
Abstract
Hole machining of nickel-based alloys has a wide application space in aerospace manufacturing industry, but the high cutting force, high cutting temperature, large plastic deformation, cold work hardening and severe tool wear during the cutting process of nickel-based alloys make them typical difficult-to-machine materials. Therefore, when drilling nickel-based alloys, the selection of cutting parameters is very important. Reasonable cutting parameters will help to control the chip shape and facilitate chip removal. In this paper, the cutting force, cutting temperature, and tool life of high-speed steels in drilling Nickel-based superalloy Inconel 718 was investigated through orthogonal cutting experiments. Then the empirical method of multi-factor line regression was used to establish the empirical models of drilling torque, thrust force, cutting temperature, and tool life of the drills with emulsion as the cutting fluid, and to verify the validity of the established model, and the significance of the regression method is tested to verify the effectiveness of the model. The tool wear morphology and wear mechanisms were examined by scanning electron microscope (SEM) and energy spectrum analysis (EDS). The results revealed that the major drill wear modes incorporate flank wear, peripheral wear, micro-chipping and chipping, and the tool failure mechanisms were comprehensively synergistic interactions among abrasive wear, adhesive wear, and oxidation wear. In addition, the cutting parameters of high-speed steels in drilling Nickel-based superalloy were optimized based on the response surface methodology of equivalent tool life-efficiency, and then the reasonable cutting parameters under the condition of using cutting fluid were recommended.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Nickel-based superalloy Inconel 718 is widely used in aerospace structures and jet engines due to its high temperature stability, high hardness, special heat resistance, high tensile strength, and fracture toughness. However, the high cutting force, high cutting temperature, large plastic deformation, cold work hardening and severe tool wear during the cutting process of nickel-based alloys make them typical difficult-to-machine materials [1].
Hole machining is a difficult method in cutting process and belongs to semi-enclosed machining. Especially for solid drilling, the cutting heat is easily retained near the cutting edge. It is difficult to discharge the cutting heat and chips in time. This is the key to affect the tool life and enough attention must be paid to it [1, 2]. Hole machining of nickel-based alloys has a wide application space in aerospace manufacturing industry, so it is very important to study its cutting characteristics. The tool failure process of drills is always governed by friction force on the tool–work interface, and the wear mechanisms can be classified into four stages, abrading-off of the coated layer, crater wear and flank wear, chipping at the outer cutting edge, chipping propagating leading to subsurface fatigue cracks [3]. The effective way to reduce friction force and triple the tool life in drilling Inconel 718 alloy is the application of cutting fluid or minimum quantity lubrication [4]. Biermann and Kirschner [5] proposed a tailored cutting edge design to deal with the predominant challenges, such as limited process stability and drilling lengths as well as insufficient bore hole quality, in deep hole making of superalloy Inconel 718 with small diameters. Uçak and Çiçek [6] concluded that cryogenic conditions in drilling of Inconel 718 using solid carbide drills exhibits better performance in terms of hole quality and surface integrity at the cost of increasing the thrust force and significantly reducing the tool life due to excessive chippings. These researches on the machinability of nickel-based alloy Inconel 718 have shown that work hardening, low thermal conductivity, abrasive wear and the high stress and cutting temperature generated during cutting are important reasons for the difficult machinability of Nickel-based superalloy Inconel 718. Especially the low thermal conductivity of workpiece will retain the material surface temperature [7], further leading to more difficulties in the cutting process.
