
Abstract
The ferrous industry keeps evolving, and the demand for castings with complex geometries is increasing. Due to this, some foundries are facing several challenges when it comes to producing highly complex parts with a specific microstructure. Normally, heat treatment is performed when a ferritic matrix is desired. However, distortion and cracking can become a problem too. Because of this, it is important to explore alternative methods that can potentially help with these problems. In ductile iron, cobalt additions are known to increase the nodule count, which favors higher ferrite fractions. Hence, the addition of cobalt was studied to investigate its effects on the microstructure and tensile properties of ductile iron. Five heats were produced and cast into ½ inch ASTM A536 Y-blocks: 0 wt%, 1 wt%, 2 wt%, 3 wt%, and 4 wt% Co. Metallography was performed to evaluate the percent nodularity, nodule count (N/mm2), and ferrite/pearlite percentages. Tensile testing was executed using sub-size round samples. Brinell hardness and micro-Vickers were conducted on each Y-block to assess the macro and microscopic behavior of the cobalt bearing ductile iron. The addition of 4 wt% Co was found to decrease the nodule size and increase the percent nodularity and nodule count resulting in higher ferrite contents. Cobalt did not have a statistically significant effect in tensile strength and percent elongation. However, cobalt was found to increase the yield strength due to the solid solution strengthening effect in ferrite.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
The 60-40-18 grade per ASTM A536 usually requires an annealing heat treatment to obtain a mostly ferritic matrix. Therefore, when producing a casting with complex geometry, one of the main priorities is to prevent shape distortion in the heat treatment cycle. For this reason, it becomes of interest to study an alloying element that could potentially help in the production of an as-cast ferritic grade. High nodule counts are needed to generate a matrix with high ferrite content. Nevertheless, high ferrite contents have an impact on mechanical properties, resulting in lower tensile and yield strengths.
The effect of the final microstructure on the mechanical properties of ductile iron is well documented. The as-cast microstructure is governed by the solidification process and the eutectoid reaction. Salazar et al. highlighted the importance of nodule count and cooling rate on eutectic graphite formation and growth as well as austenite to ferrite/pearlite transformations. At a constant cooling rate and using two different FeSi additions of 0.32 and 0.64%, it was found that pearlite percentage is reduced when nodule count is increased.1 However, the paper does not contain an experimental methods section, so the melting procedure used to achieve different nodule counts is unknown. Askeland and Gupta calculated the distances required for carbon atoms to diffuse to the graphite nodules at various nodule counts. He showed that high nodule counts cause smaller interparticle spacing, resulting in higher ferrite contents because there is no carbon available to participate in the eutectoid reaction to form pearlite.2 Nevertheless, no attempt was made to correlate these interparticle spacing calculations with his experimental results. Loper investigated factors that impact the nodule count such as carbon equivalent, section size, Mg-treatment, and post-inoculation practices. One of the findings stated that as the nodule count increases, tensile strength and yield strength decreases while elongation increases in both as-cast and annealed 1-inch keel blocks.3 Nonetheless, the mechanical properties reported that exceeded the 60-40-18 grade were obtained by an annealing heat treatment. Loper's research has emphasized the relationship between the final as-cast microstructure and the mechanical properties of ductile iron. Ruff and Doshi studied the effect of the number and size of nodules on ferritic and pearlitic ductile irons. They noticed that the tensile strength in ferritic ductile iron is not influenced by the size of the graphite nodules. Also, an increase in the nodule size resulted in a decrease in the tensile strength of a pearlitic ductile iron. Besides, they observed that the nodule count’s effect on the yield strength was dependent upon the graphite particle width. A decrease in yield strength was found as the nodule count increased for a ductile iron with a small particle width.4 Despite this, the authors do not point out for which type of ductile iron this behavior is observed. Gonzaga studied ferrite and pearlite ratios and their influence on mechanical properties of ductile irons with a carbon equivalent (CE) below 3.9%. He concluded that the tensile and yield strengths are increased, while elongation decreases with increasing the pearlite content.5 Although results appear consistent with prior findings, the author does not provide information on how the heats were produced to acquire the microstructures studied.
