
Abstract
The influence of amplitude and frequency of die vibration during solidification on microstructural evolution of Al–7Si–0.2Mg (356, LM-25) alloy was studied. The amplitude of die vibration was varied from 0.0 to 1.05 mm at 50 Hz frequency, and the frequency was changed from 30 to 50 Hz at a amplitude of 0.75 mm. Structural examination and quality of the casting were evaluated in terms of porosity at various processing conditions. Vibration modified and refined structure during gravity die casting of the alloy. Macrostructure of casting prepared in vibrating die consisted of fine equiaxed grains. In contrast, macrostructure of casting produced in stationary die typically consisted of columnar grains at the periphery and equiaxed grains at the center. Die vibration resulted in microstructure of mixed type comprising of globular and dendritic primary α-Al with interdendritic eutectic Si particles. On the contrary, microstructure of casting produced in stationary die consisted of dendritic α-Al structure and eutectic Si particles. In addition, die vibration reduced secondary dendritic arms spacing (SDAS) to 18.98 μm from 34.38 μm obtained without vibration. Since SDAS is a measure of cooling rate, its reduction due to die vibration implies an increase in cooling rate of casting. This is attributed to the forced convection effect generated by die vibration. Consequently, the higher cooling rate owing to the die vibration reduced microsegregation of Si and Mg in the casting. Further, structural modification and refinement due to die vibration improved the quality of casting significantly in terms of porosity.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
The Al–Si–Mg cast alloy is widely considered as the workhorse in automotive industries owing to its high specific strength, high thermal conductivity, and relatively low cost as compared to cast iron.1 Since last couple of decades, there is an increasing trend to switchover from ferrous components to cast Al alloys for improving fuel efficiency and performance of automobiles.2 Various applications of Al–Si–Mg alloy in automotive industries are engine block, cylinder head, compressor housing, steering knuckle, etc. The performance of Al casting depends on the quality of melt, processing method, and design of mold. All these factors are carefully controlled and optimized for producing casting of superior quality. Quality of the casting is improved by minimizing defects in the casting such as inclusions, porosity, and hot tears. Among various defects, porosity is considered as an important quality factor responsible for high rejection rate of castings used for critical applications. There are two types of porosity present in Al casting, namely shrinkage porosity and gas porosity. Reduction in shrinkage porosity in casting is achieved by using Al alloys with high fluidity, optimizing gating and riser design, grain refinement, imposing vibration during solidification, and controlling heat transfer rates.3 The other type of porosity in Al casting, namely gas porosity, is caused by hydrogen absorption in molten Al above liquidus temperature owing to its high solubility at higher temperature and entrapment of air in the mold during casting. Gas porosity is conventionally reduced in Al casting by using chemical agent such as hexachloroethane (C2Cl6)4 or rotary degasser.5 Both shrinkage and gas pores in casting significantly reduce strength and ductility of casting. It has been reported that porosity and inclusions adversely affect the thermomechanical fatigue life of cylinder heads made from cast Al alloy.6 Therefore, it is of paramount importance to manufacturer to reduce porosity and inclusions in Al casting.
Among various cast Al–Si alloys, Al–Si–Mg alloy presents a good combination of yield strength and ductility. However, their strength decreases rapidly at temperatures above 473 K (200 °C). Therefore, they are limited to relatively low-temperature applications such as steering knuckle and compressor housing. In addition, Al–Si–Mg alloy possesses relatively good castability, which helps in producing casting with complex geometry. Good castability of Al–Si–Mg alloy is attributed to the presence of Si as alloying element in the alloy.7 The presence of Si in Al alloy widens the solidification range and increases fluidity, which are prerequisite conditions for improving castability. In addition, Si reduces density and coefficient of thermal expansion of Al–Si alloys.8 Low density improves fuel efficiency, and low coefficient of thermal expansion improves thermomechanical fatigue life of casting.
