
Abstract
Due to natural resource shortages, global warming, and waste management issues, manufacturing faces the challenge of adhering to strict environmental legislation. The driving force for producers worldwide to implement green manufacturing practices is the growing environmental concerns and awareness. The activities involved in green manufacturing (GM) are the basis for making goods green and environmentally friendly. However, there are many critical barriers to implementing GM. So, the prioritization is needed to eliminate these critical barriers systematically. This paper aims to define eleven barriers based on literature and practitioners’ views on GM issues. In this paper, the role of the hierarchical and contextual links between GM barriers was understood using a hybrid interpretive structural modelling (ISM) and the Decision Making Trial and Evaluation Laboratory (DEMATEL). The results depict that lack of necessary tools and management skills, and need of training for the implementation of sensitive environmental processes as the critical barriers set out in the new ISM-DEMATEL methodology. We hope that the current study will allow the manufacturing sector to address potential barriers that can affect GM practices implementation.
Graphical abstract

Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Manufacturing plays a crucial role in the economies of the advanced nations of the world. However, it has come under intense pressure to tackle the increasing demand for sustainability to the environment. The manufacturing sector has to look up to a sustainable formula to adapt to manufacturing in a way that does not cause any harm the environment and does not hamper productivity. Thus, green manufacturing (GM) strategy is getting popular in current times. Green manufacturing (GM) is “a set of manufacturing practices which do not harm the environment during any phase of the journey” (Srivastava 2007). GM’s main objective is to have minimal adverse environmental impacts and minimize product costs. The manufacturing industry accounts for 84% of the energy-related CO2 emissions as compared to others. Also, it consumes 90% of the energy from the industry (Duflou et al. 2012). The concept of GM has received tremendous global attention. Many nations, businesses, and organizations invest time and resources to improve environmental safety and sustainable development efforts. Producers are interested in achieving sustainable GM production practices in contemporary business environments, meeting their requirements for liability and positioning them in their competitive markets (Linke et al. 2012). Apart from its impact on environmental, operational, and corporate efficiency, GM guides the companies to gain maximum support from numerous partners, including clients, NGOs and the government (Poret 2019).
Several government policies control the waste generation industries that must abide by the Government Tribunals’ environmental laws. The Paris Agreement signed by 169 countries in 2016 aims to reduce global emissions and carbon footprint that can only be achieved through green and smart manufacturing. The Kyoto Protocol was the first nationwide agreement to mandate countries to cut greenhouse gas emissions. Kyoto originated from the United Nations Framework Convention on Climate Change (UNFCCC), signed at the 1992 Mega-meeting by almost all countries, popularly known as the Earth Summit. The objective also included making production sustainable. The automotive industry has a significant stake in manufacturing. It is directly responsible for bringing new advances to green and smart manufacturing. The adoption of green operations also seeks an in-depth study of all the factors directly or indirectly with manufacturing. Such sustainable technologies can be adopted in a non-compromised manner to achieve production efficiency.
This study is motivated by the rapidly changing production scenario in India. According to Seth and Panigrahi (2015), the country in current times has witnessed five major identifiable changes, viz., globalization, including the launch of low-cost goods from fast emerging economies (like Korea and China), improving demand and new e-business models which influence the dynamics of the manufacturing industry (Mohanty et al. 2007), the accessibility of fresh and inexpensive skilled labor, and the promotion of foreign direct investment (FDIs) in tune with government policies focused on “Make in India.” These factors allow industry leaders to use India as a production and procurement base, rather than merely a marketing hub for their products. The “Make in India” signalled the launch of a new campaign in 2014, which seeks to turn the nation into a “global design and manufacturing hub” (Sindhu et al. 2016). Various efforts have been undertaken to increase manufacturing involvement from the existing 16 to 25% of Gross Domestic Product (GDP) rates by 2022, with an annual growth rate of 12–14% (Ertugrul et al. 2016). As per statistica.com, from 1965 to 2019, carbon dioxide (CO2) emissions in India has increased by an estimated 132 million tons of CO2, which is worrying. For academics, professionals, and lawmakers, these statistics are disturbing and indicate seriousness to implement GM and tackle its drivers and barriers that affect the nation’s GM scenario.
Global environmental measures, green development trends, and tough industrial competition require industries to accept green manufacturing practices. Thus, the green manufacturing concept is prevalent due to contemporary situation and trends, although several industries remain in the queue, and few plan to implement it any sooner. Even though GM is a subject of great interest to research scholars and practitioners, this delay in adopting such a concept is linked to barriers that hamper green production in the industry. The analysis of the previous academic literature depicts that work on interrelating barriers of GM acceptance in a strategic way has been done. However, its reach to industrial level is exceptionally scarce. However, work on developing models that illustrate the underlying cause of the dominant barriers and other-influenced barriers is few. In this context, researchers in the past focused on linking evaluation of critical barriers, multiple criteria, and expert opinions but this typically contributes to complexity (Chauhan et al. 2016). Therefore, the purpose of this study is to evaluate the barriers for addressing the gap in GM implementation process and encourage the fast adoption of GM practices using a planned approach. Besides, the current research is expected to result in a deeper conceptual understanding of implementing GM, which is still in its early stages of implementation in Indian manufacturing industries. In this reference, this study identified eleven barriers to the successful adoption of GM by the Indian automobile industry to aid policymakers in understanding interrelationships and their effect on GM adoption. To achieve this goal, an ISM-DEMATEL hybrid model was preferred over a sole ISM, AHP, ANP, or any other MCDM methods even though they have been frequently used in this field to propose practical strategies for the establishment of consistent hierarchical and strategic relationships. Because as ISM and DEMATEL both approaches together can more specifically reflect system barriers by supplementing and offering an effective systemic modelling method to resolve multi-criteria decision making (MCDM) issues (Wang et al. 2018; Kumar and Dixit 2018). Thus, using the novel hybrid methodology ISM-DEMATEL, this paper will establish the hierarchical framework for the causal barrier. Apart from this, the study is a novel approach to link academia and industry. It is because the whole study runs parallel by opinions and suggestions of industry professionals in the implementation system, and the current study lays a bridge that links academia and industry in a way that will enable to fill out the gap in the earlier research in this field, which is more confirmed to academia than industry.
