
Abstract
Copper (Cu) slag is a by-product of copper industries whereas Coal BA (bottom ash) is a waste product of thermal power plants. The objective of this research study was to examine the compressive strength parameters and microstructure investigation like SEM, EDS, and XRD of concrete-incorporated waste Cu slag and Coal BA as partial substitutes of fine aggregate. Compressive strength in 7 and 28 days curing ages, and 1 day and 28 days unit weight were assessed experimentally. Experiment results show that the workability of the fresh mix first slightly decreases and then increases with an increase in sand replacement. There is no remarkable difference seen in 1 day and 28 days unit density of design concrete mixes with reference to control concrete. Effect of combined utilization of waste Cu slag and coal BA improves the compressive strength up to 50% replacement with reference to control concrete (without substitution of river sand) in concrete. As compared to the reference mix, the design concrete mix containing Cu slag and coal BA gives the higher initial strength. Scanning electron micrograph of concrete samples shows the development of C–S–H gel, calcium hydroxide, and ettringite and change in morphology by the replacement.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The consumption of natural resources is increasing gradually as a result of construction development, and as a result, the production of industrial by-products has also increased in the current scenario. These industrial byproducts keel over open land, polluting the soil, air, and water. These elements are likely to lead to a more sustainable approach to construction development. Due to natural resource scarcity, environmental regulations, and economic issues, it is necessary to recycle industrial byproducts in construction development [1]. Thus, it is necessary to seek a new solution for sustainable development by utilizing industrial waste such as slag, waste foundry sand, coal fly ash, coal BA, and some others, for the production of concrete. In 2015, 48.3 billion tonnes of construction aggregate were produced worldwide to meet the requirements of the construction industry [2]. Whereas global copper production reached 20.6 million tonnes, the largest producer at the time was Chile, with 5.7 million tonnes [3]. China produced one-third of total world copper slag production, while India produced about 3.5% of total world copper slag production, with 2.4 million tonnes produced in the same year, and other countries such as Russia, Chile, and Japan produced 3.5%, 8%, and 9%, respectively [4].
During the extinction and smelting of metallic copper, copper slag is obtained as a byproduct. Due to its high density, copper liquid settles during the smelting process, while copper slag remains separated on the surface for subsequent removal and cooling. During the refining process, around 2.3 to 3 tonnes of copper slag are yielded to generate 1 tonne of copper. Copper slag is mostly composed of iron oxide and silica oxides, but it also contains alumina oxide, calcium oxide, and magnesium oxide [5,6,7]. According to leaching studies in active situations, copper slag contains a certain amount of heavy metals, but these levels are less than the toxicity limit [8]. Copper slag is recommended as an aggregate by South Korean, Japanese, and Indian standards. Singapore's building and construction authority also provide guidelines for utilizing Cu slag as a sustainable and recyclable material. Related to the aforementioned data, while generating 1 tonne of copper, approximately 2.3 to 3 tonnes of copper slag may be obtained, and it is projected that copper slag production will be 55 metric tonnes or more this year [9].
During electricity production coal, burning in a boiler generates ash; certain amount is retrieved from the bottom surface in the combustion chamber in the form of solid granules called coal bottom ash. Bottom ash physical and chemical characteristics can vary based on the source, kind, and fineness of parent fuel, as well as power plant operating circumstances [10]. The global total electricity generation from coal-fired thermal power plants is somewhere around 38% [11], with India accounting for over 65% [12]. Coal bottom ash contains mostly silica, iron, and alumina, as well as other minerals such as calcium, magnesium, and sulfate [13] Coal bottom ash's physical appearance is granular, glassy, coarse, porous, and grey to blackish in color [14, 15]. Coal BA seems to have a density of 1200–1620 kg/m3 with particle sizes ranging from 0.075 to 20 mm [15].
In their research studies, several researchers reported the usage of Cu slag and coal BA independently as fractional or complete replacements for river sand [12, 16,17,18,19,20,21,22,23]. However, there are no indications of studies on its combined usage in the author's knowledge as of yet. Several researchers have proposed combining the usage of numerous industrial wastes in their research work, such as Coal BA and waste foundry sand [11], coal BA, and blast furnace slag [10, 24, 25]. In research study, it is clear that the microstructural properties and strength study are being carried out in conjunction with the physical properties analysis of the combined use of waste Cu slag and Coal BA as a partial substitute for fine aggregate in concrete. Separately, Cu slag and CBA have been used as fine aggregate replacement; however, this study intends to mix the two. The given research investigation examines the strength and microstructural characteristics like SEM (scanning electron microscopy) and XRD (X-ray diffraction) testing of concrete incorporating Cu slag and Coal BA as partial substitution of river sand in equal proportions ranging from 0% to 60%.
Materials and methods
Materials
Cement
Portland pozzolana cement was used in this study confirming IS 1489-2015 (Part 1) [26]. Physical properties like initial and final setting times, consistency, compressive strength were determined as shown in Table 1, and the chemical composition of cement is shown in Table 2.
Copper slag
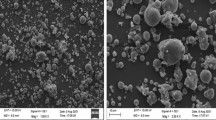
The physical appearance of copper slag was the granular shape, angular sharp edges, and multi-faced. Hindalco Copper slag was used in this research study. In this investigation, Cu slag with a specific gravity (SG) of 3.51 was used. Scanning electron microscopy (SEM) and energy dispersive spectroscopy (EDS) analysis are presented in Figs. 1 and 2, respectively. To determine the particle size distribution, a Sieve analysis test was done as per BIS 383-2016 [27].

