
Abstract
Composites of aluminium matrix with organic (rice husk ash, RHA) and inorganic (fly ash) reinforcement at different weight fractions were fabricated by double-stir casting. The tribological behaviour of the hybrid composites was investigated under dry sliding conditions using different applied loads, sliding distances and sliding speeds. The aims of this work are use of waste material and investigation of the tribological performance, economic issues, environmental impact on wear loss, and coefficient of friction to increase the lifespan of such materials. Attempts were made to examine the effect of addition of waste particles in the aluminium composites on the sliding wear rate, which is of significant importance in the engineering field. The wear mechanism was analysed based on the wear debris and examination of wear tracks on the worn surfaces. The results showed that the A356/10 %RHA–10 %fly ash hybrid composite exhibited superior wear resistance compared with the aluminium matrix for use in engineering applications.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Composite materials are lightweight with superior efficiency, being widely applied in aerospace and automobile industries for development of advanced materials with enhanced material strength. Hybrid metal-matrix composites (HMMCs) are finding a significant role in applications in the aerospace and automobile sectors due to their enhanced properties. Fourth-generation hybrid composites contain more than one reinforcement material to increase their wear resistance and achieve high stiffness and strength, resulting in a high degree of freedom in the material design process [1]. Aluminium alloys are attractive and preferable for use in aircraft structures and automotive/space applications due to their high specific buckling resistance, low density and superior casting properties compared with other materials. Aluminium metal-matrix hybrid composites (AMMHCs) reinforced with hard ceramic particles have emerged as materials with potential uses in various critical applications, especially for wear-resistant connecting rods, pistons, cylinder blocks, brake drums, and cylinder liners [2]. Such applications of hybrid composites demand enhanced mechanical properties, including ductility and strength. One of the most important advantages of the technology investigated herein is that aluminium can be recycled easily, yielding fine-grained aluminium alloys with significantly enhanced strength and hardness. AMCs exhibit improved wear characteristics for reduced wear rate due to the addition of reinforcement particles that prevent metal-to-metal contact at sliding surfaces. Addition of RHA and fly ash reinforcement particles to the matrix can increase both the wear resistance and mechanical strength of such aluminium alloys.
Liquid processing, which involves stirring of reinforcement particles into a melt, offers various advantages, including low fabrication cost, less damage to the reinforcement particles and maximum yield. In such a process, reinforcement particles are incorporated into the aluminium matrix, resulting in good wettability [3]. Studies on the wear behaviour of such hybrid composites have been carried out to investigate the resistance of such materials for application in various automobile and industrial sectors. Addition of hard ceramic particles to a matrix to form a hybrid composite has the strongest effect on the wear resistance and favourably improves the wear properties. Cree and Pugh [4] conducted a comparative study between SiC and graphite reinforcement of aluminium matrix, concluding that the wear rate of the binary composite was higher compared with the hybrid composite. This result indicates that addition of proper reinforcement particles results in lower wear rate and leads to a smooth worn surface. The investigation by Elango et al. [5] revealed that increasing the temperature can decrease severe wear. Based on previous investigations [6,7,8], it can be stated that material properties such as the wear rate and coefficient of friction depend on the sliding speed, applied load and sliding distance.
Particles formed of waste material were first applied as such reinforcements with the aim of global sustainable development in terms of cost reduction, material savings and environmental protection. The goal of the present study is to enhance the tribological properties by increasing the wear resistance, and reducing the wear loss and coefficient of friction, aiming for A356 aluminium alloy materials with long operational lifespan, improved material quality and increased durability.
2 Experimental Studies
2.1 Selection and Preparation of Hybrid Composites
Aluminium A356 alloy was chosen as matrix material. Al A356 is a casting alloy containing 7 % silicon, 0.35 % magnesium and balance aluminium. It exhibits good mechanical characteristics and high density, with excellent casting characteristics compared with other aluminium alloys. Reinforcements for aluminium hybrid composite materials can be broadly classified into three groups, viz. industrial waste, agrowaste and synthetic ceramic particles. In particular, agro-based waste materials such as rice husk, coconut shell, bamboo and jute represent potential materials for production of such hybrid composites. These waste materials are non-toxic and have also proved to act as good preservatives in composite materials [9]. Two of these waste materials, viz. RHA and fly ash, were adopted for reinforcement in this work, due to their high strength, low density, light weight and minimal production cost. Fly ash was obtained from Neyveli Lignite Corporation Limited, Tamilnadu. Fly ash is a major industrial waste material generated from heating coal at elevated temperature. The rice husk for the present work was procured from Saroja Mill, Tamilnadu. Initially, the rice husk was washed with warm water and dried at room temperature for 1 day. The washed rice husk was then taken into a muffle furnace and heated at 200 °C for 1 h to remove moisture, during which process the husk changed from yellowish to black colour because of its organic content. The obtained ash was conditioned in a tubular furnace at temperature of 650 °C for 180 min to reduce its volatile and carbonaceous contents, during which process its colour changed from black to greyish white, with increased mechanical strength [10].