The effect of alloying elements in ductile iron has been evaluated by several authors in the literature. Table 1 provides a summary of these effects.
When a fully ferritic matrix is desired, the amounts of alloying elements that promote pearlite should be limited. Therefore, it is of interest to investigate elements that could both promote and strengthen ferrite. A selected number of studies have examined the role of cobalt as this sought-after alloying element. They are described as follows:
-
Cobalt doubles the diffusion rate of carbon in γ-Fe, while alloying elements like Cr, Mo, W, Ni, and Mn slow carbon atoms, retarding the austenite to ferrite transformation.16
-
Brown and Hawkes hypothesized that elements like cobalt and nickel make cementite less stable compared to chromium. These elements increase the graphitization rate, decrease the size, and the number of nodules.17
-
Appleton studied the kinetics of first-stage graphitization in Fe–C and Fe-Co–C alloys. He found that as the cobalt content increases, the growth rate of graphite increases rapidly.18
-
Modl set up a series of experiments that analyzed the effect of cobalt additions in ductile iron with compositions ranging from 0 to 15 wt% Co. He discovered a decrease in nodule size and a maximum increase in nodule count in up to 6 wt% Co.19 The carbon content ranged from 3.61 to 3.87 wt% C and silicon contents between 2.33 and 2.57 wt% Si.
-
Solov’ev and Kuragin discussed the influence of different elements on the graphitizing effect in Fe-C-X alloys. They considered cobalt as a graphitizing element in Fe-C-X alloys, because it increases the diffusion and activity of carbon to promote graphite growth.20
-
The study by Shen et al. investigated the effect of 0.07 and 0.34 wt% Co additions to ductile iron. He found an improvement in the graphite shape with cobalt additions and mentions that cobalt promotes graphitization which results in higher nodule counts.21
-
Yazdani et al. conducted a series of trials to determine the influence of small cobalt concentrations (0.20 and 0.40 wt% Co) in the austempering reaction of 25 mm keel blocks. He reported that cobalt accelerates the stage I reaction in austempered ductile iron (ADI) reducing the austempering time needed, which could potentially allow the heat treatment of thicker sections.22
-
Chen-Hsun Hsu et al. concluded that an as-cast, fully ferritic matrix could be obtained with the addition of 4 wt% Co to 30-mm Y-blocks. The chemical composition of the unalloyed ductile iron was 3.56 wt% C and 2.83 wt% Si compared to the 4 wt% Co that contained 3.57 wt% C and 2.63 wt% Si. The heat alloyed with 4 wt% Co resulted in tensile strengths of 772 MPa, yield strengths of 540 MPa, and elongations of 17%. Unalloyed ductile iron showed tensile strengths of 463 MPa, yield strengths of 310 MPa, and elongations of 21%. Cobalt has been shown to increase ferrite content by increasing nodule count and carbon mobility.23 From the literature, it is well known that silicon is a ferrite promoter in ductile iron, which increases the ferrite content. Compared to the unalloyed ductile iron (2.83 wt% Si), the 4 wt% Co heat (2.63 wt% Si) showed a lower pearlite content (4% versus 21%).
To date, only a limited number of researchers have studied the effects of cobalt in as-cast ductile iron. These studies support the idea that cobalt could be a highly effective alloying element in the production of a ferritic matrix. The purpose of this investigation is to explore the impact of cobalt on the microstructure and mechanical properties of ½ inch ductile iron Y-blocks without heat treatment.
Methods
Material and Samples
For this exploration, 135-kg melts were fabricated in a coreless induction furnace using a constant metallic charge of 25 wt% pig iron, 55 wt% ductile iron returns, and 20 wt% steel punchings to limit variation in chemistry. Once the metallic charge had melted, 25 × 25 mm cobalt chunks (98.98 wt% Co) at a temperature around 1450 °C were added. The base iron composition was examined utilizing thermal analysis (MeltLab) and an optical emission spectrometer (OES).
The melts were brought to a temperature of 1510 °C. Five minutes before tapping, preconditioning of the iron was conducted with 0.05% FeSi. Metal stream inoculation was executed while tapping the molten metal into the preheated tundish ladle. The magnesium treatment was performed in the tundish ladle with an alloy pocket that contained a 6% MgFeSi alloy and the cover materials (cover steel and FeSi conditioner). Table 2 contains the chemical compositions of the pig iron and FeSi preconditioner used and the additions made to the ladle.
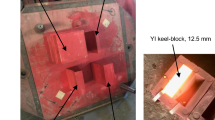
The metal was poured into ½ inch ASTM A536 Y-blocks chemically bonded sand molds (Figure 1). The molds were made with a Tinker Omega NexGen2™ mixer system.