At the same time, tool wear is the result of non-uniform strong stress field of thermal–mechanical coupling, and is an unavoidable phenomenon in cutting process, which directly affects tool life. Tool life prediction can not only improve tool efficiency and reduce cost of use, but also avoid workpiece scrap due to tool damage in cutting process, which attracts attention of researchers at home and abroad [8,9,10]. When drilling hard-to-machine nickel-based superalloy materials for holes below Ø20, integral drills including carbide drills and high-speed steel drills are recommended. The use of integral cemented carbide drills requires that the machine tools have sufficient feed accuracy, rotary accuracy, and rigidity. The main shaft runout of common boring-milling machine and drilling machine is generally more than 0.05 mm, which cannot meet the requirements of cemented carbide drill bit. Integral cemented carbide drills and indexable boring cutters are often used for drilling small and medium-sized holes. New coatings (such as TiAlN and TiZrN) based on superfine grained alloys are recommended for tool materials in drilling Inconel 718 [11]. High-speed steel is still widely used in high-temperature alloy drilling, expanding, and reaming. High-speed steel tool material has much higher toughness than cemented carbide, and has no higher requirement for machine tool accuracy and system rigidity than cemented carbide tool, so it is more advantageous in drilling large and medium-sized holes. Because the toughness of high-speed steel tool material is much higher than that of cemented carbide, and the requirement for machine tool accuracy and system rigidity is not as high as that of cemented carbide tool, high-speed steel material is still widely used in the drilling and processing of nickel-based alloy for aviation.
During the cutting process, the selection of cutting parameters, the friction of the tool rake and flank faces, and the lubrication conditions have great influences on the chip formation, cutting force, cutting temperature and the tool life [12,13,14,15,16]. Preliminarily selection of reasonable cutting parameters helps to control the chip shape and facilitate the chip removal. The tool crater wear mechanism is mainly the combined effects of adhesion-diffusion-abrasion, while the predominant tool wear mechanism of flank face is adhesion and abrasion. The friction of the flank also has an important influence on the machined surface roughness, surface residual stress and the tool flank wear [12]. Pang and Wang [14] implanted grooved, convex and pit micro-texture in the rake face to improve the drilling process of superalloy Inconel 718 with lower thrust force, drilling temperature and tool wear. Sales et. al [15] investigated that the flank and crater wear was of dominant wear shapes. Adhesion followed by the plucking out of hard diamond grains and their movements over the tool rake face produced the abrasive wear, these were also observed in flood conditions. Zhang et. al [16] developed an improved theoretical force model that considers material-removal and plastic-stacking mechanisms under different lubricating conditions. In addition, the tool life of the drill bit should meet the requirements of hole processing length.
In this paper, drilling experiments were conducted on workpiece material Inconel 718 using high-cobalt straight-handled twist drill high-speed steel W2Mo9Cr4VCo8 (M42) drill bit with emulsified fluid as cutting fluid, three factors influencing the experimental index (drill diameter, cutting speed and feed) are selected, and the cutting force, tool wear and tool life were studied by three-factor and three-level orthogonal test. At last, a reasonable range of recommended cutting parameters is given through optimization of cutting parameters according to the response surface methodology of equivalent tool life-efficiency.
Experimental Methods and Procedures
Experimental Methods
Tool life test is carried out on three-axle vertical machining center DAEWOO ACE V500 with maximum spindle speed of 10,000 rpm and the CNC system of FANUC 18 M. Kistler 9257B three-way milling dynamometer is fixed on the workbench to measure the cutting force during the cutting process and is connected to the computer data acquisition and analysis platform through the 5070 multi-channel charge amplifier. The experimental device is shown in Fig. 1. Because the left and right cutting edges are symmetrical, their radial resistance can be balanced and offset negligibly. The drilling resistance generated during the drilling process is mainly manifested as thrust force Fz and torque M. Temperature values during drilling are measured with TES 1310 TYPE-K thermocouple temperature gauge.

Drilling test equipment and cutting force measuring equipment
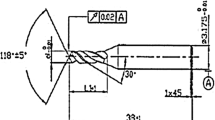
The workpiece material is Inconel 718 block of nickel-based superalloy with the dimension of 100 mm × 100 mm × 20 mm. The hardness of the base material of the workpiece is about 40 ~ 42HRC. After cutting, a certain thickness of hardening layer is produced on the surface, and the hardness increases to 46 ~ 48 HRC, with the hardening degree approaching 20%. The main chemical composition and physical and mechanical properties of nickel-based superalloy Inconel 718 are shown in Tables 1 and 2 respectively. The high-cobalt straight-handled twist drill w2Mo9Cr4VCo8 (M42) drill of COSD 6520 series made by NACHI Fujikoshi Corp., Japan is chosen as the cutting tool. The drill point angle is 140º, and the screw angle is 30º. Emulsion is used as cutting fluid during the experiment. The emulsion, T68 water-soluble cutting fluids based solely on mineral oils, is used by an external jet nozzle during the experiment for lubricating and cooling the tool at the same time. The wear morphology of drill bit was observed by VHX-600E large field depth three-dimensional microscopy system and scanning electron microscope (SEM), and the wear mechanism of tool was analyzed. The life of the drill bit is evaluated by the maximum wear of the drill bit in the test, VBmax = 0.6 mm, or by the sharp noise generated when the drill bit failed during drilling.