The paper is structured into several sections which are as follows: the “Literature Survey” section offers a brief overview of the literature and addresses the eleven identified barriers. The “Proposed Framework and Methodology” section sets out a thorough overview of the solution approach. The study results are set out in the “Results” section. The “Discussion” section makes provision for discussion. Finally, the conclusion and future scope of the research is covered in the “Conclusions” section.
Literature Survey
Green Manufacturing
As standards evolved, several businesses began adopting environmental policies at the beginning of the 1990s, particularly in Britain. “Green” is entirely different from conventional production as it relies on the effect on the environment. Environmental impacts are considered essential for business operations to reduce costs and develop quality products (Atasu et al. 2008). After ISO 14001 was introduced in 1996, many ISO companies began exploring GM. It has led to rapid growth in the field of GM, which researchers are keen to examine.
GM definitions, concepts, methods, implementations, interpretations, and models vary from industry to industry and even from one country to another. The new manufacturing paradigm for GM (Deif 2011) represents a variety of green approaches (goals and principles), drivers, and innovations (technology) that make them more environmentally friendly. GM involves manufacturing or designing products/systems using fewer resources and less energy, replacing input materials, minimizing unwanted outputs, wastes, and pollution, and recycling (Akenji et al. 2015). GM encompasses processes that use low environmental impact inputs (Ghazilla et al. 2015). The manufacturing of the product benignly and harmlessly is GM’s responsibility, which will minimize the unfavorable effect on the environment through the best resource utilization (Rehman et al. 2016; Mohanty and Prakash 2014).
Research indicates that companies achieve higher productivity and operational efficiency by effectively implementing green management practices (Roy and Khastagir 2016). Rehman and Shrivastava (2013a) examined the state-of-the-art approaches to GM of 15 years, using 123 articles from 73 peer-reviewed journals. Research by Rehman and Shrivastava (2013b) using their instrument of inquiry based on GM in Maharashtra (India) area of Vidharba found that GM was at an early stage and needed further research to develop GM frameworks. To render the existing processes more eco-efficient, Deif (2011) introduced a modern green architecture concept; it was clarified using a case study. Sangwan (2011) performed an observational analysis that revealed GM’s qualitative and quantitative benefits for SMEs. One hundred ninety-eight small and medium-sized Indian companies were surveyed, and the sample was operated using the statistical SPSS method.
Research expanded with GM innovation research, wherein Zeng et al. (2014) examined the requirements of stakeholders of Chinese companies who rely on green innovation practices in a theoretical context. They studied 791 private manufacturing firms and found that green innovation’s main pressures are regulations, political capital, consumers, suppliers, and competitors. Jabbour (2013) presented potential opportunities for environmental training in organizations by evaluating the related literature to develop and encourage GM activities. He discussed the existing situation and provided recommendations for effective potential green training implementation. Environmental training is one of the most important tools for enhancing human resource. Environmental training aims to improve employees’ environmental knowledge, thereby building the competence to reduce waste and save energy.
GM in India varies from other developing nations and requires further study (Rehman and Shrivastava 2013a). Chhabra et al. (2017) presented a case study of the Indian automobile industry by evaluating green assembly and packaging practices alternatives. Sen et al. (2015) explained green energy inclusion in a variety of firms manufacturing goods. Driving factors are essential in the industry’s adoption and distribution of GM (Mittal et al. 2016). However, GM implementation is not an easy task in the industry due to several issues: limited capital, environmental concern, government policy, immediate effects on GDP, etc. (Mittal et al. 2017).
Multi-Criteria Decision Making methods
Researchers have used multi-criteria decision making (MCDM) tools, especially in green strategies, in their problem studies. Most MCDM applications are restricted to green supply chain management practices like green procurement, green suppliers selection, and green marketing. Some literature adopts the MCDM approach, which focuses primarily on green practices and application frameworks. It can be seen in Table 1.
Gap Analysis
While the literature review shows that GM has become a vital manufacturing concept to address environmental and social sustainability, there are still many questions that require further research. The findings and gap areas are noted from the review of extant literature.
-
The manufacturing industries are serious about switching to GM. They seek to reduce emissions, electricity use, CO2, and other waste having detrimental environmental impacts.
-
AHP, ANP, DEMATEL, and ISM are some of the MCDM approaches used, in isolation, by many researchers concerning Green manufacturing but this hybrid ISM-DEMATEL model has not been used in any studies to analyze the barriers to the implementation of GM.
-
A limited number of studies (Kushwaha and Talib 2020; Mittal and Sangwan 2014) focused on identifying barriers that hamper GM adoption in manufacturing industries, particularly within a specific country.
Limited efforts have been made to identify GM barriers to the best of our knowledge to implement GM in the Indian automotive sector. Therefore, a research gap exists in this relatively new field, guiding engineers, supervisors, practitioners, and managers. This study will plug into that gap. This research identifies the GM barriers related to the Indian automobile industry and underlying relationships between them.
