
Abstract
In the midst of challenges facing affordable, safe and sustainable housing development, there is a continuous increase in the vast amounts of carton papers, melon seed husks, and groundnut shells discarded as waste materials. This is of great concern, especially, as such residues are under-utilised and their improper disposal creates grave problems. Thus, this work was designed to assess the feasibility of solving the emerging problems by valorising the said wastes into value-added products that can be used for building construction. Samples containing varying weight proportions of waste carton paste (WCP) and melon seed husk (MSH) were developed using Topbond as binding agent. Other samples were similarly fabricated but with groundnut shell (GNS) as a component. From the results of tests performed to investigate strength and heat transfer behaviour of each developed sample, it was observed that nailability remained 100% irrespective of the composite formulations adopted. In other cases, the test results varied according to WCP loadings. Though samples containing MSH appeared to be more efficient than their counterparts with GNS content for thermal insulation, the observed differences in the results were statistically insignificant. Aside being sustainable and inexpensive, it was found generally that the afore-mentioned wastes are promising alternative raw materials for production of medium-density panels that are environmentally-friendly and also suitable for use as either ceiling or interior partition boards for effective thermal insulation in buildings. Such undertakings have the potential to minimise the adverse effects that could be caused by the wastes in question.
Graphical Abstract

Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Agriculture is a critical sector of a nation’s economy and it plays several significant roles among which include poverty reduction (through creation of employment opportunities), income generation, and improvement of food security. With the introduction of technological innovations into farming operations, there have been various unprecedented breakthroughs in yields as far as crop production is concerned. In this regard, leguminous plants are not left out. One crop that has gained prominence under this consideration is melon (Citrullus colocynthis L.), a cash crop that originates from the Middle East to the Mediterranean and belongs to the family known as Cucurbitaceae. In their study, Giwa and Akanbi (2020) observed that the high yield of crop is strongly linked to the species cultivated as well as cultural and agricultural practices involved in its production. On the global scale, it was reported that 576,000 tons of egusi melon seeds were produced in 2002 out of which Nigeria, Cameroon, Sudan, DR Congo, Central Africa Republic, Chad, and China accounted for 347,000 tons, 57,000 tons, 46,000 tons, 40,000 tons, 23,000 tons, 20,000 tons, and 25,000 tons respectively (Adebayo and Yusuf 2015). By producing 585,347 tons of melon seeds in 2018, as captured in Food and Agricultural Organisation of the United States Statistics (FAOSTAT), Nigeria has been ranked as the highest producer with 60% increase in the global melon seed production (FAOSTAT 2018). Also, increase in overall global production of melon was found to be 0.33% from 2008 to 2009 and 24% since 2001 (Nkansah et al. 2012).
Another leguminous oilseed crop of great importance and typical high yield is groundnut (Arachis hypogaea L.). This cash crop is commonly referred to as “king of oil seeds” and it is grown in over 100 countries worldwide (Madhusudhana 2013). As of 2012, groundnut was grown on nearly 24.6 million hectares and the yield amounted to 41.3 million tons with China, India, Nigeria, USA, and Myanmer leading in the production globally (Ajeigbe et al. 2014). Research report has it that groundnuts can generate modest yields even under unfavourable conditions where other crops may not succeed (Ojiewo et al. 2020). The information made available by Tiwari (2019) revealed improvement in the yield of groundnut from 1095 kg per hectare to 2071 kg per hectare with the likelihood of increased production from 3.73 million tons in 2018 to 5.1 million tons in 2019.
While being low priced commodities, several benefits can be derived from melon and groundnut seeds. For instance, melon seeds are good/rich sources of protein (Ann et al. 2016; Patel and Rauf 2017; Olubi et al. 2019) and they are commonly used for preparation of food. Besides, the oil extract from melon seeds is very useful for nutritional (Mabaleha et al. 2007; Jarret and Levy 2012), medicinal (Oluba et al. 2011; Chen et al. 2012; Xu et al. 2016), and industrial (Lawal et al. 2012; Isaac and Ekpa 2014) purposes. It can, as well, be used to produce biodiesel fuel (Giwa et al. 2010, 2014; Fadhil 2013) and pesticides (Nzelu and Okonkwo 2016). Similarly, studies conducted on nutritional chemistry showed that groundnut is rich in zinc and protein and it remains a valuable source of essential nutrients (Madhusudhana 2013; Settaluri et al. 2012; Toomer 2018). Within food manufacturing industry, this has necessitated the crushing of around 50% of the world’s groundnut production into groundnut oil used either for cooking or as an ingredient in final food products such as chocolate/confectionery, butter, baked goods and sauces.
