popular are because it is versatile, scalable, can be mechanized, can use even semi-skilled welders to get high-quality welds with deeper penetration having excellent surface finish. This results in reduced welding time and improving welding cost economy (Ogborn 1993). Hence, SAW is preferred for “heavy and critical” welding applications. Om and Pandey (2013) stated direct-current electrode positive (DCEP) is often used for wider beads and more penetration depth (Swain 2004). The traditional single solid wire DCEP SAW process has seen a lot of developments, since its inception in the 1930s, making the SAW process more productive, and now many variations of the SAW process are available (Thakker 2014). Important variations are “Tiny Twin SAW”, or “Two/multi-wire SAW Tandem” adding deposition rates from each wire to make a large deposition rate SAW. In the past, the welding industry has adapted mandatory procedures to meet the technical requirements of welding common and critical materials. In modern times, we need more effective welding technique that combines increased productivity, high quality and cost economy (Chandel et al. 1997).
Though in the past many variations of SAW (such as Tubular wire, Tiny Twin Wire, Tandem, Twin Tandem) have been experimented in the welding industry, still the traditional single solid wire DCEP SAW method/equipment is used widely even now due to its inherent advantages. So, any incremental improvement in productivity/quality/economy on this traditional SAW method/equipment will result in significant improvement in the overall output of the welding industry. The cyclic nature of welding shop loading also makes the fabricators hesitant to invest in the large/expensive/sophisticated Twin/Tandem SAW packages (Gunaraj and Murugan 2000). Instead, using the same single wire DCEP SAW system, making it give higher productivity (along with equal/better quality) will be a smarter way, especially for the companies having a large fleet of traditional SAW packages. So, this research study evaluates both solid SAW wires and “metal cored tubular SAW wires”, on the “traditional single wire DCEP SAW” system and compares the productivity levels of both types of wires, in identical welding conditions.
In MCT wire SAW, the solid wire is replaced with tubular/composite wire, where the outer sheath is solid metal as usual, but the inner core is filled with loose/dry Iron (metal) powders with some non-metallic ingredients (i.e. de-oxidizers, alloying elements, arc stabilizers) to make the process easier/smoother (Figs. 2c, 3) (Welding and Hobart 2008). In a solid wire, welding current travels through the entire cross-section of the wire, but in MCT wire, welding current travels almost exclusively through the outer sheath, giving a big increase in current density to MCT wires at the same applied current/heat input levels (for the same wire size) (Phillips 2000). It is reported that MCT wire is easier to handle, gives high deposition efficiency (97% approx.), higher productivity (for the same welding current/heat input), more flexibility (wider operating parameter), better bead finish and weld quality, wider bead/penetration profile, lower depth/width (D/W or Aspect) ratio and better mechanical properties (Chai and Eagar 1980; Das and Kumanan 2007; Roy et al. 2015) and hence selected for productivity improvement studies. It has been reported that a large volume of SAW usage is being done with just 2–3 solid wire sizes with its limited parameters range even when the job diameter or joint thickness varies widely with every application. When job size, joint thickness, weld bevel configuration changes so much from job to job (like in pressure vessel, piping, offshore, structural steel welding), they are being welded by SAW with one size solid wire and limited parameter range (suitable for that particular wire size) means, even though the right process is employed, the welding selection/technique/parameter is not optimized for productivity/economical levels (Om and Pandey 2013) and this forced to take up this current investigation.
