
Abstract
The present study was performed on 356 and 413 alloys solidified at 8 °C/s. The samples from 413 alloys were solutionized at 510 °C, whereas samples from 356 alloy were solution heat treated at 555 °C, for times up to 1200 h. All polished samples were deeply etched using Keller’s etchant to dissolve the aluminum matrix and expose the eutectic silicon particles. Etched samples were investigated using field emission scanning electron microscopy (FESEM). It was observed that Sr-modified 356 alloy can nearly reach complete spheroidization in that all eutectic Si particles will be individually distributed throughout the matrix after a solutionizing time of 1200 h. Non-modified 356 alloy, under the same condition, still revealed partial fragmentation similar to Sr-modified 413 alloy. There was no complete spheroidization in non-modified alloys which explains the reported large standard deviation when polished samples are examined using optical microscopy. In other words, observations made from deeply etched samples (3D) disagree with those obtained from polished samples (2D). In addition, it is impossible to achieve coarsening of the spheroidized Si particles under industrial conditions. The present study was supported by statistical analysis as well as tensile testing.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
The process of spheroidization and coarsening of eutectic silicon particles results mainly from the reduction in the surface energy associated with the interface between the silicon particles and the Al-matrix.1,2,3,4,5 At elevated temperatures, the size and frequency of surface perturbations increase at the interface, leading to the formation of near-spherical Si particles due to the breakdown of the eutectic silicon particles. As a result, these near-spherical particles tend to coarsen which is proposed to occur by the dissolution of smaller Si particles into larger ones according to the Ostwald ripening mechanism.6,7
In the case of modified Al-Si alloys, prior to heat treatment, the addition of Sr changes or ‘modifies’ the acicular morphology to a fine, fibrous form. Later, solution heat treatment (SHT) helps in spheroidizing the eutectic silicon in either non-modified or modified alloys.8 It is proposed that the eutectic Si morphology undergoes (i) fragmentation of the eutectic Si branches after necking, and (ii) granulation or spheroidization of the fragmented branches as their average size decreases, allowing eventual spheroidization. Many authors9,10 have stated that fragmentation of acicular silicon is facilitated by a previous Sr treatment, so that the resulting fibrous eutectic silicon would be spheroidized in a shorter time; this behavior is attributed to the larger interfacial area of the fibrous structure and driving force for morphological change.11,12
Ogris et al.13,14 studied the fragmentation of eutectic silicon rods into spheres in Al-Si-Mg alloy. The authors concluded that the fragmentation time for eutectic silicon rods during solution treatment is highly dependent on the initial rod radius, and the solutionizing temperature.
Another aspect to be investigated is fracture of the eutectic Si particles during tensile testing. Mueller et al.15 studied the silicon particle pinhole defects in aluminum–silicon alloys. The authors concluded that groove- and step-like defects on silicon particles are not linked to impurity-containing intermetallic particles. Thus their existence may be related to mechanisms of Si particle growth or coarsening. In another study by Mueller et al.16 the probed particles, which were extracted from a coarsened eutectic Al–Si alloy by deep-etching, could be classified into two groups: (i) those in which the surface subjected to tensile stress contained no pre-identified defects, and (ii) those that had a distinct microstructural defect visible along the tested surface. The authors concluded that silicon particles from the first group have very high local strength values, commensurate with strength values found in specimens of the same size produced from electronic grade silicon.
In a previous study,17 the authors focused on possible Si particles agglomeration to form a coarse one. The main objective of the present work is to examine the above-mentioned theories regarding the characterization of eutectic Si particles in Al-Si-Mg and Al-Si-Cu-Mg alloys using polished (2D) as well as deeply etched (3D) samples, solidified at 8 °C/s and subjected to solutionizing times up to 1200h at different temperatures from the point of view of fragmentation and spheroidization processes.
Experimental Procedure
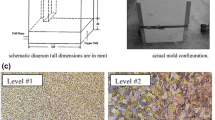
The as-received 356 and 413 alloy ingots were melted in a 70-kg capacity SiC crucible using an electric resistance furnace. Strontium was added in the amount of ~ 200 ppm Sr using Al-10 wt% Sr master alloy. The melt was kept at a temperature of 800 ± 5 °C and was degassed using pure dry argon injected through a rotary graphite impeller that rotates at ~150 rpm for 15–20 min. It should be mentioned here that Sr was added 5 min before the end of degassing to minimize its oxidation. After degassing, the melt was carefully skimmed to remove the oxide layers from the melt surface. The melt was then poured into cylindrical permanent molds (of 27 cm length and 2 cm diameter—Figure 1) preheated at 450 °C. Another set of castings were prepared using an ASTM B-108 permanent mold preheated at 450 °C—Figure 2. Solidification rate was ~8 °C/s in both cases. Table 1 lists the chemical composition of the two alloys used in the present work.

Schematic diagram of the cylindrical metallic mold.