It has been observed that when transporting melons or groundnuts for wholesale, packaging is mostly done in cartons made of paper and such cartons are then after discarded as waste materials. Also, during processing of the crops, large quantities of residues like husks (in the case of melon) and shells (in terms of groundnuts) are produced every year. From agricultural sources, these residues constitute a greater part of the wastes generated. Aji et al. (2018) noted in their work that groundnut seeds, from which the shells are extracted, constitute 65% to 755 of the pod (outer layer of groundnut). Notably, in trying to reduce the volume of the aforementioned wastes generated, efforts have been made and focussed on re-using or transforming each of them for some beneficial purposes as clearly stated in the reports of Okieimen and Onyenkpa (1989), Foo and Hameed (2012), Kimeng et al. (2015), Okorie et al. (2020), and Aitokhuehi (2016). However, due to growing importance and hence, high consumption of melon and groundnut, there are accompanying increases in their production which equally lead to under-utilisation of vast amounts of the residues generated after processing the crops (World Watch Institute 2017; Duc et al. 2019). The fact that current strategies for the disposal and management of municipal solid wastes in developing countries are not only inefficient, but also unsustainable and devoid of environmental friendliness result in open burning, indiscriminate dumping, or unplanned landfilling of the wastes by agricultural-based industries and individuals. Certainly, such disposal practices create grave problems like posing of environmental nuisance, exacerbation of greenhouse gas prevalence, degradation of agricultural soil, and so on, thereby requiring an urgent need to consider more efficient routes for valorising the wastes in question. Thus, this work is designed to develop composite panels using melon seed husks, groundnut shells, and waste carton papers and then assess the suitability of using the fabricated materials for structural applications. As per the authors' information, such attempt has not been reported in the literature. It is, therefore, hoped that findings from this work will have a great deal of usefulness especially in the current scenario of sustainable development with the proposal to reduce wastes in food service sectors and industries, and also minimise the adverse effect of climate change.
2 Experimental Work
2.1 Materials
Melon seed husks, groundnut shells, and waste carton papers were utilised as raw materials in this study. Each of these materials was obtained in a large quantity from various sources including open markets, shops, dumpsites, and fruits/food vendors within Uyo Local Government Area, Akwa Ibom State, Nigeria, lying between latitude 4o32’’ and 5o33’’ North and longitude 7o35’’ and 8o25’’ East.
2.2 Processing of the As-Collected Materials
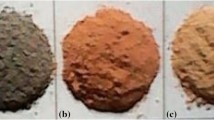
After the surfaces of the waste carton papers had been cleaned to remove dirts from them by means of a hard shoe brush, shredding was done using scissors. The carton pieces obtained were soaked in warm water at 45 °C for 24 h in order to soften them. On removal from the water, the soaked material was squeezed lightly (to remove excess water from it) and then pounded into paste. The paste formed was subjected to continuous sun-drying and weighing until no further reduction in its weight was observed. Also, the melon seed husks and groundnut shells were initially and separately washed in warm water to remove sand and any other accompanying impurities from them. This was followed by complete sun-drying of the washed materials before each of them was comminuted with the aid of Agate mortar and pestle. Apart from the prime benefit of having a great control on the grinding and crushing like activities, using Agate mortar and pestle (instead of a grinder) ensured reduction in the level of impurities that might be introduced into the sample during grinding. After that, the particles were screened in each case using a 1.68 mm standard sieve. A reasonable quantity of each sieved material was subjected to compositional analysis of the lignocellulosic contents following the Technical Association of Pulp and Paper Industry (TAPPI) Standards T-203 and T-222 as reported by Johar et al. (2012), Bano and Negi (2017). Figure 1 shows the processed forms of the raw materials used to fabricate the samples to be subjected to various tests.

Processed forms of the raw materials. (a) Waste carton paste (b) Melon seed husks (sieved) (c) Groundnut shells (sieved)
2.3 Fabrication of Test Samples
In this study, hand lay-up technique was employed to develop boards from the processed raw materials and use them as test samples. Various weight proportions of the melon seed husk were thoroughly mixed with the waste carton paste and topbond (General purpose white glue manufactured by PURECHEM Ltd) was used as binding agent at 80% by weight of the sample composition. The resulting mixtures were then cast into separate moulds. Adequate compaction of each cast was performed using a laboratory-made compaction machine maintained at 5kN for 3 h before the boards were removed from their respective moulds. The same procedure was adopted to develop boards using similar proportions of the waste carton paste but with the groundnut shells. In both cases, five replicate boards were developed per formulation and allowed to dry completely in air to become moisture-free. Samples meant for specific heat capacity test were formed in moulds of dimensions 100 mm x 100 mm x 6 mm whereas those for other tests were developed in moulds measuring 300 mm x 300 mm x 15 mm. In all the cases, aluminium foil paper was placed over each mould cavity to prevent delamination and enhance quick and easy removal of the boards. Also, prior to their use as test samples in this work, the fabricated boards were cut and machined to conform to the required size and shape for a particular intended test.
2.4 Properties Investigation
2.4.1 Bulk Density
This property indicates the extent to which matter is compacted in a given volume (including void spaces) of a material. In this work, the mass of each test sample was measured using a digital balance (S. METTLER HZ–K600g) with resolution of 0.1 g and the bulk volume of the sample was determined by modified water displacement method (Robert et al. 2019). White candle wax discarded as waste was melted and used for the purpose of coating the surfaces of each test sample. Also, complete immersion of the coated sample was ensured. By subtracting the volume of the candle wax coating on the sample from the volume of the coated sample, the bulk volume of the test sample was obtained. Then the required density was calculated as
where \(\rho\) = bulk density of the sample, \(M\) = mass of the sample, and \(V\) = bulk volume of the sample.