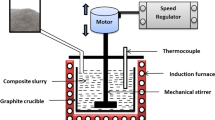
Hybrid composites were fabricated by double-stir casting [11] with A356 alloy as matrix and rice husk ash (RHA) and fly ash particles as reinforcement at different weight ratios (5, 10, and 12.5 wt%). Initially, the reinforcement particles were pre-heated individually at temperature of 250 °C to eliminate moisture and improve their wettability by molten aluminium A356 alloy. The aluminium alloy was melted completely by charging into a gas-fired crucible furnace and heating above liquidus temperature. The liquid alloy was then cooled at temperature of 600 °C after heating, and pre-heated reinforcement particles were added with manual stirring for 10 min to maintain good wettability of the material surface. The composite slurry was superheated at temperature of 720 °C, and a second stirring process was performed using a mechanical stirrer at speed of 400 rpm for 15 min, during which process the aluminium melt absorbed the reinforcement particles and solidified. Finally, the molten liquid was poured onto the surface of a cooling slope plate (300 mm length, 10 mm diameter) to eliminate moisture. Boron nitride coating was applied on the surface of the slope plate before placing it in a steel mould. Three types of sample were prepared to study the wear behaviour, viz. A356/5 %RHA–5 %fly ash, A356/10 %RHA–10 %fly ash and A356/12.5 %RHA–12.5 %fly ash hybrid composites.
2.2 Dry Sliding Wear Test
A pin-on-disc wear testing machine (model KCTOM-112 PIN) was used to conduct dry sliding wear tests at room temperature. The pins were loaded against the sliding disc using dead weight samples prepared in cylindrical form (30 mm length, 10 mm diameter). The tribometer testing machine of the pin-on-disc apparatus was utilised to conduct wear tests against EN31 steel counterface, in accordance with ASTM G-99 test standards [12]. The wear loss was calculated by measuring differences in specimen weight before and after a sliding test carried out with sliding distance of 1200 m using different applied loads (10–50 N) and sliding speeds (1–5 m/s). The volumetric wear loss per sliding distance was calculated when load was applied to the contact between the specimen and rotating disc via a cantilever mechanism. The wear test was conducted on a set of six samples for each composition and experimental condition. From the recorded applied load, the coefficient of friction was calculated, for wear tests conducted up to sliding speed of 5 m/s, at which the material seized, with generation of abnormal noise and vibrations with increasing frictional force due to adhesion between the contact surface on the EN 31 steel disc. The applied load and sliding speed at which the specimen seized were investigated to calculate the seizure load, coefficient of friction and wear rate.
2.3 Measurement of Hardness and Tensile Testing of Hybrid Composites
Hardness testing was conducted using the Vickers micro-hardness method. The size of the indenter is an essential parameter in the calculation for all materials, irrespective of their hardness. The Vickers micro-hardness test was conducted as per ASTM E 384 standard with operating load of 100 g and dwell time of 15 s [13] on an Instron universal testing machine. Microhardness values were obtained using diamond pyramid hardness (DPH) tests at three different positions on each sample, and the average reading taken. Tensile testing was conducted using an Instron universal testing machine at load of 400 kN with dwell time of 10 s, as per ASTM E466 norms. The specimens were stretched without necking in the cross-sectional area before conducting tensile strength tests on two specimens of each composition, to avoid the possibility of the indenter hitting a hard reinforcement particle. Average results are presented in Table 1.
2.4 Study of Microstructure and X-Ray Diffraction (XRD) Analysis
Before conducting XRD analysis, samples were first cleaned using acetone then dried in air. The double stir-casted hybrid composite samples were ground, polished mechanically and etched chemically using Kroll’s reagent (a mixture of 7 ml HF, 3 ml HNO3 and 40 ml H2O). Microstructural studies were conducted on the wear debris and worn surface morphology by scanning electron microscopy (SEM, model JSM 5610 LV). Materials science has become an essential part of academic research based on X-ray diffraction analysis of the structure of each element, being applied to investigate and quantify the crystalline nature of materials by measuring the diffraction of X-rays via interaction with electrons in the investigated material. X-ray diffraction was conducted on each sample at scan speed of 0.01°/s using a PANalytical X’Pert PRO X-ray diffractometer. The samples were cleaned and dried in air prior to X-ray diffraction studies.
