
Abstract
Additive manufacturing (AM) has gained attention due to its capacity to produce complex parts. Fused deposition modeling (FDM) is a branch of AM that has great potential. However, it is important to understand how process parameters affect part quality and operation’s productivity. The present paper outlines an experimental study that aimed to optimize three parameters: processing time, the energy consumption of the 3D printer, and dimensional accuracy of parts manufactured by the FDM process, using ASA as the model material. The Taguchi methodology was employed to study the effect of five key parameters (layer thickness, filling pattern, orientation angle, printing plane, and position of the piece on the printing table’s surface) on the variables. The desirability method was considered for defining a set of printing parameters that allowed the optimization of all the variables at the same time. The printing plane was the most significant factor for reducing processing time; the same trend was observed for energy consumption. In the case of dimensional accuracy, the width was mainly influenced by the filling pattern. For length, layer thickness was the dominant factor. Finally, the printing plane was the factor with the greatest influence over the part thickness. A desirability analysis allowed finding out the set of parameters that provided the best trade-off among the variables.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Additive manufacturing technologies are redefining part production owing to the design freedom and production of complex parts with no extra cost that they provide [1]. As a leading and impactful technology due to the benefits it provides, FDM is being implemented in many industrial sectors. However, it is a process that requires a deeper study of its environmental impact regarding the energy consumed in building the part. Sustainability is one of the aspects that are getting the attention of industries, so they are trying to reduce the environmental impact of their operations. Electricity generation using fossil fuel sources is of impact on the environment. Therefore, it is important to include energy consumption as a variable to be optimized while improving FDM performance.
1.1 Literature review
Recently, several researchers have been investigating the effect of different parameters related to 3D printing to improve the quality of parts built by FDM, and to reduce the time needed to manufacture them while their mechanical properties are enhanced. The aim of the work reported by Tanoto et al. [2] was to evaluate the dimensional accuracy, processing time, and tensile strength of 3D printed components made of ABS, using FDM technology and varying the orientation angle as well as printing plane.
Mohamed et al. [3] investigated the dimensional accuracy of specimens obtained by FDM when the raster angle, raster width, air gap, orientation of the part, layer thickness, and the number of contours were modified. The material used was a PC–ABS blend. In the work of Raut et al. [4], tensile and flexural specimens made of ABS P400 were manufactured, following the standards ASTM D638 and ASTM D790. The orientation of the piece on the printing table was modified, and the processing time was measured.
The work of Alafaghani et al. [5] proposed an experiment to find out the values of printing parameters (infill rate, infill pattern, part orientation, and layer thickness) that improved dimensional accuracy and mechanical properties of parts made of PLA and built by the FDM process. Huynh et al. [6] investigated the relationship that exists between the dimensional accuracy of the specimens made of PLA and the processing parameters used in FDM (infill rate, infill pattern, and layer thickness).
The aim of the work presented by Padhi et al. [7] was to evaluate the dimensional deviation of a CAD model proposed by the authors, when the infill angle, raster width, air gap, orientation of the specimen, and layer thickness were modified. The specimens were made of ABS P400. In the work of Peng et al. [8], the layer thickness was modified for printing a CAD geometry developed by the authors. This specimen was made of ABS, and the dimensional accuracy and processing time were selected as the study variables.
The works mentioned above show that efforts have been made toward optimization of printing parameters for the FDM process, considering ABS and PLA as model materials. Nevertheless, no efforts have been made toward the optimization of printing parameters to minimize the energy consumed in 3D printing of parts made of ASA, as well as to enhance dimensional accuracy of the part while diminishing building time.
This paper presents a study that aimed to optimize three key responses of 3D printing: processing time, energy consumed by the 3D printer, and dimensional accuracy of parts built by FDM. To achieve that, for the experimental trials, five printing parameters related to the FDM process were considered: layer thickness, filling pattern, orientation angle, printing plane, and position of the piece on the printing surface. An L27 orthogonal array was selected to study the effects of these five printing parameters on the responses. The optimum values of the printing parameters that minimized the response variables were determined by main effects and signal to noise (S/N) ratio plots, and desirability analysis. The results obtained from this study pointed out that it was feasible to find out a trade-off among the variables analyzed, thus enhancing part quality.
2 Experimental procedure for the FDM process
2.1 Part to be manufactured, materials and output variables
The geometry of the part to be printed corresponds to the Type V specimen, according to the ASTM D638-14 standard. The CAD model was developed using NX 11.0 from Siemens. The materials employed were ASA Ivory for building the piece, and QSR as the soluble support material. These materials are of natural color and manufactured by Stratasys. The 3D printer used to build all the specimens was the F270 industrial printer by Stratasys. Before printing any of the specimens specified by the design of experiments, the printer was calibrated following its calibration routine.
Moreover, a new plastic build tray was used to perform all the experimental trials. The F270 printer works with GrabCAD to process part files to be printed, and it can work with the NX 11.0 native files (.prt extension). The processing time was measured using a stopwatch. For each specimen, time was recorded when the nozzle made its first move to start building the part until it returned to its home position after extruding the last layer of the specimen.
For computing the energy drawn from the grid when printing each specimen, a power quality analyzer was employed. The Fluke 43B allowed obtaining the value of average power consumed during the printing process in kW. The total energy (in kWh) was calculated by multiplying the average power consumed quantified by the Fluke 43B, times the total time (in hours) it took to complete the part. Dimensional accuracy tests were executed using a Mitutoyo outside micrometer with an accuracy of 0.01 mm. Per specimen, the measurements of length (L), width (Wouter and Winner), and thickness (T) were performed according to Fig. 1, and their values were averaged.