2.4.2 Water Absorption and Thickness Swelling
Since the samples under investigation are porous, there is no doubt that they can take in water which may get in contact with them while in use. Thus, these tests are necessary to provide useful information for proper characterisation of the samples so as to determine the application(s) for which they are most suitable in order to perform optimally in such situation. Before immersion in water, each sample was weighed using the balance and the thickness was measured by means of digital vernier callipers. All the samples were then immersed simultaneously in water at 26 °C. After 24 h, they were removed from the water and allowed to surface-dry (by placing them separately on a large sieve for some seconds, making sure that the excess water on their surfaces disappeared) before the mass and thickness of each of them were measured again. The percentage water absorption was computed using the formula
where \(WA\) = percentage water absorption of the sample, \({M}_{0}\) = mass of the sample before immersion in the water, and \({M}_{i}\) = mass of the sample after immersion in the water.
Similarly, thickness swelling was evaluated as the percentage increase in the thickness of each sample, expressed mathematically, thus
where \({T}_{s}\) = thickness swelling of the sample, \({T}_{0}\) = thickness of the sample before immersion in the water, and \({T}_{i}\) = thickness of the sample after immersion in the water.
2.4.3 Specific Heat Capacity
This test was performed on the samples using SEUR’S apparatus as described in details elsewhere (Etuk et al. 2020). In the design of the device used in this work, the inner cavity was made to accommodate three plates each of thickness 6 mm. These plates were prepared from aluminium sheet, plywood sheet (brown colour) and test samples (meant for this test). They were cut into square sizes measuring 60 mm x 60 mm and used as accessories for heat exchange. For each test schedule, the aluminium plate was oven-heated at 60 °C before it was transferred by tongs and sandwiched between the test sample plate and plywood plate. Also, digital thermometers (Model No. 305) were calibrated and used for temperature monitoring and measurements by means of type–K probe. The specific heat capacity of each sample was determined using the relation
where \(c\) = specific heat capacity of the sample, \({Q}_{a}\) = quantity of heat lost by the aluminium plate,\({Q}_{p}\) = quantity of heat gained by the plywood plate,\(M\)= sample’s mass, and \(\Delta \theta\) = rise in temperature of the sample.
2.4.4 Thermal Conductivity, Thermal Diffusivity, and Thermal Effusivity
The data for thermal conductivity determination were obtained with the aid of Heat Flow Meter (HFM 100 series) in accordance with the standard procedure stated in ASTM C518 (2017). This instrument has two heating plates between which a test sample is placed. Also, it is equipped with two heat-flux sensors and one is integrated into each plate to monitor heat flux generated due to temperature difference between the top and bottom plates at regular intervals. When a steady-state heat flux was observed, the data gathered were applied to calculate the value of thermal conductivity of the sample, based on Fourier’s law of one-dimensional heat transfer, as
where \(k\) = thermal conductivity value of the sample, \(Q\) = quantity of heat flowing per second, \(x\) = sample’s thickness, \(A\) = cross-sectional area of the sample, and \(\Delta T\) = difference in temperature between the surfaces of the sample in contact with the plates.
The values of thermal conductivity, bulk density, and specific heat capacity obtained were applied to determine the corresponding thermal diffusivity, \(\lambda\) as
and also in the computation of thermal effusivity, \(e\) as (Marín 2008).
2.4.5 Nailability
This expresses the tendency of a material to allow nail penetration by hammering. It was deemed necessary in this study since some porous panels/boards cannot withstand nailing as a method employed to join them to other materials to achieve the purpose for their procurement. Nailability test was conducted by driving a long nail (of thickness 4 mm) with the aid of carpenter’s hammer through the thickness of each test sample. The process was discontinued when either a visible crack was observed or the pointed end of the nail appeared on the opposite side of the sample. At that instant, the remaining length of the nail was measured with a metre rule. The nailability of the sample was then determined as
where \({n}_{b}\) = nailability of the sample, \(H\) = total height of the nail used, and \(h\) = remaining length of the nail at the discontinuation of nailing.
2.5 Flexural Strength, Modulus of Elasticity, and Internal Bond Strength
The data obtained by using three-point bending technique (ASTM D790 2017) were used to determine the flexural strength and modulus of elasticity of each sample. For each test schedule, a test sample was placed on the flexure assembly of a Computerised Electromechanical Universal Testing Machine (WDW-10) and then loaded at the middle of the support span at a test speed of 1 mm/min. The deflection of the sample for each applied load was taken until the sample failed flexurally. At that moment, the (maximum) value of load, \(L\) applied was used with the values of span length, \(d\), sample’s width, \(b\), and thickness, \(x\) to calculate the flexural strength, \(\sigma\) thus
Also, the load and deflection data were graphed to obtain flexural stress–deflection curve. The slope of the linear portion of the graph was deduced and then used to determine the modulus of elasticity according to the equation
where \(E\) = modulus of elasticity of the sample, and \({S}_{g}\) = slope of the straight line portion of the stress–deflection curve.
The internal bond strength, \({I}_{B}\) was determined for each sample following the approach used by Suleiman et al. (2013).