It is well known that mechanical properties such as yield strength, ultimate tensile strength, elongation, and fatigue life of Al castings are increased by reducing grain size, minimizing segregation, and eliminating porosity. Traditionally, grain size of Al casting is reduced using suitable grain refiner such as Al–Ti, Al–Ti–B, Al–Ti–C master alloys. It has been observed that grain refinement reduces volume fraction and size of porosity in Al–9Si–3Cu9 alloy and A35610 alloy. However, the use of grain refining agent has shortcomings such as fluctuating price and lack of continuous supply in the emerging market. Therefore, there is huge impetus to develop an alternate method for refining grain, altering grain morphology, and reducing casting defects without using any chemical agents. Microstructural refinement and modification are possible using a modified casting process, which involves creating disturbances in melt during solidification. Disturbances in melt during solidification are produced by various methods such as ultrasonic vibration,11,12 electromagnetic vibration,13,14 and mechanical vibration.15,16 Each of these vibration methods has shown promising results in terms of grain refinement and improvement in mechanical properties. Among various methods, microstructural modification by mechanical vibration of mold during solidification of melt is emerging as an effective and efficient method in refining microstructure, modifying grain morphology, increasing castability, and reducing porosity due to its simplicity in process design and relatively low cost. Further, it helps in reducing the size and morphology of eutectic phase(s) in Al alloys, which plays an important role in improving mechanical properties of casting.16
In case of Al–Si alloys, the morphology of eutectic Si phase is commonly modified by adding chemical elements including Sr, Na, etc. Addition of these modifiers in Al–Si alloys is known to change the morphology of Si phase to fibrous type in hypoeutectic Al–Si alloy. The modified Si morphology in Al–Si alloys improves their tensile strength and ductility and reduces the solution heat treatment time. However, modifiers such as Na and Sr increase gas porosity in Al casting. Casting of Al–Si alloys in mechanically vibrating mold has the potential to modify the morphology of eutectic Si and reduce its size. Therefore, an effort is made in this study to optimize a cost-effective process to refine grain without adding any grain refining agents, reduce the size of eutectic Si, reduce porosity (shrinkage and gas), and improve its castability through mechanical die vibration. Refined microstructure, altered grain structure, reduced porosity, and improved mechanical properties of Al casting produced in vibrating metallic mold have been reported elsewhere.17
In this study, castings were produced in vibrating die. Amplitude and frequency of die vibration were varied to optimize the processing condition. For comparative purposes, castings were also produced in stationary die. The influence of die vibration during solidification of alloy on structure, porosity, and density of Al–Si–Mg (356 Al) alloy is studied. Material characterizations include structural examination, image analysis, energy-dispersive of X-ray (EDS) analysis for assessing microsegregation, and density measurement.
Experimental Methods
Chemical Analysis
The 356 (Al–Si–Mg cast alloy) aluminum alloy (equivalent to LM-25 alloy as tested) was procured from a local vendor, and its chemical composition was determined by optical emission spectroscopic (OES) method. The composition of alloy and the standard specification of 356 Al alloy are shown in Table 1. The alloy composition conformed to the 356 Al alloy specification. The alloy was devoid of any grain refiner. Trace amount of Ti was present in the alloy as impurity element, and it is considered as insignificant to act as grain refiner. In addition, Si modifiers (such as Sr, Na etc.) were not added in the alloy. The 356 Al alloy is commonly poured in sand mold and permanent mold for application such as steering knuckles.18
Casting Method
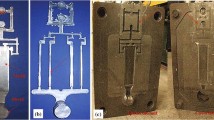
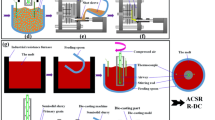
In this study, castings were produced using the gravity die casting technique. Top and bottom gating dies were used to cast the alloy. Die designs are discussed elsewhere.19 Two types of die were used in this investigation for assessing the effect of gating design on quality (in terms of porosity) of the casting. A set of experiments was designed with top gating design to study the effect of frequency and amplitude on casting quality. However, on evaluation, it was felt that further improvement in casting quality (i.e., less porosity) is required for critical applications. Therefore, selective experiments were performed with bottom gating die to produce casting of superior quality. It is well known that bottom gating design produces superior-quality casting as compared to top gating design owing to the reduced melt flow velocity and less air entrapment in the die cavity.20 Each die was thoroughly cleaned prior to casting Al–Si–Mg alloy. The inner surface of each die was coated with boron nitride paste to prevent interfacial reaction between the die and molten metal as a result of die soldering. Both dies were preheated before pouring molten alloy. The temperatures of top and bottom gating dies prior to pouring were 250 °C and 100 °C, respectively. Dies were preheated in a temperature-controlled resistance furnace. The resistance furnace was attached with a programmable temperature controller and a K-type thermocouple for temperature measurement. Preheating of dies is an essential step to ensure adequate melt flowability and prevent from premature solidification in the die. Preheated dies were subsequently fixed on a vibrating table using metallic fasteners. The schematic of experimental setup is shown in Figure 1. It consists of a vibrating table with controller for varying amplitude and frequency of vibration. The 356 Al alloy was melted in an induction furnace. No degassing agent or rotary degasser was used to study the effectiveness of die vibration in removing dissolved hydrogen from the melt. The molten metal was poured in the die, which was vibrated at various amplitudes and frequencies. The process variables followed in this study are shown in Table 2. The primary objective of this study was to optimize process parameters (amplitude and frequency) for producing casting of superior quality (i.e., less porosity). Therefore, the amplitude was varied over a wide range, starting from 0 mm (i.e., stationary state) to 1.05 mm. Above 1.05 mm of vibration amplitude, molten metal splashed out of die. Therefore, the upper limit of amplitude was imposed by the limitation of the process. Similarly, to study the effect of frequency on casting quality, the frequency was varied to 30, 40, and 50 Hz at constant amplitude. In India, the frequency of electric power supply is 50 Hz, so it is the preferred choice to domestic manufacturers. The intensity of vibration is calculated using Eqn. 121:
where g is intensity of vibration and is calculated in the unit of gravity (1 unit of g = 9.81 m/s2), D is the displacement in meter (i.e., D = twice the amplitude of vibration), and f is the frequency of vibration in Hertz. In this study, the intensity of vibration was varied from 0 (i.e., stationary die) to 21.13 g and its value at each processing condition is shown in Table 2.

