
Abstract
Fused deposition modeling (FDM), which is the most popular additive manufacturing technology, is widely used in numerous fields of economy and society such as aerospace, automobile, mechanical and biomedical engineering, education and sports. As the turbo-expander wheel is one of the major components of a large oxygen plant and has the enclosed structure with 20 streamline blade grooves, they are made with plaster casting process. As its efficiency is seriously affected by the profile of blade grooves, it is important to design the optimal profile and make plaster core precisely for the enhancement of the quality of products. In this paper, we designed the optimal profile by using the fluid analysis simulation tool and showed how the mold for making the plaster core mold according to this profile could be manufactured by using FDM equipment and so product manufacture period reduced and it resulted in the cost saving.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
The critical and main component of devices that manufacture commercial gases, like oxygen, is the turbo-expander which is a centrifugal or axial-flow turbine, through which the high-pressure gas is expanded to produce work that is often used to drive a compressor or generator. Because work is extracted from the expanding high-pressure gas, the expansion is approximated by an isentropic process (i.e., a constant-entropy process), and the low-pressure exhaust gas from the turbine is at an exceptionally low temperature. It accounts for 80~90% in the entire process of producing the cold temperatures. The turbo-expander wheel of the large oxygen plant must have high dimensional accuracy and good dynamic stability. Because it transfers external work to the rotating shaft, it also must have enough strength and plasticity for operating at room or cryogenic temperature.
In general, there are three types of turbo-expanders for oxygen plants; semi-open, enclosed and open type (Figure 1).

Types of turbo-expander wheel: (a) semi-open type, (b) enclosed type, (c) open type.
The advantage of a semi-open type and an open type is that their manufacturing process is comparatively simple and are light. However, their efficiency is lower than that of an enclosed type design, which is higher, but its manufacturing process is rather complicated.1
However, there is strong demand to increase the efficiency and quality of the wheel and reduce the time and cost of its manufacture by looking at new production approaches.
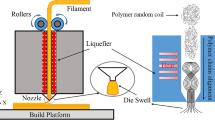
Additive manufacturing (AM) technology, often referred to 3D printing or rapid prototyping (RP), directly fabricates the complex geometrical part (concept models, functional prototypes and final products) by layer-by-layer deposition of the materials from CAD 3D model.2,3 There are many kinds of AM technology, such as stereo lithography apparatus (SLA), FDM, selective laser sintering (SLS), selective laser melting (SLM) and electron beam melting (EBM).4 Among these AM technologies, FDM technology, which was developed in 1989, is the simplest and cheapest RP method. Unlike conventional manufacturing, FDM technology is widely being developed in many countries of the world taking advantage of less raw material waste, low cost of manufacturing, high reliability, simple operation and increased freedom of design. And now it has become of particular interest due to its association with desktop 3D printers.5,6,7 It uses thermoplastic resin filaments, such as acrylonitrile butadiene styrene (ABS), polylactic acid (PLA) and polyvinyl alcohol (PVA). The resin filament is semi-molten in the print head and extruded out of the nozzle and then deposited layer by layer on the build plate, fabricating the 3D object.8,9
The quality of the printed parts depends on the process parameters of the FDM such as raster angle, layer thickness and temperature of nozzle and build plate.10 Thus, it is difficult to get the good-quality products using FDM without a deep knowledge of the process parameter.11
Many researchers investigated the relationship between FDM process parameters and mechanical properties of printed part. Mst Faujiya Afrose el al.12 studied the fatigue behavior for several build orientations of PLA parts fabricated by FDM. Lee, Huang13 and Ziemian et al14 determined the optimal build orientation to improve the mechanical properties of ABS parts. Lu Wang el al15 evaluated the effect of layer height, extrusion temperature and printing speed on the mechanical properties of polypropylene homo-polymer (PP) parts.
Those studies16,17 focused on the surface finishing and dimensional accuracy via different process parameters and defined the main factors that affect the dimensional accuracy are layer thickness, build orientation and filled density. Liu Xinhua et al.18 constructed the theory model of the process of distortion of thin plate made by PLA and determined the reasonable process factors to minimize its distortion through actual experiments.
In the present work, we have designed the optimal profile of blade grooves using finite element analysis and established the process of manufacturing the wheel by the plaster casting process using FDM (Figure 2).

