
Abstract
AZ61 magnesium alloy metal matrix composites (MMCs) with different weight percentages (0, 1 and 2) of micro-silicon carbide particles (SiCp) were fabricated using stir casting method. Effects of SiCp on the microstructural distributions, mechanical and fatigue properties, and fracture surfaces have been investigated. The microstructural observations of as-cast MMCs unveil the existence of primary α-Mg phase and the presence of large amount of β-Mg17Al12 secondary phase at grain boundary. The specimens are subjected to homogenization heat treatment at 410 °C for 24 h; the β-Mg17Al12 phases are significantly dissolved in the matrix grain boundaries which enhance the ductility and decrease the hardness compared with the as-cast materials. The addition of SiCp reinforcement led to improved yield strength (YS) and ultimate tensile strength (UTS) of AZ61/SiCp composite compared to the unreinforced alloy. The maximum values of YS and UTS have been attained at AZ61/1wt%SiCp composites. The enhancement of YS and UTS was due to the presence of a uniformly distributed reinforced SiCp, which depends on grain refinement of the matrix and strong interfacial bonding between the matrix and reinforcement. In the case of fatigue test results, the addition of SiCp reduced the fatigue life and strength of AZ61 alloy composite. However, addition of 1wt%SiCp showed good mechanical and fatigue properties compared to pure AZ61 magnesium alloy and AZ61/2wt%SiCp composite. Furthermore, the effects of addition of SiCp on the mechanical and fatigue properties of the composite were confirmed by using the scanning electron microscope observation of fracture surfaces.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Recently, the magnesium-based alloys/light metals are gaining major interest as lightweight structural materials for different industrial applications. This is due to the requirement of high stiffness and strength to improve the fuel efficiency and reduction in emissions. The density of magnesium is less than that of aluminum and iron which are mainly used in the automobile industries.1 Furthermore, magnesium-based alloys are very attractive materials for the production of load bearing components for steering wheels, seat frames and gear box housing applications. Such alloys are also used for structural applications exposed to dynamic loading conditions involving mechanical loading, thermal cycling and their combined loadings.2 However, magnesium and its alloys owing to its hexagonal closed packed crystal structure have limited slip systems. This leads to poor ductility, low formability, low hardness and poor wear resistance at room temperature.3,4,5 In latest, aluminum–zinc (AZ)-based magnesium alloy has been gaining more attention, and specifically, the AZ series AZ61 magnesium alloy is found of the promising alloy.6
As proposed in the recent studies,6 the magnesium alloys can be subjected to the heat treatment process to enhance the mechanical properties. On the other hand, addition of reinforcing hard particles into the magnesium alloy is one of the best solutions to improve the wear resistance, creep resistance, corrosion resistance behavior, stiffness and hardness to improve the overall mechanical properties of the material.7 From recent studies, it can be seen that addition of reinforcing particles (silicon carbide, aluminum oxide, boron carbide, etc.) into the matrix of light metals/alloys can improve the microstructural and mechanical properties. Metal matrix composites (MMCs) are considered as isotropic materials, and its fabrication techniques are similar to matrix materials. It is an effective approach to attain two basic requirements such as light weight and mechanical properties enhancement. But, as the existence of trade-off between the two properties, it is challenging to obtain optimal matrix materials easily.
The mechanical properties of the matrix materials can be improved with the addition of reinforcement particles depending on the size, type, shape and content of the particles. Generally, the SiC particle (SiCp) is the most commonly used reinforcement material for magnesium and aluminum alloys, owing to its low cost, high hardness and good compatibility. In addition to that, the tensile strength of composites can be effectively improved by using SiC reinforcing micron particles.8 Micro-particles are very economical because of their easy dispersion during fabrication, and it has good mechanical properties.9 The micro-scaled composite reinforcement has an advantage compared with nanoreinforcement in industries for achieving higher modulus and strength because they possess a higher volume fraction.10 AZ61 magnesium alloy with various weight percentages (0, 0.5 and 1) of SiCp fabricated by stir casting method followed by tubes hot extrusion revealed enhanced tensile strength, yield strength and elastic modulus of the MMCs, but addition of more than 2.5% of SiCp showed no significant effect.11,12 The addition of high SiCp content with 9.8 and 26.3 wt% of SiCp (25 μm) synthesized via decomposition melting deposition (DMD) technique enhanced the hardness, elastic modulus (E) and 0.2 offset yield tensile strength (YTS). The reason for the improved hardness is due to the formation of Mg2Si phase at the interface of Mg and SiCp.13,14 Furthermore, the microplastic deformation behavior of AZ61/SiCp MMCs is seen improved with applications of solution and aging heat treatment processes and by reinforcing of SiC (3, 6, 9 and 12 vol %) with monolithic magnesium fabricated by stir casting method. From various compositions of SiC/Mg composites, it has been found that increased SiC particle content increases the hardness values and tensile properties15.