Barriers to GM Implementation
Databases such as Scopus, Web of Science, and Emerald Insights were searched to identify barriers with keywords such as “Green Manufacturing Barriers; Green Manufacturing Limitations, Green Manufacturing Challenges, Green Manufacturing Issues”. A list of occurrences was prepared based on a review of the literature. An expert team of eight members was formed to identify critical barriers to this list. Ten Indian automotive experts were contacted by e-mail and phone, 4 out of 10 expressed interest in research work and discussions related to GM. Similarly, four out of ten academicians agreed to provide their input. However, to avoid any inconsistencies in the answers, no joint meetings were held during the data collection process. Based on the expert opinion, 11 crucial barriers for this study were considered and finalized (Table 2).
Proposed Framework and Methodology
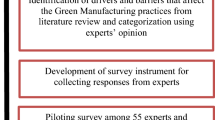
There are many barriers to GM adoption in India’s automotive industry. Additionally, administrators cannot overcome all barriers simultaneously. Consequently, this study proposes an ISM-DEMATEL-based system to define and prioritize barriers that significantly affect others. Figure 1 demonstrates this study’s framework, which essentially contains three steps to follow. The first one is to recognize barriers from current literature and expert advice. The next stage uses the ISM-DEMATEL method to analyze relational interactions of core barriers from the respondent’s perspective. It cross-checks the degree of unexpected barriers to the adoption of green manufacturing. In the final step, the results are obtained and eventually confirmed by the expert’s feedback. This study is based on input from four experts from different Indian automotive industries working on the GM implementation pathway.

An overview of the proposed framework
Methodology
Case Study
In order to connect the implementation framework to the real industrial scenario, experts from the automobile industry with an average experience of 10 years of sustainable/green manufacturing were involved. They were requested to rate the barriers after a thorough examination. The entire framework was then constructed based on the rankings done by the experts. Apart from this, after the analysis of the implementation framework, it was also validated by the experts for their views on the accuracy of the developed model.
Implementation Framework
Within this paper, the research goal is accomplished by incorporating ISM-DEMATEL to obtain validated barrier mitigation frameworks. The ISM-DEMATEL integrated approach’s key benefit is essential, as both ISM and DEMATEL solutions are powerful and robust tools that support the framework for decision making. The ISM approach analytical method is used to fill the matrix of the binary numbers like (0, 1) between barriers to the investigation of causal relations, while DEMATEL approach uses additional options such as (0, 1, 2, 3, and 4) between barriers to investigating the interrelationships of cause and effect. Some good examples of an integrated approach are available (Wu et al. 2010; Hou and Zhou 2011; Chuang et al. 2013; Kumar and Dixit 2018). Apart from this, MICMAC analysis is used to supplement the model as MICMAC analysis analyzes the driving power and dependence power of the identified barriers.
Interpretive Structural Modelling
As a mediating medium for complex issues with challenges, the interpretive structural modelling (ISM) approach was conceived (Warfield 1974; Sage 1977). ISM is an interactive learning tool. This technique structures a series of various elements directly and indirectly linked to an integral systemic model. Thus, the model defines the framework of a dynamic problem, which involves both visuals and words, in a precisely designed format. It is a modelling method as a diagram model shows the particular relationships and the overall structure (Sharma et al. 2020). It helps to assess the significance of interactions between the different structural elements.
The ISM methodology adopts several steps which are enumerated as follows:
-
Step 1:
List the system variables
-
Step 2:
A relation between the variables for which pairs of variables are evaluated can be drawn from the variables in step 1.
-
Step 3:
A structural self-interaction matrix (SSIM) is developed for variables, showing pair by pair relations between system variables.
-
Step 4:
SSIM develops the reachability matrix and tests transitivity. The transitivity of the contextual relationship is an integral concept of ISM. It specifies that if Number 1 is compared to 2 and 2 to 3, then 1 must be compared to 3.
-
Step 5:
The matrix obtained in step 4 is divided into different levels.
-
Step 6:
A guided diagram is drawn as per the above relationships in the accessibility matrix, removing transitive connections.
-
Step 7:
The resulting digraph becomes an ISM by replacing variable node statements.
After this, MICMAC analysis classifies the factors and validate the ISM factors in the study to reach their results and conclusions. Michel Godet developed the MICMAC method and François Bourse (Chandramowli et al. 2011) MICMAC stands for “Matrice d’impacts croisés multiplication appliquée á un classmate” which is a cross-impact matrix multiplication applied to classification and is a prospective structural analysis used to study indirect relationships. MICMAC analysis involves the development of a graph that classifies factors based on driving power and dependence power.
DEMATEL
From 1972 to 1976, the Geneva Research Center of the Battelle Memorial Institute created the DEMATEL method. DEMATEL makes out the interaction of barriers by classifying them as a source and result group and identifying feasible solutions coherently (Hsu et al. 2013).
The DEMATEL methodology adopts several steps which are as follows:
-
Step 1:
List system-affected variables
-
Step 2:
Construct Initial direct relationship matrix and average matrix
-
Step 3:
The normalized direct relationship matrix D is calculated by
$$ D=\frac{A}{S} $$
A is the average matrix and S is the max sum of the direct relationship matrix (Aij) rows.
-
Step 4:
Calculate the total matrix of the relationship. The total relationship matrix T is defined as
$$ T=D\left\{\mathrm{Inverse}\ \mathrm{of}\ \left(I-D\right)\right\} $$
where I is a matrix of identity.
-
Step 5:
Defines R and C as n*1 and 1*n vectors representing the sum of rows and the sum of columns of the complete relationship matrix T, respectively, so that Ri is the sum of the ith row in matrix T and Ri summarizes all the direct and indirect effects of barrier I on the other barriers. If Cj denotes the sum of the jth column in matrix T, then factor j indicates all direct and indirect effects from other barriers.