The published information on SAW is very minimum and few investigations carried out related to this area are briefly described. Ogborn (1993) opined that if the same magnitude of the current is supplied with two different electrode diameters, the smaller electrode will produce a higher deposition rate. Gunaraj and Murugan (2000) carried out an investigation and found that all-important bead parameters such as bead penetration, reinforcement, width, dilution, area of penetration, area of reinforcement increased with the increase in welding current. Swain (2004) reported that the welding current or amperage controls the deposition rate, the depth of penetration, and the amount of base metal melted. Thakker (2014) stated that welding current plays a major role in bead width, penetration, weld reinforcements. It is also shown that welding current controls bead width by about 67%, depth of penetration by approximately 39% (with equal contribution from welding speed). Raja Das and Kumanan (2007) stated welding current directly influences the depth of penetration and base metal fusion. Roy et al (2015) work show as the current value increases, bead penetration, reinforcement, bead width, HAZ width increase. Ghosh, Chattopadhyay and Das (2011) work reveal that when the welding current value is increased (keeping the voltage and speed constant), bead width increases, reinforcement increases. Bamankar and Sawant (2013) work show the welding current increases the penetration depth and bead width. Chandel (1987) stated current (type, polarity and magnitude) wire diameter and electrode extension influence melting rate. For a given wire size, with increasing welding current, the melting rate increases (when other values are kept constant) and for a given welding current, a reduction in wire size increases the melting rate. He also stated that the total melting rate is equal to the sum of the melting rate due to arc energy (which is proportional to current) and the melting rate due to the resistance-Joule effect heating (which is proportional to the square of current). That’s why when the current increases gradually, there is a linear increase in arc energy and an exponential increase in the joule effect which results in a net exponential increase in melting rate, based on his experiments with solid wire.
From the literature review, it is understood that most of the published information is focused on bead geometry analysis. Also published information (either on bead geometry or on weld metal deposition rate) is based on SAW solid wires only. Productivity information on MCT wires is very scant. Hence, the present investigation is carried out to establish a relationship between welding current and weld metal deposition rate (productivity) for the most commonly used three SAW wire sizes of solid as well as MCT wires, under identical welding conditions (same machine/controller/system/welder/test plates). The prime objective of this work is to bring out the procedure needed to get the full current range, optimum parameters, empirical relationship between current and productivity, strategies for productivity improvement so that the users can choose the best wire type, size and parameters that suit every production conditions.
2 Experimental work
Figures 1 and 2 (flow chart and pictures) illustrate the BoP trial welding, testing, and calculation procedure involved in this investigation. The rolled plates of 25 mm thick, ASME IIA SA 36 grade steel (C: ≤ 0.25%, Mn:0.80–1.20%, Si: ≤ 0.40%, P&S: ≤ 0.030%), were used as base plates for depositing Bead on Plate (BoP) trials. Solid filler wires confirming to ASME IIC SFA 5.17 and AWS EM12K, were used to deposit the weld metal. Three solid wire sizes 2.4, 3.2, 4.0 mm were chosen for this investigation. Neutral Flux meeting F7A4-EM12K as per ASME IIC SFA 5.17 was used in this investigation. Table 1 presents the classification and chemical composition of filler wires used in this investigation. Table 2 presents flux (used along with solid wire) composition, AWS classification of flux, basicity index, type, density, type, size distribution. Similarly, for MCT wire trials, wire diameters of 2.4, 3.2, 4.0 mm conforming to the specifications of ASME IIC SFA 5.17 and AWS EC1, were used to deposit BoP trials. Agglomerated aluminates basic flux meeting the specifications F7A8-EC1 as per ASME IIC SFA 5.17 was used in this investigation. Table 3 presents the classification and chemical composition of weld metal and wire type, source, brand name, sizes used in this investigation. Table 4 presents composition, size distribution, type, basicity index, density, brand name, make, source of flux (used along with MCT wire) used in this investigation. Miller Summit Arc 1000/1250 power source (with 1000 A at 100% Duty Cycle capacity), with HDC 1500DX Digital Controller (with CV + C mode feature) with Column & Boom set up was used in this investigation (refer Fig. 2a–c).

Flow chart explaining typical BoP trial welding, testing, documentation


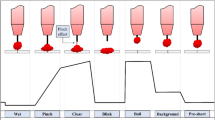
Photographs showing the experimental work set up/sequence
Small lengths of all three wires (Fig. 2b, c) were cut and measured for their length and weight, to calculate the weight of wire/unit length (g/mm). For MCT wires, the cross-section of these three wires was also studied for wire strip area (to calculate current density), metal powder area, type of wire construction (Fig. 3). The top side of the base (BoP) plate coupon was thoroughly cleaned by grinding (to near-white finish condition) for smooth arc start and welding (throughout the weld length). Power source, digital controller, column & boom, all necessary accessories were connected/controlled for smooth BoP trials. The controller was set up in Miller CV + C mode which allows pre-setting of welding current and voltage directly. CV + C mode automatically adjusts the wire feed rate (with the help of a machine to controller communication software) based on arc and weld pool dynamics, helping in depositing full-length weld bead at near-uniform current closest to a preset value (refer to Fig. 2e). During welding, dynamically displayed wire feed rate values on the controller were recorded, averaged out for calculating average wire burn-off rate which has been considered as average weld metal deposition rate (WMDR in kg weld/ arc h). Current (A), voltage (V), wire feed rate (WFR) values were observed and recorded from the welding controller display, the welding arc travel speed (S) value was taken from Column and Boom settings (cross-checked by dry run trials). These three values (A, V, S) are the experimental input data, with observed WFR data, WMDR, heat input, current density were calculated using the below standard formula.