SEM image of Cu (Copper) slag

EDS analysis of Cu (Copper) slag
Coal BA
Coal BA was obtained from the nearby thermal power plant. Similar to river sand, bottom ash was also graded in accordance with Indian standard BIS 383-2016. EDS analysis was performed to analyze the elemental composition of coal BA. SEM and EDS analysis is shown in Figs. 3 and 4, respectively.

SEM image of Coal BA (Bottom Ash)

EDS Analysis of Coal BA (Bottom Ash)
Fine and coarse aggregate
Locally available river sand was used which was collected from Banda Uttar Pradesh confirming to zone III in accordance with BIS 383(2016) [27]. The physical parameters of sand, copper slag, and coal bottom ash which were used in this research investigation are illustrated in Table 3. Crushing value (%), impact value (%), abrasion value (%), specific gravity, and water absorption (%) of 10 and 20 mm size coarse aggregate were 22.09, 9.23, 15.60, 2.72, 1.42 and 24.02, 8.31, 17.72, 2.73, and 1.21, respectively. Sieve gradation of copper slag, coal bottom ash, sand, and coarse aggregate is shown in Fig. 5.

Sieve gradation of the CBA (Coal BA), CS (Cu slag), sand and CA (Coarse aggregate) used in investigation
Mix proportion and sample preparation
Control concrete mix of target strength of M20 grade was designed in accordance with BIS 10262:2009 [28]. Constant Cement content, Water–Cement ratio, and coarse aggregate for all concrete mix, i.e. 350 kg/m3, 0.50, and 1268 kg/m3, respectively. Quantity of river sand by mass replaced with copper slag and bottom ash in equal proportion up to 60%. The concrete mixer of capacity 0.02 m3 was used. All ingredients were measured using a weighing balance. First, to examine the compressive strength, six 150 × 150 × 150 mm size cubes of concrete were cast for all concrete mixes. After a few trials, the final mix proportion was decided as shown in Table 4.
Test procedure
Workability and unit density
The workability of the concrete mixture was evaluated using the BIS 1199-1959 compliant slump test. To determine the unit weight or density of all concrete mixtures, cubic samples were taken, the samples were weighed over 1 and 28 days, and each sample was stored at room temperature in the same environment [12].
Compressive strength
Compressive strength test was extinguished at age of curing period of 7, 28 days in accordance BIS 516-1959 [29] on compression testing machine with loading range of 2000 KN with standard loading rate.
SEM and EDS analyses
The scanning electron micrographs were taken using broken pieces from the core of designed and control concrete mix cubic specimens generated by the compressive strength test. In this task, concrete debris or concrete fracture pieces were placed on the SEM stub, and images were taken in secondary electron imaging mode. Scanning electron micrographs of concrete samples were taken at a curing age of 28 days. Before being placed on the SEM stem, the specimens of the concrete samples were coated with a thin coating of gold such that they are electrically conducting. The scanning electron microscopy experimental setup is illustrated in Fig. 6.