Illustration of the ½ inch ASTM A536 Y-block mold used.
Chemical Analysis
Samples for chemical analysis were taken after the Mg treatment and evaluated using a Bruker Q4 Tasman Advanced CCD based OES. Neenah Foundry performed combustion analysis (Leco) and confirmed the composition. A total of five melts were produced with the target compositions as shown in Table 3. This base composition was chosen based on a survey conducted by the Ductile Iron Society.
Microstructure Evaluation
The microstructure of the first and last Y-blocks poured was evaluated to determine the nodule count (N/mm2) and percent nodularity (Eq. 1). A macro file created at Michigan Tech was used to perform the analysis in ImageJ with a minimum shape factor of 0.6 per ASTM E2567. Then the samples were etched with 2% Nital to analyze the ferrite and pearlite percentages. A total of ten images were taken from each sample and averaged as follows:
Tensile Behavior
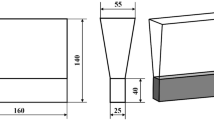
An Instron 4206 machine with an axial extensometer was used to conduct tensile testing per ASTM E8. Figure 2 depicts the location of the sub-size round samples that were machined out of the ½ inch Y-blocks. The dimensions of the round samples used are shown in Figure 3. A total of 12 tensile bars per heat were tested resulting in a total of 60 samples.