Schematic of the vibrating die assembly used in this study.
The temperature of molten metal was 800 °C prior to pouring in the die. Since the preheated die temperature prior to pouring was relatively low, high melt temperature was used for complete filling of molten metal in the die. The die was vibrated till the completion of solidification. It took about 1 min to solidify molten alloy in the die. The die was air-cooled to room temperature, and the casting was removed from the die. The weight of casting produced in top gating die was 285 grams, and its dimensions were 0.18 m (length) × 0.028 m (diameter). The weight of casting produced in bottom gating die was 320 grams, and its dimensions were 0.12 m (length) × 0.043 m (height) × 0.035 m (width). The schematic of castings is shown in Figure 2a and b. For each processing condition, four specimens were produced using top gating die and two specimens were produced using bottom gating die. An overview of processing method in detail for gravity die casting of Al alloy is presented elsewhere.19

Schematic of casting produced using (a) top gating die and (b) bottom gating die.
Materials Characterization
Each casting was sectioned, and samples were prepared for macrostructural and microstructural characterization as per ASTM E3 standard specification.22 Microscopic examination was conducted across the cross section of the casting. For macrostructural examination, each sample was etched with 2% HF solution as etchant. Macrostructure was examined and grain size was measured. Samples for microstructural examination were etched using Keller’s reagent comprising of 95 mL water, 2.5 mL HNO3, 1.5 mL HCl, and 1.0 mL HF. Microscopic examination was performed using optical microscope. Quantitative analysis was performed using an image analyzer attached to the optical microscope for measuring shape factor of α-Al phase, size of eutectic Si phase, and secondary dendritic arms spacing (SDAS). Microstructure of selected samples was examined under scanning electron microscope (SEM). The energy-dispersive X-ray spectroscopic (EDS) analysis was performed to assess the degree of microsegregation of solutes (i.e., Si and Mg) in primary α-Al region. Density of as-cast samples was measured using Archimedes principle, and the amount of porosity present in the casting was calculated.
Results and Discussion
Macrostructural Characterization
Macrostructures of specimen produced by gravity die casting (top gating) using stationary die (Sample B1A) and vibrating die (Sample B1F) are shown in Figure 3a and b, respectively. The die was vibrated at frequency of 50 Hz and amplitude of 1.05 mm. In the case of casting produced in stationary die, the macrostructure typically consists of columnar grains (shown by arrow in Figure 3a) at the periphery and equiaxed grains (shown by dotted arrow in Figure 3a) in the center of the sample. Further, the grain size of casting produced without vibration varied widely from the surface to the center. The maximum grain size observed in casting (without vibration) is 3.5 mm. In contrast, casting produced in vibrating die shows progressive decrease in columnar grain size and increase in volume fraction of equiaxed grains with the increase in amplitude of vibration. In addition, the grain size decreased progressively with the increase in amplitude of the die vibration. The maximum grain size observed in Sample B1F is 1.5 mm, which is significantly less than those observed in casting produced in stationary die. The decrease in the grain size in casting produced with vibration is attributed to the increase in cooling rate owing to the forced convection effect during solidification in die. The cooling rate is calculated from secondary dendritic arms spacing value and is discussed in "Influence of Die Vibration on SDAS" section. It is well known that high cooling rate increases undercooling of melt and consequently increases the nucleation rate. In addition, high cooling rate restricts the grain growth. Both increase in nucleation rates and restriction of grain growth result in grain refinement. Variation in maximum and average grain size with the increase in amplitude of vibration is shown in Table 3. Each datum in Table 3 is an average of four readings. Therefore, it is clear that grain size is significantly reduced by vibrating die without the addition of any grain refiner. It is reported that mold vibration during casting of Al–7Si alloy promotes heterogeneous nucleation just under liquidus temperature, which consequently produces refined grains.23,24 Grain refinement of pure Al was also observed using ultrasonic vibration.25 Further, in Sample B1F, there is no evidence of columnar grains at the periphery of the casting. Columnar grains have greater size and aspect ratio and are known to have relatively low tensile and yield strength as compared to fine equiaxed grains with low aspect ratio.26

Macrostructure 356 Al alloy produced in top gating die (a) without vibration (Sample B1A) and (b) with vibration (Sample B1F). Columnar grains and equiaxed grains are shown by solid arrow and dotted arrow, respectively, on macrographs.