In standard practice, the fatigue behavior of MMCs can be estimated based on two approaches: stress life approach and strain life approach. Stress life approach (S–N curve) is used to determine the stress range via Wöhler S–N curve (log–log graph of stress range versus a number of cycles to failure).16 The study of fatigue behavior of MMCs is necessary for structural design at high and low cycle fatigue conditions.17,18,19 In the literature, the low cycle fatigue properties of MMCs are not studied in detail regarding the cyclic stress–strain relations and the mean stress effects.20 Furthermore, the fatigue initiation and crack propagation characteristics of MMCs are critical for many high-performance structural applications.21 The existing results on fatigue life prediction were based on the total strain energy density method for both loading conditions of stress- and strain-controlled low cycle fatigue.19 Many researches also investigated the high cycle fatigue properties of equal-channel angular pressing (ECAP) processed magnesium alloys.22 Some studies showed that the plasma electrolytic oxidation of AZ61 magnesium alloy results in high cycle fatigue conditions in atmospheric air.23 And it also concludes that SiCp reinforced AZ91D magnesium alloy exhibited high cycle fatigue life than monolithic AZ91D. In addition to that, the lower particle size of SiCp reinforced AZ91D magnesium alloys showed higher fatigue life.24
The metal matrix composite (MMC) fabrication involves stir casting, squeeze casting, powder metallurgy, and spray casting and physical vapor deposition. Stir casting is the easiest and economically feasible method to produce the MMCs relative to all other fabrication methods. Hence, it is used for mass production and to achieve uniform distributions of the reinforced materials and to minimize the porosity.25
The present work investigates the effects of micro-SiCp weight percentages on the mechanical, fatigue strength and cyclic life behavior of AZ61/SiCp magnesium MMCs fabricated by stir casting method. The microstructural properties of AZ61/SiCp MMCs are investigated using optical microscope (OM), scanning electron microscope (SEM) with energy-dispersive X-ray (EDX) and X-ray diffraction (XRD) techniques. The tensile and fatigue properties are characterized using MTS material testing machine.
Experimental Procedures
Materials
The AZ61 magnesium alloy MMCs are fabricated by stir casting method with different wt% (0, 1 and 2) of SiCp as shown in Figure 1. AZ61 magnesium alloy was purchased from Guangyu Technology Co., Ltd., and it is used as matrix material. Silicon carbide powder with the size of 10 µm was purchased from Jiehan Technology Corporation, and it is used as reinforcement. The chemical composition of the AZ61 magnesium alloy is shown in Table 1.

Stir casting setup with major components and internal detailed sectional view.
Fabrication Method and Specimen Preparation
In a crucible, different wt% of SiCp was added into the AZ61 magnesium alloys at the initial stage and stirred at the melting stage of AZ61/SiCp MMCs to get uniform distributions of particles in the matrix. The casting temperature was increased by 100 °C for each step of 15-min interval, and the fiber cotton was used to prevent the heat loss during casting. During the casting process, SF6/CO2 gas was passed into the crucible at 400 °C to prevent the burning of AZ61 magnesium alloy MMCs at the melting stage. Furthermore, argon (Ar) gas is applied at 700 °C to prevent oxidation, especially during pouring of the melt to the mold. The SiCp/AZ61 MMCs melt was stirred at 760 °C for 3 min with 2 stirrer impellers at a speed of 300 RPM. Finally, the melt is poured into the mold which is placed inside the lower chamber of the furnace as shown in Figure 2.26,27 The mold was composed of stainless steel, and it was not preheated prior to casting. It was cleaned properly and placed in the lower chamber of the casting furnace.

Circular mold used for casting process.
Two different batches of specimens are cut from the casted ingots. First, the ingots cut with size of 10 mm × 10 mm × 5 mm for OM, SEM and XRD analysis and microhardness studies. Secondly, the middle part of the cast ingot is used to prepare the tensile and fatigue test specimens according to the ASTM standards. Some of the microstructure samples are kept in as-cast conditions and remaining all the specimens which are prepared from the ingots are subjected to heat treatment process (homogenized) at 410 °C for 24 h to increase the ductility of the material and to reduce secondary phases created during casting.
Material Characterizations
The prepared microstructural analysis samples were polished using silicon carbide abrasive paper (100, 240, 600, 1000 and 2000 CW) and then etched by 100 ml of ethyl alcohol, 10 ml of distilled water, 5 ml of acidic acid and 6 g of picric acid for 25 s of etching time. The microstructure distributions and compositions of each specimen were observed by using OM, SEM with EDS and XRD analysis. Three samples were used for the grain size measurements to determine the average grin size of the composites. Similarly, metallographic specimens without etching are used to identify the phase composition of the composites using X-ray diffraction (XRD) (model Bruker D2 phase) with Cu Kα radiation generated at 45 kV and 0.8 mA and scan rate of 0.04°/s in a 2θ range 20°–80°.
Tensile and Fatigue Properties
The microhardness is investigated by Vickers micro-hardness testing machine (Akashi MVK-H1) to examine the effects of SiCp distributions on the enhancement of microhardness. The hardness test measurements were statistically evaluated across a 1 mm scan with an average of 9 indentation readings for two samples.
The uniaxial tensile strength test is conducted to evaluate the mechanical properties of the fabricated MMCs. Tensile test specimens are prepared according to ASTM E8 standard as shown in Figure 3a, and the test is conducted using a 100KN MTS 810 testing machine at a constant displacement rate of 1 mm/min at room temperature. Three samples were tested from each composite sample, and the average value was taken into the account for final results.

Specimens for (a) tensile test and (b) fatigue test.