Experimental Procedures
Three factors (drill bit diameter, cutting speed and feed) which influence the experimental index are selected to carry out the tests. The three-factor and three-level orthogonal method is used to measure the cutting force during drilling and the tool life of the drill bit. In the actual cutting experiment, the spindle speed and cutting feed are related to the geometric parameters (radius) of the tool, and corresponding conversion is required to get the specific machining parameters. Cutting force measurements drilling depth of 10 mm for each set of test parameters. For tool life testing, the drilling depth during drilling is twice the drill bit diameter, i.e., H = 2d. After a certain amount of cutting test trials and analyses, the experimental parameter values are chosen based on the cutting performance of high-speed drills to get stable forces and temperature measurements as well as controllable tool life time. The results of orthogonal test scheme and cutting force and tool life test using emulsion as cutting fluid are shown in Tables 3 and 4 respectively. All the drilling trials were repeated several times until relatively stable data was acquired and the average values were adopted as the experimental results.
Establishment of Linear Regression Prediction Model for Cutting Force, Cutting Temperature and Tool Life
In order to reduce the testing time, orthogonal regression method was used to carry out orthogonal test. The measured cutting forces, cutting temperatures and surface roughness are investigated by three factors and three levels orthogonal method.
Based on the fundamental theory of metal cutting, there is a complex exponential relationship between measured drilling processing outcomes and hole processing parameters when the characteristics of the machine tool and geometric parameters of the drill bit are determined. The general model of orthogonal regression test between measured drilling processing outcomes of the drill bit and selected parameters is:
where F is the measured drilling processing outcomes, C is the coefficient depending on the material being processed and the cutting conditions, d is the drill diameter(mm), v is the cutting speed (m/min), f is the feed rate (mm/rev).
According to the hole machining test data of the drill bit, the measured drilling processing outcomes prediction model in the drilling process can be obtained by solving the model constant through linear regression. Take natural logarithm on both sides of (equation (1)) and convert it into linear form:
The linear regression equation is
where y is the logarithmic response of measured drilling processing outcomes, x0, x1, x2 and x3 are the logarithmic conversion form of coefficient C, drill bit diameter d, cutting speed v and feed rate f, here β0, β1, β2 and β3 is an unknown parameter, also known as regression coefficients, they usually need to be estimated based on the collected data. Due to test error ε, then the matrix form of the above linear regression equation can be expressed as
Regression (equation (3)) can also be expressed as
Then its matrix form is \(Y=Xb\). The regression parameter vector b can be obtained according to the following matrix principal equation
where b, XT, and (XTX)−1 are the estimate of β, the transpose matrix of X, and the inverse matrix of (XTX).
The empirical equation in exponential form could be obtained by fitting with multiple linear regression method. Relevant empirical models can be built by inducting empirical equation and experimental data. In this experiment, we choose drill diameter, cutting speed and feed rate as the three factors of orthogonal regression method, and established the relationship of the following four elements (thrust force, torque, temperature and tool life) in turn.
Results and Discussion
Analyses of Experimental Results
When measuring the cutting force in the drilling process, the cutting force measured at the initial stage of measurement gradually increases from close to zero to a certain value and is stable in a certain range. This is because in the early stage of drilling wear, due to the small contact area between the drill bit and the workpiece, the friction on the tool workpiece-surface is large, and the surface wear of the cutting edge of the drill bit is fast, which in turn increases the friction, so the cutting force gradually increases in the drilling process; When drilling to a certain depth, the drilling process is relatively stable, and the change of the contact area between the bit and the workpiece is small, so the cutting force is stable in a certain range. When the drilling is stable, the test results of cutting force and torque are shown in Table 5.