Influence of Amplitude of Die Vibration on Aspect Ratio of Grains in Casting
The variation in aspect ratio of grain with amplitude of vibration is shown in Table 4. Aspect ratio is a measure of grain morphology. Equiaxed grains have aspect ratio close to 1, and columnar grains have aspect ratio greater than 1. It is observed that the aspect ratio of grains produced in casting without vibration is greater than those produced with vibration. Further, it is noted that the aspect ratio of grains decreases with the increase in amplitude of vibration. The lowest grain aspect ratio of 1.13 was measured in the sample cast in bottom gating die under vibrating frequency of 50 Hz and amplitude of 1.05 mm. The low aspect ratio of grains in casting produced with die vibration is attributed to the formation of predominantly equiaxed grains in the alloy. In contrast, the highest grain aspect ratio of 1.58 was measured in sampled produced in stationary die.
Microstructural Characterization
Influence of Die Vibration on Microstructure
Microstructure of 356 Al alloy cast in stationary die consists of primary α-Al dendritic and interdendritic eutectic (Al + Si) region (see Figure 4a). However, microstructure of the alloy cast in vibrating die is of mixed type and it comprises globular and dendritic structure of primary α-Al (see Figure 4b). Both specimens were cast using a top gating die. Further, the relative volume fraction of globular primary α-Al structure cast during vibration is greater than those cast in stationary die. Shape factors of primary α-Al phase in alloy cast in vibrating die (Sample B1F) and stationary die (Sample B1A) are 0.72 ± 0.19 and 0.56 ± 0.23, respectively. The shape factor is a measure of globularity of phase. Shape factor value of 1 signifies globular shape. Higher volume fraction of globular α-Al structure of alloy produced in vibrating die is attributed to the shearing effect of molten metal during solidification resulting in fragmentation of dendrites. In addition, forced circulation of melt due to vibration may decrease Si concentration ahead of dendrite tip, which consequently reduces constitutional supercooling.27

Microstructure of 356 Al casting produced in (a) stationary die (Sample B1A) and (b) vibrating die (Sample B1F).
Influence of Die Vibration on SDAS
Secondary dendritic arms spacing (SDAS) values of casting produced in various conditions are shown in Table 5. The SDAS value of alloy cast in stationary die is greater vis-à-vis those cast in vibrating die. The significance of SDAS value is that it is a measure of average cooling rate during solidification. In general, a low SDAS value signifies high average cooling rate during solidification. The cooling rate is calculated as per Eqn. 228:
where cooling rate (R) is in °C/s and SDAS is in μm.
The calculated value of cooling rate is shown in Table 5. In general, cooling rates of alloy cast in vibrating die are greater than those produced in stationary die irrespective of gating design. As expected, alloy cast in top gating die with less thermal mass has lower cooling rate vis-à-vis casting produced in bottom gating die with greater thermal mass. Further, it is observed that cooling rate depends on the state of die. The die vibration results in higher cooling rate than those produced in stationary state. This is due to the forced convection effect induced by die vibration, which increased the heat transfer coefficient. It is reported that the heat transfer coefficient of casting A360-SiCp composites in stationary die was in the range of 1000–2700 W/m2 K and that with intensity of die vibration of 29 g was in the range of 1000–10,000 W/m2 K.29 It is well known that higher heat transfer coefficient during solidification increases undercooling, which consequently refines microstructure and reduces microsegregation of solutes in α-Al phase.
Influence of Die Vibration on Size of Si Particles
Micrographs of casting prepared in stationary and vibrating die are shown in Figure 5a and b (Sample B1A) and Figure 6a and b (Sample B1F), respectively. Die vibration had a minor effect on the size of eutectic Si particles. The average size of Si particle in Sample B1A (cast in stationary die) is 14.03 ± 2.56 μm, and that in Sample B1F (cast in vibrating die) is 13.44 ± 2.69 μm. The size of Si particles in casting is marginally reduced due to die vibration. This is attributed to the increase in cooling rate as discussed in "Influence of Die Vibration on Size of Si Particles" section. The influence of die vibration on shape of Si particles was insignificant.