3 Results and Discussion
The effect of addition of organic (RHA) and inorganic (fly ash) reinforcement to aluminium A356 alloy on the wear mechanism was studied using the pin-on-disc apparatus. The micro-hardness and wear behaviour of the hybrid composites were measured to determine the effect of the reinforcement of the matrix. The wear debris and the morphology of the worn surface were analysed by SEM and optical microscopy to identify wear tracks.
3.1 Initial Microstructure of Alloy and Organic–Inorganic Particles
Figure 1 shows typical SEM micrographs of aluminium A356 alloy, fly ash and RHA particles. Fly ash mostly comprises solid particles with spherical shape. The particle size of fly ash is 15 μm, increasing the toughness of the matrix. The particle size of RHA is 23 μm; its greater silica content results in high strength-to-weight ratio with enhanced mechanical properties. The microstructure of as-cast Al A356 alloy is shown in Fig. 1a. RHA appears as fiber reinforcement consisting of flakes in Fig. 1b, whereas fly ash particles having the typical form of solid spheres (known as precipitator fly ash) are shown in Fig. 1c.

Typical SEM micrographs of: a A356 Al alloy, b rice husk ash (RHA) and c fly ash
3.2 Hardness and Tensile Strength of Aluminium Hybrid Composites
Vickers micro-hardness testing was conducted on polished specimens of A356 aluminium alloy and A356/RHA–fly ash hybrid composites, revealing the following trends (Table 1): (i) the hardness of the as-cast aluminium alloy was improved by addition of reinforcement particles, irrespective of the material, and (ii) the maximum hardness was noted when the materials were aged [14]. Tests were carried out at five different positions, and the average of the five readings is reported, to avoid the possibility that the indenter hit a hard reinforcement particle. High hardness was observed for the A356/10 %RHA–10 %fly ash hybrid composite. According to the results presented in Table 1, the hardness decreased with further increase in the reinforcement weight fraction (12.5 % RHA, 12.5 % fly ash). The microhardness of the A356/12.5 %RHA–12.5 %fly ash composite was decreased due to agglomeration. These values were applied to calculate the wear rate of materials based on weight loss measurements. Tensile testing was conducted on polished specimens of A356 alloy and A356/RHA–fly ash hybrid composites. The results in Table 1 show that the tensile strength increased to 184 MPa for the A356/10 %RHA–10 %fly ash hybrid composite, which is attributed due to the high silica content of this material [18]. On further increase of the weight fraction, the yield strength tended to decrease, due to agglomeration.
3.3 Influence of Organic and Inorganic Particles
The variation of the wear loss of the aluminium A356 alloy and hybrid composites with increasing content of organic (RHA) and inorganic (fly ash) reinforcement particles is presented in Fig. 2a, revealing that an increase in the reinforcement content resulted in decreased wear loss for all materials compared with the 5 % (RHA–fly ash) aluminium hybrid composite. Due to the presence of high silica content in the hybrid composites, the wear resistance tended to increase, as it acts as a load-supporting element. Addition of a hard material to the soft aluminium matrix reduces the wear loss and increases the wear rate of the hybrid composites, due to the distribution of ash particles. The wear loss of the hybrid composites was found to exhibit a severe reduction with improved wear resistance due to the increased strength of the material, as interfacial bonding between the matrix and reinforcement particles plays a crucial role in the wear mechanism [15]. Transferred RHA and fly ash may spread over the surface of the disc under dry sliding conditions, leading to the observed significant material loss. The effect of the reinforcement particles in the aluminium matrix on the coefficient of friction is shown in Fig. 3a. Note that increasing the content of organic and inorganic reinforcement in the Al matrix decreased the coefficient of friction. The coefficient of friction was increased for the A356/5 % (RHA–fly ash) composite, which can be attributed to pull-out of reinforcement particles from the matrix and sliding at the contact surface. The lower values of the coefficient of friction for the hybrid composites can mainly be attributed to formation of thin layers, as it was observed that the A356/10 %RHA–10 %fly ash hybrid composite exhibited a lower value compared with the other hybrid composites. Drastic enhancement of the coefficient of friction was observed, e.g., reaching around 0.54 for the A356/12.5 % (RHA–fly ash) composite.