(a) Geometry of the standard tensile test bar obtained from the ASTM B-108 permanent mold (b) position of samples sectioned for polishing (fractured Si particles).
Tensile bars were solutionized using an air forced furnace for times up to 1200h followed by air cooling. Thereafter, bars were pulled to fracture using an MTS Servo-hydraulic Universal testing machine at a strain rate of 4 × 10-4 s−1. The data acquisition system provides the tensile properties in terms of ultimate tensile strength (UTS), yield strength (YS), and the percentage elongation to fracture (%El). Five test bars for each alloy/condition were tested and the average values of ultimate tensile strength (UTS), 0.2% offset yield strength (YS), and percentage elongation to fracture (%El) were reported as representing the tensile properties of the corresponding alloy/condition.
Samples for metallographic examination were sectioned from the cast bars (25 mm × 25 mm × 5 mm) using an oil-cooled fine cutting disk, ground and polished, then cleaned in a water bath placed in an ultrasonic apparatus.17 Eutectic Si characteristics were evaluated using a Clemex image analyzer coupled with an optical microscope. Measurements were carried out at magnification of 100x as shown in Figure 3. For each sample, at least 100 fields were scanned to enhance the representativeness of the measurements.

Schematic distribution of the fields examined for metallographic measurements.
In order to better understand and visualize the morphological changes occurring in the silicon particles during extended solution treatment, the samples were deep etched using Keller’s etchant (0.5%HF-48% concentration—in distilled water 99.5%) to dissolve the aluminum matrix and expose the eutectic silicon particles. These samples were then examined in a Hitachi-SU8000 field emission scanning electron microscope (FESEM). Prior to examination, polished samples were coated with a thin layer of platinum to improve the contrast of the backscattered images.
Results and Discussion
Image Analysis Results
Tables 2 and 3 show the average surface area of the silicon particles of the studied alloys following solutionizing for times up to 1200 h. Thus, there is growth of the thickness of the silicon particles which may be accompanied by an increase in length for the unmodified samples. Solution heat treatment has the effect in reducing the density of the Si particles in the samples. Therefore, there is dissolution of certain silicon particles which feed the growth of other silicon particles. Roundness is higher for samples that contain strontium (62.6% in amount). Roundness for such samples also increases with SHT. In the case of the high Si-containing alloy, i.e., 413 alloy, the rate of fragmentation of silicon particles is lower compared to those observed for 356 alloy, which allows for increase in the thickness of the silicon particles, to maintain or increase the surface area of the particles. As in the case of other alloys, roundness, for samples containing strontium, also increases with SHT (76.6% in amount).
Optical Microscopy (2D)
The microstructures of non-modified 356 and 413 alloys before and after SHT are shown in Figure 4. The microstructure of as cast 356 alloy, Figure 4a, is composed of acicular eutectic Si particles along with the α-Al15(Mn,Fe)3Si2 intermetallic phase (Chinese script) and Mg2Si phase. The latter is obtained due to the presence of elements such as Mn and Cr. These Chinese script particles, in unmodified alloys, are found between the particles of eutectic silicon. Solutionizing the as-cast alloy at 555 °C for 24 h, Figure 4b, caused a change in the morphology of the acicular eutectic Si into a partially fibrous form with complete dissolution of Mg2Si phase. Figure 4c depicts the microstructure of 413 alloy in the as-cast condition revealing the co-existence of both primary Si platelets and eutectic Si in its acicular form in addition to α-Al15(Mn,Fe)3Si2 phase particles. Solutionizing the as-cast alloy at 510 °C for 24 h, Figure 4d, caused an increase in the thickness and length of the silicon particles.

Optical microstructures of non-modified 356 and 413 alloys: (a) 356 alloy-as cast, (b) 356 alloy-SHT for 24h, (c) 413 alloy-as cast, (d) 413 alloy-SHT for 24h.
Figure 5a illustrates the Sr-modified microstructure of 356 alloy revealing almost complete change in the morphology of the eutectic Si particles from acicular to fibrous, with almost complete spheroidization after solutionizing at 555 °C for 24h, Figure 5b. Another observation that can be made for the 413 alloy samples is that the addition of strontium causes a shift in the Al-Si eutectic point, leading to the disappearance of the primary silicon particles—Figure 5c. The Sr-modified sample, after SHT, Figure 5d, confirms the presence of the α-Al15(Mn,Fe)3Si2 intermetallic inside the α-aluminum dendrites (black arrows).18,19,20,21 Apparently, solution heat treatment of the sample has no effect on the size of the silicon particles.

Optical microstructure of the Sr-modified 356 and 413 alloys: (a) 356 alloy-as cast, (b) 356 alloy-SHT for 24h, (c) 413 alloy-as cast, (d) 413 alloy-SHT for 24h. Black arrows in (d) point to change in the precipitation of α-Al15(Mn,Fe)3Si2 phase particles.
Etched Samples
In this section, the accelerating voltage of the FESEM used was in the range 5-10 kV for close investigation of the microstructural details. Figure 6a presents the morphology of the as cast microstructure of 356 alloy showing the platelet shape of the eutectic Si. These platelets are apparently brittle (see black arrow) with sharp corners (white circles). Another observation to be made is that the thickness of the Si platelets is not always uniform as displayed in Figure 6b. Figure 6c is an enlarged portion in the white circle in Figure 6b illustrating the fragile fracture on the Si platelet which might have occurred during the process of sample preparation.