SEM micrograph showing distribution of Si particles in interdendritic eutectic region at (a) 250 × and (b) 500 × in Sample B1A.

SEM micrograph showing distribution of Si particles in interdendritic eutectic region at (a) 250 × and (b) 500 × in Sample B1F.
Influence of Die Vibration on Microsegregation of Si and Mg in α-Al Phase
Microsegregation of solutes in cast Al alloys is due to the coring effect, where the concentration of solute is greater at the periphery as compared to the center of the primary α-Al dendrites in as-cast condition. Coring is observed in alloy with marked difference between liquidus and solidus temperatures during nonequilibrium solidification,30 where atoms do not get sufficient time to diffuse for their uniform distribution in the matrix. It causes the center of grains to retain more of higher melting temperature elements because center of the grains solidifies at later stage. The influence of die vibration on Si and Mg microsegregation in cast Al–Si–Mg alloy was studied by EDS analysis. The EDS analysis performed across the dendrite in Sample B1A (i.e., cast without vibration) is shown in Figure 7a, and corresponding concentration profiles of Mg, and Si are shown in Figure 7b and c, respectively. The influence of die vibration on microsegregation of Si and Mg in α-Al phase in Sample B1F is shown in Figure 8a–c. Solute concentration profiles were obtained along the line shown in Figures 7a and 8a, respectively. In Sample B1A (i.e., cast in stationary die), concentrations of both Mg and Si are less at the center and high at the periphery of the dendrite. The degree of microsegregation of Mg and Si in die cast alloy (without vibration) is shown in Figure 7b and c, respectively. This is an expected result as per the Al–Si–Mg phase diagram. However, anomalous microsegregation of Si in cast Al–Si–Mg alloy has been reported in Reference 31 where it was observed that the concentration of Si at the center of the dendrite was greater than at the periphery. This anomalous behavior of Si microsegregation in Al casting was attributed to the growth of eutectic Si at the periphery of the dendrite after the completion of solidification. The cooling rate of the casting subsequent to solidification plays an important role in microsegregation behavior of Si in Al castings. If the cooling rate is relatively high, then it would restrict the growth of eutectic Si and thereby prevent anomalous behavior of Si in Al–Si alloy. Since the thermal mass of Al casting in this study was relatively small, the cooling rate after solidification was high. High cooling rate after solidification restricted the growth of eutectic Si. Hence, anomalous microsegregation behavior of Si is not observed in this study. In contrast, microsegregation of Mg and Si in casting B1F (i.e., produced in vibrating die) is minimal. Thus, it is evident that die vibration during solidification reduced microsegregation of Mg and Si in α-Al phase. The reduction in the degree of microsegregation of Mg and Si in the alloy cast in vibrating die is because of its high cooling rate during solidification. In general, higher cooling rates during solidification even in stationary die reduce solute microsegregation in Al casting.32

(a) SEM micrograph showing the line along which EDS analysis was performed in Sample B1A (without die vibration), and corresponding concentration profile of (b) Mg and (c) Si.

(a) SEM micrograph showing the line along which EDS analysis was performed in Sample B1F (with die vibration), and corresponding concentration profile of (b) Mg and (c) Si.
Influence of Vibration on Density and Porosity of Die Cast Al–Si–Mg Alloy
Variation in density of as-cast alloy with amplitude of die vibration is shown in Table 6. In all these cases, the frequency of vibration was kept constant at 50 Hz. In general, density of casting increases as the amplitude of die vibration is increased. Maximum densities of 2.62 g/cm3 and 2.64 g/cm3 are achieved in Sample B1F (cast in top gating die) and B2F (cast in bottom gating die), respectively. These density values are significantly higher than those cast in die without vibration. The amplitude and frequency of vibration for Sample B1F and Sample B2F were 1.05 mm, and 50 Hz, respectively.