According to the above prediction model of drill cutting force and linear regression theory, the experimental results are analyzed, and the following empirical equation of cutting force and torque are obtained:
Figure 2 shows the thrust forces under variation of cutting parameters. According to the thrust force varying figures and the empirical model in (equation (7)), the influence of drill bit diameter on thrust force in the process of drilling nickel-based superalloy Inconel 718 with high-speed steel tools is very significant (the indexes in the empirical formula is 1.4804). With the increase of drill bit diameter, more materials will be removed during the drilling process with the larger cutting edge length, resulting in larger forces. Moreover, the workpiece material possesses high hardness and strength, leading to the difficulties in material removal, large friction of tool-workpiece, and eventually the large trust forces even over 1500 N. Secondly, the cutting speed and feed rate affected the thrust forces to a lesser extent (Fig. 2(b) and (c)). It should be pointed out that the data result in Fig. 2 is analyzed based on orthogonal tests. It can be seen from Fig. 2(a) that the influence of drill bit diameter on thrust force is very significant, while the influences of cutting speed and feed rate on thrust force in Fig. 2(b) and (c) is much smaller than that of drill bit diameter, so the data result is masked by the influence of bit diameter, so the data shows that the cutting speed and feed rate will only influence the thrust force slightly. The wide range of cutting force result distribution is mainly dominated by the increasing drill diameter. However, with the continuous increase of feed rate, the thrust force increases when the cutting speed turns from 0.05 to 0.07 mm/rev (shown in Fig. 2(c)), this is attributable that the contact thickness between tool and workpiece increases, the friction force increases, so that the cutting resultant force increases accordingly.

Thrust forces under variation of cutting parameters
Figure 3. shows the drilling torque under variation of cutting parameters. As shown in the three figures in Fig. 3, the torque is most affected by drill diameter (the indexes in the empirical formula is 1.6935), followed by cutting speed with the exponent -0.3739 and feed rate with the exponent 0.3171. The torque increases significantly under the facilitating role of drill diameter increasing on torque rise (Fig. 3(a)). This is because that with the increase of drill bit diameter, more materials will be removed during the drilling process with the larger cutting edge length, resulting in larger drilling torque. Secondly, the cutting speed has a negative effect on the torque (Fig. 3(b)), with the increase of cutting speed, the torque in the drilling process decreases. In Fig. 3(c), the feed rate has a positive effect on the torque (the index is 0.3171). With the increase of feed rate, the torque in the drilling process increases. The increase of drilling torque is mainly due to the increase of cutting volume and deformation resistance with the increase of feed.

Torque under variation of cutting parameters
Using high cobalt straight shank twist drill high speed steel (M42) bit, with emulsion as cutting fluid and cutting speed of 6 ~ 10 m/min, the larger the drill bit diameter, the higher the cutting speed and feed rate, the greater the thrust force in the drilling process; The larger the drill diameter and feed rate, the smaller the cutting speed and the greater the drilling torque. Therefore, low cutting speed and small feed rate can obtain small cutting force and good cutting effect.
The measurement results of cutting temperature and tool life test are shown in Table 6.
According to the prediction model of cutting temperature of front bit and linear regression theory, the experimental results are analyzed, and the following empirical equations of cutting temperature and tool life are obtained:
Figure 4 illustrates the temperature measurement with various cutting parameters. It can be determined from the empirical (equation (9)) of cutting temperature that the feed rate has the greatest influence on the temperature in the process of drilling nickel-based superalloy Inconel 718 with high-speed steel tools (the index in the empirical formula is 0.7116), followed by cutting speed (the index is -0.4145) and drill bit diameter (the index is 0.3898). The cutting temperature increases with the increase of drill bit diameter and feed rate (Fig. 4(c)), and decreases with the increase of cutting speed (Fig. 4(b)). It is preliminarily inferred that with the increase of cutting speed, cutting resistance and friction coefficient decrease, thus reducing the temperature during cutting. With the increase of drill bit diameter and feed, cutting resistance increases and coefficient of friction increases, thus increasing the temperature during cutting.