Wear loss of aluminium hybrid composites, showing the influence of a organic and inorganic particles, b applied load, c sliding distance and d sliding speed

Coefficient of friction of aluminium hybrid composites, showing influence of a organic and inorganic particles, b applied load, c sliding distance and d sliding speed
3.4 Sliding Wear Behaviour of Hybrid Composites
The dry sliding wear behaviour of hybrid composites is of vital interest to materials scientists and manufacturing engineers. Hybrid composite materials represent a new trend due to their enhanced properties compared with binary composites and alloys. RHA and fly ash particles were applied in this work to provide lubrication and thereby improve the wear resistance. The resulting wear performance is analyzed in this section, based on the experimental results for different loads, sliding distances and sliding speeds (Table 2) [16]. The sliding wear rate of the hybrid composites was measured on EN31 hardened steel disc, yielding values of 1.5 × 10−3 mm3/m for A356 alloy, 1.0 × 10−3 mm3/m for aluminium with 5 % (fly ash–RHA), 0.6 × 10−3 mm3/m for aluminium with 10 % (fly ash–RHA), and 1.2 × 10−3 mm3/m for aluminium with 12.5 % (fly ash–RHA). From the results presented in Table 2, it can be concluded that the A356/10 %fly ash–10 %RHA composite exhibited the lowest wear loss relative to the other hybrid composites in this test condition.
3.4.1 Effect of Applied Load on Wear Loss
The variation of the wear loss of the A356 alloy and the A356/5 %RHA–5 %fly ash, A356/10 %RHA–10 %fly ash, and A356/12.5 %RHA–12.5 %fly ash hybrid composites for different applied loads (10–50 N) at constant sliding speed of 3 m/s and sliding distance of 1200 m is shown in Fig. 2b. The aluminium alloy exhibited low wear resistance due to the presence of high porosity. Addition of 10 %RHA–10 %fly ash to the A356 alloy decreased the wear loss compared with the A356/5 %RHA–5 %fly ash hybrid composite due to interfacial bonding between the matrix and ceramic particles, representing an important phenomenon to improve the wear resistance [17]. Excessive frictional heat generated at higher loads resulted in the surface of the material becoming soft and sufficiently elastic to deform, finally initiating fracture and forming wear debris. Gross material transfer from pin to disc was also observed at higher loads for the A356 alloy with addition of 10 %RHA–10 %fly ash, and the wear loss showed a decreasing tendency due to the higher hardness with the particle reinforcement. These results indicate that a relatively homogeneous strong interface and good wettability play a vital role in load transfer from the Al matrix to the hard particles. Incorporation of 10 wt% fly ash and RHA particles into the A356 matrix showed higher efficiency for reducing wear loss. Further increasing the weight fraction in the hybrid composite, viz. addition of 12.5 %RHA–12.5 %fly ash, tended to increase the adhesive wear while the wear loss gradually decreased. However, addition of reinforcement particles increased the wear resistance and reduced fracture, even at higher loads.
3.4.2 Effect of Sliding Distance on Wear Loss
The effect of the sliding distance (300–1500 m) on the as-cast alloy and aluminium hybrid composites at constant sliding speed of 3 m/s and fixed applied load of 50 N is shown in Fig. 2c. These results clearly show that greater wear loss occurred due to the effect of plastic deformation on the surface, causing delamination and cracking of the aluminium alloy. For the A356/5 %RHA–5 %fly ash hybrid composite, at longer sliding distance of 1500 m, the pin comes into contact due to the rubbing action between the two surfaces, and wear abrasion will occur at the beginning, which reduces with increasing reinforcement particle content. However, for the A356/10 %RHA–10 %fly ash hybrid composite, at sliding distance of 1200 m, significantly lower wear resistance was observed, which can be attributed to less wear debris and formation of a smooth surface, having a great effect on the wear resistance. Further increasing the reinforcement content in the A356 alloy hybrid composite to 12.5 %RHA–12.5 %fly ash tended to increase the wear loss. This occurs as the hard particles are easily separated from the surface, resulting in scratching and tearing that cause material damage.
3.4.3 Effect of Sliding Speed on Wear Loss
The variation of the wear loss of the A356 alloy and the hybrid composites with the sliding speed (1–5 m/s) at constant applied load of 50 N and sliding distance of 1200 m is shown in Fig. 2d. For the A356 alloy matrix, sliding speed of 3 m/s resulted in abrasive wear with higher surface deformation, leading to pores and cracks in the material. This reduced with increasing weight fraction of reinforcement, and the A356/10 %RHA–10 %fly ash hybrid composite exhibited greater wear loss compared with the other hybrid composites due to its higher hardness and the good wettability of the ceramic particles, which decreased the fracture toughness of the aluminium matrix. At all sliding speeds, it was noted that increasing the sliding speed resulted in increased wear loss for all the hybrid composites, similar to observations made by Surappa [18]. When the fly ash content was increased beyond 10 %, poor interfacial bonding between the matrix and reinforcement occurred due to the higher porosity level. Therefore, these results confirm that the hybrid composite with 10 %RHA–10 %fly ash in A356 alloy exhibited the lowest wear loss in comparison with the other hybrid composites.