The load controlled low cycle fatigue test was carried out using MTS Landmark® servo hydraulic testing machine equipped with a 100 KN load cell at room temperature. The tests were conducted at a constant frequency of 4 Hz and a stress ratio of R = − 1 (fully reversed tension–compression condition). The fatigue test specimens were prepared using ASTM E606 standard as shown in Figure 3b. The mean stress (σm = 0) is taken with a stress amplitude of 50%, 30% and 20% of the ultimate stress. Three samples were tested from each composite sample, and the average value was taken into account for the final results.
In this study, the cast ingots were sent to the company to prepare the specimens using Waterjet machine for tensile and fatigue test with ASTM standard dimensions. Before the testing process, the specimens were polished with 400 and 600 silicon abrasive papers to avoid the microcracks induced from the machining process.
Results and Discussions
Microstructural Analysis
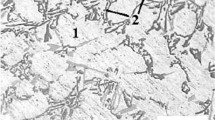
As shown in Figure 4, the microstructures of the as-cast and homogenized AZ61/SiCp magnesium alloy MMCs are characterized using OM. The OM microstructural observations of as-cast MMCs unveil the existence of primary α-Mg phase and the presence of large amount of β-Mg17Al12 secondary phase at grain boundary. From observation, it is also clear that the distribution of the SiCp is uniform and nearly equiaxed grains of the matrix alloy and reinforced composites. The uniform distribution of SiCp is due to the stir casting parameters such as stirring speed, stirring time and method of mixing. The existing β-Mg17Al12 phase being a brittle phase shows deleterious effects on mechanical properties, and it forms a continuous network on the grain boundaries (Figure 4a). The formation and segregation of β-Mg17Al12 phases were more dominant and dense in the as-cast AZ61 alloy without addition of SiCp which demonstrates the presence of thick precipitates. The role of β-Mg17Al12 phases is detrimental in altering the mechanical properties. Therefore, the addition of SiC leads to reduce the thickness of β-Mg17Al12 and refine the microstructure of AZ61 alloy (Figure 4c and e).28,29 When the specimens is subjected to homogenization heat treatment at 410 °C for 24 h, the secondary phases are observed significantly dissolved in the matrix grain boundaries (Figure 4b, d and f) which enhances the ductility and decreases the hardness compared with the as-cast materials.30

Optical microscope observations of as-cast (a) pure AZ61, (c) AZ61/1wt%SiCp, (e) AZ61/2wt%SiCp and homogenized (b) pure AZ61, (d) AZ61/1wt%SiCp (f) AZ61/2wt%SiCp MMCs.
Grain size measurements are conducted with ImageJ software, and linear intercept method is used to measure the grain size and to validate the measurement accuracy. Initially, the grain size of the matrix material, AZ61 magnesium alloy, was seen as 56.42 μm. The addition of SiCp as shown in Figure 4d and f refines the grain size of the matrix in AZ61/SiCp composites compared with the matrix alloy (Figure 4b). Grain size of AZ61/1wt%SiCp and AZ61/2wt%SiCp is obtained to be 41.49 μm and 50.93 μm, respectively. Overall, the grain size refinement was attributed to the presence of SiCp which acts as a heterogeneous nucleation sites of primary α-Mg grains and restricts the grain growth during the solidification process which is in fact incorporated with enhanced mechanical properties.29,31 However, the grain size of AZ61/2wt%SiCp is lower comparatively to the 1wt%SiCp as shown in Figure 5. Thus, higher weight percentage of SiCp is not effective due to more aggregated particles and secondary phases during the stirring process which is less significant to initiate heterogeneous nucleated site in magnesium alloy compared with 1wt%SiCp.32 The average grain size is evaluated from three samples for three images of each sample.

Average grain size of AZ61/SiCp.
The SEM and EDS microstructural analysis is carried out to evaluate the microstructure of homogenized matrix alloy and AZ61/SiCp MMCs as shown in Figure 6. The results indicated that the distributions of secondary phases are greatly affected by the homogenization heat treatment process and the weight percentage of SiCp. And also, the formation of different elemental compositions is observed using EDS for the homogenized pure AZ61 magnesium alloy (Figure 6a and b) (highly concentrated areas such as Mg, Al, Mn and Zn) and for the AZ61/SiCp composites (Figure 6c–f) (Si element is found along with composed of Al, Mg, Mn and Zn). The presence of SiCp results the formations of the dendritic-shaped structure Mg2Si hard and brittle phase with the form of Chinese script type (Figure 6e).

SEM and EDX images of homogenized (a, b) pure AZ61, (c, d) AZ61/1wt%SiCp, (e, f) AZ61/2wt%SiCp and (g) EDS analysis at point A in (c and e) MMCs.
X-ray Diffraction (XRD) Studies
Figure 7 shows the XRD analysis results of AZ61 magnesium alloy, AZ61/1wt%SiCp and AZ61/2wt%SiCp composites at cast and homogenized conditions to identify different phases. As observed from Figure 7 at the homogenized condition, the brittle Mg17Al12 phase is dissolved in all three types of materials. The identified results of XRD patterns show that the homogenized heat treatment process influences to affect the diffusion and formation of Mg17Al12 on matrix alloy and AZ61/SiCp MMCs. As shown in Figure 7b and c, intermetallic Mg2Si phase of the Mg-Si system and SiC phase is detected with the addition of 1 and 2 wt% of AZ61/SiCp MMCs at the as-cast and homogenized conditions. The reaction processes for the formation of intermetallic Mg2Si phase are given below.