Temperature measurement under variation of cutting parameters
Figure 5. exhibits the tool life under variation of cutting parameters. As shown in (equation (10)) and Fig. 5, tool life is positively related to drill diameter and negatively to cutting speed and feed during drilling nickel-based superalloy Inconel 718 with high-speed steel tools. The drill bit diameter has the greatest influence on tool life (index 3.2205 in empirical formula), followed by feed (index -2.2377) and cutting speed (index -1.5518). Secondly, the change of feed rate also has positive effect on the tool life (index -2.2377 in empirical formula), the tool life decreases with the increase of feed rate (shown in Fig. 5(c)). With the increase of cutting speed, the wear rate of cutting tool is accelerated and plastic deformation is easy to occur, thus reducing the life of cutting tool. When the diameter and feed of the drill bit are too small, it is easy to cause the wear of the rake face, which will lead to tool deformation, interference with chip removal, and thus reduce the life of the tool itself. The tool life increases when the cutting speed changes from 6 to 8 m/min, but decreases when the cutting speed turns from 8 to 10 m/min (shown in Fig. 5(b)).

Tool life under variation of cutting parameters
Moreover, it should be clearly pointed out that, the data results in Figs. 2, 3, 4 and 5 are analyzed based on the orthogonal tests. The dispersion error bars in the figures do not refer to the dispersion of experimental data, but to the influence of the level of two other varying factors. For example, in Fig. 3(b), the error bars represent the variation range of torque under the fixed cutting speed, and also represent the interaction and jointed effects of drill diameter and feed rate on the torque.
Tool Wear
Tool wear morphology
Figure 6 shows the SEM photos of tool wear morphology when drilling nickel-based alloy Inconel 718 with high-speed steel drill bit. It can be seen from the figure that the main wear patterns of the drill bit are flank wear, peripheral wear, micro-chipping, and chipping. When the structure, hardness and allowance of the workpiece material are uneven and the rake angle is too large, resulting in low cutting-edge strength, insufficient rigidity of the process system, vibration or poor grinding quality, the cutting edge is prone to "micro-collapse" (Fig. 6(b)), that is, small collapse, notch or peeling in the edge area. After micro-collapse, the tool will lose some cutting capacity. With the aggravation of wear, in addition to the wear of the flank, there is also the phenomenon of edge collapse (Fig. 6(a) and (c)).

Wear morphology during drilling Inconel 718 with high-speed steel drill bit. (a) d = 6 mm, v = 6 m/min, f = 0.01 mm/rev (b) d = 8 mm, v = 8 m/min, f = 0.02 mm/rev (c) d = 10 mm, v = 6 m/min, f = 0.02 mm/rev
When micro-chipping continues to develop or under worse cutting conditions, the cutting heat is very easy to stay near the cutting edge, and it is difficult to discharge the cutting heat and chips in time. There will be chipping with larger size and range in the cutting edge or tool tip area (Fig. 7). At this time, the tool will completely lose its cutting ability.

Catastrophic chipping phenomenon during drilling Inconel 718 with high-speed steel drill bit
Tool wear mechanism
Abrasive wear
When the cutting edge of the drill bit contacts the workpiece material during the drilling process, the temperature on the surface of the tool increases due to friction, and its hardness decreases [17, 18]. When the hard point in the nickel-based alloy workpiece material slides into the friction surface under load, the friction force shears and wrinkles the rake face through the ploughing action of the abrasive, resulting in groove indentations, which form a stripe-like wear belt as shown in Fig. 8. This form of wear is abrasive wear. Abrasive wear is one of the main wear forms when drilling nickel-based alloy Inconel 718 with high-speed steel drill bit.