-
Step 6:
Developing a causal diagram. The horizontal axis vector (Ri + Cj) called “prominence” indicates the cumulative influence of the i barrier. Likewise, the vertical axis vector (Ri − Cj) called “relation” can be split into a group of causes and group of effects by barriers i. If (Ri − Cj) is positive, the barriers are generally grouped within the cause category, but if (Ri − Cj) is harmful, barriers are generally grouped within the effect category.
Framework Application and Results
Case Study
A total of four experts from the automobile industry participated in this study. Based on discussion with experts on various barriers, the judgment matrix between the barriers is developed using the ISM analysis (“Case Study” section). Based on the expert’s ranking of the barriers according to the effect of one barrier on the other barriers at scale 0–4, a pair-wise comparison matrix is built during DEMATAL analysis (“Implementation Framework” section). The input by the four experts is mentioned in the Supplementary information.
Implementation Framework
ISM Analysis
-
1.
Development of structural self-interaction matrix (SSIM):
Discussions were held with the experts for developing SSIM. In the creation of SSIM, the following four symbols refer to the connection direction of the two barriers i and j.
-
(1).
V—barrier i will help alleviates barrier j;
-
(2).
A—barrier j will be alleviated by barrier i;
-
(3).
X—barrier i and j will help achieve each other; and
-
(4).
O—barrier i and j are unrelated.
Based on the mutual barrier relationship, the SSIM was established. The matrix of SSIM is explored with experts. This matrix is built based on their replies (Table 3).
-
2.
Reachability matrix
In this segment, by replacing V, A, X, O with binary numbers (0 and 1), the SSIM is transformed into an initial reachability matrix. The replacement shall be carried out in compliance with the following directions:
-
(1)
If the entry (i j) in the SSIM is V, then the entry (i j) in the reachability matrix becomes 1, and the entry (j and i) is 0.
-
(2)
If the entry (i j) in the SSIM is A, the entry (i j) in the reachability matrix would be 0, and the entry (j and i) is 1.
-
(3)
If (i j) in the SSIM is X, then (i j) in the reachability matrix is 1, and the value of (j i) is 1.
-
(4)
If the entry (i j) in the SSIM is 0, the entry (i j) in the reachability matrix is 0, and the entry (j i) is also 0.
Based on this replacement, the initial reachability matrix for barriers is developed and represented in Table 4.
-
3.
Final reachability matrix
The final matrix can be achieved through the implementation of barrier transitivity. Transitivity is a core principle of the ISM. It says: barrier 1 is linked to 2, and barrier 2 is linked to 3, and so, therefore, barrier 1 is linked inherently to 3. It is presented in Table 5.
-
4.
Level partitions
The accessibility and the predecessor set for each barrier are calculated from the final matrix based on Warfield’s (1974) recommendations. The reachability built for a given barrier is the barrier itself and other barriers that can help accomplish this. Then we find the intersection of the reachability matrix and antecedent matrix. The top-level barrier in the ISM hierarchy is the barrier this intersection set is the same. When built, the upper-level barrier is separated from the remaining barrier.
The barriers iteration for levels III, IV, V, and VI were performed using ISM methodology adopted for Tables 6 and 7. It thus gets revealed that the barriers (B-4) and (B-10) fall under the III level, (B-5) under IV level, (B-6) and (B-8) under V level, and (B-9) under VI level.
-
5.
Building the ISM model
The hierarchical model structure is generated from each barrier’s level of iteration and is shown in Fig. 2. An arrow pointing from i to j shows the interdependency between the barriers j and i. The following figure, known as the digraph, is eventually transformed into an ISM model.

The developed ISM model
-
6.
MICMAC analysis
MICMAC (Cross-impact matrix multiplication applied to classification analysis) is built on the multiplication properties of the matrix (Sharma and Gupta 1995). MICMAC is used to examine barriers’ dynamic force and dependency. The green manufacturing development barriers are divided into four segments in this study. The four categories below are an autonomous barrier, linking barrier, dependent barrier, and driving barrier. Table 5 estimates that each barrier has driving power and dependency. The four categories mean the following:
-
1.
Autonomous barrier: means weak driving power and weak dependence power. Barriers separate from the system.
-
2.
Linkage barrier: This indicates strong driving power and powerful dependency. The barriers are unstable; any intervention against such barriers will affect others and have a retroactive impact on themselves.
-
3.
Dependent barrier: suggests low driving power, but high dependence. Any action on them will impact on others as well as feedback on themselves.
-
4.
Driving barrier: this indicates intense driving yet low dependency power.
Table 8 shows the driving and dependent barrier. The MICMAC study’s driving and dependency power diagram is shown in Fig. 3.

MICMAC analysis
We divide the graph in Fig. 3 into 4 quadrants by drawing an imaginary line parallel to x-axis and y-axis from (0, 6) and (6, 0) respectively:
-
1.
Autonomous barrier quadrant (I)
-
2.
Dependent barrier quadrant (II)
-
3.
Linkage barrier quadrant (III)
-
4.
Driving barrier quadrant (IV)
As we can see from Fig. 3, 4 barriers are driving barriers, 3 barriers are linkage barrier, and 4 barriers are dependent barrier no barrier autonomous.

Overall DEMATEL prominence-casual relation diagram
DEMATEL Analysis
In this segment, the DEMATEL method was used to clarify the cause and influence of GM implementation barriers. Experts rank the barriers according to one barrier’s effect on the other barriers at scale 0–4. A pair-wise comparison matrix is built on the expert response.
-
7.
The average matrix (A) calculation is made from the pair-wise matrix response aggregation of the expert, as shown in Table 9.
-
1.
The normalized initial direct relation matrix is estimated as described in the “Implementation Framework” section. In the normalized direct relationship matrix, each barrier’s value is between 0 and 1 (see Table 10).
