
Abstract
The microstructure around the casting skin of cast iron changes according to conditions in the mold, wash material and cooling speed. When a self-hardened mold was used, a matrix microstructure containing all pearlite was obtained in the casting skin. When a greensand mold was used, the matrix microstructure was a mixture of pearlite and ferrite. In this study, tests were conducted to determine the influence of a casting skin on fatigue strength in gray cast iron with one sample containing a fully pearlitic matrix compared with another having a ferrite–pearlite mixture. For comparison, fatigue tests were also conducted on the sample with a pearlitic matrix taken from inside the sample and machined. The surface roughness of the test piece with casting skin was rougher than the test piece with the machined surface. The fatigue strength of the test piece with coarser surface roughness was lower. In a smaller eutectic cell, fatigue strength became higher. The fracture path was observed to be along the interface of graphite. It was considered that the fracture propagation was suppressed by smaller eutectic cells. On the other hand, a little ferrite generated in a casting skin made the fatigue strength lower.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Gray cast iron has been used for automobile parts because of its excellent castability, vibration damping properties and heat conductivity and widely used in repetitively loaded conditions. Cylinder head of engine parts is an example. In the development process, the engine experiments are conducted on the cast parts of the cylinder head. At that time, some cracks occur occasionally. In these cases, mechanical properties of the material are important. In many cases, cracking occurs from the casting surface. Figure 1 shows a photograph of the cracked portion. When the casting skin microstructure of each part of the gray cast iron cylinder head was investigated, most parts were found to be pearlite, and pearlite–ferrite mixtures and ferrite due to decarburization in some parts. Figure 2 shows microstructure of actual product. Figure 2a shows the microstructure of internal part at the actual tensile strength measurement position. Figure 2b shows the microstructure of the casting skin in contact with the core. Figure 2c shows the microstructure of the casting skin in contact with the greensand mold. The actual tensile strength was measured inside the treated part. The microstructure was found to be pearlite, and the strength near the casting skin was thought to be different from inside due to the influence of ferrite and the surface roughness.

Cracked portion of the cylinder head.

Microstructure of actual product. (a) Pearlite (internal part), (b) pearlite (casting skin), (c) pearlite–ferrite mix (casting skin).
A number of studies on the static strength and fatigue strength of the gray cast iron have been carried out using the machined test piece. However, because cast iron products are often used without machining, it is necessary to investigate the effect of the casting skin on the mechanical property. However, studies on the fatigue strength behavior of gray cast iron with casting skin were very few and most of the studies were of spheroidal graphite cast iron. Concerning gray cast iron, as a result of the pulsating fatigue test in the axial direction, it was obtained that more surface roughness made the fatigue strength lower.1 To compare the casting skin as cast with the machined test piece, through the 3-point bending pulsating fatigue test, the fatigue strength of the casting skin as cast was reduced by the oxides and inclusions, but effects of surface roughness showed little.2 The fatigue limit decreased due to rougher surface as the result of fatigue tests of axial load and rotating bending using test pieces with various surface roughness cast in carbon dioxide molds.3 However, strength of the actual product was affected by the surface roughness and the change in the to microstructure of the casting skin. Previous studies focused on the surface roughness, and no studies examine composite variation of the microstructure and the surface roughness. The microstructure was found to be pearlite, and the strength near the casting skin is thought to be different from the interior due to the influence of ferrite and the surface roughness. In this study, the fatigue tests were carried out using test pieces with two kinds of casting skin: pearlite and pearlite–ferrite mixed. For comparisons, fatigue tests were also conducted on pearlite samples treated from the inside. In addition, the effect on fatigue limits and changes in eutectic microstructures were investigated along with casting skin & cooling changes. Microstructure, surface roughness and surface modification, for example, shot blast of casting skins affects the fatigue strength. But in this study the shot blast process was not availed.
Experimental Procedure
Sample Preparation
The samples were prepared using 100 kg high-frequency induction furnace from 50 % returned scrap and 50 % steel scrap. After melt, Fe–Si alloy which is equivalent to 0.35 % of the molten metal was inoculated by the ladle inoculation, and the casting in the self-hardening mold of phenol urethane and the greensand mold. Tapping was at 1793 K (1520 °C/2768 °F) and pouring was started at 1673 K (1400 °C/2552 °F). Target chemical compositions were 3.3 %C–2.0 %Si–0.7 %Mn and 0.2 %Cr. The samples were obtained from the self-hardening mold and the greensand mold for the plane bending test: a self-hardened mold with wash and a greensand mold without wash. Wash material was water-soluble type of graphite based. Figure 3 shows casting mold shape. The test pieces were located in the drag side, and four test pieces were obtained from one mold. The self-hardened molds produced a pearlite matrix, and the greensand mold produced a pearlite and ferrite mixed matrix. Using the greensand mold, the pearlite-ferrite mixed microstructure in the casting skin were obtained caused by the chemical reactions between oxygen from the moisture in the green sand and carbon in cast iron melt to become CO gas and to be evaporated,4 so that this little ferrite made the strength lower. Cylinder head microstructure was pearlite–ferrite mix, was in contact with the greensand mold. Therefore, it is considered that the reaction is occurring. Changes occur only near the casting skin, and the interior microstructure is pearlite.