The amount of porosity in the casting was calculated from bulk density (i.e., measured) and theoretical density (i.e., calculated) using the following equation:
Further, theoretical density was calculated using the following equation:
where wi is the weight fraction of ith element determined from chemical analysis and ρi is the theoretical density of ith element. Theoretical density of 356 Al alloy (calculated as per Eqn. 4) is 2.68 g/cm3. The calculated value of porosity in casting produced at various conditions is shown in Table 6. For casting produced in top gating die, the maximum and minimum amounts of porosity are 8.97%, and 2.25%. The minimum amount of porosity in the alloy cast in bottom gating die is 1.51%. In general, the bottom gating die produced less porosity than top gating die at any given amplitude. This infers that the bottom gating design is superior as compared to the top gating design in terms of porosity. Further, top gating design is relatively more vulnerable to entrapment of inclusions and dross film. This is attributed to relatively greater turbulent flow of melt in top gating die as compared to the bottom gating die. The damaging effect of molten metal flowing under gravity (i.e., top gating) on quality of casting has been attributed to two factors: (1) metal velocity and (2) air entrapment.20 It has been established that the critical velocity limit for liquid metal entering a mold is approximately 0.5 m/s, which is achieved when the metal falls to 10 mm under gravity. It is very difficult to design a top gating die with metal flowing under gravity to less than 10 mm. Casting defects are produced when the melt flow velocity in the die cavity is greater than the critical limit (i.e., 0.5 m/s). In bottom gating design, the melt flow velocity in the die cavity is reduced owing to the counter-gravity effect, thereby limiting the damage usually caused by turbulent flow. Similarly, the chance of air and/or oxide film or inclusion entrapment in casting is increased during casting in top gating die. This happens because during casting in the top gating die, mixture of air (~ 50%) and melt enters the sprue. The air gets trapped and oxidizes the void surface. Both oxide bifilms and air enter the die cavity and are trapped inside the casting. This is avoided in bottom gating design by reducing the metal flow velocity in the die cavity and thus allowing air bubbles to escape through the sprue. Therefore, density data (Table 6) are in agreement with the established rule in die casting design.
Few selected experiments were performed to understand the influence of frequency of die vibration on density, porosity, and shrinkage of the casting. At amplitude of 0.75 mm, the frequency of die vibration was varied from 30 to 50 Hz. The effect of frequency of die vibration on density and shrinkage of casting produced in the top gating die is shown in Table 7. The highest density in casting is observed at a vibration frequency of 50 Hz. At lower frequencies (i.e., 30 Hz and 40 Hz), the density of casting was less relative to those produced at 50 Hz frequency. This concludes that higher vibration frequency is more effective in producing casting of high density. This is because higher frequency increases the intensity of vibration and consequently the amount of shear force produced in the melt during solidification is greater vis-à-vis those at lower frequency. High shear force increases the melt flowability in the die, which reduces shrinkage porosity in the casting and increases its density.
Microscopic examination showed a significant amount of shrinkage porosity (in terms of size and size distribution) in Sample B1A produced in stationary die (see Figure 9a and b). On the contrary, amount of shrinkage porosity is scant in casting produced in vibrating die (see Figure 10a and b). This is because shear forces generated by die vibration fragmented dendrites and consequently improved melt flowability. It is well known that shrinkage porosity in casting is reduced by enhancing melt flowability. Further, the amount of porosity at periphery was relatively less as compared to those at the center of the casting. Sample B1A and Sample B1F are devoid of any gas porosity, which is inferred from the absence of spherical pore in the casting. Gravity die casting of Al alloys often experiences shrinkage defects resulting in premature failure of components. The shrinkage defect is produced in the casting owing to the inadequate flowability of alloy at the later stage of solidification. In addition, nonuniform shrinkage may result in hot tear in castings and thus increases their rejection rate. This study demonstrates that solidification in vibrating die is an efficient and relatively simple method to improve quality of the casting. Relation between process variables and density of the casting was established by regression analysis.

Microstructure of Sample B1A (produced without die vibration) showing major amount of shrinkage porosity at (a) center (magnification = 50 ×) and at (b) periphery (magnification = 50 ×) of the casting.

Microstructure of Sample B1F (produced with die vibration) showing minor amount of shrinkage porosity at (a) center (magnification = 100 ×) and (b) periphery (magnification = 100 ×) of the casting.
Regression Analysis for Top Gating Process
Linear multiple regression analysis was performed with density as the dependent variable and amplitude and frequency being independent variables using Microsoft® Excel software. The regression equation is shown below:
Definition and equations used to calculate various statistical parameters such as R-square, coefficient of independent variables, significance F, and p value are discussed elsewhere.33 The R-square value is a collective measure of variance of various independent variables on dependent variable. The R-square value of the regression analysis is 0.9428. This means that amplitude and frequency of vibration contribute to 94.28% of the density value. Further, the analysis of variance (ANOVA) data show that the significance F value of 0.0137 is much lower than 0.05, which implies that significant regression relation exists between dependent and independent variables. The predictive values (i.e., p value) for intercept, amplitude, and frequency are less than 0.05. In statistical terms, p value≤ 0.05 is considered as a very good prediction. In other words, density depends significantly on both amplitude and frequency. This concludes that Eqn. 5 establishes an acceptable correlation between dependent variable (i.e., density) and independent variables (i.e., amplitude and frequency). The F statistic (significance F value) is a measure of significance of independent variables to predict dependent variable, and p value is the probability of getting a result. The significance F value is used in combination with p value to decide whether the contribution of all independent variables in calculating dependent variable is significant. In addition, the positive coefficients of amplitude and frequency show that density is positively dependent on both amplitude and frequency (i.e., density increases with the increase in amplitude and/or frequency). Since the coefficient of amplitude (0.1734) is significantly greater than the coefficient of frequency (0.0027), it is concluded that amplitude is the more dominant factor contributing to density of casting as compared to the frequency of die vibration.