-
2.
The complete barrier relationship matrix (T) is defined using formula T = D(I − D), as seen in Table 11.
-
3.
In the next step, “prominence” values, i.e., (Ri + Cj), and “relation” values, i.e., (Ri − Cj), are calculated as shown in Table 12.
-
4.
Overall DEMATEL prominence-casual relation diagram, as discussed in the “Implementation Framework” section, is shown in Fig. 4.
Discussion
An attempt to explore the various barriers associated with GM implementation was made in this research. This research is focused on learnings from interviews with four industry experts from various Indian automotive companies operating on the GM development pathway. In this study, some of the main barriers are described and used in the structured hierarchical model. Besides, ISM and DEMATEL analyses were used to analyze the interdependence of each of these barriers. From Fig. 2, it is clear that the “need of development of new analytical tools, models and matrices” (B-9) is a very significant barrier to green manufacturing, which forms the base of the hierarchy. This barrier focuses on the “non-availability of bank loans to encourage green products/processes” (B-6) and “lack of research and empirical studies” (B-8). Investing in the latest and environmentally friendly technologies require substantial funding (Wang et al. 2008). The findings of the study can also be confirmed by previous research, which indicates that insufficient financial resources has been one of the primary variables that act as an impediment to resolve environmental problems (Seidel et al. 2009). At times, new technologies have incredibly high costs, and thus because of fear of inadequate revenues, many small- and medium-sized businesses are reluctant to adopt green manufacturing.
The MICMAC analysis gives us a valuable insight into the relative importance based on dependent power and the driving power of key barriers. Figure 3 depicts that this study contains no autonomous barriers. This indicates that all of the barriers established through this research significantly impact or impede GM adoption. Driving barriers affect dependent barriers with low driving capacity. This study indicates a heavy dependence on the four barriers with insufficient driving force, namely “lack of necessary tools, management skills” (B-1), “less environmental pressures from stakeholders” (B-2), “lack of top management committee” (B-3), and “complexity of design for recycle of used products” (B-4). Such barriers are undesirable and must be treated with particular care. In the MICMAC study, the linking barriers have strong driving potential and dependency power. In this research, barriers such as “high investments and less return-on-investment” (B-7), “uncertainty in material recovery during recycling” (B-10), and “unawareness of customers” (B-11) are unstable. Therefore, any steps taken to overcome such barriers would affect other barriers and have a closed-loop effect. In the MICMAC study, driving barriers have strong driving power and low dependence power. In this study four barriers, namely Requirement of training for implementation of environmentally sensitive processes (B-5), non-availability of bank loans to encourage green products/processes (B-6), lack of research and empirical studies (B-8), and need of development of new analytical tools, models, and matrices (B-9) fall within this group and thus been classified under the significant barrier. The barriers are placed at the bottom of the ISM hierarchy model with strong driving power and weak dependency, as indicated in Fig. 2. Policymakers and practitioners should, therefore, address the barriers within this category on a high priority basis.
From the DEMATEL analysis, the Ri + Cj value determines a prominence rank. The barrier with the highest relationship with other types of barriers is “Lack of necessary tools, management skill” (B-1) with Ri + Cj score of 2.44 while “Less environmental pressure from stakeholders” (B-2) is the barrier with the lowest Ri + Cj value of 1.99. The prominence classification of the chosen barriers is extracted from descending scores of Ri + Cj as (B-1 ) > (B-8) > (B-5) > (B-11) > (B-6) > (B-10) > (B-9) – (B-7) > (B-3) > (B-4) > ( B-2). As shown in Table 12, eleven essential barriers are listed based on Ri − Cj values into a group of causes and effects. Positive values of the Ri − Cj identify the barriers as a cause group. Lack of necessary tools, management Skill (B-1), requirement of training for implementation of sensitive environmental processes (B-5), lack of research and empirical studies (B-8), and unawareness of customers (B-11) fall under the category of most significant barriers. The maximum Ri − Cj value indicates that the barrier has the most direct effect on other barriers. The effect group comprises of barriers with negative Ri − Cj values. The effect group resulting from Table 12 comprises of seven barriers, namely less environmental pressures from stakeholders (B-2), lack of top management committee (B-3), the complexity of design to re-use/recycle used products (B-4), non-availability of bank loans to encourage green products/ processes (B-6), high investments and less return-on-investment (B-7), need of development of new analytical tools, models and matrices (B-9), and uncertainty in material recovery during recycling (B-10). The causal barriers that hinder GM’s adoption in the Indian auto sector significantly impact these seven barriers.
The most critical barrier identified by the ISM and DEMATEL methods is the lack of necessary tools, management skill (B-1), and requirements of training for implementation of sensitive environmental processes (B-5). This could be easily correlated to the Indian manufacturing industries because India is still running behind technology in terms of recent innovations at the industrial level. This has been validated at online report by Zain (2019, October 17) depicting countries like China having on an average 21% technology exports as a percentage of their total manufacturing exports while India has only delivered 6.4% in the last 25 years. It could also be correlated to the fact that India spends only 0.9% of GDP on research and development (R&D) as compared to countries like China and USA that utilize 2.2% and 2.7% of GDP, respectively, in R&D. Research and development plays a crucial role in the development of manufacturing industry of any country. It is a matter of fact that green technology implementation is only possible if research on sustainable solutions to various manufacturing-related barriers are achieved.