Location of the sub-size round tensile samples.

Drawing of the dimensions of the sub-size round samples (mm).
Hardness Behavior
A total of six indentations per heat were performed to measure the Brinell hardness on the cross section of the ½ inch Y-blocks. A 750 kg load and a 5 mm diameter tungsten carbide ball were used. Microhardness tests were performed in the ferrite matrix using a LECO Vickers tester with a 100-gram load and a dwell time of 10 s. Ten indentations per heat were analyzed.
Results
Chemical Analysis
The chemical analysis results of the heats are shown in Table 4.
Microstructure Evaluation
Figure 4 presents the unetched micrographs at 50 × corresponding to the first and last Y-blocks poured from each heat. A decrease in nodule size and an increase in nodule count are observed with the addition of cobalt.

Unetched micrographs at 50x. (a) 0 wt% Co, (b) 1 wt% Co, (c) 2 wt% Co, (d) 3 wt% Co, and (e) 4 wt% Co. The addition of cobalt reduces the nodule size and increases the nodule count.
The etched micrographs are shown in Figure 5. Compared to the 0 wt% Co heat, the 4 wt% Co heat had an increase in the ferrite percentage for both; first and last Y-blocks poured. Over time, the perlite content is expected to increase, and this was confirmed by the present experiments. However, the last Y-blocks poured with 2 wt%, and 4 wt% Co showed a lower pearlite percentage in contrast to the other heats.

Etched micrographs at 50x. (a) 0 wt% Co, (b) 1 wt% Co, (c) 2 wt% Co, (d) 3 wt% Co, and (e) 4 wt% Co. The addition of 4 wt% Co results in a higher ferrite percentage due to the increase in nodule count.
The percent nodularity, nodule count, and average nodule diameter are compared in Figure 6. For the first Y-block poured, the percent nodularity enhanced only with 4 wt% Co when compared to the 0 wt% Co heat. The increase in nodule count is more substantial in the 4 wt% Co heat. In general, as the percent nodularity increases, the nodule count increases too.24 The average nodule diameter was reduced considerably with 4 wt% Co and the nodules do not increase significantly over time.

The percent nodularity and nodule count increase with the addition of 4 wt% Co. The nodule size decreases with 4 wt% Co when compared to the 0 wt% Co heat. Error bars are 95% standard error of the mean.
An increase in the ferrite percentage with cobalt additions is observed for the first Y-blocks poured. In contrast, the last Y-blocks poured from the 0 wt% and 1 wt% Co heats changed more drastically over time both with a major reduction in ferrite percentage (Figure 7). As more time passed, nodule count decreased. This increases the diffusion path of carbon, resulting in more pearlite.25 Even though the 3 wt% Co heat had a lower nodule count, the first Y-block poured resulted in a ferrite percentage comparable to the other cobalt heats. On the contrary, the last Y-block poured had a considerable reduction in the ferrite percentage.

Ferrite percentage increases with the addition of 4 wt% Co. Error bars are 95% standard error of the mean.
Tensile Behavior
As shown in Figure 8, there is a slight increase in tensile strength with 3 wt% Co. That is mainly due to a lower nodule count, which increases the pearlite percentage. This finding is consistent with that of Doubrava, who observed that high pouring temperatures result in higher pearlite percentages due to a reduction in the nodule count.24 The addition of cobalt increments the yield strength, although not by much (Figure 9). This result is in agreement with Modl findings, which showed a steady increase in yield strength with increasing cobalt content.19

There is a slight increase in the tensile strength with 3 wt% Co.