3.5 Analysis of Coefficient of Friction (COF)
The coefficient of friction is an important parameter to examine material performance and the service life of structural components when sliding against each other [19]. Addition of different weight percentages of RHA–fly ash to A356 aluminium alloy resulted in a decrease of the coefficient of friction (Fig. 3). However, addition of 10 %RHA–10 %fly ash to A356 resulted in a significant change in the friction as the hard particles were in contact with each other (Fig. 3b, c). It was also observed that, during sliding, the hard phase reinforcement particles may detach from the matrix and become crammed between the contacting surfaces, leading to a decrease in the coefficient of friction.
3.5.1 Effect of Applied Load on COF
The frictional force increased with increasing load, but not proportionally. For constant sliding speed of 3 m/s and sliding distance of 1200 m, abrasive wear occurred at the beginning for the A356 alloy with increasing applied load (0.52–0.58). This effect is reduced when proper reinforcement particles are added to the alloy matrix, due to the improved hardness and reduced area of contact. This effect occurs due to the higher temperature generated at higher loads. The coefficient of friction of the A356/5 %RHA–5 %fly ash hybrid composite varied within the narrow range of 0.46–0.54. At the minimum load of 30 N, the A356/10 %RHA–10 %fly ash hybrid composite showed lower coefficient of friction (0.26–0.31) compared with the other hybrid composites [20]. Further increase of the weight fraction of reinforcement particles to form the A356/12.5 %RHA–12.5 %fly ash hybrid composite resulted in an increase of the coefficient of friction due to the oxide layer on the surface, which weakens the worn surface, resulting in fracture as shown in Fig. 3b.
3.5.2 Effect of Sliding Distance on COF
As the sliding distance increased, abrasion occurred at the beginning for the A356/5 %RHA–5 %fly ash hybrid composite when the pin came into contact with the surface, tending to produce oxidation. It was also observed that the coefficient of friction increased when the effect of sliding distance suddenly decreased, as shown in Fig. 3c. The A356/10 %RHA–10 %fly ash hybrid composite displayed lower coefficient of friction at a minimum sliding distance of 1200 m, while increase in the load tended to soften the material on the worn surface, indicating a change in the wear mechanism. Further increase of the weight fraction of reinforcement to form the A356/12.5 %RHA–12.5 %fly ash hybrid composite resulted in an increase in the coefficient of friction due to decreased contact between asperities, resulting in ploughing action.
3.5.3 Effect of Sliding Speed on COF
The coefficient of friction of the A356/5 %RHA–5 %fly ash hybrid composite increased with increasing sliding speed, which occurs due to the rise in temperature, exhibiting the abrasive wear mechanism shown in Fig. 3d. The A356/10 %RHA–10 %fly ash hybrid composite exhibited lower coefficient of friction at minimum sliding speeds due to the tendency for less thermal softening and frictional thrust, resulting in accelerated development of a mechanically mixed layer (MML) on the counterface, improving the strength of the material [21]. Further increase beyond 10 % RHA–fly ash content in the hybrid composite was not favourable at higher sliding conditions, because of the pull-out effect from the A356 matrix. At higher sliding speeds, the temperature between the pin and counterface increased, leading to deformation of the material and hence reduction of its mechanical properties. Based on the results described above, it can be concluded that, for all sliding speeds, the A356/10 %RHA–10 %fly ash hybrid composite exhibited the lowest coefficient of friction.
3.6 Microstructural Analysis of Hybrid Composites
Typical SEM micrographs of the worn surface of the aluminium hybrid composites were obtained at room temperature to determine the mechanism of the dry sliding wear (Figs. 4, 5, 6). The wear tracks were covered with compacted wear debris; specimens were cleaned ultrasonically in acetone, resulting in removal of some loose debris as well as numerous scratches on the worn surface [22]. The worn surface of the A356/5 %RHA–5 %fly ash hybrid composite showed initial plastic flow and a delamination layer on the material along the specimen edges (Fig. 4a, b). Micro-pores were seen at load of 10–40 N on the delamination layer, and severe wear occurred when the load was increased to 50 N or above. This indicates that, in the wear test at higher loads, excess heat generated wear debris. However, finer grooves were observed on the surface of the A356/10 %RHA–10 %fly ash hybrid composite material (Fig. 5). Oxide debris and smooth regions were observed on the same worn surface; smooth regions appeared dark, while rough crater regions appeared white in the sliding direction, indicating adhesive wear (Fig. 5a). At higher load of 50 N, delamination occurred as a result of cracking beneath the worn surface (Fig. 5b). The aim of increasing the weight percentage of RHA–fly ash reinforcement particles in the aluminium alloy is to study the effect on the material characterises such as wear rate, revealing that increasing their weight percentage also increased the wear resistance intensively. Further increase of the weight fraction to form the A356/12.5 %RHA–12.5 %fly ash hybrid composite resulted in deep grooves and slight plastic deformation at the edges, as clearly shown in Fig. 6a, b. The surfaces appear to be deep grooves were shallow because of the high porosity and low wettability between the matrix and reinforcement particles. Thin layers were observed in the hybrid composite materials at low loads (10 and 20 N), while pores were identified at higher loads (40–50 N) [23]. Therefore, the A356/10 %RHA–10 %fly ash hybrid composite exhibited a smooth surface compared with the other hybrid composites.