Manufacturing process of enclosed wheel: (a) manufacturing the plaster core molds using FDM equipment, (b) manufacturing the plaster cores, (c) assembling the plaster cores, (d) casting, (e) finish.
As shown in Figure 2, we make the plaster mold; its material is PLA, using FDM machine. And then, we manufacture the plaster cores by the plaster mold setup and assemble the plaster cores in the casting mold. Lastly, molten aluminum alloy is poured into the casting mold and the turbo-expander wheel is finished through the machine process.
Experimental
3D Model of the Wheel
The wheel’s 3D model which was designed with SolidWorks is shown in Figure 3.

The 3D model of turbo-expander wheel.
There are 20 blade grooves in the wheel and seal thresholds for air tightness. And in the center there is a hole connected to the rotating shaft. When made of aluminum alloy (A387.0), it weighs 4.4 ~ 4.6 kg.
Optimal Structure Design
Experimental Plan
To improve the efficiency of the wheel, the temperature difference between the air which flows into the input (− 145 to − 149 °C) and the air which flows out of the output (− 175 to − 186 °C) must be maximum. So the streamline profile of the output must be optimized.
In the present work, as shown in Figure 4, five main dimensional parameters for determining streamline type at the output are selected and simulation analysis is carried out changing these parameters as shown in Table 1.

Main factors of the wheel.
Simulation Experiment
If we use the traditional experimental method, we have to make 35 = 243 experiments. Thus, in this work we made 27 simulation experiments using L27 (313) orthogonal table as shown in Table 219. At this time simulation experiments were made in SolidWorks Flow Simulation.
As shown in Table 2, S/N ratio was calculated by the following equation because the lower the temperature is at the output, the better the characteristic is.
Figure 5 shows the result of simulation experiments No. 1, 10, 20 and 27. As shown in Table 2, in No.17 experiment the lowest temperature at the output is − 189.26 °C, which is the best.

Temperature field result of fluid: a No. 1, b No. 10, c No. 20, d No. 27.
Reasonable Structure Design Using Simulation Annealing Method
Based on the result of simulation experiments, we do optimization using simulation annealing.
First, a prediction model is made using secondary multiple regression analysis. The model which predicts minimum temperature at the output is as follows:
where y denotes the minimum temperature at the output, °C; x1 up-profile radius 1, mm; x2 up-profile radius 2, mm; x3 down-profile radius 1, mm; x4 down-profile radius 2, mm; x5 thickness, mm.
The absolute error average value of this model is 0.12765 °C, and its relative error average value is − 0.067878%.
Simulation annealing is applied to this model for optimization. The execution result shows the minimum temperature at the output is − 208.75 °C when A is 22.5, B is 122, C is 16, D is 79, and E is 4.
Results
The setup for manufacturing the plaster core is shown in Figure 6.

Plaster molding setup.
As shown in Figure 6, the plaster molding setup is designed as a separation type so that only this part can be replaced when the type of wheel is updated. By the way, it is very difficult to make the top die1, top die2 and lower die by traditional methods. So in this work, these parts are manufactured using FDM equipment. The material of the part is PLA resin. The thermodynamic properties of PLA resin are shown in Table 3.
Figure 7a shows the FDM equipment (Ultimaker 2) for mold manufacturing.

FDM Equipment and Its Product: a Ultimaker 2, b Plaster Core Mold.
Through the base experiments, the effects on mold forming of parameters have been studied as follows.
The plaster core mold is shown in Figure 7b. FDM process parameters are set as above (Table 4).
The manufacturing process of the plaster cores is shown in Figure 8 and its chemical composition in Table 5.

Manufacturing process of plaster cores: a manufacturing, b plaster cores.
After the drying process, the 20 number of the plaster cores are assembled into the casting mold (Figure 9a). And then, the turbo-expander wheel is finished through the casting and machine process.