XRD patterns of (a) pure AZ61, (b) AZ61/1wt%SiCp and (c) AZ61/2wt%SiCp.
It is known that the SiC is thermodynamically stable in pure Mg.33 Therefore, the intermetallic Mg2Si phase formations are due to the presence of aluminum in the Mg alloy. From Eqn. 1, SiC reacts with the aluminum to produce aluminum carbide, and as a result, the available silicon content increases in the matrix. This contributes to the development of the intermetallic Mg2Si phase as shown in Eqn. 2. However, no direct evidence was found for the formation of Al4C3 from our experiment. The SEM microstructure and EDS analysis (Figure 6c, e and g) of AZ61/SiCp MMCs obtained from the particle surface suggests that the phases are complex reaction products containing Mg, Al, Si, C and O.34 The complex reaction products are speculated as Mg2Si + Al4C3. The detected phases from XRD analysis were confirmed with the SEM and EDS analysis (Figure 6). Similarly, from previous work35,36 synthesized Mg alloy reinforced with SiCp produce Mg2Si phase from the high-intensity ultrasonic cavitation-assisted casting and stir casting process.
Mechanical Properties
Micro-Hardness
Generally, the micro-hardness of AZ61 magnesium alloy MMCs is higher compared to the micro-hardness of pure AZ61 magnesium alloy. Recent research work37 investigated the effect of adding Al2O3 and nanosized SiCp on the tensile, compressive and micro-hardness behavior of AZ31magnesium alloy composites, and it is found that the addition of Al2O3 and nanosized SiC increases the strength and micro-hardness. The effect of homogenization heat treatment on the micro-hardness response of AZ61/SiCp MMCs is investigated by comparing with the micro-hardness of as-cast AZ61/SiCp MMCs, as shown in Figure 8. Before and after applying heat treatment, the addition of different weight percentages of SiCp into the matrix alloy showed a significant effect on the micro-hardness values. The micro-hardness values of as-cast MMCs are increased with increasing SiCp weight percentage, i.e., for pure AZ61, it was 57.46 HV, for 1 wt% of SiCp it was increased to 59.54 HV, and the addition of 2 wt.% of SiCp showed 62.8 HV micro-hardness values. Similarly, the micro-hardness values for homogenized pure AZ61, AZ61/1wt%SiCp and AZ61/2wt%SiCp were 56.94, 57.44 and 59.92 HV, respectively. Adding 1 and 2 wt.% of SiCp in homogenized condition increased the micro-hardness values by 0.87% and 4.13%, respectively. Results indicated that the addition of SiCp increases the micro-hardness of the AZ61/SiCp due to the highly localized plastic deformation restricted by the presence of hard ceramic particles during the indentation.35 Besides, the reason behind the decreased micro-hardness values of homogenized MMCs is due to the dissolving and segregations of secondary phases along the grain boundaries of the matrix materials as shown in Figures 4 and 7.

Micro-hardness values of as-cast and homogenized AZ61/SiCp MMCs.
Tensile Strength Behavior
The tensile strength tests are conducted at room temperature to evaluate the influence of different weight percentages of SiCp and homogenization heat treatment on the AZ61/SiCp MMCs. Figure 9 shows the engineering stress vs. engineering strain curves of AZ61/SiCp MMCs, and the ultimate tensile strength (UTS), yield strength (YS) and elongation of the AZ61/SiCp MMCs are shown in Table 2 (extracted from the results presented in Figure 9). The addition of SiCp from 0 to 1 wt% shows enhanced in UTS (from 156.61 to 170.06 MPa) and YS (from 91.45 to 108.17 MPa), and strain at fracture increases from 4.62 to 4.47%. Furthermore, addition of SiCp from 1 to 2% leads to the decrease in the UTS (from 170.06 to 166.64 MPa) as well as YS (from 108.17 to 100.64 MPa). Correspondingly, the addition of 2 wt% of SiCp/AZ61 MMCs decreased the fracture strain from 4.47 to 3.44%. Therefore, the addition of SiC reinforcement particles led to improvement in the YS and UTS of AZ61/SiCp composite compared to the unreinforced materials. However, the maximum values of YS and UTS have been attained at AZ61/1wt%SiCp composites. The enhancement of UTS and YS was attributed to the presence of a uniformly distributed reinforced SiCp which depends on the grain refinement of matrix grains and the formation of strong interfacial bonding between the matrix and ceramic reinforcement particles. The appropriate interfacial bonding between the matrix and reinforcements is used to transfer the applied load from the soft matrix material to hard reinforcement particles. The addition of hard reinforcement particles increased the composite performance to transfer more load from the matrix to reinforcements which leads to the increased strength of the composites.38 Moreover, the strength of composites is improved due to the large dislocation density raised from the thermal expansion mismatch and elastic modulus mismatch between matrix and reinforcement. Furthermore, addition of 2wt%SiCp into the AZ61 alloy led to the decrease in YS and UTS of AZ61/2wt%SiCp composites compared with AZ61/1%SiCp due to the agglomeration effect of SiCp and the formation of high amount of Mg2Si brittle intermetallic phase as shown in Figure 6e.11 Therefore, significant amount of Mg2Si phase bring detrimental effect on the mechanical properties. The tensile test results are correlated with the microstructure properties (Figures 4 and 5). The fracture strain decreased with the addition of SiCp, which is due to the presence of reinforcement particles and the localization of the matrix deformation.