Morphology of worn surface of A356/5 %RHA-5 %fly ash at applied load of 20 N: a low-magnification micrograph and b high-magnification micrograph

Morphology of worn surface of A356/10 %RHA-10 %fly ash at applied load of 20 N: a low-magnification micrograph and b high-magnification micrograph

Morphology of worn surface of A356/12.5 %RHA-12.5 %fly ash at applied load of 20 N: a low-magnification micrograph and b high-magnification micrograph
3.7 Wear Debris Analysis
SEM analysis of wear debris after testing the hybrid composites with different weight fractions (5, 10 and 12.5 %) of reinforcement particles is shown in Fig. 7a–c. Examination of each surface shows the wear mechanism, revealing that porosity is the main factor influencing the wear. It decreases with increasing reinforcement particle content, as shown in Fig. 7a, c, where few flakes and hollow spheroids are observed on the surface of the material. Figure 7b shows thin grooves, indicating that a smooth surface formed during the sliding process, reducing the tendency for fracture of the A356/10 %RHA–10 %fly ash composite. Conversely, specimens containing higher amounts of silica tended to exhibit increased hardness, decreasing the wear loss at given sliding distance. Increasing the applied load from 20 to 30 N marginally increased the depth of the grooves with increasing weight fraction, as is evident from the optical microstructure (OM).

SEM images of wear debris at applied load of 30 N for a A356/5 %RHA–5 %fly ash, b A356/10 %RHA–10 %fly ash and c A356/12.5 %RHA–12.5 %fly ash hybrid composites
3.8 Analysis of Worn Surface Morphology
Optical micrographs of the morphology of the worn surface for hybrid composites formed of aluminium alloy with different weight fractions of reinforcements under dry sliding wear are shown in Figs. 8, 9, 10. During sliding, the material comes into direct contact with the counterpart, during which rigid particles are broken and dominant plastic deformation occurs, as shown in Fig. 8a for load of 20 N. The worn surface of the 5 % (RHA–fly ash) hybrid composite clearly shows deep grooves and a fracture layer, with a tendency for increased wear loss. The particles observed in Fig. 8b are largely shaped like thin sheets that have undergone significant plastic deformation, resulting in fracture of the material. The morphology of the worn surface of the A356/10 %RHA–10 %fly ash hybrid composite exhibited micro-pits and oxide particles, which significantly reduced the plastic deformation, as shown in Fig. 9. The smooth layer that appeared with increasing reinforcement particle addition reveals that high content of silica can minimise pores and cracks. Figure 9a and b show reduced wear debris for the A356/10 % (RHA/fly ash) hybrid composite compared with the 5 % hybrid composite, leading to small grooves on the worn surface. With further increase of the reinforcement particle content, the worn surface of the material exhibited oxide macro-cracks (Fig. 10a). Such severe delamination observed on the worn surface of the hybrid composites indicates material damage and formation of an adherent film over the contacting surfaces (Fig. 10b). This eventually led to damage of the material on the pin surface of the A356/12.5 % (RHA–fly ash) hybrid composite, resulting in a large amount of debris on the worn surface, being partially reduced. Therefore, the A356/10 % (RHA–fly ash) hybrid composite exhibited higher wear resistance, and a smooth surface was observed.