Abrasive wear during drilling Inconel 718 with high-speed steel drill bit
Bonding wear
Due to the high temperature strength and large plastic deformation of nickel-based alloy Inconel 718, such as severe work hardening, high cutting force and cutting temperature, and high pressure in the contact area [19, 20]. Under this high temperature and high pressure, the chip and workpiece materials move continuously along the front and rear flanks of the tool, damaging the oxide layer and other adsorption films on the surface of the drill bit (Fig. 9), Make the tool and chip and the tool and workpiece bond and wear (Fig. 10). Figure 11(a) shows the EDS analysis of point 1 in Fig. 10. From the analysis results, there are many Ni, Cr, Nb, Mo and other elements from the workpiece material, indicating that the tool bonding wear occurs during the drilling process and is accompanied by the whole cutting process. When cutting nickel-based alloy, a large amount of cutting heat is borne by the tool. Under the action of high temperature and large cutting force, the cutting edge will produce bonding wear [1, 21], which changed the physical properties of the tool material (e.g., thermal conductivity), causing simultaneous peeling of the coating or matrix with the bonding layer to reduce the cutting performance of the tool. In order to avoid the occurrence and deterioration of bonding wear, cutting fluid should be used to reduce the cutting temperature.

Peeling of oxide layer during drilling Inconel 718 with high-speed steel drill bit

Bonding wear morphology during drilling Inconel 718 with high-speed steel drill bit

EDS analysis of flank wear of the drill bit. (a) EDS analysis results at point 1. (b) EDS analysis results at point 2
Oxidation wear
Figure 11(b) shows the EDS analysis at 2 in Fig. 10(c). From the analysis results containing O, Cr, Fe, Ni and Ti elements in this area, which indicates that there may be oxide films such as TiO2 and Al2O3. Ni and Cr elements are bonded to the tool surface, which can reduce the hardness and cutting performance of the tool surface and accelerate the bonding between the tool and the workpiece. The oxide film formed at point 2 as shown in Fig. 9(a) after the oxide layer peels off. It can be inferred that a certain amount of oxidative wear occurs in the drilling process, oxidation between air and exposed carbide matrix degrades tool material performance. The existence of oxide film on tool surface can avoid direct contact between tool and chips as well as workpiece, thus reducing bonding and playing a certain protective role.
In conclusion, when drilling nickel-based alloy Inconel 718 with high-speed steel drill bit, the cutting force is large and the cutting temperature is high. The wear mechanism is mainly the comprehensively synergistic effect of abrasive wear, bonding wear, and oxidation wear.
Optimization of Cutting Parameters
Reliability analysis of tool life
From (equation (10)) of tool life, the drill bit diameter has the greatest influence on the tool life in the process of drilling nickel-based superalloy Inconel 718 with high-speed steel tools (the index in the empirical equation is 3.2205), followed by feed rate (the index is -2.2377) and cutting speed (the index is -1.5518). With the increase of tool bit diameter d, the tool life becomes longer. However, with the increase of cutting speed v and feed rate f, the tool life decreases.
As shown in Table 7, the variance of tool life is analyzed in the significance test. The significance level is 0.022 < 0.05, which verifies the effectiveness of tool life model.
Optimization of cutting parameters
Equation (11) is the equation of material removal rate (cutting efficiency) in drilling process
We can analyze the relationship between tool life and cutting efficiency through the empirical (equation (10)) and cutting efficiency (equation (11)) obtained by orthogonal test, to obtain ideal cutting parameters, tool life and efficiency.
Figure 12 shows the equivalent tool life-efficiency response curve of drill bit (d = 10 mm) under different cutting tool lives and material removal rates. The solid line in the figure is the equivalent tool life response curve and the dotted line is the equivalent efficiency response curve. Under the condition of constant efficiency, appropriately reducing the feed rate and increasing the cutting speed can improve the tool life.