Experimental results of tensile test for stress–strain curves of AZ61/SiCp MMCs.
Tensile Test Fracture Surface Analysis
After the tensile test, the fracture surface characteristics of the AZ61/SiCp MMCs are studied using SEM analysis. Many microscopic images have been used from each sample to evaluate the fracture surfaces, and the most feasible and representative image has been selected. According to the previous literatures, the fracture surface characteristics of brittle materials consist of inter-granular fracture and cleavage type trans-crystalline rupture, while the fracture surface consists of dimple structures that results in ductile properties.39 As depicted in Figure 10, the tensile fracture surface analysis of homogenized pure AZ61 and AZ61/SiCp MMCs confirmed that the pure AZ61 fracture surface has more dimples features with small cleavage structures compared to the AZ61/SiCp MMCs which indicates its ductile behavior (Figure 10a). However, the addition of 1 wt% of SiCp content shows the mixed features of fracture patterns and it is predominantly quasi-cleavage (cleavage facets dimple) structures and tearing ridges as shown in Figure 10b. Furthermore, Figure 10c clearly displays that the cleavage facets and tearing ridge fracture surface patterns for the addition of 2 wt% of SiCp which is a brittle fracture behavior. The tearing ridges are visible in the 2 wt% of SiCp/AZ61 MMCs which is due to the presence of micro-plastic deformations, and it often results in brittle fracture and reduced elongation of MMCs. Therefore, addition of SiC hard particles leads to refinement and interfacial deboning between the matrix and reinforcement. Increasing the SiC contends in AZ61 alloy decreases the size and numbers of dimples and increase in cohesion features of matrix and reinforcement. The presence of tough and hard particles reinforced with matrix leads to the plastic flow at the interface. Due to that, the fracture behavior of composites leads to change from ductile to brittle failure which causes increase in strength of the composites.

Tensile fracture surface of (a) Pure AZ61, (b) 1wt%SiCp/AZ61 and (c) AZ61 2wt%SiCp/AZ61 MMCs.
Fatigue Strength Behavior of SiCp/AZ61 MMCs
The fatigue tests are conducted at room temperature and low cycle fatigue condition (< 105 cycles) and evaluated by considering the influence of SiCp on the AZ61 magnesium alloy MMCs. During the fatigue test, the loading is applied with 50%, 30% and 20% of the ultimate load and the obtained results are represented by using S–N curves as shown in Figure 11 and the corresponding results are shown in Table 3. Pure AZ61 magnesium alloy shows significantly high fatigue life compared to the SiCp reinforced MMCs. In fact, the cyclic fatigue life difference between the three materials such as pure AZ61, 1 wt% of SiCp/AZ61 and 2 wt% of SiCp/AZ61 is increased with decreasing amplitude stresses. At low number of cycles to failure, the fatigue life of pure AZ61 magnesium alloy was higher compared to the SiCp/AZ61 MMCs. However, the endurance limits of pure AZ61 and 1 wt% of SiCp/AZ61 MMCs are similar. In addition, the cyclic ductility decreased owing to the presence of a significant amount of SiCp which confirms the existence of brittle properties. This is due to the increasing SiCp content in the matrix which causes highly localized plastic damage due to the reinforcement that leads to crack initiation.40, 41 Similar results are also recorded in different literatures studying on aluminum composites with increasing ceramic particle volume fractions for low cycle fatigue analysis.42, 43

S–N curve diagram for AZ61/SiCp MMCs.
Fatigue Fracture Surface Analysis
The fatigue fracture surfaces of the homogenized SiCp/AZ61 MMCs specimens are analyzed using SEM. Based on the microstructural analysis, the overall fracture surface and fatigue crack initiation modes are investigated. In the case of samples extracted from pure AZ61, fatigue cracks initiations are observed to occur at the edge surface of the specimens as shown in Figure 12. In the case of SiCp/AZ61 MMCs, the crack initiation sites are observed at random locations inside the fatigue fracture surface of the composite. In this case, the crack initiation and micro-cracks are located at the SiCp–AZ61 interface, secondary phase–AZ61 interface and at a combination of the three materials interfaces. The secondary phase precipitations can be dissolved partly during the homogenization heat treatment process which results in improved strength of MMCs.44 The overall fatigue fracture surface features of pure AZ61 fatigue test specimens loaded by symmetrical tension–compression loading and failed at 4.9 × 104 cycles are shown in Figure 12. Features of fracture surfaces of pure AZ61 showed the long propagation patterns and fatigue striations followed by secondary cracks which predict the higher fatigue life of pure AZ61 magnesium alloy compared to SiCp/AZ61 MMCs as shown in Figure 12b and c. Furthermore, the higher fatigue life of pure AZ61 was attributed due to its higher ductility.

Fatigue fracture surface patterns of pure AZ61 magnesium alloy failed at 4.9 × 104 cycles.