All the tests were conducted at a temperature of (24 ± 1) oC and relative humidity of (50 ± 2) % and the mean values of the investigated properties were determined with their standard error.
3 Results and Discussion
The results of compositional analysis carried out to examine the proportions of lignocellulosic contents of the melon seed husk and groundnut shell used in this work are presented in Table 1. Table 2 shows the mean and corresponding standard error values of each property examined for the fabricated samples.
The results in Table 1 show that the proportions of lignocellulosic components are higher in groundnut shell (GNS) than in the case of melon seed husk (MSH). Such remarkable differences in percentages of same chemical constituents: cellulose (22.98%), hemicelluloses (23.61%), and lignin (11.89%) simply portray that although GNS and MSH are fibres, the extent to which they can perform for a particular application cannot be the same.
In Table 2, the results show that samples developed with fractions of MSH have lower bulk density values than their counterparts containing GNS, thus indicating that MSH is lighter than GNS. In other words, the quantity of matter contained in GNS for a particular volume is more than the amount present in MSH for the same volume, regardless of location and gravitational force. For that reason, the number of voids is greater in samples made with MSH as a component compared to those developed similarly but with GNS fractions. Based on the criteria outlined in EN312 (2010) for classification of particleboards, all the samples fabricated in this work can be regarded as medium-density panels.
Regarding water absorption, samples with GNS content show a greater tendency than those containing MSH at similar levels. Since all the samples contain the same amount of the binder and were compacted under same conditions, it is doubtless that the chemical nature of WCP, MSH, and GNS contributes a great deal to the extent of water absorbed and retained as exhibited by the samples. To give an idea, cellulose and hemicellulose contain high hydroxyl groups and as such, they absorb a lot of water because hydroxyl groups form bonding readily with water. Though lignin is hydrophobic hydrophilic, its percentage in the fibres is far lower than that of either cellulose or hemicelluloses. This makes MSH and GNS to be characterised by the hydrophilic nature of their cellulose and hemicelluloses contents. Even so, it is obvious that the hydrophilicity of the fibres increases as the proportion of the cellulose and hemicelluloses they contain increases. Thus, GNS has a greater affinity for water absorption because it contains greater percentages of cellulose and hemicelluloses compared to MSH. However, the percentage of water absorption obtained for each of the samples is observed to be within the allowable limit of 20% to 75% specified in Standard (2008) as minimum FAO standard for particleboards. Güler and Büyüksary (2011) reported water absorption of (77.57 ± 6.30)% for Peanut Hull Particleboard of bulk density 796kgm−3 recommended for use as insulating material in building. At bulk density comparable to the said value, it can be deduced that the samples investigated in this work have at least 21.28% water-resisting ability over the Peanut Hull Particleboard. Figure 2 illustrates that the bulk density and water absorption of the samples increase with increasing proportions of WCP used. This is possible because, among the fibres utilised in developing the composite panels (samples), WCP is the densest and it also has the highest water-absorbing ability. It could be averred that the panel made using GNS with 25% content of WCP is as light as the one that contains equal fractions of WCP and MSH.

Variations of bulk density and water absorption of the samples with proportion of WCP
It is understood that WCP, MSH, and GNS are porous materials and so are the samples fabricated using them. Therefore, there is possibility that the absorbed water accommodates in the existing pores in the samples and causes swelling of the added lignocelluloses materials which in turn affects the thickness of each sample. As such, thickness swelling in this case is basically material-dependent. In line with water absorption phenomenon, it can be emphasised that the more hydrophobic a material is, the less thickness swelling it will exhibit and contrariwise. It is evident from the results that, for the samples developed with one particular fibre in this work, the highest value of thickness swelling is obtained in the case of the sample containing WCP whereas the lowest value of such property is got for the sample that contains MSH. This observation is strongly supported by the ranking in hydrophilicity of the fibres, showing that WCP takes the lead followed by GNS and then the MSH. Besides, it agrees excellently with the assertion by De Souza et al. (2011) that high thickness swelling is expected from high water absorption. That, as well, is in tandem with the report of Shukla and Kamdem (2009) that a direct relationship exists between thickness swelling and water absorptionof laminated veneer lumber made from yellow-poplar. By implication, incorporation of either MSH or GNS into WCP is a promising way of minimising moisture build-up in the fibre-binder interface, thereby reducing the thickness swelling tendency of the WCP in the developed panels. The maximum thickness swelling for a 24-h immersion is stipulated to be 15% for load-bearing particleboards and 14% for heavy-duty load bearing particleboards (EN312 2010). Also, 25% is specified in ASTM D1037 (2012) as the maximum thickness swelling value for the same time period in the case of particleboards meant for general use. Since the information got from thickness swelling reflects the stability level of a panel’s dimensions (Law and Ishak 2010), it can be adjudged that though each of the samples meets the thickness swelling requirements of the two standards, those made with various proportions of MSH are more dimensionally stable than their counterparts containing GNS.