Manufacturing of turbo-expander wheel, a plaster core assembly, b casting product, c final product.
Conclusion
In the current paper, a geometrically complex turbo-expander wheel was successfully developed by combining FDM and traditional plaster casting process. Compared with the conventional investment or plaster casting, the new process has a shorter process, a lower product cost and an appropriate production yield. It is more suitable for new product development and single-piece or small-batch production. The main contributions of this paper are as follows:
In order to increase the efficiency of the turbo-expander wheel, we considered the profile type of blade grooves of the wheel to change as orthogonal array. In general, the greater the temperature difference between the air which flows into the input and the air which flows out of the output, the higher the efficiency of the wheel.
The lowest temperature at the output of turbo-expander wheel can be simulated by SolidWorks Flow Simulation tools changing the 5 number of main dimensional parameters following the orthogonal table. And then, the optimal dimensional parameters and profile type of blade grooves are determined using the FEM results and simulation annealing method as mentioned above in this work and according to this manufactured plaster core mold (PLA) with FDM equipment.
So the period of production of the turbo-expander wheel was reduced to 1/3, and the cost was decreased to 1/2.
We should study further the generalized theory model and experimental method to determine the optimal FDM process parameters for products of various types precisely. And then, a more effective method is needed to manufacture the geometrical complex parts (supercharger wheel, enclosed impeller, etc.), that is the rapid casting using the wax pattern made by PolyCast™ (Polymaker) or high impact polystyrene (HIPS) with the FDM and Polysher (Polymaker).
References
J. Gilbert Kaufman, ASM International, pp. 7-38 (2004)
D.L. Bourell, Annu. Rev. Mater. Res. 46, 1–18 (2016)
N. Guo, M.C. Leu, Front. Mech. Eng. 8(3), 215–243 (2013)
Karel Brans, 11th IFAC Workshop on Intelligent Manufacturing Systems, vol. 5, 1-5 (2013)
Ulas Yaman, Int. J. Adv. Manuf. Technol. 94, 2187–2197 (2018)
George Z. Cheng, Erik Folch et al., Pulm Ther 3, 59–66 (2017)
Yang Yang, Yonghua Chen et al., Int. J. Adv. Manuf. Technol. 84, 2079–2095 (2016)
S. Upcraft, R. Fletcher, Assem Autom 23, 318–330 (2003)
S. McMains, Commun. ACM 48, 50–56 (2005)
M.K. Agarwala, V.R. Jamalabad, N.A. Langrana, A. Safari, P.J. Whalen, S.C. Danforth, RapidPrototyp. J. 2(4), 4–19 (1996)
A. Reyes-Rodriguez, R. Dorado-Vicente, R. Mayer-Vicario, Procedia Manufacturing 13, 880–887 (2017)
Mst Faujiya Afrose, S. H. Masood, Igor Sbarski, Pio Iovenitti, Mostafa Nikzad, Prog Addit Manuf, vol. 1, pp. 21–28 (2016)
J. Lee, A. Huang, Rapid Prototyp J 19, 291–299 (2013). https://doi.org/10.1108/13552541311323290
Ziemian C, Sharma M, Ziemian S, In: Gokcek M (ed) Mechanical Engineering, InTech, pp. 159–180 (2012)
Lu Wang, J.Elliott Sanders, Douglas J.Gardner, Yousoo Han, Progress in Additive Manufacturing, pp. 1-10 (2018), https://doi.org/10.1007/s40964-018-0053-3
J. Singh, R. Singh, H. Singh, Measurement 94, 5–11 (2016)
P.J. Nuñez, A. Rivas, E. García-Plaza, E. Beamudb, A. Sanz-Lobera, Proc. Eng. 132, 856–863 (2015)
Liu Xinhua et al., Int. J. Adv. Manuf. Technol. 79, 1117–1126 (2015)
S. Singamneni, O. Diegel, D. Singh, N. McKenna, Rapid casting of light metals: an experimental investigation using taguchi methods. Int. J. Metalcast. 5, 25–36 (2011). https://doi.org/10.1007/BF03355516
Acknowledgements
This work was supported by Kim Chaek University of Technology of D. P. R. Korea. The supports are gratefully acknowledged. The authors would like to thank Prof. Haeng-Son Kim and Prof. Il-Yong Kang for proof of reading this manuscript.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Choe, CM., Sok, SH., Ri, WS. et al. Manufacture of Plaster Core Mold for Large Oxygen Plant Components Using Fused Deposition Modeling (FDM). Inter Metalcast 15, 1275–1281 (2021). https://doi.org/10.1007/s40962-020-00549-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40962-020-00549-5