Similarly, the fatigue fracture surface shown in Figure 13 was obtained by symmetrical tension–compression fatigue loading of 1 wt% of SiCp reinforced MMCs specimens which failed at 3.2 × 104 cycles. The red arrow shown in Figure 13a indicated the fatigue crack initiation site virtually at the center of the fracture surface of MMCs. Moreover, fatigue fracture propagated along all the directions until the final fracture occurred. The fracture surface in Figure 13b indicates the presence of weak interfacial bonding between constituent phases. The formation of interfacial cracks observed due to local stress-induced plastic deformation of the MMCs matrix.45 Therefore, the surface analysis of 1 wt% of SiCp/AZ61 MMCs indicates the co-existence of both ductile and brittle fracture phenomena. The fracture surfaces are exposed to micro-cracks when the fine particles are disaggregated from the matrix alloy phase to form void nucleation, as shown in Figure 13c.

Fatigue fracture surface patterns of 1 wt% of SiCp/AZ61 MMCs failed at 3.2 × 104 cycles.
Finally, the fatigue fracture surface of the 2 wt% of SiCp reinforced SiCp/AZ61 MMC specimens was investigated. The 2 wt% SiCp reinforced SiCp/AZ61 MMCs loaded by the symmetrical tension–compression loading as shown in Figure 14 showed the shortest fatigue life which failed at 7.8 × 103 cycles relative to the pure AZ61 and 1 wt% SiCp MMCs. Due to the presence of Mg2Si and large (2 wt%) amount of SiCp, different crack initiation patterns are observed throughout the fracture surfaces.

Fatigue fracture surface patterns of 2wt%SiCp/AZ61 MMCs failed at 7.8 × 104 cycles.
Conclusion
In this work, the tensile and fatigue strength behaviors of AZ61 magnesium alloy metal matrix composite reinforced with different weight percentages (0, 1 and 2) of SiCp and fabricated by stir casting method were investigated. The experimental analysis of tensile and fatigue behaviors is conducted on the homogenization heat-treated samples. From the comprehensive analysis, the following conclusions are reached:
-
1.
The microstructural observations indicate the existence of primary α-Mg phase and large amount of β-Mg17Al12 secondary phase at grain boundary. Performing homogenization heat treatment on the as-cast composite dissolves the β-Mg17Al12 phase into the matrix along its grain boundaries. This leads to enhanced ductility and decreases the hardness compared with the as-cast materials.
-
2.
The addition of SiCp increased the UTS and YS of the MMCs. The enhancement of UTS and YS was attributed to the presence of a uniformly distributed reinforced SiCp which depends on the grain refinement and of the matrix and strong interfacial bonding between the matrix and ceramic reinforcement particles. The appropriate interfacial bonding between the matrix and reinforcements is used to transfer the applied load from the soft matrix material to hard reinforcement particles.
-
3.
The fatigue strength is decreased as the weight percentages of SiCp contents are increased which indicates that the fatigue properties of SiCp reinforced magnesium metal matrix composites are lower compared to the matrix magnesium alloys.
-
4.
The fatigue fracture surface from SEM observations of SiCp reinforced composites indicates the crack initiation, propagation patterns, microcracks and void nucleation formation compared with AZ61 alloy which are consistent with the fatigue test results.
References
J.W. Kaczmar, K. Pietrzak, W. Wlosiński, Production and application of metal matrix composite materials. J. Mater. Process. Technol. 106(1–3), 58–67 (2000). https://doi.org/10.1016/S0924-0136(00)00639-7
M. Gupta, Q.B. Nguyen, A.M. Hamouda, K.S. Tun, N.J. Minh, Investigation on the mechanical properties of Mg-Al alloys (AZ41 and AZ51) and its composites. Metals (Basel) 2(3), 313–328 (2012). https://doi.org/10.3390/met2030313
K.B. Nie, K.K. Deng, X.J. Wang, T. Wang, K. Wu, Influence of SiC nanoparticles addition on the microstructural evolution and mechanical properties of AZ91 alloy during isothermal multidirectional forging. Mater. Charact. 124, 14–24 (2017). https://doi.org/10.1016/j.matchar.2016.12.006
G. Faraji, O. Dastani, S.A.A.A. Mousavi, Effect of process parameters on microstructure and micro-hardness of AZ91/Al2O3surface composite produced by FSP. J. Mater. Eng. Perform. 20(9), 1583–1590 (2011). https://doi.org/10.1007/s11665-010-9812-0
P. Asadi, M.K. Besharati Givi, G. Faraji, Producing ultrafine-grained AZ91 from as-cast AZ91 by FSP. Mater. Manuf. Process. 25(11), 1219–1226 (2010). https://doi.org/10.1080/10426911003636936
Q.B. Nguyen et al., Effect of addition of nano-al2o3 and copper particulates and heat treatment on the tensile response of az61 magnesium alloy. J. Eng. Mater. Technol. Trans. ASME 135(3), 1–7 (2013). https://doi.org/10.1115/1.4023769