It is evident from the results of specific heat capacity test that samples made with varying fractions of WCP and MSH display greater heat storing ability than those fabricated at similar levels of WCP but with GNS as a component. Specific heat capacity gives a measure of energy it takes to change the temperature of a system. Based on the results presented, it follows that for accomplishment of temperature rise of a unit mass by one Kelvin, the sample with 100% content of WCP requires less heat (136.81 ± 2.21)J compared to the sample developed with GNS at 100% level, and (169.48 ± 2.48)J less than the amount needed in the case of sample containing 100% of MSH. At 25%, 50%, and 75% contents of WCP, the difference noticed in the specific heat capacity values of the resulting composite panels due to incorporation of MSH and GNS is 25.34 Jkg−1 K−1, 1.80 Jkg−1 K−1, and 9.27 Jkg−1 K−1 respectively. Not only that, utilisation of at least 25% of either MSH or GNS in the composite mix is observed to yield a sample that has specific heat capacity value greater than 1340 Jkg−1 K−1reported by Vijayalakshmi et al. (2006) for expanded polystyrene foam, popularly used as structural insulation panel in building design.
Under given conditions, thermal conductivity is a transport property that expresses the ability of a material to allow heat transmission through its thickness in a direction perpendicular to its cross-sectional surface due to temperature gradient. In non-metallic solids that are dry and porous like the samples investigated in this work, the amount of air present in the voids within them plays an important role among the many factors that influence thermal conductivity. The differing abilities for heat conduction exhibited by the samples developed with 100% content of the fibres clearly attest the distinctiveness of the samples from one another on the basis of their pore sizes. Stating in another way, the said samples contain interstices which in turn give rise to the void spaces filled with air. The void spaces then constitute the pore geometry of each of the samples. Thus, with constancy of other factors that influence thermal conductivity, the differences in the intrinsic nature of the fibres bring about non-uniformity in the number of interstices. Eventually, the volume of air entrapped within a particular sample varies positively and correlates strongly with the pore size of the sample. Air is known to be one of the poorest heat transmitters. Taking that into consideration, it could be rightly averred that the smallest volume of air is enclosed within the sample containing 100% of WCP whereas the sample produced with MSH at 100% level contains the largest volume of entrapped air. Consequently, at similar proportions of WCP, the values of thermal conductivity obtained for samples with MSH content are less than those got in the case of samples with GNS content. However, the thermal conductivity values of the studied samples are observed to fall between 0.023 Wm−1 K−1 and 2.900 Wm−1 K−1 being the range recommended by Twidell and Weir (1990) and Rajput (2015) for heat-insulating and building construction materials. It can therefore be inferred that, among the samples investigated in this work, the one that exhibits the lowest thermal- insulating ability is about 95.62% better than the least heat-insulating material suitable for building construction purposes.
Since thermal resistivity is the inverse of thermal conductivity, it is obvious from the results that samples containing various mix proportions of WCP and MSH can perform better than their counterparts made with GNS for thermal insulation applications. The above-mentioned influence of the enclosed air underlines a positive relationship between bulk density and thermal conductivity for the samples and this observation is consistent with the findings reported by Kiran et al. (2012) on Bamboo Mat Board. As a material-specific property that characterises unsteady heat conduction, thermal diffusivity relates directly with thermal conductivity and gives a description of how quickly a material reacts to a change in temperature. With the values obtained for the samples, it means that incorporation of MSH results in samples of improved thermal insulation efficiency over those fabricated by using GNS at similar mix proportions. In Fig. 3, it can be seen that thermal conductivity and thermal diffusivity of the samples increase as WCP loading increases. This stems from the fact that WCP has the greatest ability for heat conduction in addition to the tendency to allow the heat spread at the fastest rate and propagate temperature variations, compared to MSH and GNS. As earlier noted, WCP has the smallest number of interstices and that correlates with the least volume of air enveloped within it. Therefore, by increasing its loadings in the developed composites, restriction on heat transmission is reduced, resulting in increased rate of thermal disturbance distribution within the samples.

Variations of thermal conductivity and thermal diffusivity of the samples with proportion of WCP
As far as thermal waves propagation is concerned and environmental temperature changes, thermal interaction of materials with their surroundings is inevitable. In this study, thermal diffusivity of the samples increases with increasing fractions of WCP. Composites developed with GNS as a component have greater values than those containing MSH, thus implying absorption of less heat by the latter in order to heat up significantly at surface level.
Moreover, the 100% nailability got for the samples indicate the possibility of joining any of them to other suitable panels by nailing. This is, plausibly, due to the binder (topbond) used. For instance, in the work of Okorie et al. (2020), the composite boards made by incorporating at least 25.6% of tigernut fibre into waste carton paste and gluing them using 10% \(\frac{w}{v}\) cassava starch slurry in 0.8 binder to composite ratio failed to withstand nailing. Like the said tigernut fibre, MSH or GNS used in this work is refractory but topbond is a solvent-based adhesive that has a greater bonding strength than cassava starch slurry. This therefore promotes strong adhesion of the fibres to WCP and as a result, enables a successful nail penetration to be achieved.