There is a very small increase in the yield strength with the addition of 3 wt% and 4 wt% Co.
CE plays an important role in nodule count. As CE increases, nodule count increases too, but the growth rate is much larger at low CE values.3 As mentioned before, high nodule counts result in higher ferrite percentages, which increase the elongation. Nevertheless, no significant change in the percentage of elongation was found with the addition of cobalt (Figure 10).

Elongation values have not changed by much with the addition of cobalt.
Hardness Behavior
With the addition of 4 wt% Co, a reduction in the scatter of the data is observed (Figure 11). A possible explanation for this might be due to a more homogeneous matrix, which results in a uniform hardness value. The 3 wt% Co heat had a wide range of hardness that could be attributed to a more heterogeneous matrix (pearlite, ferrite, and graphite).

There is a reduction in the data spread for the 2 wt% and 4 wt% Co heats due to a more homogenous matrix.
Figure 12 presents the microhardness results. From the graph below, the increase in hardness of the cobalt heats is due to the solid solution strengthening effect of cobalt in ferrite. This agrees with what Modl found in his research.19

The addition of cobalt increases the hardness of the ferrite phase. Error bars are 95% standard error of the mean.
Discussion
A two-way analysis of variance (ANOVA) was performed using Minitab® statistical software to determine whether the means of two or more groups significantly differ. Setting the cobalt level and pouring position (first and last) as factors and the microstructure features as a response.
Table 6 shows the p-values from the two-way ANOVA test. The interaction between the cobalt level and the pouring position is not relevant to the graphite features. Except for the 2 wt% and 3 wt% Co heats that correspond to nodularity and nodule diameter, respectively. However, this interaction is meaningful for the ferrite and pearlite percentages of all heats except for the 1 wt% Co. This is related to the fact that over time, the nodule count decreases resulting in more perlite and less ferrite.
After performing a two-way ANOVA, it was beneficial to look at the main effects and interaction plots. The dashed line in the main effects plot is the overall mean. The steeper the slope of the line, the greater the magnitude of the main effect. The addition of 4 wt% Co has a significant effect on the percent nodularity, nodule count, and nodule diameter (Figure 13).

The addition of cobalt increases the nodularity and nodule count, and there is a decrease in the nodule size.
The 3 wt% Co heat had the lowest nodule count when compared to the rest of the heats, and this was due to an unplanned long holding time of the melt in the induction furnace. This decreases the carbon content of the melt, which reduces the nuclei sites available for graphite precipitation. Hence, decreasing the nodule count. Increasing the holding time of the melt in the furnace also has an impact on the effectiveness of the spheroidizing treatment resulting in lower nodularity. The above is in agreement with what has been found by several researchers.26,27,28
The addition of cobalt results in a higher nodule count. Due to this, the percentage of ferrite increases because there is a reduction in the path that carbon needs to diffuse to the graphite nodules resulting in higher amounts of ferrite (Figure 14). For the 2 wt% and 4 wt% Co heats, the change in microstructure is less sensitive over time. As a result of the lower nodule count mentioned before in the 3 wt% Co heat, a higher pearlite percentage was present but was not as high as the 0% Co heat.

The addition of Co increases the ferrite percentage.
Askeland’s2 equation was used to calculate the interparticle spacing (λ) between the graphite nodules of the 0 wt% and 4 wt% Co heats (Table 7). As nodule count is increased the interparticle spacing is reduced, meaning that the diffusion path of carbon decreases resulting in more ferrite.29
One-Way ANOVA was performed to understand if cobalt has a statistically significant impact on the measured mechanical properties. The cobalt level was set as a factor and the mechanical properties as responses. The addition of cobalt has no statistically significant effect in tensile strength and percent elongation (Table 8).
Since cobalt has a meaningful effect on the yield strength, the means at each cobalt level should be analyzed. To assess the differences in the means, the Tukey method was used. This method determines whether the mean difference between two different cobalt levels is statistically relevant. From Table 9, the means from 0 wt%, 1 wt%, 3 wt%, and 4 wt% Co are significant.
A Tukey simultaneous test was performed to know where the significance between two cobalt levels is. The confidence interval of those pairs of cobalt levels that do not contain zero are statistically significant (Table 10).
Tartaglia found that as the ferrite content increases, the tensile and yield strength decrease, while the percent elongation increases.30 From the present investigation, it was discovered that the addition of cobalt resulted in a higher nodule count that increased the ferrite percentage. Despite this, the yield strength did not decrease mainly because of the solid solution strengthening effect of cobalt in ferrite. The results confirm this with the increase in the ferrite hardness with the cobalt additions.
Two-way ANOVA was performed setting the cobalt level and pouring position (first and last) as a factor and the microhardness as a response. 0 wt%, 3 wt%, and 4 wt% Co heats are statistically different based on the p-values obtained (Table 11). This might explain why in Figure 11 an increase in Brinell hardness starts above 3 wt% Co. Main effects and interaction plots are depicted in Figure 15.