Measurement locations of the printed part
Dimensional accuracy was calculated according to (1), where ∆D is the dimension change (length, width, or thickness), DEXP is the dimension average measured in the specimen, and DDWG represents dimension’s value established by the drawing, according to ASTM D638-14 standard. To achieve greater dimensional accuracy, ∆D should be as close as zero.
2.2 Input process parameters of the FDM
As previously mentioned, five printed parameters were studied in this experimental work. Layer thickness is one of these parameters, and it is the height that each layer will have when it is extruded out of the nozzle. The values used for this study were 0.18, 0.25, and 0.33 mm. Filling pattern refers to the pattern that is employed to create a structure inside the part. From the options provided by GrabCAD, solid, sparse double dense, and hexagonal patterns were considered because they provide good structural integrity. The orientation angle is the specimen orientation on the selected printing plane. The angles considered for this study were 0°, 45°, and 90°. Moreover, printing planes selected for the experimental trials were XY, XZ, and YZ, as shown in Fig. 2.

Printing planes used for printing the specimens
The table position is the specimen position on the plastic printing tray. The tray was divided into nine positions, according to Fig. 3. From these positions, the ones selected were positions 1, 5, and 9.

Positions of the specimen on the printing table, top view
2.3 Design of the experiment
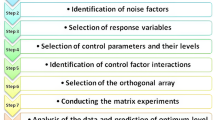
Genichi Taguchi developed the Taguchi method to improve quality control related to products or processes. His approach indicates that it is necessary to decrease the variability of the process and adjust its mean to a target value. All of these are accomplished using orthogonal arrays to perform the tests and signal to noise (S/N) ratios to quantify process quality. An L27 orthogonal array was selected to study the effects of printing parameters on the variables (processing time, the energy consumption of the printer, and dimensional accuracy). For each experimental trial dictated by the orthogonal array, three repetitions were performed in a randomized order. Therefore, a total of 81 specimens were manufactured. The levels for each parameter were selected based on the material to be extruded (ASA), and the restrictions imposed by processing software and 3D printer. Table 1 summarizes process parameters and their levels.
Regarding the S/N ratio, there are three categories: nominal is the best, larger the better, and smaller the better. The levels of each factor that provide the highest value of the S/N ratio are the optimal ones. In this study, the S/N ratio “smaller the better” was selected because the purpose of the experiment was to minimize the value of processing time, energy consumption, and deviation for each one of the specimen’s dimensions. The S/N ratio was computed according to (2).
3 Results and data analysis
The results obtained for the processing time, energy consumed by the 3D printer, and dimensional accuracy for each one of the dimensions shown in Fig. 1 are presented in the plots corresponding to the mean effects (Figs. 4, 5, 6, 7, 8, 9) and the S/N ratios (Figs. 10, 11, 12, 13, 14, 15).