Zeiss Evo-50 equipment setup for SEM analysis
XRD analysis
The cement pastes were sieved through a 90-µm sieve after being removed from the concrete samples produced from the compressive strength test on cubic specimens after 28 days of curing. The XRD experiment was performed in steps of 2θ = 0.017° for a diffraction angle of 2θ in the range of 10°–80°. X-ray diffraction patterns and relative intensity of diffraction peaks have been established. Match 3 software, which is freeware, is used to analyze the data. The Panalytical X-ray diffraction (XRD) experimental setup is depicted in Fig. 7.

Panalytical Empyrean XRD analysis experimental setup
Results and discussion
Workability and unit density
The workability of freshly mixed concrete was slightly decreased at the beginning then increased marginally up to 50% with the increase in percentage replacement of fine aggregate by waste Cu slag and Coal BA. Slump value was slightly decreased at the beginning due to the higher water absorption property of Coal BA which absorbed more water internally than by sand particles [12]. After that, it was increased marginally with increase in percentage replacement because of physical properties of copper slag. Low water absorption property and smooth and glassy texture of copper slag leads to excess water in concrete mix [30], in which some water was absorbed by coal bottom ash particles and some water in the mix was responsible for increased in workability. From Fig. 8 it is evident, slump value was found to be somewhat lower at a 10% replacement ratio related to the reference or control mix and then increased marginally up to a 50% replacement ratio. At a 60% replacement ratio, the slump value is somewhat lower than the preceding one due to the higher quantity of coal bottom ash which absorbed more water internally than sand particles. Wu et al. (2010) observed that the slump improves when copper slag replacement improves, while Singh et al. (2014) reported in their research study that the slump diminishes as coal bottom ash replacement increases [12, 16].

Workability of freshly mix concrete
It was already expected that the unit density of the designed concrete mix decreased with an increase in percentage replacement of fine aggregate due to lower bulk density and specific gravity of coal bottom ash with reference to sand and copper slag used. Figure 9 shows a slightly higher density achieved at 40% (20%CS + 20%CBA) replacement as compared to without replacement of sand in 1-day unit density but there is no remarkable difference seen in one day and 28 days unit density of design concrete mixes in reference to control concrete. One day and 28 days unit density of reference concrete mix was 2448 and 2476 kg/m3, respectively. One day unit density (kg/m3) of designed concrete mixes were 2458, 2449, 2449, 2456, 2409, and 2365 at 10, 20, 30, 40, 50, and 60% respectively. 28 days unit densities (kg/m3) of concrete mixes were 2463, 2464, 2462, 2499.5, 2429 and 2391 at 10%, 20%, 30%, 40%, 50% and 60%, respectively. The replacement of fine aggregate with 60% results in a lower density of the concrete mix due to the higher percentage of coal bottom ash. By increasing the percentage (Cu slag + Coal BA) replacement, the percentage of Coal BA was also increased that resulting in a lower density of concrete mix with the increase in the % replacement of fine aggregate.

One day and 28 days unit density for all concrete mixes. A One day, B 28 days unit density
Compressive strength
Figure 10 shows the compressive strength findings of control concrete and concrete with equal parts of waste copper slag and coal bottom ash. Among all concrete mix replacement percentages of sand, 10% sand replacement with copper slag and coal bottom ash in equal proportion yields the greatest compressive strength value. The results of the tests show that increasing the sand replacement by combining copper slag and coal bottom ash enhances the compressive strength up to 50% when compared to the reference concrete. Later that, a small reduction was noticed in comparison to the reference mix. Concrete mixes gained its strength at curing age of 7 days were 60.88%, 70.93%, 61.25%, 65.35%, 59.33%, 49.30% of their 28 days compressive strength at 10%, 20%, 30%, 40%, 50%, 60% replacement, respectively, whereas reference concrete mix gained its compressive strength by 51.84% of its 28 days compressive strength. 7 days of water curing, concrete mixes incorporating 10%, 20%, 30%, 40%, and 50% of Cu slag and Coal BA in equal proportion gained its compressive strength by 56.55%, 64.58%, 42.82%, 57.63%, and 23.42% in reference to the control mix or reference concrete mix. 7 days strength increment observed from 12.96 to 15.996 MPa for concrete containing 0 to 50% replacement, Similarly 28 days compressive strength increased from 25 to 33.33 MPa from 0% to 50% replacement of fine aggregate with waste Cu slag and Coal BA in equal proportion. This gain in compressive strength of the designed concrete mix was mainly affected by copper slag percentage increment because the effect of Coal BA replacement in concrete on its 7 and 28 days compressive strength shows a similar trend as reference concrete mix [12]. Hence, gain in compressive strength was caused by the physical properties of copper slag. The density of copper slag was more than river sand so the quantity of copper slag was required more. The particles of copper slag were useful in increasing the stress concentration of the designed concrete mix due to the increased compressibility of copper slag grains as compared to river sand [16]. Also, the sharp edge of particles of copper slag help in the cohesion of concrete mix [19]. 7-Day and 28-day compressive strength enhanced up to 40% replacement of fine aggregate after that it decreases. This decrease in strength of the designed concrete mix occurred due to the low water absorption property and glassy texture of copper slag which lead to excess water in the concrete mix [19]. The decrease in strength was further confirmed by the presence of a large number of voids in the designed concrete mix observed in SEM.