Backscattered electron micrographs of non-modified 356 alloy: (a) 356 alloy, (b) morphology of an individual Si platelet, (c) enlarged portion of white circle in (b) white arrows point to the flat edges of the platelet in (c). White circles show sharp edges in (a, b).
Due to the increase in the amount of Si in 413 alloy, the volume fraction of the eutectic Si is about 85%, leading to precipitation of shorter platelets of the eutectic Si than those observed in the case of 356 alloy (~ 30 µm). In addition, some of these platelets are seen to be curved as shown in the white circle in Figure 7a. Figure 7b is a high-magnification image of Figure 7a revealing the acicular nature of the precipitated Si platelets. The arrows in Figure 7c point to smooth fracture of the Si platelets, whereas the middle platelet is characterized by its rough surface coupled with step-like fracture that may be caused by a cleavage fracture. Figure 8 depicts the variation in the microstructure of Sr-treated alloys. Figure 8a displays the branching of the eutectic Si platelets into fibrous ones in different directions. However, all branched fibers are still connected to the original platelet (see blue arrows). Figure 8b is an enlarged micrograph of Figure 8a revealing that each fiber contains several curved points or kinks—white arrows, which would enhance the necking (or dissolution) process during the solutionizing treatment. Although 413 alloy revealed marked change in the morphology of the eutectic Si in Figure 8c, the high-magnification image in Figure 8d reveals that the new eutectic is still maintaining its old platelet form, with several twins on its surface. The distinct difference is that the edges are more rounded.

Backscattered electron images of non-modified eutectic Si in 413 alloy in the as-cast condition at (a) low magnification, (b) high magnification—white arrow in (b) shows the width of a platelet (~µm), (c) brittle fracture of the Si platelets.

Backscattered images of Sr-modified alloys in the as cast condition: (a) 356 alloy, (b) a high-magnification micrograph of (a), (c) 413 alloy, (d) a high-magnification micrograph of (c). Particles seen in white circle in (d) are Pt particles occurred during coating.
Figure 9 highlights the beneficial treatment with 200 ppm Sr on the fragmentation of 356 alloy. In the case of non-modified alloy, fragmentation of the eutectic Si platelets is clearly evident in Figure 9a—white arrows. A high-magnification image of Figure 9a reveals the presence of a large cavity in the platelets that may be caused by the rejection of the Si atoms into the surrounding matrix as shown in Figure 9b—white arrow. However, the fragments are still having rectangular shape. In contrast, the Sr-modified alloy revealed the necking of the Si particles prior to their fragmentation as illustrated in Figure 9c and d—white arrow in Figure 9c and yellow oval in Figure 9d, leading to its fracture into two particles adhered to each other—yellow arrow. The progress of fragmentation and spheroidization of non-modified 356 alloy solutionized at 555 °C is illustrated in Figure 10, whereas Figure 11 demonstrates the morphological changes when the samples of Sr-modified 356 alloy were solutionized under the same conditions.

Solutionizing 356 alloy at 555 °C for 24 h/air cooling: (a, b) non-modified alloy, (c, d) Sr-modified alloy. White arrows point to necking, whereas the broken arrow points to a very small spherical particle (between 5 and 10 µm).

Backscattered electron images of eutectic Si particles in non-modified 356 alloy solutionized at 555 °C: (a) 100 h, (b) 200 h, (c) 400 h, (d) 1200 h. White arrows point to flat disks while the white circle shows agglomeration of Si particles.

Backscattered electron images of eutectic Si particles in Sr-modified 356 alloy solutionized at 555 °C: (a) 100 h, (b) 200 h, (c) 400 h, (d) 1200 h. White arrows point to the presence of fine spherical particles.
The main observations inferred from Figures 10 and 11 are: in the case of non-modified 356 alloy, progress of fragmentation is the main process up to 400 h. Although the new Si particles are much smaller than the initial ones in the as-cast condition—Figure 10b, the particles are still maintaining their flat shape, i.e. disks which persists even after solutionizing for 1200 h where the microstructure shows a tendency for spheroidization in terms of dispersed rounded particles—white arrows in Figure 10d show the flat shapes. As shown in the case of Sr-modified 356 alloy, the fibrous Si particles are still connected to the parent Si platelet. During fragmentation, the new Si particles are still connected together (Figure 11a) which may explain the reported high standard deviation (almost same as the average particle size or even more) depending on the sample cutting and preparation—Table 2. Another observation is that in Figure 11b the Si particles are not totally rounded; rather, they appear as particles with many sides.
The process of fragmentation continued up to 400 h as shown in Figure 11c, where the particles still show their many-sided nature. Spheroidization was only observed after 1200 h solutionizing treatment, Figure 11d. In the case of 413 alloy, the processes of fragmentation and spheroidization were relatively sluggish compared to those exhibited by 356 alloy due to the high Si content coupled with the presence of the (Al-Al2Cu) eutectic reaction which limits the highest solutionizing temperature, i.e. to 510 ºC. Thus, only partial spheroidization of Si particles could be achieved after 1200h solutionizing at 510 °C as shown in Figure 12b. According to Fick’s Law the probability of an atom jumping from one position to the next increases exponentially with increasing temperature, as shown schematically in Figure 13. In addition, atoms throughout the solid are constantly vibrating from thermal energy. At a given temperature each atom in the slice has a frequency ν at which it will jump to the adjacent slice, with equal probability of jumping in either direction, therefore the frequency of jump from one slice to the next in a particular direction is ν/2. Whether an impurity atom occupies a substitutional or interstitial position, the atom is trapped in a periodic potential defined by the lattice.19

