
Abstract
In this present work, the AA7075 was selected as matrix material and boron carbide (B4C) particles as reinforced material with several weight percentage of B4C particles (2, 4 and 6) and were prepared by two step stir casting technique to distribute the reinforced particles uniformly in the composite. It is one of the method to increase ductility of the composite is superplastic deformation, to exhibit very large elongation without failure. The basic requirement of fine structure superplasticity is the average grain size of the specimen is less than 10 µm; to achieve this fine grain size through the thermomechanical treatment process includes furnace cooling from the solution treatment to the overaging, warm rolling, recrystallization and aging treatment. The superplastic forming and cavitation behavior of the prepared composite under biaxial stress were investigated under constant forming pressure and temperature of 0.2 MPa and 550 °C, respectively. The formability and cavitation effect of composites were entirely different from the normal superplastic alloys. The yield strength and ultimate tensile strength have reduced drastically after addition of 4% B4C particles the main reason was agglomeration of the ceramic particles. In the superplastic forming process the sample B exhibits very high formability of dome height at 16.5 mm compared to the samples A and C. It is due to the uniform distribution of the particles without agglomeration on the grains as well as along the grain boundaries.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Superplasticity is the capability of certain polycrystalline materials to undergo extensive plastic deformation, often without exhibiting necking prior to failure. The subject of superplasticity in metal alloys has been reviewed extensively. Superplastic materials exhibit high values of the strain rate sensitivity(m), the Newtonian viscous behavior is found in materials where m=1. Most normal metals and alloys exhibit m< 0.2 whereas superplastic alloy have values of m > 0.3. There are two well established types of superplastic behavior in polycrystalline solids, namely fine structure superplasticity and internal stress superplasticity. In the case of fine structure superplasticity, the strain rate sensitivity exponent equal to about 0.5 is usually found and the materials deform principally by a grain boundary sliding mechanism.1,2,3,4,5 In the case of internal stress superplasticity materials, the strain rate sensitivity exponent is usually uniform. They exhibit Newtonian viscous flow. These materials need not be fine grained and generally deform by a slip deformation mechanism. In this study to adopt the fine structure superplasticity of composites,6,7,8,9 the major requirement of this type is the grain size should be less than 10 µm. The thermomechanical treatment (TMT) process was carried out to produce a fine grained microstructure.10,11,12,13,14,15,16,17 The procedure of TMT including solution annealing, over aging, warm rolling at temperature of 250 °C. Recrystallisation and aging are used for the grain refinement of AA7075 composites. The attempt for superplastic forming of aluminium matrix composite (AMC) should remove the limitation in the forming and allow complex light weight structures to be made by AMC. There are only a few works that have been studied the formability of the composites. Aluminium alloy based composite materials have obtained large attention in structural, defense, aircraft, marine and automobile applications owing to their essential physical, mechanical and surface characteristics. AMC is extensively manufacturing via the liquid phase processing or solid phase processing. The solid state processing has its own drawback, such as the limited dimension of the component and the expensive manufacturing process. Therefore, to adopt the liquid phase processing of the melt stirring with addition of ceramic particles process is the non-expensive route for manufacturing of AMC. Also, it is quite simple and rapid processing compare to other fabrication technique. The challenge in the stir casting is to get uniform dispersion of the particles in the melt and poor wettability. To overcome this challenge by two step stir casting, the first step was to heat the metal above the liquidus temperature, then cool it down to semisolid state to add the ceramic particles once again heated to above the liquids temperature, then mixed the ceramic particles thoroughly by mechanical stirrer to increase the wettability.18,19,20,21,22,23 Normally the ceramic particles reinforcement has increased the strength by strengthening mechanism, automatically reducing the ductility of the matrix. However, the fine structure superplastic forming improved the plastic deformation. The easy and economical way to produce the fine grain size of composites by TMT enhances the formability. In this study, the super–plastic formability and cavitation analysis have been carried out on the various weight percent of B4C particles (2, 4 and 6 wt%) added to AA7075 metal matrix.
Materials and Experimental Procedures
Materials and Preparation
In this work, the age hardenable AA7075 alloy was used as matrix material. The chemical composition of base alloy is presented in Table 1, the B4C particles size of less than 5 µm were used as reinforcement.
The primary challenge in the production of composites by stir casting is the wettability of the particles introduced into the melt. Good wettability of particles with the melt leads to the homogeneous distribution of particles and good dispersion in the matrix, as well as the better bonding of the reinforcement to the matrix; thus, there is a better transfer of the load from the matrix to the particles, resulting in better mechanical properties of the composites. Figure 1 shows the stir casting setup.