Comparison of 7-day and 28-day compressive strengths of all concrete mixtures. C 28-Day strength and D 7-day strength
Microstructural analysis
SEM and EDS
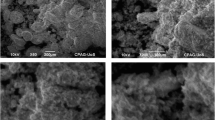
The Zeiss EVO-50 was utilized to examine scanning electron micrograph images, and secondary electron images were employed throughout. Calcium silicate hydrate is a prevalent mineral/compound. Shape and size of grains, orientation/concentration and dispersion of particles, mix topology, and pore structure are the parameters responsible for changes in the mechanical behavior of the CSH phase. Going through the various literature [11, 16], It is assumed that Spherical shape particles are considered as bottom ash, bright images/white shows CSH gel, and dark matter shows Inert aggregate. The fundamental structure of each concrete sample examined is the same, i.e. the design and control mixes have been kept constant in each sample, with only the Cu slag and coal bottom ash fractions changing. The unique morphology of concrete affects mechanical properties such as compressive strength [12]. The morphology of concrete is mainly affected by the W/C ratio, the addition of mineral mixtures, the type of cement, and the hydration time. Scanning electron microscope images of control or reference concrete and structural concrete are shown in Figs. 11, 12, and 13. Figure 11 shows some calcium silicate hydrate (C–S–H) gels and microcracks that form on the reference concrete. Figure 12 shows crystals of dense and compact C–S–H gel, ettringite needles, and portlandite deposits in a 10% alternative concrete cement paste. EDS analysis of concrete mixes further confirms the formation of C–S–H gel in concrete through the peaks of Si and Ca. The dense microstructure of designed concrete mix with the percentage increment of waste Cu slag and Coal BA results in higher strength. Figure 13 demonstrates a large number of voids and plate-type structures are formed in a designed concrete mix incorporating 60% replacement of fine aggregate. When percentage replacement increases above 40%, a reduction in compressive strength occurred due to the presence of excess water in the concrete mix which was not absorbed by aggregates and results in a large number of voids and plate-like structures [16].

SEM image of M0 concrete mix

SEM image of M1 concrete mix

SEM image of M6 concrete mix
EDS analysis was also carried out on concrete mix containing 0, 10, and 60% of waste Cu slag and Coal BA are illustrated in Figs. 14, 15, and 16, respectively. Peaks of Ca, Si, Al, O, Fe, Mg, and K were observed by EDS analysis of concrete mix. Atomic percentage of Calcium and Silica for 0, 10, 60% replacement ratio were 29.15, 30.06, 30.07 and 11.64, 12.79, 10.56, respectively. Hence, Ca/Si ratio for concrete mix with 0%, 10%, 60% replacement ratio was found to be 2.50, 2.35, 2.84, respectively. Lower Ca/Si ratio and higher silica content in concrete mix leads to good pozzolanic reaction and results in higher compressive strength [30].