Backscattered electron images of 413 alloy solutionized at 510 °C for 1200 h: (a) non-modified, (b) Sr-modified.

Diffusion from a concentration gradient,19 each slice may represent a Si particle in the present work.
Fracture of Eutectic Si Particles
In this section, the study was performed on 356 alloy due to its high ductility20 in non-modified and Sr-modified conditions, solutionized at 555 °C for 0 h (as-cast condition) or 400 h. Samples were sectioned from tensile bars as shown in Figure 2b. All samples were examined using an FESEM operated at 5kV.
Figure 14a, corresponding to the non-modified 356 alloy in the as-cast condition, reveals a cleavage crack passing through the Si platelet (blue arrow indicates the propagation direction) from one edge. As can be seen, the crack is wide on one side and narrows down thereafter, reaching the other end of the platelet. Figure 14b shows other features in that the fracture took place over several steps (black arrow) as well as branching through the platelet (white arrow). Apparently, the crack in Figure 14b is longer than that in Figure 14a. It is thus concluded that these fractures occurred during the loading period as well as stress from the surrounding aluminum matrix at the eutectic reaction temperature (~562 °C), leading to continuous precipitation of eutectic Si platelets at constant temperature. Another source of stress/strain is the thermal stresses which develop due to the difference between the thermal expansion coefficients of the aluminum and silicon particles. Figure 14c represents the fracture of non-modified alloy solutionized at 555 °C for 400 h. Several deep cavities can be seen with some deformation markings on one surface (white arrow). The broken arrow in Figure 14c points to fine micro-constituent particles (~ 2 µm), similar to those described by Muller et al.,15 and shown in Figure 14d, at almost 30,000x.


SEM images of fractured eutectic Si particles in 356 alloy (a, b) non-modified alloy-as cast, (c, d) non-modified alloy solutionized at 555 ºC/400h, (e-g) Sr-modified 356 alloy solutionized at 555 °C/400h. Broken white arrow in (f) point to a crater in the Si particle whereas yellow arrow in (h) shows serrations on the surface of the particle due to fracturing over a period of time.
Fractured Si particles in Sr-modified 356 alloy following solutionizing at 555 °C for 400h are shown in Figure 14e–g. It seems that most of the Si particles in Figure 14e revealed a flat fracture (white arrows), whereas in Figure 14f and g a crack appeared at the joining interface between a cluster of particles (thin white arrow). However, some other particles (Figure 14h) exhibited serrations on the fracture surface (see yellow arrow) during crack propagation.
Based on the above findings, there is no certain rule that controls the fracture of eutectic Si particles in a relatively high Si-containing alloy where the particle density is in the range 27,00-044,000 particles/mm2 (Table 2).
Pinholes and Voids in Eutectic Si Particles
It should be noted that micro-bars are not used in this section. According to Mueller et al.,15,16 the deleterious influence of impurities in aluminum casting alloys lies in the precipitation of impurity-containing intermetallics as well as formation of stress-concentrating ‘pinhole’ defects that contribute to decreasing the silicon particle fracture strength to values below the ideal hardness of Si (7 Mohs vs. 10 Mohs for diamond). The pinholes were observed in all Si particles regardless their initial condition. Figure 15a shows the presence of many clusters of pinholes on the surface of a eutectic Si platelet (as cast, non-modified alloy, white circles). There is no certain trend for their formation/appearance, i.e. they are distributed randomly. In the case of the as-cast Sr-treated 356 alloy, pinholes were not as many as in the non-modified alloy as illustrated in Figure 15b—see white arrow. Figure 15c and d shows the appearance of pinholes in solutionized non-modified and Sr-modified alloys, respectively—note the presence of oxide particles within the holes in the inset micrograph in Figure 15c.