-
WMDR(kg/arc h) = Length of wire fed in one arc h × wire weight/unit length
-
HI(KJ/mm) = (A × V × 60)/(S × 1000)
-
\({\text{CD}}_{{({\text{A}}/{\text{mm}}^{2} )}}\) = Current in amps/wire full cross-section area (passing current)-for solid wires
-
\({\text{CD}}_{{({\text{A}}/{\text{mm}}^{2} )}}\) = Current in amps/wire strip section area (passing current)-for MCT wires

Solid wire and metal cored tubular wire cross sections of all three sizes
Before commencing the actual BoP experiments (for recording WFRs at different preset current values), each type/size of wire was trial welded at different current values (from lowest/250 A to highest in increments of 50 A). Each resultant bead was visually inspected for appearance and quality. Whenever needed, voltage and speed values were optimized for getting visually acceptable quality weld beads, at all preset current values. Some of the trial weld beads made on BoP are shown in Fig. 2f. Other variables like stick out, wire angle, plate flatness, flux width and depth were maintained nearly uniform.
In the first phase, 2.4 mm diameter (solid and MCT) wires were used to deposit the weld bead, starting the current from 250 A, and increasing it in 50 A steps. The welding conditions and parameters used to deposit the weld metal are presented in Table 5. Acceptable welding beads (that can be used for single and multiple pass/layer welding applications in both fillet and groove joints) could be achieved in this current range. Above 600 A for solid wire and above 650 A for MCT wire, beads deposited were not meeting the acceptance criteria for visual inspection, with the wire and flux combinations evaluated. The solid wire did not work well at 250 A. For all BoP trials (i.e. within 300–600 A range for solid wire and 250–650 A range for MCT wire both in 50 A increments), a similar welding sequence/procedure was followed: i.e. starting the welding, allowing the arc to stabilize, letting the welding machine ramp up the current to preset ampere, and during smooth welding, recording the dynamically displayed wire feed rate (WFR) values then moved to the next current setting (i.e. + 50 A from the previous bead). Whenever the bead was not looking good, arc travel speed (S) and or voltage (V) was adjusted till an acceptable quality bead was achieved and the corresponding WFR value was recorded. A similar procedure was employed to evaluate the WMDR (productivity) for 3.2 mm and 4.0 mm diameter solid and MCT wires. The welding parameters used to deposit the weld metal are presented in Table 6 for 3.2 mm wires, Table 7 for 4.0 mm ф wires. A typical BoP experiment test coupon (used for recording WFRs) is displayed in Fig. 2g.
3 Results
A set of 27 BoP trial parameters with 3 sizes of solid wire and 37 BoP trial parameters with 3 sizes of MCT wire (that produced acceptable beads) were taken to evaluate the effect of welding current on WMDR (productivity). 7 BoP trials using 2.4 mm ф solid wire at different current levels A, the WMDR results and 9 BoP trial result with 2.4 mm ф MCT wire are presented in Table 5 and Fig. 4a. Similarly, 10 BoP trial results with 3.2 mm ф solid wire and 12 BoP trial results with 3.2 mm diameter MCT wire are given in Table 6 and Fig. 4b. Another 10 BoP trial results with 4.0 mm ф solid wire and 16 BoP trial results with 4.0 mm diameter MCT wire are given in Table 7 and Fig. 4c. Figure 3 gives a cross-section of solid, MCT wires and the sectional areas that pass welding current. Other than WMDR, the current density, heat input were calculated (as per the formula mentioned in paragraph 2.0) for all 27 trials of solid wires and 37 trials of MCT wires and the values are given in Tables 5, 6, 7 and Fig. 4. Figure 5a presents the percentage increase in WMDR achieved at different current values w.r.t. base WMDR level (i.e. 300 A WMDR level for 2.4 mm ф and 3.2 mm ф solid and MCT wires and 350 A WMDR for 4.0 mm ф solid and MCT wires). Figure 5b gives the actual WMDR of all six wires at different current values (within its full current range in increments of 50 A). Figure 6 displays the current density of all six wires at all current values (within the range) evaluated. Figure 7 gives deposited weld divided by the current ratio (grams weld for one ampere current) at different current values for all six wires.