Further, management skills and requirement of training are crucial to Indian industries because the percentage of skilled labors in India is deficient. According to India Skill Report (2019), the proportion of formally skilled workers in India is deficient, at 4.69% of total workforce which is unsatisfactory as per the world standards with 24% in China, 52% in the USA, 68% in the UK, 75% in Germany, 80% in Japan, and 96% in South Korea. The report also emphasizes on the fact that 56% of the labor market is dominated by people who are classified at skill level 2 which includes operational tasks like traditional plumbers, electricians, and mechanics but in sectors like skilled automobile labors are a mandatory element specially to implement an innovative technology like GM, it is a necessity that workers are well acquainted and skilled with advances of the automobile industry in connection to GM. Consequently, priority should be given to tackle barriers belonging to cause group that is an influential group, for the successful adoption of GM. The findings from the ISM and DEMATEL models are compatible in this regard.
Although most ISM and DEMATEL results are in overlap, some differences to have been observed, for instance, a barrier (B11) is categorized as a linkage barrier in the MICMAC. However, in DEMATEL, it belongs to the barrier of the cause category. Similarly, the barrier (B3) is listed in DEMATEL as affected barriers, while in ISM methodology, it is located near the boundary between linkage and the dependent barrier. As stated earlier, the barrier of the cause/influent group should be tackled with high priority. Additionally, no barrier to GM was found using the ISM approach to fall under autonomous category.
Research Implications
According to this research’s findings, there are eleven GM-related barriers faced by the automotive industry. After assessing how barriers are interrelated, it is an observed that the applied framework values the essence of the connection between barriers so that policymakers can look into these barriers in an interconnected manner for the building of effective implementation mechanisms and policies especially using the new findings obtained by the hybrid ISM-DEMATEL model. The findings of the proposed model are in line with previous findings. In a survey-based study, Piyathanavong et al. (2019) found that implementing sustainable practices requires a proper understanding of sustainability and training. Singh et al. (2020) through DEMATEL find employees lack of training as the most prominent barrier. This can enable policymakers to avoid any systemic differences. Finally, the research model’s findings will give policymakers valuable insight into the development of flexible policy approaches to enforce GM.
Conclusions and Future Scope
Today’s dynamic market pushes businesses to enhance their company’s growth strategies and environmental efficiency. Indian manufacturing industries need to move from compliance to performance to robust green development rather than pure pollution protection. There is a strong demand for GM to comply with global environmental standards. Thus, this research has identified eleven key barriers to green manufacturing in the Indian automobile industry, which were tackled using ISM and DEMATEL methodology, to draw a long-term, adaptive decision. Novel hybrid ISM-DEMATEL methodology helps to analyze internal dependence among barriers, categorizing them into cause and effect groups. The research findings indicate that the most critical challenge in both ISM and DEMATEL approaches is lack of necessary tools, management skill, and training requirement to implement sensitive environmental processes that are aptly linked to the Indian automobile sector. Propose novel model plays a vital role in understanding barriers’ impact. It also gives a more rational picture of the problem to policymakers and stakeholders, while allowing for reasonable talking of barriers. The research outcomes can be useful for non-adopters of green manufacturing in the automotive industry in India and other developing countries.
However, there are strengths and limitations of each research. The authors have been careful enough to ensure the study’s findings in the sense of GM are credible, reliable, and complete. The current model relies heavily on expert panel judgment. As the future scope, the research intends to find and include more barriers related to market, technology, and social acceptability associated with GM and test these models statistically using structural equation modelling. Further, researchers can conduct in-depth case studies to include other Indian manufacturing companies and gain further insight into GM implementation. Using this hybrid methodology, researchers may study sector-specific models such as cement, pharmaceuticals, agrochemicals, and petrochemicals for wider acceptability.
References
Agarwal S, Agrawal V, Dixit JK (2020) Green manufacturing: A MCDM approach. Materials Today: Proceedings. https://doi.org/10.1016/j.matpr.2020.02.595
Akenji L, Bengtsson M, Briggs E, Chiu A, Daconto G, Fadeeva Z, Tabucanon M (2015) Sustainable consumption and production: a handbook for policymakers. United Nations Environment Programme. https://doi.org/10.13140/2.1.4203.8569
Atasu A, Sarvary M, Van Wassenhove LN (2008) Remanufacturing as a marketing strategy. Management Science 54(10):1731–1746
Chan HK, Wang X, White GRT, Yip N (2013) an extended fuzzy-ahp approach for the evaluation of green product designs. Eng Manag, IEEE Trans 60(2):327–339
Chandramowli S, Transue M, Felder F (2011) Analysis of barriers to development in landfill communities using interpretive structural modeling. Habitat Int 35:246–253
Chauhan A, Singh A, Jharkharia S (2016) An ISM and DEMATEL method approach for the analysis of barriers of waste recycling in India. J Air Waste Manag 68:100–110. https://doi.org/10.1080/10962247.2016.1249441
Chhabra D, Garg SK, Singh RK (2017) Analyzing alternatives for green logistics in an Indian automotive organization: A case study. J Clean Prod 167(20):962–969
Chuang HM, Lin CK, Chen DR, Chen YS (2013) Evolving MCDM applications using hybrid expert-based ISM and DEMATEL models: an example of sustainable ecotourism. Sci World J.