SEM images of pinholes and cavities in non-modified and Sr-modified 356 alloy: (a) non-modified as cast alloy, (b) Sr-modified as cast alloy, (c) solutionized non-modified alloy, (d-f, h, i) solutionized Sr-modified alloy, (g) solutionized non-modified alloy. Note the rough surface of the fractured particle in (h)—white arrow. Note that particles in (d) are not perfectly spherical—see Figure 16.
However, since the non-modified alloy breaks into smaller fragments in the form of small platelets, pinholes are seen to be arranged in the form of a straight line, Figure 15c, white circle, whereas in in the case of rounded particles in the Sr-treated 356 alloy, pinholes appear all over the surface of each Si particle—white arrows in Figure 15d. The black arrows in Figure 15 e and f indicate that these pinholes are not only on the surface but in reality they are rather going through the entire particle depending on the particle size which obviously will lead to reducing the fracture strength of the Si particles. However, this is not the case in non-modified alloy where the pinholes are close to the surface (white arrow—Figure 15g).
Another observation was made regarding the appearance of conical craters in some Si particles, in particular in the Sr-modified alloy as shown in Figure 15e—white arrow. These types of cavities are formed due to separation of a part of the Si particle leaving behind the observed cavities—Figure 15h and f —broken white arrow. A closer look into the interior of these cavities, Figure 15i, reveals several pinholes. However not all holes are going through the Si particle in particular in non-modified alloys—Figure 15 (f) which is an enlarged micrograph of the particle marked X in Figure 15c. It is inferred from Figure 15c that flat particles would gradually transform into spherical particles via intermediate stages where the particles exhibit multi-faces (marked by blue arrow). Apparently, this process is much faster in the modified alloys—Figure 15d. In all cases, the surfaces of these craters are smooth with no distinct features. Further investigation, namely cutting through the pinholes using the focused ion beam (FIB)-tomographic examination technique would help to arrive at a better understanding of the nature of the observed pinholes.
Statistical Analysis
The quantitative analysis presented in this section was carried out on about 100 different fields (micrographs) for each condition by thresholding the eutectic silicon particles in each image and performing the analysis on the selected particles. Thresholding was attained by outlining and coloring the eutectic silicon particles manually based on the degree of greyness. Figure 16a through Figure 16d present the distribution of the silicon particles as a function of their sphericity and roundness values. Figure 16a shows that Si particles with plate-like shape and very angular edges exist mainly in the as-cast structure of the non-modified 413-type alloy (M1). Furthermore, for the same alloy (M1), less than ~10% of Si particles exist with the same as-cast morphology after solutionizing at 510 °C for 8 h. Spherical eutectic particles started to appear after solutionizing of the same alloy (M1) for 8 h and gradually increased to reach the maximum count fraction of spherical particles after 200 h at 510 °C. Moreover, the edges of the Si particles in the as-cast condition are not included in the well-rounded range, so that this interval of roundness percentage is free from non-modified as-cast silicon particles. As expected, increasing the solutionizing time improves the roundness and sphericity values of these non-modified Si particles.


(a) The distribution of eutectic Si particles according to shape characteristics after solution treatment of the non-modified base alloy (M1) at 510 °C for 0 (as-cast), 8, 25, 50, 100, and 200 h. (b) The distribution of eutectic Si particles according to shape characteristics after solution treatment of the Sr-modified base alloy (M1S) at 510 °C for 0 (as-cast), 8, 25, 50, 100, and 200 h. (c) The distribution of eutectic Si particles according to shape characteristics after solution treatment of the non-modified 356-type alloy (M6) at 550 °C for 0 (as-cast), 8, 50, 100, 200, and 400 h. (d) The distribution of eutectic Si particles according to shape characteristics after solution treatment of the Sr-modified 356-type alloy (M6S) at 550 °C for 0 (as-cast), 8, 50, 100, 200, and 400 h.
Figure 16b emphasizes the increased rate of Si particle spheroidization and rounding of the particle edges in the Sr-modified alloy M1S compared to non-modified alloy M1. The majority of silicon particles in the M1S alloy exist in a spherical form with more rounded edges, as can be seen by comparing Figure 16b with a for alloy M1. However, it should be noted that a considerable fraction (~20%) of modified Si particles in the as-cast condition exhibit very low sphericity values (less than 30%) which may be attributed to the interconnected network of silicon particles in the form of coral-like morphology. The same observations and comments may be made with respect to the spheroidization and rounding of the Si particle edges in the non-modified and Sr-modified 356-type alloys (M6 and M6S) shown in Figure 16c and d, respectively.17
Tensile Properties
Figure 17 presents the average UTS, YS, and elongation percent to fracture values as a function of the solution treatment time; the as-cast condition corresponds to the 0 h solution time. For the 413-type alloys shown in Figure 17a and b, the UTS shows a substantial increase after solution treatment for 8 h at 510 °C, compared to the as-cast condition for both the non-modified M1 and Sr-modified M1S alloys, whereas the YS remains almost unchanged at a value of 206 MPa in alloy M1 and barely increases from 194.4 MPa in the as-cast condition to reach 198 MPa after 8 h of solutionizing at 510 °C in the Sr-modified M1S alloy. With further increase in the solution treatment time up to 200 h, the UTS and YS of alloy M1 fluctuate around 325 MPa and 195 MPa, respectively, while the values of UTS and YS for alloy M1S fluctuate around slightly higher values of 335 and 206 MPa, respectively. The solution treatment of M1S alloy for 50 h at 510°C results in a considerable increase in both UTS and YS, reaching values of 360.5 MPa and 231.2 MPa, respectively.