The stir casing setup.
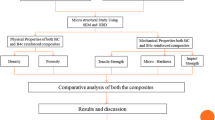
The stir casting is the novel two step mixing process. In the first step, one kilogram of matrix material is heated to 800 °C, which is above the liquids temperature, so that the metal is completely melted, in the second step the melt is than cooled down to 680 °C, which is semisolid state. At this stage the B4C particles already preheated at 800 °C for an hour were added to the melt and mixed. Once again the bath was heated to 800 °C and mixed thoroughly by mechanical stirrer at 600 rpm for 15 minutes. The B4C powder that were introduced into the matrix at semisolid state also used to K2TiF6 to improve the wettability of B4C particles with AA7075 melt using the stir casting methods, showed acceptable results in improving the wettability and distribution of particles in AMC. The stir casting furnace was used to fabricate AA7075 – B4C composites, the liquid metal allowed to solidify in the permanent metal mold, size of 100 mm × 100 mm × 5 mm using, which was preheated at 500 °C. Figure 2 shows the experimental flow chart of the present work. The density of the composite is very important with respect to the strength; it gets affected by the reinforcement particles density and the preparation methods. The experimental density of the composites was measured using the densitometer and the theoretical density of composites was calculated by rule of mixture by the following equation,
where ρc theoretical density of composite; ρm, theoretical density of matrix material; ρp, theoretical density of particle

The Flow chart.
The experimental density values of composites were less than the theoretical values due to the casting defects associated with the composites during stirring process. Gas introduced inside the molten metal is the main reason for the porosity during solidification. The other main reason was the difference between the coefficient of thermal expansion of the matrix and the particles created the pore nucleation near the ceramic particles. The density values are shown in Table 2.
Thermomechanical Treatment
The basic mechanism for material flow during the SPF is the sliding process on grain boundaries which includes grain rotation and exchange of sites. The size, shape and stability of grains are thus, from the viewpoint of material, is the important parameters which influence the superplasticity. A suitable thermomechanical treatment (TMT) enables in the AA7075 matrix composite to achieve very fine grains that are stable in nature, which is a basic condition for fine structure superplasticity.
The casted composite plates underwent the thermomechanical treatment (TMT) process to produce the fine grain microstructure by using a modified taharsahraoui method to adopt the composites. The various steps involved in the TMT to produce fine grain structure, as described as thesolution treated at 500 °C for 2 h and furnace cooling to 350 °C, which means completely dissolved in the second phase in to the primary phase. Over aging at this temperature for 5 h and furnace cooling to 250 °C, which reduced the strength for warm rolling at this temperature to reduced the thickness of the sheet about 60% followed the recrystallization at 500 °C for 1 h and quenched in the water. The last stage of TMT was aging at 200 °C for 2 h and being quenched in the water, as shown by Table 2. Here the averaging period was 5 hours, the matrix ductility has increased during this period, immediately the reduction of the thickness throw warm rolling followed by one hour recrystallization. All the samples were undergone the artificial aging process for 2 hours. The AA 7075 possess lower tensile strength and has good ductility; this aluminium matrix is reinforcement with hard B4C particles naturally enhanced the tensile strength of composites. The tensile test has been conducted using Instron universal testing machine. The dog bone shaped specimens were prepared from the composites as per ASTM standard E 8M-04. Load–displacement curve has been recorded for the constant cross head speed of 1 mm/min. For each composite three specimens were tested and the average values of tensile properties of after TMT process are listed in Table 2.
The Micro Vickers hardness test was conducted by making an indentation on the composite specimen. The dead weight of 0.1 kg with diamond shape indenter made the indentation for about 15 s. For each TMT sample, three values were taken and the average values are presented in Table 3. Figure 3 shows the Load Vs Displacement curve of Samples A, B and C.