The internal bond strength of the samples increases with increasing proportions of WCP, showing that the ability to survive perpendicular force, if applied, is enhanced by the WCP component. As can be seen, the internal bond strength values obtained for panels with GNS content are slightly greater compared to those for panels containing MSH of similar proportions. This may be attributed to a better cross-linking of cellulose and hemicelluloses contents of GNS particles in the samples than in the case of utilising MSH. The samples meet the minimum internal bond strength requirement of 0.24 N/mm2 stipulated in EN312 (2010) for particleboards meant for general purpose. But for interior fitments or load-bearing purpose, minimum internal bond strength of 0.35 N/mm2 is recommended and among the studied samples, only those that contain WCP with at most 50% of MSH or 75% of GNS are found to satisfy such conditions.
Variations in other mechanical properties are also observed between the samples produced with MSH and those containing GNS. In terms of flexural strength, the roughness of GNS surfaces plays a crucial role, causing samples developed with the fibre to have a greater value than in the case of samples made with MSH at similar levels. This is because the rougher surfaces of GNS promote better adhesion in the composite matrix unlike when MSH is used. For each of the samples, the flexural strength value obtained is greater than 0.1 N/mm2 reported by Ataguba (2016) for composite ceiling boards produced from waste newspaper and rice husk. On the contrary, utilisation of MSH increases modulus of elasticity. This means that each panel developed with it at a particular level has greater stiffness and ability to resist deformation under load compared to its counterpart with GNS content. It therefore follows that a low-modulus panel product allows great bending under load. Samples that contain WCP with fractions of MSH or GNS have modulus of elasticity values that exceed 550 N/mm2 specified in ASTM D1037 (2012) as minimum value for general purpose boards in dry conditions. Also, irrespective of whether MSH or GNS is utilised, decrease in bulk density of the developed samples leads to decrease in bending strength and modulus of elasticity. This submission matches well with the findings from the work of Akbulut and Ayrilmis (2019). Figure 4 reveals positive trend in flexural strength and elastic modulus of the samples as the added proportion of WCP increases. This is mainly because WCP possesses the highest flexural strength and modulus of elasticity compared to other fibres used for fabrication of the composites. At 75% level of WCP, sample with GNS content tends to have the same strength as the one containing MSH.

Variations of flexural strength and modulus of elasticity of the samples with proportion of WCP
Above all, no significant difference is revealed by one-way analysis of variance performed at p ˂ 0.05 between the results obtained from each test for samples developed with fractions of MSH and those got for their counterparts containing GNS. This suggests that the differences in the paired values are slight and the influence of WCP is greater than that of either MSH or GNS in all the composites tested in this work. On the otherhand, an opposite verdict is given by Chi-square test, showing that the remarkable variations in the proportions of WCP used is responsible for the reasonable changes observed in the values of the properties (exception of nailability) with respect to the levels of incorporation of MSH or GNS in the composites.
4 Conclusion
From the results of the tests carried out in this work, only the nailability of each developed panel was observed to remain unchanged, irrespective of the composite mix and formulation adopted. In other cases, the results revealed that composites made using varying proportions of WCP and MSH differ insignificantly from their counterparts fabricated with GNS content. Also, in terms of thermal insulation efficiency, the panels developed with MSH as a component appeared to be better than those containing GNDS at similar levels. Again, the strength properties of all the studied panels compared well with those reported in the literature for panel products used in building construction. Generally, the samples produced were found to be medium-density panels that are suitable for use as either ceiling or interior partition boards in order to ensure effective thermal insulation in buildings. Such wastes valorisation is a promising way of solving the associated disposal problems and also ensuring thermal comfort while enhancing achievement of affordable, safe and sustainable housing development. Above all, waste carton paper, melon seed husks, and groundnut shells are recyclable and they can be considered as potential raw materials in building materials industry.
References
Adebayo AA, Yusuf KA (2015) Analele University. Eftimie Murgu Resita 22:11–22
Aitokhuehi OJ (2016) Egg crate production from carton wastes: An approach for transforming wastes. IOSR J Mech Civil Eng 13(10):28–36