Plots of ambient-temperature tensile properties (T4) of: (a) alloy M1, (b) alloy M1S, (c) alloy M6, and (d) alloy M6S. M1: 354 alloy, M6:356 alloy.
Regarding the effect of solution treatment time on ductility values, it is evident from Figure 17a and b that ductility values of M1 and M1S alloys improve significantly by applying solution treatment to the as-cast structure; this enhancement continues after solutionizing for 8 h at 510 °C but at slower rates. The ductility of the non-modified M1 alloy shows a slight reduction after solutionizing for prolonged duration of 200 h compared to the ductility of the same alloy solutionized only for 100 h at the same temperature of 510 °C (cf. 6.6% and 7.8% after 100 h).
The ambient-temperature tensile properties of 356-type M6 and M6S alloys are plotted in Figure 17c and d. Both alloys show the same trend in strength variation for both UTS and YS. From Figure 17c and d, it can be observed that solution treatment for 8 h for M6 and M6S alloys enhances UTS and YS. In the case of M6 alloy, the enhancement in strength (UTS and YS) halts with further solution treatment (longer than 8 h), while a reduction in strength is observed for solution times longer than 50 h. For the Sr-modified M6S alloy, however, the improvement in strength values continues after solutionizing for 8 h, reaching maximum values of UTS and YS after solution treatment for 50 h at 555 °C. The strength values begin to deteriorate thereafter for longer periods of solution treatment (i.e. 100, 200, and 400 h).
The ductility behavior is also similar in the non-modified M6 and Sr-modified M6S alloys. Ductility values improve significantly after solution treatment for 8 h at 555°C compared to the ductility values in the as-cast condition for both M6 and M6S alloys. The ductility of M6 alloy remains constant between 8 and 50 h of solutionizing, followed by further enhancement to achieve a peak value of 9.7% after 100 h of solution treatment and remains almost constant up to 200 h. On the other hand, ductility values of M6S alloy show a continuous enhancement up to 50 h of solutionizing where the ductility reaches its peak value of 10.5%. The longest duration of solution treatment (i.e. 400 h) results in reducing the ductility values of both M6 and M6S alloys to 7.6, and 8.3%, respectively.
The purpose of solution treatment, especially as it relates to Al-Si based alloys, is to complete three important functions with regard to the microstructure of the alloy to be treated. As mentioned earlier in,22 the three intended functions are: (i) dissolution of soluble intermetallic compounds, (ii) homogenization of the as-cast structure, and (iii) changing the morphology of eutectic Si.22 However, the third function applies only to Al-Si alloys. The completion of the first two functions is important with respect to improving the yield strength after the aging treatment, which follows solution treatment in T6 and T7 tempers. The improvement in the yield strength arises from the improved precipitation hardening from the supersaturated solid solution achieved by efficiently increasing the solute contents to a maximum in the solid solution, and to homogenization of their distribution during solution treatment.
The third function, which is related to changing the morphology of the silicon particles into a spherical form through solution treatment, enhances the ductility in the solution-treated condition with respect to the ductility in the as-cast condition of the same alloy. The three functions are eventually independent of each other; however, applying solution treatment at a high enough temperature and for sufficient durations will lead to overall success in achieving the three functions simultaneously. The ultimate tensile strength commonly enhances by improving both the yield strength and the ductility value of a specific condition. This has been confirmed by Taylor et al.23 who studied the trends of the mechanical properties through an empirical analysis of T6-treated Al-Si-Mg alloys.
In contrast to the limited variations in strength values, high variations in ductility values are observed in the tensile test results. These variations in ductility values, which are concomitant with the increase in solution treatment times, can be understood in terms of the spheroidization and coarsening of the Si particles. The spheroidization (i.e. both sphericity and roundness) is attained by transforming the plate-like Si particles with sharp edges into spherical particles with rounded edges. The sharp edges would otherwise act as crack initiators, which would lead to rapid cracking and fracture at low ductility values. Thus, one seeks to improve the ductility values by transforming these plate-like particles into spherical ones, and their sharp edges into rounded ones, using solution heat treatment. The coarsening behavior results in reducing the number of Si particles in the matrix and forming a continuous Si structure capable of resisting crack propagation besides offering larger continuous regions of the ductile α-Al matrix. Consequently, the ductility of the alloy will increase accordingly.24,25
After applying solution treatments, ductility values of 356-type alloys in both non- and Sr-modified alloys show remarkable variations but, as usual, the strength values (UTS and YS) show little variations in the solution-treated conditions. When correlating the ductility values shown in Figure 17c and d with the average Si particle characteristics of the same alloys and treatment conditions (Figure 16), one can say that the increase in sphericity percentages coupled with the improved roundness values lead to the pronounced enhancement in ductility values observed for solutionized conditions up to 100 h for alloy M6, and 50 h for alloy M6S.
Further solution treatment will reduce the ductility values owing to the above-mentioned defects, which may arise with the increased fraction of colliding particles during longer durations of solution treatment. It is important to highlight the difference in the solution treatment times at which the reduction in ductility values starts to take place: starting earlier in the modified alloy M6S after 50 h vis-à-vis 100 h in the non-modified M6 alloy. This difference can be attributed to the lower spheroidization kinetics in the non-modified alloys compared to Sr-modified alloys.4,9,26
The collision of Si particles as a mechanism of coarsening increases defects in these particles such as pinholes and fine notch-like edges, as shown in Figure 18, where the broken arrows refer to pinholes, and angles refer to the notch-like edges. These defects facilitate the fracture of silicon particles and hence reduce the overall alloy ductility. Increasing the solutionizing temperature of M6S alloy to 570 °C resulted in incipient melting as displayed in Figure 19.27,28