Effect of welding current on weld metal deposition rate (WMDR)

Effect of welding current on improvements in weld metal deposition rate with respect to base current WMDR for 3 sizes of solid wire and MCT Wires

Relationship between welding current and current density

Deposited weld quantity to current ratio at various current values
4 Discussion
4.1 Effect of welding current on WMDR
The WMDR achieved with various current values for 2.4 mm diameter solid filler wire is presented in Table 5 and Fig. 4a. A WMDR of 3.5 kg/h is achieved at 300 A welding current, and it increases progressively (to 9.9 kg/h at 600 A) at every incremental current value of 50 A in steps. With the same wire, flux, machine, welder, infrastructure/accessories, compared to 300 A WMDR (3.5 kg/h as a base), an increase in applied current (in 50 A steps) gives 26–183% higher as given in Table 5. In terms of kg/h output, the productivity increases for every 50 A step i.e. at 0.9 at 350 A to 2.0 kg/h until 550 A and shows a decreasing incremental (0.3 kg/arc h) at 600 A as shown in Table 5. This wire/flux combination gives acceptable weld beads within the 300–600 A range. Any attempt to use this wire/flux beyond 600 A current to improve productivity results in unstable weld start/arc, peaky bead, undercut and unstable arc control system. Hence above 600 A, it would be wise to go for another wire type/size/flux combination to increase improvement any further.
The WMDR achieved with various current values for 2.4 mm diameter MCT wire is presented in Table 5 and Fig. 4a. WMDR of 3.6 kg/h is achieved at 250 A welding current and it increases gradually at every 50 A incremental current value (i.e. 5 kg/h at 300 A to 19.6 at 650 A). Compared to 300 A benchmark WMDR (5.0 kg/h as a base), with the same welding system (i.e. wire, flux, machine, welder, infrastructure/accessories), every increase of 50 A applied current gives a proportional increase in WMDR (i.e. 30% at 350 A to 295% at 650 A), as tabulated. For achieved kg/h WMDR values at any particular current value, for every increase of 50 A applied current gives additional WMDR say 1.4 at 300 A to 3.3 at 650 A as given in Table 5. It can be noted that incremental kg WMDR values within the 250–450 A range (for every 50 A raise) are moderate (1.7 kg/h average), whereas the same (incremental kg WMDR for every 50 A raise) within 450–650 A is higher (2.3 kg/h average). Any attempt to use this wire/flux combination above 650 A anticipating still higher improvement results in unstable weld start/arc, peaky bead, undercut and unstable arc control system. Above this current level, it would be prudent to go for another wire type/size/flux combination to increase improvement any further.
Similarly, Table 6 and Fig. 4b show the WMDR achieved at various current values with 3.2 mm ф wires. A WMDR of 3.3 kg/h is achieved at 300 A by the solid wire, and it increases gradually at every incremental current value (3.8 at 350 A, to 11.0 kg/h at 750 A). With the same wire, flux, machine, welder, infrastructure/accessories, compared to 300 A WMDR (3.3 kg/h), an increase in applied current in 50 A steps improve the deposition rate progressively (say 15% at 350 A to 233% at 750 A). Again, the achieved kg/h WMDR values for every increase of current in 50 A steps give additional WMDR (of 0.5 kg at 350 A, to 0.6 at 750 A) as tabulated. MCTW at 250 A gives 3.1 kg/h WMDR and it linearly increases gradually at every 50 A incremental current value: say 3.9 at 300 A to 22.5 kg/h at 800 A as tabulated. Compared to 300 A benchmark WMDR, under the same welding system (i.e. wire, flux, machine, welder, infrastructure/ accessories), an increase in applied current in steps of 50 A gives an increase of 42% at 350 A, to 483% at 800 A as tabulated. So, the achieved kg/h WMDR values at any particular current for every increase of 50 A steps give an additional WMDR of 0.8 at 300 A to 3.2 at 800 A. It can be noted that incremental kg/h WMDR values within the 250–550 A range (for every 50 A raise) are moderate (1.4 kg/h average), whereas the same (incremental kg/h WMDR for every 50 A raise) within the 550–800 A range is higher (2.2 kg/h average). For this wire with DCEP SAW system, 22.5 kg/h WMDR (at 800 A) is the highest achieved in all the 27 + 37 trials conducted (with all wires).