Regression Analysis for Bottom Gating Process
Linear regression analysis was performed with density as dependent variable and amplitude being independent variable using Microsoft® Excel software.33 The regression equation is shown below:
The R-square value is very high (0.9792), which implies that 97.92% of density is contributed by amplitude. The ANOVA data show that the significance F value of 0.0105, which is the same as p value for amplitude, is significantly less than 0.05. This proves that strong regression relation exists between density and amplitude of vibration. Therefore, it is concluded that Eqn. 6 establishes an acceptable correlation between dependent variable (i.e., density) and independent variable (i.e., amplitude) at constant frequency of 50 Hz. In addition, the coefficient of amplitude (0.1924) is greater than zero. This implies that density is positively dependent on amplitude. In other words, density of casting increases with the increase in amplitude of die vibration.
Effect of Die Vibration on Shrinkage of Casting
The principle of shrinkage measurement is discussed elsewhere.19 A “U”-shaped valley is produced on the top of the casting due to contraction of molten metal during solidification. Shrinkage is measured as the difference between the upper and lower points of the valley in the casting. The level of shrinkage in casting prepared in die (with and without vibration) is shown in Table 8. It is observed that at higher amplitude of vibration, the degree of shrinkage is less and vice versa. As expected, maximum shrinkage is observed in casting produced without die vibration. Minimum shrinkage values of 0.3 cm and 1.4 cm are observed in top and bottom gating dies, respectively, when the amplitude of die vibration was increased to 1.05 mm. The effect of frequency of vibration at amplitude of 0.75 mm on shrinkage of casting is minimal. The reduction in shrinkage due to die vibration is attributed to the improvement in feeding ability of melt.34
Conclusions
The 356 (LM-25) aluminum alloy was cast in die at different vibrating conditions. Based on the experimental result, the following conclusions are drawn:
-
1.
Mechanical vibration of die produced fine equiaxed grains. However, casting produced in stationary die consisted of coarse columnar and equiaxed grains. Grain size is reduced by 65% as a result of die vibration.
-
2.
Optical microscopic examination showed that the volume fraction of globular primary α-Al grains increased with the increase in amplitude of die vibration. This is inferred from the change in shape factor of α-Al phase from 0.56 in alloy cast in stationary state to 0.72 in casting prepared in vibrating die. The increase in shape factor is due to the fragmentation of primary α-Al dendrite by shear force resulting from die vibration during solidification. The shear force ahead of solid–liquid interface was adequate in breaking dendrites, which were relatively weak between liquidus and solidus temperatures.
-
3.
Die vibration increased cooling rates during solidification of casting by 81% and 28% for top and bottom gating designs. Consequently, higher cooling rate caused by vibration reduced SDAS, grain size, and degree of microsegregation of Si and Mg in α-Al phase.
-
4.
Mechanical vibration of die increased the density of castings by 10% and 8%, respectively, for top and bottom gating casting owing to the reduction in shrinkage porosity. This is attributed to the increase in flowability resulting from the fragmentation of α-Al dendrites and formation of partly globular grains. It is well known that α-Al dendrite formed during solidification restricts melt flowability and consequently the inadequate supply of melt ahead of solid–liquid interface produces shrinkage porosity. Further, density of casting was relatively low at lower frequency as compared to those achieved at high frequency of die vibration. Regression analysis showed strong correlation between dependent variable (i.e., density) and independent variables (i.e., amplitude and frequency).
-
5.
The degree of shrinkage of the casting was relatively low at higher amplitude of die vibration. The effect of frequency of die vibration on shrinkage of casting was minimal.