Curkovic S (2003) Environmentally responsible manufacturing: the development and validation of a measurement model. European Journal of Operational Research 146:130–155
Deif AM (2011) A system model for green manufacturing. J Clean Prod 19(14):1553–1559
Dornfeld D (2010) Green issues in manufacturing – greening processes, systems and products. Laboratory for Manufacturing and Sustainability:1–51
Duflou JR, Sutherland John W, David D, Christoph H, Jack J, Sami K, Michael H, Karel K (2012) Towards energy and resource efficient manufacturing: A processes and systems approach. CIRP Annals - Manuf Technol 61:587–609
Ertugrul HM, Cetin M, Seker F, Dogan E (2016) The impact of trade openness on global carbon dioxide emissions: evidence from the top ten emitters among developing countries. Ecol Indic 67:543–555
Ghazilla RAR, Sakundarini N, Abdul-Rashid SH, Ayub NS, Olugu EU, Musa SN (2015) Drivers and barriers analysis for green manufacturing practices in Malaysian SMEs: A Preliminary Findings. Procedia CIRP 26:658–663
Govindan K, Devika K, Shankar M (2014a) Evaluation of green manufacturing practices using a hybrid MCDM model combining DANP with PROMETHEE. Int J Prod Res 53:6344–6371. https://doi.org/10.1080/00207543.2014.898865
Govindan K, Kaliyan M, Kannan D, Haq AN (2014b) Barriers analysis for green supply chain management implementation in Indian industries using analytic hierarchy process. Int J Prod Econ 147:555–568
Hou J, Zhou D (2011) Study on influence factors of distributed energy system based on DEMATEL and ISM. Int J Nonlinear Sci 12(1):36–41
Hsu CW, Kuo TC, Chen SH, Hu AH (2013) Using DEMATEL to develop a carbon management model of supplier selection in green supply chain management. J Clean Prod 56:164–172
India Skills Report (2019) https://www.aicte-india.org/sites/default/files/India%20Skill%20Report-2019.pdf
Jabbour CJC (2013) Environmental training in organizations: from a literature review to a framework for future research. Resour Conserv Recycl 74:144–155
Jayanta A, Azharb M (2014) Analysis of the barriers for implementing green supply chain management (GSCM) Practices: an interpretive structural modeling (ISM) approach. In: 12th Global Congress On Manufacturing And Management, GCMM 2014
Kaswan MS, Rathi R (2020) Investigating the enablers associated with implementation of Green Lean Six Sigma in manufacturing sector using best worst method. Clean Techn Environ Policy 22:865–876
Kaur J, Sidhu R, Awasthi A, Chauhan S, Goyal S (2017) A DEMATEL based approach for investigating barriers in green supply chain management in Canadian manufacturing firms. Int J Prod Res 56(1-2):312–332
Khiewnavawongsa S, Schmidt EK (2013) Barriers to green supply chain implementation in the electronics industry. Bangkok: IEEE. (2013 IEEE International Conference on Industrial Engineering and Engineering Management.)
Kumar A, Dixit G (2018) An analysis of barriers affecting the implementation of e-waste management practices in India: a novel ISM-DEMATEL approach. Sustain Prod Consumpt 14:36–52
Kumar S, Luthra S, Haleem A (2013) Customer involvement in greening the supply chain: an interpretive structural modeling methodology. J Ind Eng Int 9:6
Kushwaha D, Talib F (2020) Ranking of barriers to green manufacturing implementation in SMEs using best-worst method. IOP Conference Series: Mater Sci Eng 748:012017. https://doi.org/10.1088/1757-899x/748/1/012017
Lee K (2009) Why and how to adopt green management into business organizations? Management Decision 47(7):1101–1121
Lin WR (2011) "Application of multi-criteria decision making in green product selection." Doctoral dissertation, Jhongli.
Linke B, Huang YC, Dornfeld D (2012) Establishing greener products and manufacturing processes. Int J Precis Eng Manuf 13(7):1029–1036
Luken R, Van Rompaey F (2008) Drivers for and barriers to environmentally sound technology adoption by manufacturing plants in nine developing countries. J Clean Prod 16(1):S67–S77
Luthra S, Kumar V, Kumar S, Haleem A (2011) Barrier to implement green supply chain management in automobile industry using interpretive structural modelling technique-an Indian perspective. J Ind Eng Manag 4(2):231–257
Mittal VK, Sangwan KS (2014) Prioritizing barriers to green manufacturing: environmental, social and economic perspectives. Procedia CIRP 17:559–564. https://doi.org/10.1016/j.procir.2014.01.075
Mittal VK, Sindhwani R, Kapur PK (2016) Two-way assessment of barriers to Lean–Green manufacturing system: insights from India. Int J Syst Assur Eng Manag 7(4):400–407
Mittal VK, Sindhwani R, Kalsariya V, Salroo F, Sangwan KS, Singh PL (2017) Adoption of Integrated Lean-Green-Agile strategies for modern manufacturing systems. Procedia CIRP 61(1):463–468
Mohanty RP, Prakash A (2014) Green supply chain management practices in India: an empirical study. Prod Plan Control 25(16):1322–1337
Mohanty RP, Seth D, Mukadam S (2007) Quality dimensions of e-commerce and their implications. Total Qual Manag Bus Excell 18(3):219–247
Montalvo C (2008) General wisdom concerning the factors affecting the adoption of cleaner technologies: a survey 1990–2007. J Clean Prod 16(1):S7–S13
Piyathanavong V, Garza-Reyes JA, Kumar V, Maldonado-Guzmán G, Mangla SK (2019) The adoption of operational environmental sustainability approaches in the Thai manufacturing sector. J Clean Prod 220:507–528. https://doi.org/10.1016/j.jclepro.2019.02.093
Poret S (2019) Corporate–NGO Partnerships through sustainability labeling schemes: motives and risks. Sustainability 11(9):2689
Rahimifard S, Coates G, Staikos T, Edwards C, Abu-Bakar M (2009) Barriers, drivers and challenges for sustainable product recovery and recycling. Int J Sustain Eng 2(2):80–90
Rehman MA, Shrivastava RL (2013a) Green manufacturing (GM): past, present and future (a state of art review). World Review of Science, Technology and Sustainable Development 10(1/2/3):17–55