In the same way, Table 7 and Fig. 4c show WMDR achieved with various preset current values using 4.0 mm diameter wires. The solid wire gives a WMDR of 4.4 kg/h at 350 A, and it increases gradually at every incremental current value (i.e. 5.0 at 400 A to 11.4 kg/h at 800 A). Again, with the same wire, flux, machine, welder, infrastructure/accessories, compared to 350 A deposition rate (of 4.4 kg/h), for an increase in applied current, the WMDR increases from 14% at 400 A to 159% at 800 A. The achieved kg/h WMDR values at any particular current, increasing in 50 A steps, give additional WMDR of 0.6 at 400 A to 0.7 at 800 A as tabulated. MCT wire gives a WMDR of 2.9 kg/h at 250 A welding current and the WDMR increases progressively at every incremental current value of 50 A (i.e. 3.8 kg/h at 300 A to 18.9 at 1000 A) as tabulated. Compared to 350 A benchmark WMDR, under the same welding system (i.e. wire, flux, machine, welder, infrastructure/accessories), an increase in applied current in steps of 50 A gives an increase of 23% at 400 A to 329% at 1000 A as tabulated. Compared to achieved kg/h WMDR values at any particular current, every 50 A incremental current gives additional WMDR:0.9 at 300 A to 0.6 kg/h at 1000 A as tabulated. It can be noted that incremental kg/h WMDR values (for every 50 A raise) are more or less the same moderate 1.1 kg average across the full 250–1000 A range, hence the second half higher improvement phenomenon (which is observed with 2.4 and 3.2 mm ф MCT wires) is not observed with 4.0 ф MCT wire.
4.2 Effect of welding current on productivity improvement
Figure 5a shows that the productivity (WMDR) can be increased if higher current levels can be used, compared to base productivity levels of all three wire sizes of both solid and MCT wires. For 2.4 mm ф solid wire, when the current is increased from 300 to 600 A (i.e. 100% increase), 183% improvement in productivity is achieved (to 300 A productivity level). Whereas in the case of 2.4 mm ф MCT wire, for the same current level increase, the improvement in productivity is 229%. So, a 100% increase in current brings a 183% productivity rise in solid wire and 229% productivity rise in MCTW under the same welding setup and conditions.
Similarly, for 3.2 mm ф solid wire, when the current is increased from 300 to 600 A (i.e. 100% increase), 148% improvement in productivity is achieved (to base productivity level) under the same conditions (i.e. same wire/ flux/ machine/welder). For 3.2 mm ф MCT wire, for the same current level increase, the productivity improvement is 238%. Therefore a 100% increase in current brings a 148% productivity rise in solid wire and 238% productivity rise in MCTW under the same welding setup and conditions.
In the same way, for 4.0 mm ф solid filler wire, when the current is increased from 350 to 700 A (i.e. 100% increase), 127% improvement in productivity is achieved (to base productivity level) under the same conditions (i.e. same wire/flux/machine/welder). For 4.0 mm ф MCT wire, for the same current level increase, the improvement in productivity is 189%. Thus a 100% increase in current value brings a 127% productivity rise in solid wire and 189% productivity rise in MCTW under the same welding setup and conditions.
Figure 5b shows the productivity of all three sizes of both solid and MCT wires at different current values. One observation is common in all wires and at all current values, which is: when the current is increased, WMDR (i.e. productivity) rises, bead size increases, heat input rises, beads become peaky and it needs increased voltage and or travel speed to bring the bead to an acceptable size, shape and heat input (HI).