Load Vs Displacement curve of Samples A, B and C.
Superplastic Forming Test
The superplastic experimental setup shown in Figure 4 consists of a split furnace with temperature measurement, compressor and die holding device. The forming die consists of top and bottom parts, the holding area is provided in the bottom part to hold the thermo mechanically processed 2 mm thick composite sheet specimen. In this study to conduct the superplastic forming test under constant forming pressure of 0.2 MPa and temperature of 550 °C of three samples, namely A, B and C with 2%, 4% and 6% of B4C particles reinforced, respectively. The superplastically formed specimen was taken out from the die, the thickness at various points were identified using the digital micrometer. Figure 5 shows the formed components and the points to measure the thickness distributions of the formed hemispherical dome along the centerline are illustrated. The cavity volume fractions were measured using the Biovis material plus software, which is image analysis software designed for material science and metallography applications. It enables to capture images of samples through a microscope and then analyze them to obtain specific measurements. The grain size can be analyzed and reported, the gray count method the software counts all the pixels in the image that fall within the gray scale range set for a particular phase. The microstructural characterization was carried out by using optical microscope and scanning electron microscope.

Superplastic forming setup.

Superplastic formed composite samples of A, B and C.
Results and Discussion
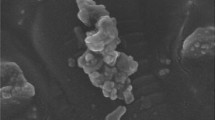
An interesting development in stir casting is a two step mixing process. In this process, the matrix material is heated to above its liquidus temperature so that the metal is totally melted. The melt is then cooled down to a temperature between the liquidus and solidus points and kept in a semi solid state, at this stage the preheated ceramic particles were added and mixed. The B4C is very reactive to air at elevated temperature, the air trapped with B4C inside the melt. The wettability of B4C with aluminium was found to increase in air. This was attributed to the formation of a layer of liquid B2O3 on the B4C particles. In the semisolid state, it is more effective to break the gas layer because the high viscosity produces a more abrasive action on the surface of the particles. Hence, the breaking of the gas layer improves the wettability of the subsequent mixing in the second stage of the stir casting. The two steps stir casting method is the successful method to improve the wettability, during the semisolid state of metal to mix the solid state of ceramics, improved the chemistry of the particles by eliminating the unwanted layers and increase the surface energy during the particle movement thoroughly in the semisolid melt. Among the several approaches to promote the wetting such as coating of the particles and ultrasonic irradiation, the present method of two step mixing process is the most economical and promising method to improve the wettability. Once the wettability is increased it can enhance the uniform distribution of the particles. Figure 6 shows the microstructure of as cast samples A, B and C. The samples A and B clearly show the uniform distribution of the B4C particles in the matrix, but in the sample C, a small amount of agglomeration on the grain boundary as well as in the grains clearly proves the enhancement of the wettability of solid ceramic particles. The small agglomeration of 6% B4C particle reinforced composite of sample C, due to an increase in ceramic particles, also will increase the particles matrix interfacial energy.

Microstructure of cast samples.
The primary requirement of the fine structure superplastic forming is the grain size of the specimen is less than 10 µm. The TMT is one of the successful method of attaining fine grain size of aluminium alloy. Also ensure and validate the required grain size through Biovis software assisted microscope. The present study to adopt all the steps involved in the TMT the only change were in the processing time. To increase the processing time in all the steps, because the hard ceramic particles were present along with the second phase of alloy in the composite samples. Figure 7 shows the EDS pattern of B4C Particles.

The EDS pattern of B4C particles.
During the TMT the formation of precipitates particles with different size, location and shape are distributed in the grains and the boundaries, also the hard ceramic particles were evenly distributed in the grains and their boundaries which will play the important role during superplasticity. The superplasticity in very fine grained single phase materials exhibits the grain growth is too rapid at temperature at which grain boundary sliding occurs. Therefore, to maintain the fine grain size in the superplastic forming range, the presence of a second phase or particles at grain boundary is required. During the averaging of the alloy, after the hot rolling and solution annealing, followed by quenching, relatively coarse Al12Mg2Cr and MgZn2 precipitates are formed along with B4C particles in the matrix. Matrix in the neighborhood of precipitates and particles occur in highly deformed regions, which are the preferential sites for formation of the recrystallisation nuclei which create fine grained microstructure.
Fine grained materials incorporate glide controlled slip as the accommodation process during grain boundary sliding. Problems related with non-uniform thickness distribution cavitation occur during aluminium alloy superplastic forming; it leads to a degradation of the mechanical properties of the formed component. Figure 8 shows a picture of the typical grain size and grain morphology after TMT. The grains were equiaxed in the rolling plane, the ceramic particles and insoluble dispersion precipitates are vital to the stability of the fine grain size. The presence of this dispersions and ceramic particles high lights the importance of alloy chemistry because they may cause the alloy to become more vulnerable to cavity nucleation. Precipitates must be chosen which are effective in inhibiting grain growth and which resist the nucleation of cavities. Dispersions which form a low energy interface with the matrix and which have high melting points may be most desirable. The other important feature of the microstructure concerns the constituent particles which range in less than 5 µm. The recent developments are mainly concentrated on the uniform thickness distribution and reduced cavitation after forming.