Main effects plot for processing time

Main effects plot for energy consumed

Main effects plot for ΔWouter

Main effects plot for ΔWinner

Main effects plot for ΔL

Main effects plot for ΔT

S/N ratio plot for processing time

S/N ratio plot for energy consumed

S/N ratio plot for ΔWouter

S/N ratio plot for ΔWinner

S/N ratio plot for ΔL

S/N ratio plot for ΔT
According to the main effects plot (Fig. 4), processing time was at its lowest value when layer thickness was at its highest value, and the filling pattern was hexagram, along with an orientation of 0° in the XY plane, and position 9 of the tray. Tanoto et al. [2] and Raut et al. [4] concluded that processing time was reduced when the part was printed at 0° in the XY plane. Peng et al. [8] found out that the greater the layer thickness, the lower the printing time. A similar trend is observed for the energy consumption of the 3D printer (Fig. 5). The same levels of the parameters that lowered printing time were the same that reduced the energy required by the printer. More electricity is needed to power the printer if the part that is being built takes longer to be finished. ∆Wouter was lowered when layer thickness was increased, and part was printed using the sparse double filling pattern, with an orientation of 45° in the XY plane, using position 9 of the tray (Fig. 6).
Tanoto et al. [2] and Alafaghani et al. [5] deduced that the XY plane was the one that lessens dimensional deviation of the parts. Padhi et al. [7] and Peng et al. [8] figured out that the greater the thickness layer, the lower the dimensional deviation. Figure 7 shows that ∆Winner was diminished when layer thickness was at its greatest value using a solid filling pattern, an orientation angle of 90° in the XZ plane, and position 9 of the tray. Alafaghani et al. [5] figured out the same conclusion about building direction. According to the main effects plot for ∆L shown in Fig. 8, the second level of the thickness layer, along with using a solid filling pattern, an orientation angle of 0° in the XY plane, and position 5 of the printing tray lowered the dimensional deviation related to the specimen length.
Huynh et al. [6] and Padhi et al. [7] inferred the same conclusions for layer thickness and Alafaghani et al. [5] for the building plane. Dimensional accuracy regarding thickness (∆T, Fig. 9) was improved when the highest value of layer thickness was selected, along with a sparse double dense filling pattern, an orientation angle of 90° in the YZ plane, and position 5 of the tray. Peng et al. [8] deduced that the greatest layer height provided a reduction of thickness’ dimensional deviation. Alafaghani et al. [5] concluded that the Y plane allowed to diminish the difference between the CAD value and the one of the printed part. S/N ratio plots for processing time, energy consumed, and dimensional accuracy for part’s length (Figs. 10, 11, and 14) showed that the levels of the printing parameters that minimized the variables were the ones that lowered the process variation.
For the case of ∆Wouter (Fig. 12), the second level of layer thickness and an orientation angle of 0° were needed for reducing the operation variation. The other levels of printing parameters were the same as the ones that minimized this variable. The variation related to ∆Winner (Fig. 13) was shortened when the orientation angle was set to 45°, and position 5 of the tray was used, maintaining the levels of the other variables shown in the main effects plot. Finally, the variation related to ∆T (Fig. 15) was reduced when layer thickness was set to its second level, and the orientation angle was equal to 0°.
3.1 Desirability and comparative analyses
From the previous analysis, it can be deduced that the levels of printing parameters that optimized one of the variables are not the same for the remaining responses. Therefore, a desirability analysis was executed to determine the values of printing parameters that optimized all the responses at the same time. This analysis was executed using Minitab 18 software, and the weight and importance of the printing variables were set to one because each one of them is equally important. The desirability value obtained should be equal or close to one to achieve the target, and if this value is close to zero, it means that it is not the best option. The results of the desirability analysis are shown in Table 2, where factor 1 is layer thickness (mm), factor 2 is filling pattern, factor 3 is orientation angle (°), factor 4 is the printing plane, and factor 5 is table position.