Shape of the casting sample.
Observe of Microstructure
Microstructure was observed using a optical microscope. When observed, the matrix microstructure was using 5 % nitric acid as etchant. Eutectic cells measurement used the etchant. Content was cupric chloride, ammonium persulfate, ethyl alcohol, hydrochloric acid and water. Eutectic cell grain boundaries appear in this process. Measurement method was pulling line directly the casting skin after that measured eutectic cells of the line. Eutectic cell size was calculated from the measured number per unit length.
Measurement of Surface Roughness
The surface roughness measurement was using contact type machine. Measurement position was the center of the test piece: measured length 12.5 mm and measured speed 0.15 mm/s. All samples were plane bending fatigue tested.
Tensile Test
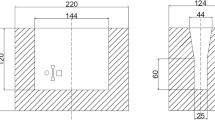
The tensile test sample measured 4 mm in thickness and 90 mm in length. It had a flat plate with rounded notches in the center. This shape was using plane bending fatigue test. Fatigue test pieces were machined from the position of Figure 4. And Figure 5 shows the test piece shape and dimension. With casting skin, test pieces were taken from the surface, and machined test pieces were taken from the depth of 8 mm by the surface layer. With casting skin, specimens had only one side casting skin and another side is machined. Machined test piece had machining performed on the entire surface.

Machined position of the test piece.

Test piece shape and dimension.
Fatigue Test
The test piece shape was the same as the tensile test piece. Plane bending fatigue tests were conducted at the following conditions: Test temperature was set to 293 K (20 °C/68 °F), repeated rate was 1100 counts per minutes, complete pulsating condition of stress ratio R = 0 (perfect one side oscillated). Due to the casting skin on only one side of the test piece, the perfect one side oscillated method was applied. When the bending moment dropped 30 % from the initial setting level, it was considered as a crack. When there was no drop in stress, tests were conducted up to ten million times.
Experimental Result
In this study, the self-hardened mold is compared with casting skin and the greensand mold with casting skin and the machined. Moreover, self-hardened with casting skin data were n = 2.
Figure 6 shows the microstructure of the casting skin at the samples used in this test. Surface microstructure was all pearlite matrix in the case of using the self-hardened mold. On the other hand, a little ferrite–pearlite matrix mixed used the greensand mold about 3 % in the matrix surface layer. Both matrix microstructures of internal parts were all pearlite. Theses microstructures were considered to reproduce microstructure of the actual product. It was especially at the surface layer.

Microstructure of the casting skin of the test pieces. (a) Self-hardened mold, (b) greensand mold.
Figure 7 shows a photograph of the eutectic cell around the casting skin. Figure 8 shows the eutectic cell size of each sample. The result of casting skin eutectic cell was smaller than the machined test piece. Actual measured cooling curve is shown in Figure 9. Location of measurement was plane bending fatigue test piece central part of 0.5 and 10 mm position from the surface layer. Differences in eutectic cell size were considered due to differences in cooling rates. Eutectic cell of casting skin was finer because the cooling rate was faster than the inside.

Distribution of eutectic cell in each fatigue test pieces. (a) Machined (internal part), (b) self-hardened (casting skin), (c) greensand (casting skin).

Size of eutectic cell.

Surface layer and the internal part of the cooling curve.
Figure 10 shows surface roughness of test pieces. The inside of the machined test piece was used for self-hardened mold. Internal part microstructure of self-hardened mold and greensand mold was all pearlite, and it was considered identical of microstructure, so machined test pieces using with self-hardened mold. Surface roughness of the self-hardened casting skin was a different level. The No. 1 was Ra = 7.4, and the No. 2 was Ra = 14.3. These were considered to the variation due to the coating condition of wash material. However, different surface roughness levels were considered to be able to see the effect of fatigue strength. Self-hardened mold No. 2 and greensand mold were the identical of the surface roughness. Therefore, it was considered to be seen the effect of the amount of ferrite in the two samples.