Optical microscope images of worn surface of A356/5 %RHA–5 %fly ash hybrid composite after testing at speed of 3 m/s and applied load of a 20 N and b 30 N

Optical microscope images of worn surface of A356/10 %RHA–10 %fly ash hybrid composite after testing at speed of 3 m/s and applied load of a 20 N and b 30 N

Optical microscope images of worn surface of A356/12.5 %RHA–12.5 %fly ash hybrid composite after testing at speed of 3 m/s and applied load of a 20 N and b 30 N
3.9 X-Ray Diffraction Analysis
The structure of each element was investigated by X-ray diffraction analysis to study the phase equilibria as well as crystal structure of the worn surface of all the hybrid composites after testing at constant sliding velocity of 2 m/s (Fig. 11). Figure 11a shows the XRD pattern of the A356/5 %RHA–5 %fly ash hybrid composite, revealing strong peaks corresponding to Al phase at 2θ values of 20°, 46° and 49°. The significantly high intensity of the XRD profile obtained from the 10 % (RHA–fly ash) hybrid composite indicates increased crystallinity on the sample surface. The intensity of the Al phase peaks decreased for the A356/10 %RHA–10 %fly ash composite, with the appearance of new peaks with high intensity at 2θ values of 20°, 30°, 46° and 49°, corresponding to the high contents of SiO2, Al203 and Fe2O3 (Fig. 11b). Based on this observation, it can be concluded that the RHA and fly ash particles are thermodynamically stable and retain their integrity at the casting temperature applied in the automotive industry. In the case of the A356/12.5 %RHA–12.5 %fly ash specimen, the Al peaks slightly shifted and new peaks appeared at 2θ values of 40° and 66° with higher intensity, due to the lower amount of Al2O3 present and SiO2, combined with Mg in the aluminium alloy to form brittle intermetallic compounds. This reaction leading to brittle materials can result in debonding of leads under processing conditions, causing critical flaws, due to the decreased strength of the A356/12.5 %RHA–12.5 %fly ash composite (Fig. 11c). It is inferred from the lack of corresponding diffraction peaks that other phases except aluminium, Al2O3, Fe2O3, and SiO2 were present in only low amounts. These results suggest that formation of large amounts of new brittle phases plays a major role in the properties of such composites formed from RHA and fly ash particles in an Al alloy matrix [24]. These XRD results confirm an increasing weight fraction of crystalline phases as the reinforcement content was increased, hence increasing the hardness of the material.

X-ray diffraction analysis of worn surface at sliding velocity of 2 m/s for a A356/5 %RHA–5 %fly ash, b A356/10 %RHA–10 %fly ash and c A356/12.5 %RHA–12.5 %fly ash hybrid composites
4 Conclusions
The effects of addition of organic and inorganic reinforcement on A356 alloy were investigated to analyse the influence on the wear resistance of such composites. Analysis of the worn surface, optical microscopy, wear debris investigation, and Vickers micro-hardness measurements were used to investigate their performance, based on which the following conclusions can be drawn:
-
1.
The important aim of this work is to reuse waste materials as raw materials, which is especially beneficial not only for the environment but also automotive sectors, which require large volumes of materials for production of connecting rods and piston rings.
-
2.
The hybrid composites exhibited improved wear resistance, resulting in longer material life-span due to lower wear and energy savings based on the reduction in the coefficient of friction.
-
3.
The material found on the counterface of the pin-on-disc apparatus exhibited a 50 % reduction in wear and the coefficient of friction.
-
4.
The hardness and wear resistance of the aluminium were significantly increased on addition of reinforcement particles.
-
5.
Large amounts of wear debris formed with increasing test speed and applied load, and the variation of the wear rate of the hybrid composites indicated that deformation will be induced during operation of components, resulting in rapid failure.
-
6.
The formation of a smooth layer on the worn surface of the A356/10 %RHA–10 %fly ash composite is favourable for controlling its wear behaviour, which is superior to that of the aluminium alloy. Incorporation of reinforcement particles was confirmed by X-ray diffraction analysis.
-
7.
Usage of lightweight materials such as RHA and fly ash particles can effectively reduce material cost and improve the tribological properties, setting new guidelines for manufacturing of car wheels and connecting rods for jet planes.