4.3 Effect of current density on productivity
Figure 6 is the plot between current density vs current for the 3 wire sizes of both solid and MCT wires investigated. From the graph, it is clear that current density is increasing linearly to increase in current value, because of the constant cross-section of the wire. It can also be seen that MCT wire current density is far higher than the corresponding solid wire current density value at all corresponding current values, as the applied current is passed only through the outer strip portion of the MCT wire (as shown in Fig. 3). In both solid and MCT wires, within 250–650 A current range, the current density difference between 2.4 and 3.2 mm ф wires is much higher than the difference between 3.2 mm and 4.0 mm ф wires. Also, the slope of lines 2.4 mm ф wires is higher than the other two wire sizes (in both solid and MCT wires). This is because, when the same magnitude of current (or the current difference) passes through the different cross-sections, the effect is more pronounced in smaller cross-sections than the larger ones. So, 2.4 mm ф wire passes more current (per unit area) at the same current compared to larger wires. This higher current density in 2.4 mm diameter wires and higher slope explains the higher productivity (refer to Figs. 4, 5). The same explanation is true for 3.2 mm diameter wires (over 4.0 mm ф wires) as shown in the same Figs. 4 and 5.
4.4 Optimizing filler wire size, type and parameters for higher productivity
Figure 7 presents the weld metal quantity (in grams) that is deposited per ampere current. At 650 A, 2.4 mm ф MCT wire deposit 30.14 g/A, 3.2 mm ф MCT wire deposit 22.49 g/A, and 4.0 mm ф solid wire deposit 13.54 g/A. When 2.4 mm ф MCT wire deposits 34% more than 3.2 mm ф MCT wire and 122% more than 4.0 mm ф solid wire using the same current (or Heat input), conversely it is also true that the 2.4 mm ф MCT wire will need 34% lesser current (or HI) than 3.2 mm ф MCT wire and 122% lesser current (or HI) than 4.0 mm ф solid wire to deposit same weld quantity. Since weld distortion is proportional to the Heat Input (which is directly related to current), the use of 2.4 mm ф MCT wire which uses 34–122% lesser heat input (for the same weld qty) can reduce the weld distortion proportionately (when other variables are kept constant).
Table 8 gives improvement % in WMDR when the current is doubled from 350 to 700 A for 4.0 mm ф wires (both solid and MCT wires) and 300 A to 600 A for 3.2 and 2.4 mm ф wires (both solid and MCT wires). 4.0 mm ф solid wire WMDR increases by 127%, 3.2 mm ф solid wire increases by 148% and 2.4 mm ф solid wire increases by 183%. The same in MCT wires are 189%, 238% and 229% for 4.0, 3.2, 2.4 mm ф wires respectively. Both 3.2 and 2.4 mm ф MCT wires show higher improvement (over 225%) due to lower cross-section (area) passing increased current.
From the analysis of the graphs presented in Fig. 5 and Tables 5, 6, 7, it is evident that at every current value (within 250–650 A range), the 2.4 mm ф MCT wire gives higher productivity than both 3.2 mm ф and 4.0 mm ф wires. Within this current range, the average increase in productivity (WMDR) for every 50A increase is also the highest in 2.4 mm ф wire (i.e. 2 kg/h for 2.4 mm ф MCT wire, 1.4 for 3.2 mm ф MCT wire, 1.1 for 4.0 mm ф MCT wire). In the case of 3.2 mm ф MCT wire, due to the increased cross-section, this wire has a more current carrying capacity (up to 800 A) and is expected to be more stable when fed (straight) into deeper groove weld joints (like Narrow Groove joints). For these reasons, 3.2 mm ф MCT wire at higher current values can be employed for much higher productivity compared to 2.4 mm ф wire, where higher current usage is feasible. With a 4.0 mm ф MCT wire, the productivity at any current value within the 250–1000 A range is lesser than smaller sized wires, also gives lower average incremental productivity for the current increase. In comparison with MCT wires, solid wires do give lower improved productivity (or WMDR rise) but follow the same trend as MCT wires (i.e. when the current is increased, WMDR increases or when the wire size is decreased the WMDR improves-due to increased current density).