An increase in the hardness of ferrite with the addition of cobalt is observed.
If the 3 wt% Co heat is removed from the One-Way ANOVA analysis due to the unplanned long holding time, a small increase in the tensile strength is observed but is not statistically significant. Even though the 3 wt% Co heat resulted in similar microstructures to the other cobalt heats, the difference in mechanical properties might be due the amount and distribution of ferrite and pearlite. Tartaglia mentions that high nodule counts produce a greater continuity in the ferrite phase due to the shorter path between nodules.30 Higher tensile strength of the 3 wt% Co heat might be due to a more discontinuous matrix when compared to the 4 wt% Co heat. The continuity of the ferrite matrix with 4 wt% Co can be observed compared to the 3 wt% Co heat that has more pearlite colonies in Figure 16.

A more continuous ferrite matrix is observed for the 4 wt% Co heat compared to the 3 wt% Co heat.
Conclusions
In this investigation, the aim was to assess the effect of cobalt as an alloying element in the microstructure and tensile properties of ½ inch Y-blocks without heat treatment. The key findings that emerged from this study are outlined below:
-
The addition of 4 wt% Co increases the percent nodularity and nodule count resulting in shorter diffusion paths and more ferrite.
-
A reduction in the nodule size was observed with the addition of 4 wt% Co.
-
It was determined that even though the 4 wt% Co heat has more ferrite percentage, there is not a drastic reduction in tensile and yield strength due to the solid solution strengthening effect of cobalt in ferrite.
-
The addition of cobalt increases the hardness of ferrite because cobalt strengthens ferrite.
The results of this study open a new path for future investigations in the potential effects that cobalt has as an alloying element in ductile iron. Further research could explore if copper or manganese additions to a Co-alloyed ductile iron provide higher strength while keeping a mostly ferritic matrix. Moreover, a greater focus on the effects of cobalt in ADI thick castings (above 1-inch) could produce interesting findings in the production of the higher ductility grades from ASTM A897.
References
R. Salazar, M. Herrera-Trejo, M. Castro, J. Mendez, J. Torres, M. Mendez, Effect of nodule count and cooling rate on as-cast matrix of a Cu-Mo spheroidal graphite. J. Mater. Eng. Perform. 8, 325–329 (1999)
D.R. Askeland, S.S. Gupta, Effect of nodule count and cooling rate on the matrix of nodular cast iron. AFS Trans. 83, 313–320 (1975)
C.R. Loper Jr., Processing and control of ductile cast iron. AFS Trans. 55, 1–7 (1969)
G.F. Ruff, B.K. Doshi, Relation between mechanical properties and graphite structure in cast iron, part II. Mod. Cast. 70, 70–74 (1980)
R.A. Gonzaga, Influence of ferrite and pearlite content on mechanical properties of ductile cast irons. Mater. Sci. Eng., A 567, 1–8 (2013). https://doi.org/10.1016/j.msea.2012.12.089
M.M. Shea, Influence of cooling rate and manganese and copper content on hardness of as-cast ductile iron. AFS Trans. 86, 7–12 (1978)
Ductile Iron Handbook. American Foundry Society, pp. 79–83, 87–95, 1992
C. Labrecque, M. Gagné, Ductile iron: fifty years of continuous development. Can. Metall. Q. 37(5), 343–378 (1998). https://doi.org/10.1179/cmq.1998.37.5.343
J. R. Davis, Ed., Alloying: understanding the basics. ASM International, pp. 68–70, 2001
R.A. Gonzaga, P.M. Landa, A. Perez, P. Villanueva, Mechanical properties dependency of the pearlite content of ductile irons. J. Achiev. Mater. Manuf. Eng. 33(2), 9 (2009)
S.K. Yu, C.R. Loper, The effect of molybdenum, copper, and nickel on the microstructure, hardness, and hardenability of ductile cast irons. AFS Trans. 94, 557–576 (1986)
S.K. Yu, C.R. Loper Jr., The effect of molybdenum, copper, and nickel on the pearlitic, and martensitic hardenability of ductile cast irons. AFS Trans. 96, 811–822 (1988)
I.A. Franson, R.D. Schelleng, Nickel alloyed pearlitic ductile iron for heavy sections. AFS Trans. 64, 850–856 (1964)
Nickel as an alloy in cast iron, Modern Casting, 1977
J. Hernandez-Avila et al., The effect of molybdenum on the microstructure of nodular iron. Eur. Sci. J. 11(36), 377–388 (2015)
R. Smoluchowski, Diffusion rate of carbon in iron-cobalt alloys. Phys. Rev. 62(11–12), 539–544 (1942). https://doi.org/10.1103/PhysRev.62.539
B.F. Brown, M.F. Hawkes, Kinetics of graphitization in cast iron. AFS Trans. 59, 181–200 (1951)
A. S. Appleton, The Kinetics of first-stage graphitization in Fe-C and Fe-Co-C alloys, J. Iron Steel Inst., pp. 160–168, 1960
E. K. Modl, Effect of Cobalt Additions to Ductile Iron, Giesserei, vol. 10, 1968
V.P. Solov’ev, O. Kuragin, Evaluating the influence of different elements on iron graphitization. Sov. Cast. Technol. USA 7, 10–11 (1991)
X.P. Shen, S.J. Harris, B. Noble, Influence of small vanadium and cobalt additions on microstructure and properties of ductile iron. Mater. Sci. Technol. 11(9), 893–900 (1995). https://doi.org/10.1179/mst.1995.11.9.893
S. Yazdani, H. Bayati, R. Elliott, The influence of cobalt on the austempering reaction in ductile cast iron. Int. J. Cast Met. Res. 13(6), 317–326 (2001). https://doi.org/10.1080/13640461.2001.11819413
C.-H. Hsu, M.-L. Chen, C.-J. Hu, Microstructure and mechanical properties of 4% cobalt and nickel alloyed ductile irons. Mater. Sci. Eng., A 444, 339–346 (2007). https://doi.org/10.1016/j.msea.2006.09.027
J.H. Doubrava, S.F. Carter, J.F. Wallace, The influence of processing variables on the matrix structure and nodularity of ductile iron. AFS Trans. 89, 229–250 (1981)
M. Górny, E. Tyrała, Effect of cooling rate on microstructure and mechanical properties of thin-walled ductile iron castings. J. Mater. Eng. Perform. 22(1), 300–305 (2013). https://doi.org/10.1007/s11665-012-0233-0
Z. Glavas, The Influence of metallic charge on metallurgical quality and properties of ductile iron. Met. Mater. 50(02), 75–82 (2012). https://doi.org/10.4149/km_2012_2_75
S. Bockus, A. Dobrovolskis, Melting and modification by producing ductile iron castings. Proc Est. Acad Sci Eng 10, 10–17 (2004)
S. Bockus, A. Dobrovolskis, Effect of melting techniques on ductile iron casting properties. Metalurgija. 45, 13–16 (2006)
G.M. Goodrich, D.P. Jones, Factors affecting ductile iron nodule count: a literature review. AFS Trans. 101, 1031–1037 (1993)
J.M. Tartaglia, R.B. Gundlach, G.M. Goodrich, Optimizing structure-property relationships in ductile iron. Inter Metalcast 8, 7–38 (2014). https://doi.org/10.1007/BF03355592
Acknowledgements
Funding for the present work was provided by the Ductile Iron Society and the Materials Science & Engineering (MSE) department of Michigan Technological University. The authors acknowledge the Institute of Materials Processing and the MSE department for the use of processing equipment, characterization instruments, and staff assistance. Chemical analysis of all heats was performed by Neenah Foundry and Aarrowcast, Inc to confirm the chemical composition. Metallography for all heats was performed by Waupaca and Neenah Foundry to confirm the analysis done at Michigan Technological University. Technical assistance was offered throughout the project by Vadim Pikhovich who performed the simulation of the mold using Magma Software. Catherine Hartung, Lizeth Medina, Lyle Heberling, and Mathew Meyer who provided technical support at different stages of the project.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Almanza, A., Dewald, D., Licavoli, J. et al. Influence of Cobalt in the Tensile Properties of ½ Inch Ductile Iron Y-blocks. Inter Metalcast 15, 433–446 (2021). https://doi.org/10.1007/s40962-020-00521-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40962-020-00521-3