References
Singh J, Chauhan A (2016) Characterization of hybrid aluminum matrix composites for advanced applications—a review. J Mater Res Technol 5(2):159–169
Bodunrin MO, Alaneme KK, Chown LH (2015) Aluminium matrix hybrid composites: a review of reinforcement philosophies; mechanical, corrosion and tribological characteristics. J Mater Res Technol 4(4):434–445
Hashim J, Looney L, Hashmi MSJ (1999) Metal matrix composites: production by the stir casting method. J Mater Process Technol 92:1–7
Cree D, Pugh M (2011) Dry wear and friction properties of an A356/SiC foam interpenetrating phase composite. Wear 272(1):88–96
Elango G, Busuna KR, Kayaroganam P (2014) Experimental analysis of the wear behavior of hybrid metal-matrix composites of lm25al with equal volumes of SiC + TiO2. Mater Tehnol 48(6):803–810
Natarajan N, Vijayarangan S, Rajendran I (2006) Wear behaviour of A356/25SiCp aluminium matrix composites sliding against automobile friction material. Wear 261(7):812–822
Alhawari KS, Omar MZ, Ghazali MJ, Salleh MS, Mohammed MN (2013) Wear properties of A356/Al2O3 metal matrix composites produced by semisolid processing. Procedia Eng 68:186–192
Zhu J, Yan H (2017) Fabrication of an A356/fly-ash-mullite interpenetrating composite and its wear properties. Ceram Int 43(15):12996–13003
Subrahmanyam APSVR, Narsaraju G, Rao BS (2015) Effect of rice husk ash and fly ash reinforcements on microstructure and mechanical properties of aluminium alloy (AlSi10Mg) matrix composites. Int J Adv Sci Technol 76:1–8
Chandrasekhar S, Pramada PN (2006) Rice husk ash as an adsorbent for methylene blue-effect of ashing temperature. Adsorption 12(1):27–43
Alaneme KK, Akintunde IB, Olubambi PA, Adewale TM (2013) Fabrication characteristics and mechanical behaviour of rice husk ash-alumina reinforced Al-Mg-Si alloy matrix hybrid composites. J Mater Res Technol 2(1):60–67
Ravindran P, Manisekar K, Rathika P, Narayanasamy P (2013) Tribological properties of powder metallurgy-processed aluminium self lubricating hybrid composites with SiC additions. Mater Des 45:561–570
Anandajothi M, Ramanathan S, Ananthi V, Narayanasamy P (2017) Fabrication and characterization of Ti6Al4V/TiB2-TiC composites by powder metallurgy method. Rare Met 36(10):806–811
Padmavathi KR, Ramakrishnan R (2014) Tribological behaviour of aluminium hybrid metal matrix composite. Procedia Eng 97:660–667
Kumar KR, Mohanasundaram KM, Arumaikkannu G, Subramanian R (2012) Artificial neural networks based prediction of wear and frictional behaviour of aluminium (A380)-fly ash composites. Tribol Mater Surf Interfaces 6(1):15–19
Sharma VK, Singh RC, Chaudhary R (2017) Effect of flyash particles with aluminium melt on the wear of aluminium metal matrix composites. Eng Sci Technol Int J 20(4):1318–1323
Rohatgi PK, Guo RQ, Huang P, Ray S (1997) Friction and abrasion resistance of cast aluminum alloy-fly ash composites. Metall Mater Trans A 28(1):245–250
Surappa MK (2008) Synthesis of fly ash particle reinforced A356 Al composites and their characterization. Mater Sci Eng A 480(1):117–124
Basavarajappa S, Chandramohan G, Mahadevan A, Thangavelu M, Subramanian R, Gopalakrishnan P (2007) Influence of sliding speed on the dry sliding wear behaviour and the subsurface deformation on hybrid metal matrix composite. Wear 262(7):1007–1012
Xie HJ, Cheng YL, Li SX, Cao JH, Li CAO (2017) Wear and corrosion resistant coatings on surface of cast A356 aluminum alloy by plasma electrolytic oxidation in moderately concentrated aluminate electrolytes. Trans Nonferr Met Soc China 27(2):336–351
Ravindran P, Manisekar K, Narayanasamy P, Selvakumar N, Narayanasamy R (2012) Application of factorial techniques to study the wear of Al hybrid composites with graphite addition. Mater Des 39:42–54
Alaneme KK, Sanusi KO (2015) Microstructural characteristics, mechanical and wear behaviour of aluminium matrix hybrid composites reinforced with alumina, rice husk ash and graphite. Eng Sci Technol Int J 18(3):416–422
Selvakumar N, Ramkumar T (2016) Effects of high temperature wear behaviour of sintered Ti-6Al-4V reinforced with nano B4C particle. Trans Indian Inst Met 69(6):1267–1276
Sivakumar G, Ananthi V, Ramanathan S (2017) Production and mechanical properties of nano SiC particle reinforced Ti-6Al-4V matrix composite. Trans Nonferr Met Soc China 27(1):82–90
Acknowledgements
The authors wish to thank Professor Dr. N. Selvakumar, Director, Nano centre, Mepco Schlenk Engineering College, Sivakasi, Tamilnadu, India for provision of support for fabrication of hybrid composites. The authors also wish to acknowledge the extensive facilities provided by the Centralised Instrumentation Science Laboratory, Department of Physics, Annamalai University.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Vinod, B., Ramanathan, S. & Anandajothi, M. Effect of Organic and Inorganic Reinforcement on Tribological Behaviour of Aluminium A356 Matrix Hybrid Composite. J Bio Tribo Corros 4, 45 (2018). https://doi.org/10.1007/s40735-018-0157-9
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40735-018-0157-9