Solution 1 owned the highest value of desirability (Table 2). Three repetitions were executed using printing parameters recommended by this solution to validate the results provided by the desirability analysis. Moreover, the recommended parameters, provided by Taguchi methodology for minimizing each one of the variables, were tested three times each. Table 3 presents the results obtained from this test, where scenario 1 corresponds to the desirability analysis. Minimum processing time, energy consumed, ΔWouter, ΔWinner, ΔL, and ΔT correspond to scenario 2, 3, 4, 5, 6, and 7, respectively.
The desirability analysis provided the lowest processing time, energy consumed, and dimensional accuracy related to width (outer) and length of the specimen, when comparing these results with the ones obtained from Taguchi analysis. For the case of processing time, a reduction of 17% was observed, the energy consumed was diminished by 18%, and dimensional accuracy of the width (outer) and the length were improved by 68% and 100%, respectively. Therefore, the optimization performed by the desirability analysis allowed to optimize multiple responses at a time, thus achieving better process sustainability due to the energy consumption reduction without worsening either productivity or part quality.
4 Conclusions
An experimental study was executed to optimize processing time, energy consumed, and dimensional accuracy of a 3D printed part, using ASA as model material. Five FDM parameters were modified: layer thickness, filling pattern, orientation angle, printing plane, and part's position. Taguchi method was used to study the effect of these parameters on the response variables, and a desirability analysis was implemented to optimize all the variables at the same time. Four of the six responses achieved a better value when compared to Taguchi optimization. This improved several responses at a time, thus finding the best trade-off among all factors.
References
Rashid A (2019) Additive manufacturing technologies. In: Laperriere L, Reinhart G (eds) The CIRP encyclopedia of production engineering. Springer, Berlin
Tanoto YY, Anggono J, Siahaan IH, Budiman W (2017) The effect of orientation difference in fused deposition modeling of ABS polymer on the processing time, dimension accuracy, and strength. In: AIP Conference. Proceedings, vol 1788, pp 030051-1–030051-7
Mohamed OA, Masood SH, Bhowmik JL (2016) Optimization of fused deposition modeling process parameters for dimensional accuracy using I-optimality criterion. Measurement 81:174–196
Raut S, Jatti VS, Khedkar NK, Singh TP (2014) Investigation of the effect of built orientation on mechanical properties and total cost of FDM parts. Procedia Mater. Sci. 6:1625–1630
Alafaghani A, Qattawi A, Alrawi B, Guzman A (2017) Experimental optimization of fused deposition modelling processing parameters: a design-for-manufacturing approach. Procedia Manuf. 10:791–803
Huynh HN, Nguyen AT, Ha NL, Thai TTH (2017) Application of fuzzy Taguchi method to improve the dimensional accuracy of fused deposition modeling processed product. In: International Conference on System Science and Engineering (ICSSE), pp 107–112.
Padhi SK, Sahu RK, Mahapatra SS, Das HC, Sood AK, Patro B, Mondal AK (2017) Optimization of fused deposition modeling process parameters using a fuzzy inference system coupled with Taguchi philosophy. Int J Adv Manuf Technol 5:231–242
Peng A, Xiao X, Yue R (2014) Process parameter optimization for fused deposition modeling using response surface methodology combined with fuzzy inference system. Int J Adv Manuf Technol 73:87–100
Acknowledgements
The author would like to thank Tecnologico de Monterrey Campus Toluca for providing a 3D printer and material for conducting the experimental trials. This research did not receive any specific grant from funding agencies in the public, commercial, or not-for-profit sectors.
Funding
This study was funded by Instituto Tecnológico y de Estudios Superiores de Monterrey.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The corresponding author states that there is no conflict of interest.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Camposeco-Negrete, C. Optimization of FDM parameters for improving part quality, productivity and sustainability of the process using Taguchi methodology and desirability approach. Prog Addit Manuf 5, 59–65 (2020). https://doi.org/10.1007/s40964-020-00115-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40964-020-00115-9