Rehman MAA, Shrivastava RL (2013b) Development and validation of performance measures for green manufacturing (GM) Practices in medium and small scale industries in Vidharbha Region, India. Int J Soc Syst Sci 5(1):62–81
Rehman MA, Seth D, Shrivastava RL (2016) Impact of green manufacturing practices on organizational performance in Indian context:an empirical study. J Clean Prod 137:427–448
Revelle C (2000) Research challenges in environmental management, a invited review. European Journal of Operational Research:218–231
Roy M, Khastagir D (2016) Exploring role of green management in enhancing organizational efficiency in petro-chemical industry in India. Journal of CleanerProduction 121:109–115
Sage A (1977) Interpretive structural modeling: methodology for large-scale systems, pp 91–164
Sangwan KS (2011) Quantitative and qualitative benefits of green manufacturing: an empirical study of indian small and medium enterprises. In: Hesselbach J, Herrmann C (eds) Globalized Solutions for Sustainability in Manufacturing. Springer, Berlin, pp 371–376
Seidel M, Seidel R, Tedford D, Cross R, Wait L, Hämmerle E (2009) Overcoming barriers to implementing environmentally benign manufacturing practices: strategic tools for SMEs. Environ Qual Manag 18(3):37–55
Sen P, Roy M, Pal P (2015) Exploring role of environmental proactivity in financial performance of manufacturing enterprises: a structural modelling approach. J Clean Prod 108:583–594
Seth D, Panigrahi A (2015) Application and evaluation of packaging postponement strategy to boost supply chain responsiveness: a case study. Prod Plan Control 26(13):1069–1089
Seth D, Rehman MAA, Shrivastava RL (2018) Green manufacturing drivers and their relationships for small and medium(SME) and largeindustries. J Clean Prod 198:1381–1405
Sharma HD, Gupta AD (1995) The objectives of waste management in India: a futures inquiry. Technol Forecast Soc Change 48(3):285–309
Sharma V, Gidwani BD, Sharma V, Meena ML (2020) Modeling the interactions among critical criteria of a cellular manufacturing system. IEEE Eng Manag Rev. https://doi.org/10.1109/EMR.2020.3042801
Shi H, Peng SZ, Liu Y, Zhong P (2008) Barriers to the implementation of cleaner production in Chinese SMEs: government, industry and expert stakeholders’ perspectives. J Clean Prod 16(7):842–852
Simpson D, Power D, Samson D (2007) Greening the automotive supply chain: a relationship perspective. Int J Oper Prod Manag 27(1):28–48
Sindhu S, Nehra V, Luthra S (2016) Identification and analysis of barriers in implementation of solar energy in Indian rural sector using integrated ISM and fuzzy MICMAC approach. Renew Sust Energ Rev 62:70–88
Singh A, Singh B, Dhingra AK (2012) Drivers and barriers of green manufacturing practices: a survey of Indian industries. Int J Eng Sci 1(1):5–19
Singh C, Singh D, Khamba JS (2020) Analyzing barriers of Green Lean practices in manufacturing industries by DEMATEL approach. J Manuf Technol Manag 32(1):176–198
Srivastav P, Mk G (2015) Barriers to implement green supply chain management in small scale industry using interpretive structural modelling technique – a north Indian perspective. J Adv Eng Technol 2(2):6–13
Srivastava SK (2007) Green supply chain management: a state of the art literature review. Int J Manag Rev 9(1):53–80
Tayeb T, Zailani S, Jayaraman K (2010) The examination on the drivers for green purchasing adoption among EMS 14001 certified companies in Malaysia. Journal of Manufacturing Technology Management 21(2):206–225
Tseng ML, Chiu AS (2012) Grey-entropy analytical network process for green innovation practices. Procedia Soc Behav Sci 57:10–21
Vinodh S, Jayakrishna K (2013) Application of hybrid MCDM approach for selecting the best tyre recycling process. In: Paulo Davim J (ed) Green Manufacturing Processes and Systems. Springer, Berlin, pp 103–123
Wang G, Wang Y, Zhao T (2008) Analysis of interactions among the barriers to energy saving in China. Energy Policy 36(6):1879–1889
Wang L, Cao Q, Zhou L (2018) Research on the influencing factors in coal mine production safety based on the combination of DEMATEL and ISM. Saf Sci 103:51–61
Warfield JN (1974) Developing interconnection matrices in structural modeling. IEEE Trans. Syst. Man Cybern (1):81–87
Wu B, Xu H, Dai T (2010) Identifying safety factors on expressway work zone based on DEMATEL and ISM. J Transp Syst Eng Inf Technol 5:130–136
Zailani S, Eltayeb TK (2009) Going green in supply chain towards environmental sustainability, operations and supply chain management, Vol. 2, No. 2, pp. 93-110
Zain I (2019) China vs India: economic growth comparison across various data points. Retrieved from https://www.alphainvesco.com/blog/china-vs-india-economic-growth-comparison/
Zeng SX, Lin H, Ma HY, Qi GY, Tam VW (2014) Can political capital drive corporate green innovation? Lessons from China. J Clean Prod 64:63–72
Zhang TZ (2000) 'Policy mechanisms to promote cleaner production in China. Journal of Environmental Science and Health, Part A 35(10):1989–1994
Zhu Q, Sarkis J, Geng Y (2005) Green supply chain management in China: pressures, practices and performance. Int J Oper Prod Manag 25(5):449–468
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of Interest
The authors declare no competing interests.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
ESM 1
(DOCX 32 kb)
Rights and permissions
About this article

Cite this article
Pathak, S.K., Karwasra, K., Sharma, V. et al. Analysis of Barriers to Green Manufacturing Using Hybrid Approach: An Investigatory Case Study on Indian Automotive Industry. Process Integr Optim Sustain 5, 545–560 (2021). https://doi.org/10.1007/s41660-021-00160-z
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s41660-021-00160-z