EDS analysis of M0 control concrete mix

EDS analysis of M1 concrete mix

EDS analysis of M6 concrete mix
XRD
As shown in Figs. 17, 18, 19, the X-ray diffraction pattern of the concrete mixture contains 0, 10, and 60% substitutions with a water cure time of 28 days. Basically, the XRD figure shows the crystal structure of concrete. The major peaks of the concrete mix without replacement of fine aggregate were of Anorthite, Quartz (Silica oxide), Calcium hydroxide, Calcite or Calcium carbonate while in 10% replacement, the major peaks were formed of Gismondine, Quartz (Silica oxide), Anorthite, Portlandite (Calcium hydroxide) and the presence of Tricalcium silicate was also observed. Peaks of XRD analysis for 60% replacement were of Quartz, Gismondine, Alite, Belite, and Anorthite. In the Gismondine phase, the chemical formula of CaAl2Si2O8.4H2O indicated the monoclinic system. Anorthite phase has the chemical formula of CaAl2Si2O8 representing a triclinic crystal system. XRD pattern of the concrete mix without any replacement of sand is shown in Fig. 17. C–S–H and CaOH2 (calcium hydroxide) phases are also found, indicating an increase in the strength of the concrete mixture with 10% replacement of fine aggregate by waste Cu slag and coal BA. Figure 18 shows some peaks of C3S (Alite) which means this compound was not fully consumed but C2S (Belite) is fully consumed at 28 says While peaks of Alite and Belite in Fig. 19 indicate that the compounds are not fully consumed at 28 days.

M0 control concrete mix XRD analysis. A—anorthite, Q—quartz, C—calcite, CH—calcium hydroxide

M1 concrete mix XRD analysis. G—gismondine, A—anorthite, Q—quartz, C—calcite, CH—calcium hydroxide, Ae—alite