With the obtained 27SW + 37MCTW BoP trial WMDR results, and above understanding (i.e. tubular wires and smaller cross-section wires give higher productivity and productivity increases with increasing current value), a set of ten productivity improvement strategies is established, which is shown in Table 9. Compared to 4.0 mm ф solid wire SAW productivity (when welded at 500 A), 21–57% productivity improvement can be achieved by increasing current, or/and reducing wire size combinations (in solid wire), as shown in steps 1–3 of the table. When the 4.0 mm ф solid wire is replaced with the same size MCTW, only a moderate 16–56% improvement in productivity is achieved, even with a 100 A increment in welding current (refer to steps 4–5 of the table). Substantial productivity improvement, in the order of 95–211% can be achieved only when the solid wire is replaced with MCTW, wire size is reduced, and welding current is increased as shown in steps 6–10 of the same table.
4.5 Establishing relationship between welding current and WMDR
In this investigation, 27 experiments with solid wires (3 sizes) and 37 BoP experiments with MCT wires (3 sizes) were conducted to evaluate the effect of welding current on WMDR (productivity) and the results are presented in Tables 5, 6, 7. All the 27 + 37 WMDR values are related to welding current (A) values in the form of a graph as shown in Fig. 8 for solid wires and Fig. 9 for MCT wires. The data points are connected using a best fit line concept and the straight line is governed by the following equations.







Relationship between welding current and weld metal deposition rate (productivity) of three sizes of solid wires

Relationship between welding current and weld metal deposition rate (productivity) of three sizes MCT wires
With the help of the above relations, the WMDR (kg/h) for any of the three filler wire sizes (2.4, 3.2, 4.0 mm ф) of both solid and MCT wires can be predicted for any preset welding current value (A, within the specified range) for the same/similar wire/flux combinations, with ≥ 90% accuracy level using a respective equation. Tables 10 and 11 give the calculation verifying WMDR obtained from BoP trials and calculated WMDRs from above relations with % deviation for all 3 wire sizes (of solid and MCT wires) at different current values. From the graphs (Figs. 8, 9), it is inferred that the WMDR is having a directly proportional relationship with the welding current, i.e., if the welding current increases, WMDR increases and vice versa, irrespective of filler wire diameter.
5 Conclusions
-
(i)
It is established that the traditional “Single Wire DCEP SAW” system can be used to weld both solid and (same diameter) Metal cored wires, without any modification/addition.
-
(ii)
All three sizes of metal cored wires (viz. 2.4, 3.2, 4.0 mm ф) gave a wider usable parameter (current) window than the corresponding size solid wires.
-
(iii)
From these 27 experiments with solid wires (3 sizes) and 37 experiments with MCT wires (3 sizes), an empirical relationship has been established between welding current and WMDR for each wire separately. It is found that productivity (WMDR) is having a directly proportional relationship with the welding current.
-
(iv)
The developed relationship can be effectively used to predict the WMDR for a given welding current with ≥ 90% accuracy level. Conversely, the developed relationship can also be used to estimate the welding current value for a required weld metal deposition rate with ≥ 90% accuracy level. This shows that the statistical reliability of the results obtained in the experiment and the value from the equation in most of the cases exceeds 2 sigma limits and lies close to 3 sigma limits.
-
(v)
Though both solid and MCT wires show the above phenomenon (i.e. productivity increasing with increasing magnitude of the current and decreasing wire ф), metal cored wires give far higher productivity increase for the same increase in welding current or decrease in wire size (due to higher current density of MCT wire).
-
(vi)
It is found that a 100% increase in welding current, increased solid wire productivity by 127–183%, and MCT wire productivity by 189–238%.
-
(vii)
Investigation results show that smaller wires at the same current, give higher productivity values than the larger sized wires at the same or just a little higher current levels.
-
(viii)
Among the three sizes of solid and MCT wires evaluated, the 3.2 mm ф MCT wire gives the highest productivity level (22.5 kg/arc h), meeting all required visual inspection criteria.
-
(ix)
By using smaller diameter wire at a high current value (2.4 mm MCT wire at 650 A), the same weld metal quantity can be deposited using 34–122% lesser current and this can greatly reduce the distortion during heavy welding/fabrication.
Availability of data and material (data transparency)
Not applicable.
Code availability (software application or custom code)
Not applicable.