Coarsened Si particle in M1S alloy after solution treatment at 510 °C for 200 h showing pinholes (broken arrows) and notch-like edges (angles with solid lines)— note the multi-faces of the particles.

Non-modified sample (M6) solutionized at 570 °C revealing incipient melting.
Conclusions
Based on the results obtained from the present study, the following conclusions could be drawn:
-
1-
Data on eutectic Si characterization obtained from polished surfaces are not reliable.
-
2-
Coarsening of Si particles during solutionizing does not occur even after 1200h at 555 °C for Sr- treated alloys.
-
3-
In Al-Si-Cu based alloys, the presence of (Al-Al2Cu) eutectic limits the highest solutionizing temperature and hence promotes the fragmentation process over spheroidization, in particular in non-modified alloys.
-
4-
Silicon particles modified with 200 ppm Sr are not actually spherical as usually referred to in the literature; rather, they are polyhedral or faceted, negating the statement that prolonged solution treatment of Sr-modified alloys can alter the morphology of Si particles from polyhedral to spherical.
-
5-
No coarsening was achieved under the present working conditions.
-
6-
In order to apply the Lifschitz, Slyozov and Wagner (LSW) model which describes the coarsening of Si particles, to non-modified alloys, a higher value for the initial time should be used, than that used with Sr-modified alloys, to ensure that the fragmentation and spheroidization processes are completed and that the coarsening step is active.
-
7-
For the 413-type M1 and M1S alloys, the UTS shows a substantial increase after solution treatment for 8 h at 510 °C compared to the as-cast condition in both alloys (cf. 259.5 MPa and 328.3 MPa for alloy M1, and 260.9 MPa and 325.7 MPa for alloy M1S), whereas the YS remains almost unchanged at 206 MPa in alloy M1, and barely increases from 194.4 MPa in the as-cast M1S alloy, to reach 198 MPs after 8 h of solutionizing at 510 °C.
-
8-
Ductility values show high variations in contrast to the limited variations observed in the strength values.
-
9-
In the case of 356 alloy, the enhancement in strength (UTS and YS) stops with further solution treatment beyond 50 h at 555 °C.
Change history
06 December 2021
A Correction to this paper has been published: https://doi.org/10.1007/s40962-021-00734-0
References
F. Paray, J. Gruzleski, Modification-a parameter to consider in the heat treatment of Al-Si alloys. Cast Metals 5, 187–187 (1993)
B. Forbord, H. Hallem, K. Marthinsen, The effect of alloying elements on precipitation and recrystallisation in Al-Zr alloys. Mater. Forum 28, 1179–1185 (2004)
J.G. Kaufman, Properties of Aluminum Alloys: Tensile, Creep, and Fatigue Data at High and Low Temperatures. ed., ed. ASM international (1999).
C. Meyers, Solution heat treatment effects on ultimate tensile strength and uniform elongation in A357 aluminum alloys. AFS Trans. 94, 511–518 (1986)
S. Shivkumar, S. Ricci Jr., B. Steenhoff, D. Apelian, G. Sigworth, An experimental study to optimize the heat treatment of A356 alloy. AFS Trans. 1989(97), 791–810 (1989)
W. Ostwald, Studies on the formation and transformation of solid bodies. Z. Phys. Chem. 22, 289–330 (1897)
K.D. Kim, P.W. Voorhees, Ostwald ripening of spheroidal particles in multicomponent alloys. Acta Mater. 152(2018), 327–337 (2018)
-F. Fracasso. "Influence of Quench Rate on the Hardness Obtained after Artificial Ageing of an Al-Si-Mg Alloy". Master Thesis, University of Padova, Padova, Italy. (2010).
B. Parker. Quantitative Evaluation of the Microstructure of a Strontium-Modified Al-Si-Mg Alloy Following Prolonged Solution Treatment. in METALS FORUM. 1982.
F. Rhines, M. Aballe, Growth of silicon particles in an aluminum matrix. Metall. Mater. Trans. A. 17, 2139–2152 (1986)