Ajeigbe HA, Waliyar F, Echekwu CA, Ayuba K, Motagi BN, Eniayeju D, Inuwa A (2014): A Farmer’s Guide to Groundnut Production in Nigerian, Patancheru 502324, Telangana, India: International Crops Research Institute for the Semi-Arid Tropics, p 36
Akbulut T, Ayrilmis N (2019) Some advantages of three-layer mediun-density fibreboard as compared to the traditional single-layer one. J Wood Sci 65:46. https://doi.org/10.1186/s10086-019-1822-4
Ann PI, Moses O, Kabuo NO et al (2016) Comparative evaluation of Proximate compositions, functional and physiochemical properties of raw melon seeds of five members of Cucurbitaceae family. Am J Food Sci Nutri 3(1):8–17
ASTM C518 (2017) Standard Test Method for steady-state thermal transmission properties by means of the Heat Flow Meter Apparatus. ASTM International, West Conshohocken, PA
ASTM D1037 (2012) Standard test methods for evaluating properties of wood-based fiber and particle panel materials. ASTM International, West Conshohocken, PA
ASTM D790 (2017) Standard Test Methods for flexural strength properties of unreinforced and reinforced plastics and electrical insulating materials. ASTM International, West Conshohocken, PA
Ataguba CO (2016) Properties of ceiling boards produced from a composite of waste paper and rice husk. Int J Adv Sci Eng Technol 2:117–121
Bano S, Negi YS (2017) Studies on cellulose nano crystals isolated from groundnut shells. Carbohyd Polym 157:1041–1049. https://doi.org/10.1016/j.carbpol.2016.10.069
Chen PH, Chen GC, Yang MF, Hsieh CH, Chuang SH, Yang HL, Kuo YH, Chyuan JH, Chao PM (2012) Bitter melon seed oil-attenuated body fat accumulation in diet-induced obese mice is associated with camp-dependent protein kiase activation and cell death in white dispose tissue. J Nutr 142(7):1197–1204
De Souza F, Del Menezzi CHS, Júnior GB (2011) Material properties and non-destructive evaluation of laminated veneer lumbaer (LVL) made from Pinus oocarpa and P. kesiya. Eur J Wood Wood Prod 69:183–192. https://doi.org/10.1007/s00107-010-0415-0
Duc PA, Dharanipriya P, Velmurugan BK, Shanmugavadivu M (2019) Groundnut shell–a beneficial bio-waste. Biocatalysis Agric Biotechnol 20:101206. https://doi.org/10.1016/j.bcab.2019.101206
EN312 (2010) Particleboards specifications. European Committee for Standardisation, Brussels, Belgium
Etuk SE, Robert UW, Agbasi OE (2020). Design and performance evaluation of a device for determination of specific heat capacity of thermal insulators. Beni-Suef Univ J Basic Appl Sci 9:34. https://doi.org/10.1186/s43088-020-00062-y
Fadhil AB (2013) Optimisation of transesterification parameters of melon seed oil. Int J Green Energy 10(7):763–774
FAOSTAT (2018) Food and agricultural organisation of the United States Statistics. Accessed 9 Mar 2020. https://www.fao.org/faostst/en/#data/QC
Foo K, Hameed B (2012) Preparation and characterization of activated carbon from melon (Citrullus vulgaris) seed hull by microwave-induced NaOH activation. Desalin Water Treat 47(1–3):130–138
Giwa S, Abdullah LC, Adam NM (2010) Investigating Egusi (Citrullus colocynthis L.) seed oil as potential biodiesel feedstock. Energies 3(4):607–618
Giwa SO, Akanbi TO (2020) A review on food uses and prospect of Egusi melon for biodiesel production. Bioenergy Res. https://doi.org/10.1007/s12155-020-10145-4
Giwa SO, Chuad LA, Adam NM (2014) Fuel properties and rheological behaviour of biodiesel from egusi (Colocynthis citrullus L.) seed kernel oil. Fuel Process Technol 122(0):42–48. https://doi.org/10.1016/j.fuproc.2014.01.014
Güler C, Büyüksari Ü (2011) Effect of production parameters on the physical and mechanical properties of particleboards made from Peanut (Arachis hypogaea L.) Hull. Bioresources 6(4):5027–5036
Isaac IO, Ekpa OD (2014) Comparative study on the kinetics of the preparation of melon seed and cotton seed oils based biopolymers. Am J Polym Sci 4(1):7–15
Jarret RL, Levy IJ (2012) Oil and fatty acid contents in seed of Citrullus lanatus schrad. J Agric Food Chem 60(20):5199–5204
Johar N, Ahmad I, Dufresne A (2012) Extraction, preparation and characterisation of cellulose fibres and nano crystals from rice husk. Ind Crops Prod 37:93–99. https://doi.org/10.1016/j.indcrop.2011.12.016
Kiran MC, Nandanwar A, Naidu MV, Rajulu KCV (2012) Effect of density on thermal conductivity of bamboo mat board. Int J Agric Forest 2(5):257–261. https://doi.org/10.5923/j.ijaf20120205.09
Law TT, Ishak ZAM (2010) Water absorption and dimensional stability of short kenaf fiber filled polypropylene composites treated with maleated polypropylene. J Appl Polym Sci 120(1):563–572. https://doi.org/10.1002/app.3318
Lawal SA, Choudhury IA, Yusoff N (2012) An assessment of the physic-chemical properties of melon seed (Citrullus lanatus) oil as base material for oil-in-water emulsion cutting fluid. Adv Mater Res 576:293–295
Mabaleha M, Mitei Y, Yeboah S (2007) A comparative study of the properties of selected melon seed oils as potential candidates for development into commercial edible vegetables oils. J Am Oil Chem Soc 84(1):31–36
Madhusudhana B (2013) A survey on area, production and productivity of groundnut crop in India. IORS J Econ Fin 1(3):1–7
Marín E (2008) Teaching thermal physics by touching. Lat Am J Phys Educ 2(1):15–17