Abbreviations
- A :
-
Welding current in Ampere
- ASME:
-
American Society of Mechanical Engineers
- AWS:
-
American Welding Society
- BoP:
-
Bead on plate
- CC/CV:
-
Constant current/constant voltage
- CD:
-
Current density in A/mm2
- DC:
-
Direct current
- EP/EN:
-
Electrode positive/electrode negative
- FM:
-
Filler material (aka filler wire—here)
- HI:
-
Heat input in KJ/mm
- MCTW:
-
Metal Cored Tubular Wire
- S :
-
Arc Travel speed in mm/min
- SAW:
-
Submerged arc welding
- SW:
-
Solid wire
- V :
-
Voltage in V
- WFR:
-
Wire feed rate in mm/min
- WM:
-
Weld metal
- WMDR:
-
Weld metal deposition rate in kg/(arc) h
References
Bailey N (1991) Submerged arc welding ferritic steels with alloyed metal powder. Weld J 70:187–206
Bamankar P, Sawant SM (2013) Study of the effect of process parameters on depth of penetration and bead width in SAW (submerged arc welding) process. Int J Adv Eng Res Stud 2:8–10
Chai CS, Eagar TW (1980) The effect of SAW parameters on weld metal chemistry. Weld J 59:93–98
Chandel RS (1987) Mathematical modeling of melting rates for submerged arc welding. Weld J 66:135–140
Chandel RS, Seow HP, Cheong FL (1997) Effect of increasing deposition rate on the bead geometry of submerged arc welds. J Mater Proc Technol 72:124–128. https://doi.org/10.1016/S0924-0136(97)00139-8
Das ER, Kumanan S (2007) ANFIS for prediction of weld bead width in a submerged arc welding process. J Sci Ind Res 66:335–338
Ghosh A, Chattopadhyay S, Das RK (2011) Effect of heat input on submerged arc welded plates. Procedia Eng 10:2791–2796. https://doi.org/10.1016/j.proeng.2011.04.464
Gunaraj V, Murugan N (2000) Prediction and optimization of weld bead volume for the submerged arc process—part 1. Weld J 79:286–294
Ogborn JS (1993) Submerged arc welding. In: Olson DL, Siewert T, Liu S, Edwards G (eds) Welding, brazing and soldering, vol 6. ASM Handbook, ASM International, Ohio, pp 202–209
Om H, Pandey S (2013) Effect of heat input on dilution and heat affected zone in submerged arc welding process. Sadhana 38:1369–1391. https://doi.org/10.1007/s12046-013-0182-9
Phillips D (2000) Metal cored welding wire comes through on heavy weldments. Weld J 79:54–55
Roy J, Majumder A, Rai RN, Saha SC (2015) Study the influence of heat input on the shape factors and HAZ width during submerged arc welding. Indian Weld J 48:51–55. https://doi.org/10.22486/iwj.v48i1.125962
Swain RA (2004) Submerged arc welding. In: O’Brien A (ed) Welding processes, vol 2. AWS Handbook, Doral, FL, pp 255–301
Thakker HB (2014) A review study of the effect of process parameters on weld bead geometry and flux consumption in SAW (submerged arc welding) process. Int J Mod Trends Eng Res 6:1–7
Welding ITW, Hobart M (2008) Submerged arc welding equipment and submerged arc welding consumable catalogue. pp 46–63
Acknowledgements
The authors would like to thank M/s. ITW Welding Products Group, Dubai, United Arab Emirates, for providing all required resources for carrying out the BoP welding trials (: Miller SAW Welding Machine/package, SAW Wires, SAW Flux, Test Coupons, Welding Operator, Welding lab facilities), Hobart Brothers USA for providing support on MCT wires and Miller Electric USA for support on Summit Arc machine package.
Funding
Not applicable.
Author information
Authors and Affiliations
Contributions
Not applicable.
Corresponding author
Ethics declarations
Conflict of interest
Not applicable.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Bashkar, R., Balasubramanian, V., Mani, C. et al. Establishing empirical relationship between welding current and weld metal deposition rate for submerged arc welding process. Multiscale and Multidiscip. Model. Exp. and Des. 4, 275–291 (2021). https://doi.org/10.1007/s41939-021-00094-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s41939-021-00094-6