S. Shivkumar, S. Ricci Jr., B. Steenhoff, D. Apelian, G. Sigworth, An experimental study to optimize the heat treatment of A356 alloy. AFS Trans. 97, 791–810 (1989)
D. Apelian, S. Shivkumar, G. Sigworth, Fundamental aspects of heat treatment of cast Al-Si-Mg alloys. AFS Trans. 97, 727–742 (1989)
E. Ogris, A. Wahlen, H. Lüchinger, P. Uggowitzer, On the Silicon Spheroidization in Al–Si Alloys. J. Light Met. 2, 263–269 (2002)
E. Ogris, H. Lüchinger, P. Uggowitzer, Silicon Spheroidization Treatment of Thixoformed Al-Si-Mg Alloys. Mater. Sci. Forum. 396–402(1), 149–154 (2002)
M.G. Mueller, M. Fornabaio, A. Mortensen, Silicon particle pinhole defects in aluminium–silicon alloys. J. Mater. Sci. 52(2), 858–868 (2017)
M.G. Mueller, M. Fornabaio, G. Zˇagar, A. Mortensen, Microscopic strength of silicon particles in an aluminium–silicon alloy. Acta Mater 105, 165–175 (2016). https://doi.org/10.1016/j.actamat.2015.12.006
Ibrahim MF, Abdelaziz MH, Samuel AM, Doty HW, Samuel FH, Spheroidization and coarsening of eutectic Si particles in Al-Si-based alloys. Adv. Mater. Sci. Eng., (2021)
-Backerud L, Chai G, Tamminen J (1990) Solidification characteristics of aluminum alloys. Vol. 2. Foundry alloys. American Foundrymen's Society, Inc., 1990, 1990. p. 266.
R.-X. Li, R.-D. Li, Y.-H. Zhao, C.-X. Li, Effect of heat treatment on eutectic silicon morphology and mechanical property of Ai-Si-Cu-Mg cast alloys. Trans. Nonferr. Metals Soc. China 14, 496–500 (2004)
Z. Ma, A.M. Samuel, F.H. Samuel, H.W. Doty, S. Valtierra, A study of tensile properties in Al–Si–Cu and Al–Si–Mg alloys: effect of β-iron intermetallics and porosity. Mater. Sci. Eng., A 2008, 36–51 (2008)
T.I. Kamins, J. Manolin, R.N. Tucker, Diffusion of impurities in polycrystalline silicon. J. Appl. Phys. (1972). https://doi.org/10.1063/1.1660842
M.H.A. Abdelaziz, Microstructural and mechanical characterization of transition elements-containing Al-Si-Cu-Mg alloys for elevated-temperature applications, PhD Thesis, UQAC, Canada, 2018.
J. Taylor, D. St John, J. Barresi, M. Couper, An empirical analysis of trends in mechanical properties of T6 heat treated Al-Si-Mg casting alloys. Int J Cast Metals Res 12(6), 419–430 (2000)
Y. Han, A. Samuel, F. Samuel, H. Doty, Dissolution of Al2cu phase in non-modified and Sr modified 319 type alloys. Int. J. Cast Met. Res. 21(5), 387–393 (2008)
D.M.S.a.J.A. Eady. Metals in Mining in 1981. Australian Inst. of Mining.
F. Rhines, M. Aballe, Growth of silicon particles in an aluminum matrix. Metall. Mater. Trans. A 17(12), 2139–2152 (1986)
F.H. Samuel, Incipient melting of Al5Mg8Si6Cu2 and Al2Cu intermetallics in unmodified and strontium-modified Al-Si-Cu-Mg (319) alloys during solution heat treatment. J. Mater. Sci. 33(9), 2283–2297 (1998)
L. Alyaldin, A.M. Samuel, H.W. Doty, S. Valtierra, F.H. Samuel, Effect of transition metals addition on the microstructure and incipient melting of 354-based alloys. Int. J. Metalcast. 14(1), 47–58 (2020). https://doi.org/10.1007/s40962-019-00331-2
Acknowledgments
The authors would like to thank Amal Samuel for enhancing the artwork used in the present study.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
The original online version of this article was revised: The alloy code in Table 3 and in the caption of Fig. 17 was corrected to 354.
Rights and permissions
About this article

Cite this article
Samuel, A.M., Abdelaziz, M.H., Doty, H.W. et al. Metallurgical Parameters Controlling Fragmentation and Spheroidization Processes of Eutectic Si Particles in Al-Si Cast Alloys. Inter Metalcast 16, 1709–1731 (2022). https://doi.org/10.1007/s40962-021-00702-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40962-021-00702-8