A. Luo, Magnesium metal matrix composites liquid-mixing and casting) melt stirring. Metall. Mater. Trans. A 26(September), 2445–2455 (1995). https://doi.org/10.1007/BF02671259
S. Zhang et al., Simultaneously improving the strength and ductility of extruded bimodal size SiCp/AZ61 composites: Synergistic effect of micron/nano SiCp and submicron Mg17Al12 precipitates. Mater. Sci. Eng. A 743(2018), 207–216 (2018). https://doi.org/10.1016/j.msea.2018.11.023
X.J. Wang et al., Processing, microstructure and mechanical properties of micro-SiC particles reinforced magnesium matrix composites fabricated by stir casting assisted by ultrasonic treatment processing. Mater. Des. 57, 638–645 (2014). https://doi.org/10.1016/j.matdes.2014.01.022
B.N. Sahoo, S.K. Panigrahi, Effect of in-situ (TiC-TiB2) reinforcement on aging and mechanical behavior of AZ91 magnesium matrix composite. Mater. Charact. 139(January), 221–232 (2018). https://doi.org/10.1016/j.matchar.2018.03.002
A. Matin, F.F. Saniee, H.R. Abedi, Microstructure and mechanical properties of Mg/SiC and AZ80/SiC nano-composites fabricated through stir casting method. Mater. Sci. Eng. A 625, 81–88 (2015). https://doi.org/10.1016/j.msea.2014.11.050
S.J. Huang, Y.M. Hwang, Y.S. Huang, C.C. Huang, Mechanical properties enhancement of particle reinforced magnesium matrix composites used for hot extruded tubes. Acta Phys. Pol. A 127(4), 1271–1273 (2015). https://doi.org/10.12693/APhysPolA.127.1271
M.K.K. Oo, P.S. Ling, M. Gupta, Characteristics of Mg-based composites synthesized using a novel mechanical disintegration and deposition technique. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 31(7), 1873–1881 (2000). https://doi.org/10.1007/s11661-006-0241-5
B.V. Manoj Kumar, B. Basu, V.S.R. Murthy, M. Gupta, The role of tribochemistry on fretting wear of Mg-SiC particulate composites. Compos. A Appl. Sci. Manuf. 36(1), 13–23 (2005). https://doi.org/10.1016/j.compositesa.2004.06.032
B. Venkatesh, P. Sandeep, M.V.A. Ramakrishna, Synthesis and mechanical characterization of magnesium reinforced with SiC composites. Mater. Today Proc. 19, 792–797 (2019). https://doi.org/10.1016/j.matpr.2019.08.133
J. Szala, A fatigue life calculation method for structural elements made of D16CzATW aluminium alloy. Polish Maritime Res. 17(66), 8–17 (2010)
L. Wagner, M. Hilpert, J. Wendt, B. Küster, On methods for improving the fatigue performance of the wrought magnesium alloys AZ31 and AZ80. Mater. Sci. Forum 419–422, 93–102 (2009). https://doi.org/10.4028/www.scientific.net/msf.419-422.93
H.K. Kim, Y.I. Lee, C.S. Chung, Fatigue properties of a fine-grained magnesium alloy produced by equal channel angular pressing. Scr. Mater. 52(6), 473–477 (2005). https://doi.org/10.1016/j.scriptamat.2004.11.007
T.S. Shih, W.S. Liu, Y.J. Chen, Fatigue of as-extruded AZ61A magnesium alloy. Mater. Sci. Eng. A 325(1–2), 152–162 (2002). https://doi.org/10.1016/S0921-5093(01)01411-3
U. Noster, I. Altenberger, B. Scholtes, Isothermal fatigue of magnesium wrought alloy AZ31. Magnes. Alloy Their Appl. (2006). https://doi.org/10.1002/3527607552.ch49
V. Sivananth, S. Vijayarangan, N. Rajamanickam, Evaluation of fatigue and impact behavior of titanium carbide reinforced metal matrix composites. Mater. Sci. Eng. A 597, 304–313 (2014). https://doi.org/10.1016/j.msea.2014.01.004
S. Fintová, L. Kunz, Fatigue properties of magnesium alloy AZ91 processed by severe plastic deformation. J. Mech. Behav. Biomed. Mater. 42, 219–228 (2015). https://doi.org/10.1016/j.jmbbm.2014.11.019
A. Němcová, P. Skeldon, G.E. Thompson, S. Morse, J. Čížek, B. Pacal, Influence of plasma electrolytic oxidation on fatigue performance of AZ61 magnesium alloy. Corros. Sci. 82, 58–66 (2014). https://doi.org/10.1016/j.corsci.2013.12.019
A.R. Vaidya, J.J. Lewandowski, Effects of SiCp size and volume fraction on the high cycle fatigue behavior of AZ91D magnesium alloy composites. Mater. Sci. Eng. A 220(1–2), 85–92 (1996). https://doi.org/10.1016/S0921-5093(96)10464-0
J. Hashim, L. Looney, M.S.J. Hashmi, Metal matrix composites: production by the stir casting method. J. Mater. Process. Technol. 92–93, 1–7 (1999). https://doi.org/10.1016/S0924-0136(99)00118-1
S.J. Huang, V. Rajagopal, A.N. Ali, Influence of the ECAP and HEBM processes and the addition of Ni catalyst on the hydrogen storage properties of AZ31-x Ni (x=0,2,4) alloy. Int. J. Hydrogen Energy 44(2), 1047–1058 (2019). https://doi.org/10.1016/j.ijhydene.2018.11.005