Microstructure of samples after TMT.
Thickness Distribution of Formed Parts
The thickness distributions of the formed components were affected with respect to the strain, strain rate, forming temperature and initial conditions of the sheets. Normally the SPF is under selective conditions like, strain rate, temperature and grain size. In the present study of the composite formation, the forming temperature of was 550 °C was slightly more than the aluminium alloy formation temperature. The ceramic particles are very hard automatically the strength of the composite will increased, the increase in the temperature enhance the formability of the strengthened composites. The forming pressure was 0.2 MPa, which was slightly less than the forming pressure of aluminium alloys. The slow forming extent the uniform deformation in the composites. The sample A deform uniformly with the dome height of 6 mm, most of the ceramic particles present in the grain boundaries, the grain boundaries are weak normally above the equicohesive temperature of the materials, even the hard particles were present in the weak grain boundary regions were affected the stability of the deformation its end up with failure. But in the sample B deforms uniformly with the dome height of 16.5 mm due to the reinforcement evenly distributed in the grain boundaries, however the grains boundaries are weak, the grains were stable during deformation without failure. In the sample C deform uniformly with the dome height of 5.5 mm, the ceramic particles were accumulated in the both grains and grain boundary’s the size of the accumulated particles were about more than 10 µm, losses the basic requirement of the fine structure superplastic forming process end up with premature fracture of the sample. One of the basic characteristics of plastic deformation is that a metal is essentially incompressible. As a good approximation, the volume of a solid could be assumed to unchange during the plastic deformation. The constancy of volume is given by ε1 + ε2 + ε3 = 0. The thickness of the deformed sheet can be written as h = h0exp(−ε1−ε2) then, the thickness distribution of the deformed sheet could be calculated using the above equation, with measured major and minor diameters of the deformed grid.
Cavitation Effect on the Formed Parts
In aluminium alloys superplastic elongation was less, even though the strain rate sensitivity values are higher. The reason is that these alloys suffer from cavitation at grain boundaries, which limits the ductility. At the slow strain rates, however the lower stress levels leads to a much smaller number of void nuclei, but considerable time is then available for the growth process, if the flow stress has to be raised as a function of strain, increasing dislocation density and dislocation storage in the microstructure, since no significant increase in the grain size was observed. The dislocation density is expected to go up as a function of strain in such dispersion hardened microstructure, without any change in grain size. The cavitation behavior of the composites drastically different from the alloys, in the alloy forming that applying a pressure which is greater than the flow stress suppresses the cavitation but in the composites has hard ceramic particles up to the 2 wt%, it act as alloy deformation, beyond this the improvement of strain rate end up with the premature fracture, to avoid this carefully chose the low strain rate for the composite formation. To suggest that the relative strengths of the second phase constitute is important parameter to control the cavitation during superplastic flow. The matrix with hard particle or matrix with second phase interfaces act as stress concentration sites where several heterogeneous deformation takes place.
If the second phase is considerably harder than the matrix phase it should then be distributed uniformly and in fine particle form within the matrix, in case of fine but hard particles, cavitation during superplastic flow can actually be inhibited. Figures 9 and 10 show the microstructure and SEM image of pole area in the SPF samples A, B and C, respectively. That the strength of the second phase should be similar to the strength of the matrix phase or nearly similar strength of the two phase in the alloys at the temperature at which superplastic flow is found the cavitation free formation. Thinning factor, dome height and the cavity volume fraction are presented in Table 4.

Microstructure of pole area in the SPF samples A,B and C.