Equivalent tool life-efficiency response curve of drill bit (d = 10 mm)
Through the analysis of tool life cutting efficiency, the cutting parameters of high-speed steel drill bit can be optimized, to determine the tool life and cutting efficiency under the recommended cutting parameters. Drilling and processing nickel-based alloy Inconel 718, under the cutting condition of using emulsion as coolant, the high cobalt straight shank twist drill integral high-speed steel (M42) bit produced by Nachi company is used. The recommended cutting parameters are: for the drill bits with diameter of 6 mm and 8 mm, the cutting speed is 5 ~ 10 m/min and the feed rate are 0.01 ~ 0.02 mm/rev, the tool life is about 5 ~ 20 min. For the drill bit with diameter of 10 mm, the cutting speed is 5 ~ 10 m/min, the feed rate is 0.01 ~ 0.025 mm/rev, and the tool life is about 15 ~ 50 min.
Conclusion
(1) The empirical equation for cutting force, cutting temperature and tool life when drilling nickel-based alloy Inconel 718 were obtained when emulsion was used as cutting fluid are obtained. With the gradual increase of drill diameter, cutting speed and feed rate, the thrust force in the drilling process increases. With the increase of drill diameter and feed rate, and the cutting speed decreases, the drilling torque increases. Therefore, low cutting speed and small feed rate can obtain small cutting force and good cutting effect.
(2) Cutting temperature is positively correlated with drill diameter and feed rate, but negatively correlated with cutting speed. Tool life is negatively correlated with cutting speed and feed rate, but positively correlated with drill diameter. Drill diameter has the greatest impact on tool life, followed by feed rate and cutting speed. The main wear forms are flank wear, peripheral wear, micro-chipping, and chipping. The wear mechanism is mainly the comprehensive function of abrasive wear, bonding wear, and oxidation wear.
(3) Based on the calculation results of tool life empirical equation and cutting efficiency equation, the cutting parameters of high-speed steel tool for drilling Inconel 718 were optimized by using the method of equal life-efficiency response surface, and the reasonable cutting parameters of high-speed steel drill bits drilling Inconel 718 under the condition of using cutting fluid are obtained. For the drill bits with diameter of 6 mm and 8 mm, the cutting speed is 5 ~ 10 m/min and the feed rate are 0.01 ~ 0.02 mm/rev, the tool life is about 5 ~ 20 min. For the drill bit with diameter of 10 mm, the cutting speed is 5 ~ 10 m/min and the feed rate is 0.01 ~ 0.025 mm/rev, the tool life is about 15 ~ 50 min.
References
Zheng WH (2008) Machining technology of difficult cutting materials. National Defense Industry Press, Beijing, pp 147–168
Sharman ARC, Amarasinghe A, Ridgway K (2008) Tool life and surface integrity aspects when drilling and hole making in Inconel 718. J Mater Process Technol 200(1–3):424–432. https://doi.org/10.1016/j.jmatprotec.2007.08.080
Chen YC, Liao YS (2003) Study on wear mechanisms in drilling of Inconel 718 superalloy. J Mater Process Technol 140(1–3):269–273. https://doi.org/10.1016/S0924-0136(03)00792-1
Rahim EA, Sasahara H (2009) Application of minimum quantity lubrication when drilling nickel-based superalloy at high cutting speed. Key Eng Mater 407–408:612–615. https://doi.org/10.4028/www.scientific.net/KEM.407-408.612
Biermann D, Kirschner M (2015) Experimental investigations on single-lip deep hole drilling of superalloy Inconel 718 with small diameters. J Manuf Process 20:332–339. https://doi.org/10.1016/j.jmapro.2015.06.001
Uçak N, Çiçek A (2018) The effects of cutting conditions on cutting temperature and hole quality in drilling of Inconel 718 using solid carbide drills. J Manuf Process 31:662–673. https://doi.org/10.1016/j.jmapro.2018.01.003