References
J.G. Kaufman, E.L. Rooy, Aluminum Alloy Castings: Properties, Processes, and Applications (ASM International, Materials Park, 2004)
W.S. Miller, L. Zhuang, J. Bottema, A.J. Wittebrood, P.D. Smet, A. Haszler, A.I. Vieregge, Mater. Sci. Eng. A 280, 37 (2000)
D.R. Gunasegaram, D.J. Farnsworth, T.T. Nguyen, J. Mater. Process. Technol. 209, 1209 (2009)
T. Triyono, N. Muhayat, A. Supriyanto, L. Lutiyatmi, Arch. Foundry Eng. 17, 227 (2017)
M. Mostafaei, M. Ghobadi, E.B. Ghasem, M. Uludag, M. Tiryakioglu, Metall. Mater. Trans. 47B, 3469 (2016)
M. Javidani, D. Larouche, Int. Mater. Rev. 59, 132 (2014)
M. Di Sabatino, L. Arnberg, Trans. Indian Inst. Metals 62, 321 (2009)
F. Stadler, H. Antrekowitsch, W. Fragner, H. Kaufmann, E.R. Pinatel, P.J. Uggowitzer, Mater. Sci. Eng. A 560, 481 (2013)
N. Roy, A. Samuel, F. Samuel, Metall. Trans. A 27, 415 (1996)
J.F. Major, AFS Trans. 105, 901 (1997)
S.B. Kim, Y.H. Cho, J.G. Jung, W.H. Yoon, Y.K. Lee, J.M. Lee, Metals Mater. Int. 24, 1376 (2018)
W. Khalifa, Y. Tsunekawa, M. Okumiya, Int. J. Cast Metals Res. 21, 129 (2008)
Y. Mizutani, S. Kawai, K. Miwa, K. Yasue, T. Tamura, Mater. Trans. 45, 1939 (2004)
J. Dong, J. Cui, X. Zeng, W. Ding, Mater. Lett. 59, 1502 (2005)
K. Girija, I. Satyanarayana, Int. J. Adv. Res. Manag. Archit. Technol. Eng. 1, 21 (2015)
S. Kumar, S.P. Tewari, Sadhana 41, 1203 (2016)
S. Kumar, S.P. Tewari, Inter Metalcast 12, 28 (2018). https://doi.org/10.1007/s40962-017-0135-x
P.N. Anyalebechi, Inter Foundry Res. 63, 32 (2011)
M.C. Mehta, D. Mandal, S.K. Chaudhury, Inter Metalcast 13, 438 (2019). https://doi.org/10.1007/s40962-018-0271-y
J. Campbell, Advances in the Science and Engineering of Casting Solidification (Springer, Cham, 2015), p. 357
J. Deshpande, M.M. Makhlouf, AFS Trans. 116, 1–18 (2008)
ASTM Standard E3-11, vol. 03.01 (ASTM International, West Conshohocken, PA, 2017)
T. Tamura, T. Matsuki, K. Miwa, Light Metals (2011), p. 827
Y. Yoshitake, K. Yamamoto, N. Sasaguri, H. Era, Inter Metalcast 13, 553 (2019). https://doi.org/10.1007/s40962-018-0289-1
C. Allen, Q. Han, Inter Metalcast 5, 69 (2011). https://doi.org/10.1007/BF03355511
L.Y. Pio, S. Sulaiman, A.M. Hamouda, M.M.H.M. Ahmad, J. Mater. Process. Technol. 162–163, 435 (2005)
A. Claro, J. Conrads, J. Fava, R.A. Flinn, AFS Trans. 78, 324 (1970)
M.A. Suarez, I. Figueroa, A. Cruz, A. Hernandez, J.F. Chavez, Mater. Res. 15, 763 (2012)
T. Timelli, E.D. Corte, F. Bonollo, Mater. Sci. Forum 678, 105 (2011)
A.B. Michael, M.B. Bever, J. Metals 6, 47 (1954)
L. Pedersen, L. Arnberg, Mater. Sci. Eng. A 241, 285 (1998)
A.R. Valizadeh, A.R. Kiani-Rashid, M.H. Avazkonandeh-Gharoval, E.Z. Karimi, Metallogr. Microstruct. Anal. 2, 107 (2013)
D.M. Levine, D.F. Stephan, T.C. Krehbiel, M.L. Berenson, Statistics for Managers Using Microsoft® Excel (Prentice Hall, Upper Saddle River, 2008)
W. Chen, S. Wu, R. Wang, Inter Metalcast 13, 969 (2019). https://doi.org/10.1007/s40962-019-00319-y
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Mehta, M.C., Mandal, D. & Chaudhury, S.K. Microstructural Changes and Quality Improvement of Al7Si0.2Mg (356) Alloy by Die Vibration. Inter Metalcast 14, 987–998 (2020). https://doi.org/10.1007/s40962-020-00408-3
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40962-020-00408-3