M6 concrete mix XRD analysis. G—gismondine, A—anorthite, Q—quartz, Ae—alite, Be—belite
Conclusion
The study was carried out to determine the appropriateness and best usage of waste copper slag and coal bottom ash as fine aggregate replacements in concrete. Due to their adverse physical qualities, copper slag and coal bottom ash are appropriate for partial replacement of fine aggregate in concrete, according to test results. The following discussion focuses on the study's result.
-
Adding copper slag and coal bottom ash increases the workability of freshly mixed concrete gradually.
-
As the percentage of (CS + CBA) increases, the density of concrete falls. There was no discernible variation in unit density between one day and 28 days.
-
Substituting copper slag and coal bottom ash for natural sand up to 50% enhanced compressive strength relative to reference concrete, but beyond that, a loss in strength was found. Although compressive strength at 40% yields the most strength with increasing use.
-
The 10% replacement in concrete included more silica and a lower Ca/Si ratio, resulting in greater compressive strength.
-
SEM results showed that as the percentage grew, thick and dense C–S–H gel was produced, resulting in enhanced strength. Furthermore, a significant number of voids and plate-like structures were seen in 60% replacement concrete cement paste, indicating a loss in strength.
-
Concrete made with copper slag and coal bottom ash instead of fine aggregate will save about 50% of natural sand.
The utilization of copper slag and coal bottom ash in construction will not only improve the properties but will also minimize the use of natural resources such as sand. This will encourage the recycling of industrial waste and contribute to the sustainable development of infrastructure.
References
Churcill VE, Amirkhanian SN (1999) Coal ash utilization in asphalt concrete mixtures. J Mater Civ Eng 11(4):295–297
Sharma R, Khan RA (2017) Durability assessment of self compacting concrete incorporating copper slag as fine aggregates. Constr Build Mater 155:617–629
ICSG (2021) ICSG releases latest copper market forecast 2021–2022. Available from http://www.icsg.org/index.php/111-icsg-releases-latest-copper-market-forecast-2021-2022
Sharma R, Khan RA (2017) Sustainable use of copper slag in self compacting concrete containing supplementary cementitious materials. J Clean Prod 151:179–192
Shi C, Meyer C, Behnood A (2008) Utilization of copper slag in cement and concrete. Resour Conserv Recycl 52:1115–1120
Obe RKD, de Brito J, Mangabhai R, Lye CQ (2016) Sustainable construction materials: copper slag. Woodhead Publishing, Cambridge
Gorai B, Jana RK, Premchand. (2003) Characteristics and utilisation of copper slag—a review. Resour Conserv Recycl 39(4):299–313
Supekar N (2007) Utilisation of copper slag for cement manufacture construction management and review. Sterlite Industries (I) Ltd, Tuticorin
Prem PR, Verma M, Ambily PS (2018) Sustainable cleaner production of concrete with high volume copper slag. J Clean Prod 193:43–58
Ozkan O, Yuksel I, Muratoglu O (2007) Strength properties of concrete incorporating coal bottom ash and granulated blast furnace slag. Waste Manage 27(2):161–167
Aggarwal Y, Siddique R (2014) Microstructure and properties of concrete using bottom ash and waste foundry sand as partial replacement of fine aggregates. Constr Build Mater 54:210–223
Singh M, Siddique R (2014) Strength properties and micro-structural properties of concrete containing coal bottom ash as partial replacement of fine aggregate. Constr Build Mater 50:246–256
Rafieizonooz M, Mirza J, Salim MR, Hussin MW, Khankhaje E (2016) Investigation of coal bottom ash and fly ash in concrete as replacement for sand and cement. Constr Build Mater 116:15–24
Singh M, Siddique R (2013) Effect of coal bottom ash as partial replacement of sand on properties of concrete. Resour Conserv Recycl 72:20–32
Zhou H, Bhattarai R, Li Y, Si B, Dong X, Wang T, Yao Z (2022) Towards sustainable coal industry: turning coal bottom ash into wealth. Sci Total Environ 804:149985
Wu W, Zhang W, Ma G (2010) Optimum content of copper slag as a fine aggregate in high strength concrete. Mater Des 31(6):2878–2883
Al-Jabri K, Taha R, Al-Hashmi A, Al-Harthy A (2006) Effect of copper slag and cement by-pass dust addition on mechanical properties of concrete. Construct Build Mater 20(5):322–331
Al-Jabri KS, Hisada M, Al-Oraimi SK, Al-Saidy AH (2009) Copper slag as sand replacement for high performance concrete. Cement Concr Compos 31(7):483–488
Al-Jabri KS, Al-Saidy AH, Taha R (2011) Effect of copper slag as a fine aggregate on the properties of cement mortars and concrete. Constr Build Mater 25(2):933–938
Dos Anjos MAG, Sales ATC, Andrade N (2017) Blasted copper slag as fine aggregate in Portland cement concrete. J Environ Manage 196:607–613
Ambily PS, Umarani C, Ravisankar K, Prem PR, Bharatkumar BH, Iyer NR (2015) Studies on ultra high performance concrete incorporating copper slag as fine aggregate. Constr Build Mater 77:233–240
Singh M, Siddique R (2015) Properties of concrete containing high volumes of coal bottom ash as fine aggregate. J Clean Prod 91:269–278
Singh M, Siddique R (2016) Effect of coal bottom ash as partial replacement of sand on workability and strength properties of concrete. J Clean Prod 112:620–630
Yüksel İ, Bilir T, Özkan Ö (2007) Durability of concrete incorporating non-ground blast furnace slag and bottom ash as fine aggregate. Build Environ 42(7):2651–2659
Bilir T (2012) Effects of non-ground slag and bottom ash as fine aggregate on concrete permeability properties. Constr Build Mater 26(1):730–734
IS: 1489-1991 (Part-I). Portland pozzolana cement specification. Bureau of Indian Standard, New Delhi, India
IS383, 2016. Coarse and fine aggregates from natural sources for concrete—specification. Bureau of Indian Standards, pp 1–29. ICS No. 91.100.30 (CED 2-7992)
IS: 10262-2009. Recommended guidelines for concrete mix design. Bureau of Indian Standard, New Delhi, India
BIS: 516-1959. Indian standard code of practice- methods of test for strength of concrete. Bureau of Indian Standards, New Delhi, India
Gupta N, Siddique R (2020) Durability characteristics of self-compacting concrete made with copper slag. Constr Build Mater 247:118580
Acknowledgements
This work was supported by the Madan Mohan Malaviya University of Technology, Gorakhpur.
Funding
Nil.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
No conflict of interest.
Rights and permissions
About this article

Cite this article
Singh, G., Chaurasia, S. “Feasibility of waste copper slag with coal bottom ash in concrete as partial substitution of fine aggregate”. Innov. Infrastruct. Solut. 7, 164 (2022). https://doi.org/10.1007/s41062-022-00773-4
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s41062-022-00773-4