Liu T, Li A, Zhu C, Yuan W (2022) Effect of alloying elements on surface temperature field of aluminum piston in diesel engine. Eng Fail Anal 134(3):106020. https://doi.org/10.1016/j.engfailanal.2021.106020
Bounif K, Abbadi M, Nouari M, Selvam R (2021) A numerical approach for crack-induced damage in tungsten carbide cutting tools during machining. Eng Fail Anal 128:105617. https://doi.org/10.1016/j.engfailanal.2021.105617
Thakur DG, Ramamoorthy B, Vijayaraghavan L (2009) Study on the machinability characteristics of superalloy Inconel 718 during high speed turning. Mater Design 30(5):1718–1725. https://doi.org/10.1016/j.matdes.2008.07.011
Kumar AS, Durai AR, Sornakumar T (2006) Wear behaviour of alumina based ceramic cutting tools on machining steels. Tribol Int 39(3):191–197. https://doi.org/10.1016/j.triboint.2005.01.021
Khanna N, Agrawal C, Gupta MK, Song Q (2020) Tool wear and hole quality evaluation in cryogenic drilling of Inconel 718 superalloy. Tribol Int 143:106084. https://doi.org/10.1016/j.triboint.2019.106084
Liang X, Liu Z (2018) Tool wear behaviors and corresponding machined surface topography during high-speed machining of Ti-6Al-4V with fine grain tools. Tribol Int 121:321–332. https://doi.org/10.1016/j.triboint.2018.01.057
Li C, Xu X, Li Y, Tong H, Ding S, Kong Q, Zhao L, Ding J (2019) Effects of dielectric fluids on surface integrity for the recast layer in high speed EDM drilling of nickel alloy. J Alloys Comp 783:95–102. https://doi.org/10.1016/j.jallcom.2018.12.283
Pang K, Wang D (2020) Study on the performances of the drilling process of nickel-based superalloy Inconel 718 with differently micro-textured drilling tools. Int J Mech Sci 180:105658. https://doi.org/10.1016/j.ijmecsci.2020.105658
Sales WF, Schoop J, Jawahir IS (2017) Tribological behavior of PCD tools during superfinishing turning of the Ti6Al4V alloy using cryogenic, hybrid and flood as lubri-coolant environments. Tribol Int 114:109–120. https://doi.org/10.1016/j.triboint.2017.03.038
Zhang Y, Li C, Ji H, Yang X, Yang M, Jia D, Zhang X, Li R, Wang J (2017) Analysis of grinding mechanics and improved predictive force model based on material-removal and plastic-stacking mechanisms. Int J Mach Tools Manuf 122:81–97. https://doi.org/10.1016/j.ijmachtools.2017.06.002
Chi Y, Dai W, Lu Z, Wang M, Zhao Y (2018) Real-time estimation for cutting tool wear based on modal analysis of monitored signals. Appl Sci 8(5):708. https://doi.org/10.3390/app8050708
Hao ZP, Lu Y, Gao D, Fan YH, Chang YL (2012) Cutting parameter optimization based on optimal cutting temperature in machining Inconel718. Mater Manuf Processes 27(10):1084–1089. https://doi.org/10.1080/10426914.2012.689456
Thrinadh J, Mohapatra A, Datta S, Masanta M (2020) Machining behavior of Inconel 718 superalloy: Effects of cutting speed and depth of cut. Mater Today Proc 26(Pt 2):200–208. https://doi.org/10.1016/j.matpr.2019.10.128
Osmond L, Curtis D, Slatter T (2021) Chip formation and wear mechanisms of SiAlON and whisker-reinforced ceramics when turning Inconel 718. Wear 486–487:204128. https://doi.org/10.1016/j.wear.2021.204128
Hou G, Li A (2021) Effect of surface micro-hardness change in multi-step machining on friction and wear characteristics of titanium alloy. Appl Sci 11(16):7471. https://doi.org/10.3390/app11167471
Funding
The authors would like to acknowledge the financial supports of the Natural Science Foundation of Shandong Province (ZR2021ME043), the Key Research and Development Program of Shandong Province (2019JZZY010114), the National Natural Science Foundation of China (51605260), and the Young Scholars Program of Shandong University (2018WLJH57).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Declaration of Competing Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Liu, J., Li, A., Zhang, J. et al. Performance of High-Speed Steel Drills in Wet Drilling Inconel 718 Superalloy. Exp Tech 47, 395–406 (2023). https://doi.org/10.1007/s40799-022-00560-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40799-022-00560-x