Nkansah GO, Kanton RAL, Ametefe C, Quaye EB, Mawuli A (2012) Agronomic performance of eight sweet melon cultivars in three ecological zones of Ghana. J Agron 11(4):94–100. https://doi.org/10.3923/ja.2012.94.100
Nzelu CO, Okonkwo NJ (2016) Evaluation of melon seed oil Citrullus colocynthis (L.) schrad, for the protection of cowpea Vigna unguiculata seeds against Callosobruchus maculates (Fabricius) (Coleoptera: Bruchidae). Evaluation 3(8):1–10
Ojiewo CO, Janila P, Bhatnagar-Mathur P, Pandey MK, Desmae H, Okoire P, Mwololo J et al (2020) Advances in crop improvement and delivery research for nutritional quality and health benefits of groundnut (Arachis hypogaea L.). Front Plant Sci 11:29
Okieimen F, Onyenkpa V (1989) Removal of heavy metal ions from aqueous solution with melon (Citrullus vulgaris) seed husks. Biol Wastes 29(1):11–16
Okorie US, Robert UW, Iboh UA, Umoren GP (2020) Assessment of the suitability of tiger nut fibre for structural applications. J Renew Energy Mech 3(1):32–38. https://doi.org/10.25299/rem.2020.vol3(01).4417
Oluba OM, Eidangbe GO, Ojieh GC, Idonije BO (2011) Palm and egusi melon oils lower serum and liver lipid profile and improved antioxidant activity in rats fed a high fat diet. Int J Med Med Sci 3(2):47–51
Olubi O, Felix-Minnaar JV, Jideani VA (2019) Physiochemical and fatty acid profile of egusi oil from supercritical carbondioxide extraction. Heliyon 5(1):e01083. https://doi.org/10.1016/j.heliyon.2018.e01083
Patel S, Rauf A (2017) Edible seeds from Cucurbitaceae family as potential functional foods: Immense promises, few concerns. Biomed Pharmacother 91:330–337. https://doi.org/10.1016/j.biopha.2017.04.090
Rajput ERE (2015) Heat and Mass Transfer, 6th Revised edn. S. Chand & Company PVT ltd, Ram Nagar, New Delhi, p 15
Robert UW, Etuk SE, Agbasi OE (2019). Bulk volume determination by modified water displacement method. Iraqi J Sci 60(8):1704–1710. https://doi.org/10.24996/ijs.2019.60.8.7
Settaluri VS, Kandala CVK, Puppala N, Sandaram J (2012) Peanuts and their nutritional aspects–a review. Food Nutr Sci 3:1644–1650. https://doi.org/10.4236/fns.2012.312215
Shukla SR, Kamdem DP (2009) Properties of laboratory made yellow-poplar (Liriodendron tulipifera) laminated veneer lumber: Effect of adhesives. Eur J Wood Wood Prod 67(4):397–406
Standard A (2008) Facts about particleboard and MDF EWPAIA. Australian Wood Panels Association Incorporated. https://www.ewp.asn.au
Suleiman IY, Aigbodion VS, Shuaibu L, Shangalo M (2013) Development of eco-friendly particleboard composites using rice husk particles and gum Arabic. J Mater Sci Eng Adv Technol 7(1):75–91
Tata KH, Sani M, Ekundayo OO, Frederick K (2015) Feasibility study of the use of groundnut shells as fine aggregates in lightweight concrete construction. Int J Adv Res Eng 1(1):13–16. https://doi.org/10.24178/ijare.2015.1.1.13
Tiwari R (2019) Groundnut output is likely to be 40% more than last year. The Economic Times. Market Watch. Accessed 14 Oct 2019
Toomer OT (2018) Nutritional chemistry of the peanut (Arachis hypogaea). Crit Rev Food Sci Nutr 58(17):3042–3053. https://doi.org/10.1080/10408398.2017.1339015
Twidell J, Weir T (1990) Renewable Energy Resources E. and FN Spon. London, p 418
Vijayalakshmi MM, Natarajan E, Shanmugasundaram V (2006) Thermal behaviour of building wall elements. J Appl Sci 6(15):3128–3133
World Watch Institute (2017) The miracle melon (Egusi). Washington DC. Accessed 7 Feb 2017. https://goo.gl/7ILtxD
Xu Y, Xu L, Chen XT, Sun P, Guo Q, Wang HL (2016) Bitter melon seed oil may reduce the adiposity through the hypothalamus Mtor signalling in mice fed a high-fat diet. J Nutr Intermed Metabol 6(1):16–21
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Novelty Statement
Packaging of melons or groundnuts for wholesale is mostly done in cartons made of paper, which are usually discarded then after as waste materials. Due to growing importance and high consumption of melon and groundnut, vast amount of residues generated after processing of the crops remain under-utilised and the current strategies for disposal of municipal solid wastes in developing countries are inefficient. This leads to open burning, indiscriminate dumping or unplanned landfilling of the wastes, thereby requiring an urgent need to consider more efficient routes for valorising the wastes in question. Production of value-added products from waste carton paper, melon seed husks, and groundnut shells is proposed. The developed composite panels are suitable for use as ceiling or interior partition boards in order to ensure effective thermal insulation/minimisation of the adverse effect caused by climate change in buildings. Such waste valorisation is a promising alternative for solving the problems associated with disposal of the solid wastes and is first reported in this study.
Rights and permissions
About this article

Cite this article
Robert, U.W., Etuk, S.E., Agbasi, O.E. et al. Valorisation of Waste Carton Paper, Melon Seed Husks, and Groundnut Shells to Thermal Insulation Panels for Structural Applications. Polytechnica 4, 97–106 (2021). https://doi.org/10.1007/s41050-021-00034-w
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s41050-021-00034-w