SEM image of pole area in the SPF samples A,B and C.
Formability Test
Grid circles of diameter d0 (5 mm) laser etched on the sheets were employed to measure strain levels in the deformed samples. During forming the etched circles were distorted into ellipses or larger circles. The principal strains have been calculated by measuring the major and minor diameter of deformed grid circles. The principal strains, effective strains and strain rates can be expressed as follows:
where d1, major diameter; d2, minor diameter; h0, original thickness of the sheet; h1, deformed sheet thickness; ε1,2,3, principal strain in directions 1,2 and 3; \(\overline{\varepsilon }\), effective strain; \(\overline{\overline{\overline{\overline{\overline{\overline{\dot{\varepsilon }}}}}}}\), effective strain rate; t, forming time
The thickness of the sheet is 2 mm; also the thickness variation along the deformation is very minimal, ignoring the flow stress in the thickness direction.
Superplastic deformation is mainly controlled by the following three mechanisms, grain boundary sliding, dislocation slip and diffusional flow. The grain boundary sliding at low strain rate is the dominant controlling mechanisms adopted during high temperature deformation of fine grained materials. The state of solid solution due to the high experimental temperature plays a major role in the extensive elongation of the alloy by relaxing the stress concentration and reducing the cavities during deformation. The other important requirement of the superplastic forming is the forming temperature; Superplastic forming is a thermally activated phenomenon. The deformation temperature is an important factor–normally more than half of the melting point of the materials. The temperature keeps on rising, the viscous forces within grain boundaries reduce due to the grain boundary become unstable, and the grain boundary begins to slide to show better elongation.
The limits of the formability for sheet metals are explained in terms of the principal strains, which are calculated by measuring the grid patterns formed by using laser marking on the sheet prior to forming. The shape of the forming limit curve (FLC) is entirely different from the conventional one. In the present work, the circular grid patterns of 5 mm diameter were printed on the samples by laser marking methods. The three different samples, namely A, B and C, were subjected to superplastic deformation. The major and minor strains of each elongated circle were measured using traveling microscope. The data obtained from different locations of the samples are plotted in the form of curve in Figure 11. The curve is clearly represented for the boundary between safe and failure zone, and this FLC was entirely different from the conventional formability. This is high temperature forming of composites, where clearly exhibits the uniform distribution of the particles enhance the ductility.