Surface roughness of test pieces.
Figure 11 shows the tensile strength of each material. Results of tensile strength were the highest self-hardened mold No. 1 and the lowest greensand mold. Between the self-hardened mold No. 1 and No. 2 was strength difference of about 50 MPa. The machined samples had been extracted from inside mold and machined at all surface to have a consistent microstructure and stable tensile strength.

Result of tensile strength.
Figure 12 shows S–N diagram of plane bending fatigue test. The fatigue limit was the highest in the self-hardened mold No. 1 and was the weakest in the greensand mold. This trend was the same as the tensile test.

S–N diagram of the plane bending fatigue test.
Consideration
The trend of the tensile strength and the fatigue limit results are shown in Table 1 for the purpose of considering the influence of the surface roughness and microstructure (amount of ferrite, eutectic cell size).
First, consider relationship of surface roughness and strength. When comparing the self-hardened No. 1 and No. 2, the strength of the self-hardened No. 2 was lower. This difference was considered to be the influence of the surface roughness, because of decrease in effective cross section and bigger notch effective. In the case of rough surface roughness, crack seemed to be generated and propagated along the bottom of the fluctuation of the casting surface. However, comparison surface roughness was the smallest of the machined test piece. It was only the greensand mold with casting skin that strength decreases. In addition, self-hardened No. 1 was the surface roughness bigger than the machined. But self-hardened mold No. 1 was higher than the strength of machined test piece. Therefore, there was no explanation only with surface roughness. So other influences were thought about.
Considering about influence of the ferrite generated, self-hardened No. 2 and greensand surface roughness were equivalent but there was a difference in the amount of ferrite. The strength of the greensand was lower than that of the self-hardened No. 2 considered to be the effect of ferrite.
Considering the relationship between the eutectic cell size and strength, the self-hardened No. 1 strength was higher because it has finer eutectic cell. Self-hardened No. 1 has higher surface roughness compared to the machined test piece, and strength should reduce by the influence of the surface roughness. However, the strength of self-hardened No. 1 was high, because the eutectic cell size of the self-hardened No. 1 was finer than the machined. Fractured surface was observed to investigate the relationship between the eutectic cell and the strength. Figure 13 shows a test piece after the end of the fatigue test. The crack was generated from the central corner of the parallel portion. Section A was a fracture surface where the crack was generated. And Section B was the vertical cross section for the microstructure. Crack was propagated along several graphite nodules selectively. The crack was thought to be propagated along several flaky graphite nodules selectively and around cell grain boundary. The speed of crack propagation depends on the number of eutectic cells. Finer eutectic cells were thought to be slower effectively. When the eutectic cell was finer, the strength became higher and this tendency showed same as the past reports.5 The test piece of the self-hardened No. 2 and greensand had finer eutectic cell than the machined test piece, so their strength were considered to become higher. However, these test pieces strengths were low due to the influence of the surface roughness bigger.

Cross section of the test piece on after the end of the fatigue test.
From this result, the finer eutectic cell made the strength increase effectively. However, consider that in the case of rough surface roughness was large and in the case of the ferrite precipitated were strength decreases.
Conclusion
The same microstructures were produced as actual products on the test pieces. And the effects of casting skin conditions on fatigue strength were determined.
-
Fatigue strength became higher in the case of all pearlite matrix.
-
Finer roughness test piece had higher fatigue strength.
-
The cooling rate of surface was faster than inside, so eutectic cell finer. Crack generated and propagated slowly so that the fatigue strength became higher.
From these results, the fatigue strength of the casting skin is considered to change in composite effects. When using with casting skin, it is necessary for product shape and gating system of the product by considering the eutectic cell due to cooling rate, ferrite due to mold condition and surface roughness due to using wash material.
References
M. Hatate, T. Shiota, K. Sone, Reports of the JFS Meeting 133 No. 52
T. Noguchi, T. Nakamura, T. Matsuzaki, M. Goke, S. Waji, Reports of the JFS Meeting 127 No. 118
T. Shiota, M. Hatate, K. Takemoto, JFS 69(11), 904–910 (1997)
K. Kimura, JFS 61(8), 566 (1989)
K. Mizuno, T. Fukusako, Material 31(340), 88–89 (1981)
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Nasu, S., Fujita, S., Furusato, N. et al. Effect of Casting Skin Condition on Fatigue Strength of Gray Cast Iron. Inter Metalcast 11, 155–161 (2017). https://doi.org/10.1007/s40962-016-0109-4
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40962-016-0109-4