S.J. Huang, A.N. Ali, Effects of heat treatment on the microstructure and microplastic deformation behavior of SiC particles reinforced AZ61 magnesium metal matrix composite. Mater. Sci. Eng. A 711(2017), 670–682 (2018). https://doi.org/10.1016/j.msea.2017.11.020
H. Lin, M. Yang, H. Tang, F. Pan, Effect of minor Sc on the microstructure and mechanical properties of AZ91 magnesium alloy. Prog. Nat. Sci. Mater. Int. 28(1), 66–73 (2018). https://doi.org/10.1016/j.pnsc.2018.01.006
S.J. Huang, A. Abbas, Effects of tungsten disulfide on microstructure and mechanical properties of AZ91 magnesium alloy manufactured by stir casting. J. Alloys Compd. 817, 153321 (2020). https://doi.org/10.1016/j.jallcom.2019.153321
K.R. Gopi, H.S. Nayaka, S. Sahu, Investigation of microstructure and mechanical properties of ECAP-processed AM series magnesium alloy. J. Mater. Eng. Perform. 25(9), 3737–3745 (2016). https://doi.org/10.1007/s11665-016-2229-7
A. Viswanath, H. Dieringa, K.K. Ajith Kumar, U.T.S. Pillai, B.C. Pai, Investigation on mechanical properties and creep behavior of stir cast AZ91-SiCp composites. J. Magn. Alloys 3(1), 16–22 (2015). https://doi.org/10.1016/j.jma.2015.01.001
Y. Huang, J. Gu, S. You, K.U. Kainer, N. Hort, Influences of SiC particle additions on the grain refinement of Mg–Zn alloys. Miner. Met. Mater. Ser. (2019). https://doi.org/10.1007/978-3-030-05789-3_49
M.C. Gui, J.M. Han, P.Y. Li, Microstructure and mechanical properties of Mg-Al9Zn/SiCp composite produced by vacuum stir casting process. Mater. Sci. Technol. 20(6), 765–771 (2004). https://doi.org/10.1179/026708304225017319
A. Luo, Processing, microstructure, and mechanical behavior of cast magnesium metal matrix composites. Metall. Mater. Trans. A 26(9), 2445–2455 (1995). https://doi.org/10.1007/BF02671259
S. Aravindan, P.V. Rao, K. Ponappa, Evaluation of physical and mechanical properties of AZ91D/SiC composites by two step stir casting process. J. Magn. Alloys 3(1), 52–62 (2015). https://doi.org/10.1016/j.jma.2014.12.008
J. Lan, Y. Yang, X. Li, Microstructure and microhardness of SiC nanoparticles reinforced magnesium composites fabricated by ultrasonic method. Mater. Sci. Eng. A 386(1–2), 284–290 (2004). https://doi.org/10.1016/j.msea.2004.07.024
M. Rashad, F. Pan, W. Guo, H. Lin, M. Asif, M. Irfan, Effect of alumina and silicon carbide hybrid reinforcements on tensile, compressive and microhardness behavior of Mg-3Al-1Zn alloy. Mater. Charact. (2015). https://doi.org/10.1016/j.matchar.2015.06.033
M.J. Shen, X.J. Wang, T. Ying, K. Wu, W.J. Song, Characteristics and mechanical properties of magnesium matrix composites reinforced with micron/submicron/nano SiC particles. J. Alloys Compd. 686, 831–840 (2016). https://doi.org/10.1016/j.jallcom.2016.06.232
K. Liu, Q.F. Wang, W.B. Du, S.B. Li, Z.H. Wang, Failure mechanism of as-cast Mg-6Zn-2Er alloy during tensile test at room temperature. Trans. Nonferrous Met. Soc. China English Ed. 23(11), 3193–3199 (2013). https://doi.org/10.1016/S1003-6326(13)62852-6
Y. Uematsu, K. Tokaji, M. Kawamura, Fatigue behaviour of SiC-particulate-reinforced aluminium alloy composites with different particle sizes at elevated temperatures. Compos. Sci. Technol. 68(13), 2785–2791 (2008). https://doi.org/10.1016/j.compscitech.2008.06.005
H.A. Hassan, J.J. Lewandowski, Effects of particulate volume fraction on cyclic stress response and fatigue life of AZ91D magnesium alloy metal matrix composites. Mater. Sci. Eng. A 600, 188–194 (2014). https://doi.org/10.1016/j.msea.2014.02.021
I. Uygur, M.K. Külekci, Low cycle fatigue properties of 2124/SiCp Al-alloy composites. Turk. J. Eng. Environ. Sci. 26(3), 265–274 (2002)
W. Li, Z.H. Chen, D. Chen, J. Teng, C. Fan, Low-cycle fatigue behavior of SiCp/Al-Si composites produced by spray deposition. Mater. Sci. Eng. A 527(29–30), 7631–7637 (2010). https://doi.org/10.1016/j.msea.2010.08.017
A. Němcová, J. Zapletal, M. Juliš, T. Podrábský, Cyclic fatigue resistance of Az91 magnesium alloy. Mater. Eng. 16(4), 5 (2009)
D.P. Myriounis, E.Z. Kordatos, S.T. Hasan, T.E. Matikas, Crack-tip stress field and fatigue crack growth monitoring using infrared lock-in thermography in a359/sicp composites. Strain 47(SUPPL. 1), 619–627 (2011). https://doi.org/10.1111/j.1475-1305.2009.00665.x
Acknowledgements
The authors would like to gratefully acknowledge the financial support to this research from the Ministry of Science and Technology of Republic of China (Project No. MOST-105-2221-E-011-058-MY2).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Huang, SJ., Subramani, M., Ali, A.N. et al. The Effect of Micro-SiCp Content on the Tensile and Fatigue Behavior of AZ61 Magnesium Alloy Matrix Composites. Inter Metalcast 15, 780–793 (2021). https://doi.org/10.1007/s40962-020-00508-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40962-020-00508-0