Formability curve of Samples A, B and C.
Conclusion
Based upon the results from this work, to obtain the super plastic deformation of hemispherical parts with uniform thickness as well as less cavitation effect of composites, the formability of composites by superplastic forming has been reviewed and the following important points were identified.
The two step stir casting method has been successfully implemented and achieved the B4C particles distribution without agglomerations in the composites. The increase in the total processing time of TMT involved steps like solutioning, over aging and warm rolling to develop the fine microstructure of less than 10 µm of composite sheets.
The tensile strength value has increased up to the 4% B4C, further addition of B4C for 6% has drastically reduced the value of strength and yield strength due to the agglomeration of the particles.
During the superplastic forming process the sample B exhibits very high formability, the forming dome height is 16.5 mm compare to the samples A and C. It is due to the uniform distribution of the particles on the grains as well as along the grain boundaries without agglomeration of the particles.
Whereas in the sample A the amount of ceramic particles were less, some of the particles were present in the grain boundaries cannot control the grain growth due to the weak boundaries, leads to the failure with the forming dome height is 6 mm only. In the sample C the particles agglomeration was more due to the surface energy of the particles, leads to very less formability of the dome height was only 5.5 mm.
This work gives confidence in the ability to achieve very good formability of aluminium matrix composites through superplastic forming processes and, in the future, to focus on the formability studies of nanoparticle-reinforced aluminium matrix composites.
References
L. Garcia-Barrachina, D. Dorgente, L. Tricarico, A.J. Gamez, A method for estimating superplastic material parameters via free- inflation tests. J. Market. Res. 11, 1387–1395 (2021)
D. Harwani, V. Badheka, V.W. Li, J. Andersson, Developing super plasticity in magnesium alloys with the help of friction stir processing and its variants—A review. J. Market. Res. 12, 2055–2075 (2021)
J.J. Blandin, B. Hong, A. Varloteaux, M. Suery, G. Lesperance, Effect of the nature of grain boundary region on cavitation of a superplastically deformed aluminium alloy. Acta Mater 44, 2317–2326 (1996)
G. Kumaresan, A. Jothilingam, Experimental and FE simulation validation of sheet thickness optimization in superplastic forming of Al alloy. J. Mech. Sci. Technol. 30, 3295–3300 (2016)
K.F. Zhang, G.F. Wang, D.Z. Wu, Z.R. Wang, Research on the controlling of the thickness distribution in superplastic forming. J. Mater. Process. Technol. 151, 54–57 (2004)
H. Yang, K. Zhao, J. Nie, X. Liu, The enhanced superplasticity of a 2024 matrix nanocomposite reinforced by TiC particles. J. Mater. Sci. Eng. A 774, 138926 (2020)
S. Bi, Z.Y. Liu, B.H. Yu, G.N. Ma, L.H. Wu, B.L. Xiao, Z.Y. Ma, Superpalstic deformation behavior of carbon nanotube reinforced 7055 Al alloy composites. J. Mater. Sci. Eng. A797, 140263 (2020)
Q. Zhang, X. Ju, J. Liu, L. Wang, Y. Li, H. Wang, Z. Chen, Superplasticity of Al–Zn–Mg–Cu composite containing unifrom TiB2 nano particles. J. Mater. Sci. Eng. A 182, 111531 (2021)
R. Zhang, S. Wang, X. Chen, Q. An, L. Huang, L. Geng, F. Yang, Significantly enhanced superplasticity of TiBw/near Ti-α composite: microstructure tailoring and deformation mechanisms. J. Mater. Sci. Eng. A 583, 143772 (2022)
G. Kumaresan, K. Kalaichelvan, Multi dome forming test for determining the strain rate sensitivity index of superplastic 7075 Al alloy sheet. J. Alloys Compd. 583, 226–230 (2014)
S. Lee, Thickness distribution in a superplastically formed rectangular pan under plane strain conditions. J. Mater. Process. Technol. 65, 59–64 (1996)
D.H. Xiao, M. Song, Superplastic deformation of an as rolled Al–Cu–Mg–Ag alloy. Mater. Des. 30, 424–426 (2000)
H.-Y. Wu, Influence of strain rates and strain states on the formability of superplastic 8090 aluminium alloy. J. Mater. Process. Technol. 101, 76–80 (2006)
H.-Y. Wu, J.-H. Hwang, C.-H. Chiu, Deformation Characteristics and Caviatation during multiaxial blow forming in superplastici 8090 alloy. J. Mater. Process. Technol. 209, 1654–1661 (2009)
Y. Luo, C. Miller, G. Luckey, P. Friedman, Y. Peng, On practical forming limits in superplastic forming of aluminium sheet. J. Mater. Eng. Perform. 16(274–283), 1059–9495 (2007)
V. Mohanavel, K.S. Ashraff Alli, S. Prasanth, T. Sathish, M. Ravichandran, Microstructural and triboligical characteristics of AA6351/Si3N4 Composites Manufactured by Stir Casting. J. Mater. Res. Technol. 9(6), 14662–14672 (2020)
M. Imran, A.R. Anwar-Khan, Charetrization of Al-7075 metal matrix composites: a review. J. Matter Res. Technol. 8(3), 3347–3356 (2019)
J. Singh, A. Chauhan, Characterization of hybrid aluminum matrix composites for advanced applications—a review. J. Matter Res. Technol. 5(2), 159–169 (2016)
R.S. Rana, R. Purohit, S. Das, Review of recent Studies in Al matrix composites. Int. J. Sci. Eng. 3, 2229–5518 (2012)
J.W. Kaczmar, K. PietrZak, W. Wlosinski, The production and application of metal matrix composites materials. J. Mater. Process. Technol. 106, 58–67 (2000)
K.M. Shorowordi, T. Laoui, A.S.M.A. Haseeb, J.P. Celis, L. Froyen, Microstructure and interface characteristics of B4C, SiC and Al203reniforced Al matrix composites: a comparative study. J. Mater. Process. Technol. 142, 738–743 (2003)
G. Kumaresan, B. Arul Kumar, Investigations on mechanical and wear properties of Al matrix composites reinforced with hybrid SiC and Al2O3 micro-particles. Int. Metalcast. (2022). https://doi.org/10.1007/s40962-022-00817-6
G. Kumaresan, B. Arul Kumar, Investigations on mechanical properties of micro- and nano-particulates (Al2O3/B4C) reinforced in Al 7075 matrix composite. Int. Metalcast. (2021). https://doi.org/10.1007/s40962-021-00741-1
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Sivalingam, S., Kumaresan, G., Ganesh, P. et al. Superplastic Formability and Cavitation Analysis of AA7075 Matrix Composite Reinforced with B4C Particles Produced by Stir Casting. Inter Metalcast 17, 2917–2927 (2023). https://doi.org/10.1007/s40962-022-00932-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40962-022-00932-4