
Abstract
In ultra-precision machining, it is well known that titanium alloys are difficult to cut materials. Machining processes of the materials commonly involves surface damages on machined components which subsequent machining steps or additional surface treatments are required for improving the machining quality, however, those processes acquire extra usages of raw materials and natural resources. Therefore, the environment problems related to ultra-precision machining of titanium alloys have been identified. This study applied a novel machining technology, intermittent diamond cutting in order to lower cutting temperature without using complicated equipment. In the experiments, few microgrooves were precut on the workpiece’s surface, which provided physical spaces for offering a cooling effect. Once the diamond tool passed the physical spaces, the accumulated cutting heat was released, consequently the induced surface damage and material swelling were minimized. The experimental results showed the enhancement of the machinability of titanium alloys, which reductions of cutting force, surface roughness, burr formation, error percentage of cutting profile accuracy and the level of material swelling on the machined surface are demonstrated. The proposed machining technology effectively improves the machinability of titanium alloys without requiring complicated equipment, facilitating the precision of titanium alloy components and sustainable ultra-precision machining simultaneously.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Titanium alloys are recognized as difficult to cut materials in various machining processes [1,2,3] especially in ultra-precision machining [4, 5]. The machining mechanism of these materials is extraordinarily complicated and variated from the other conventional alloys such as aluminum alloys and copper alloys [6]. In a general turning process of titanium alloys, because of low plasticity of the materials, they hold a relatively high ratio of yield stress to tensile strength, also, the flow stress of these alloys increases considerably when the strain rate is larger than 103 s [1,2,3,4,5,6,7] in machining processes, the above machining characteristics add extra difficulties in machining of titanium alloys. Titanium alloys hold the material properties with low thermal conductivity and low volume specific heat capacity, which they are the main causes of leading the difficulties in machining of these alloys [8]. Because of the low thermal conductivity, a high cutting heat is generated during machining processes of titanium alloys and the heat cannot be dissipated efficiently to the surrounding environment, causing a strict material recovery effect and a serious tool damage, subsequently worsening surface integrity and causing an unacceptance of machined components. The localization of cutting heat at the tool/workpiece interface becomes the problematic source in machining of titanium alloys, and therefore an adaptive machining approach is urged to implement in order to lower machining temperature of titanium alloys and resolve the surface damages induced from the heat concentration in the machining processes.
Actually, other materials also involve the difficulties in machining and are valuable for investigating for sustainable manufacturing. Composites with different soft- hard constituents are one of the examples. Cellulosic fiber reinforced polymer composites have been utilized widely in industries because they have excellent properties such as corrosion resistance and high mechanical properties. However, obtaining a proper cellulosic- based composite type for sustainable development is still a difficult task, as various parameters and situations are involved. AL-Oqla et al. [9] suggested that the performance of cypress fiber with polyethylene matrix was greater that of pine. Also, in the processing step, design of the process for composite constituents was considered carefully in order to obtain the better part design of bio-composites [10]. Furthermore, wide range of requirements including economic, physical, mechanical, and environmental characteristics were required to evaluate the natural fibers for better performance [11]. All of these provide the direction about the relationship between machining design, material performance and the industrial sustainability. Sustainable machining therefore involves both machining processes and the material performance after machining. For difficult to cut materials like titanium alloys, sustainable machining of the alloys requires of enhancing machining performance and also excellent surface quality of final products under the considerations of economic, physical, mechanical, and environmental aspects.
In manufacturing industries, machined components are routinely fabricated. The main concerns of manufacturing industries in recent years are significant advances the consumption of natural resources in machining processes relating to cutting tools [12,13,14] and surface quality control [15, 16]. Especially for titanium alloys, these materials are widely used nowadays and covered various kinds of products such as aircraft engines [17, 18], gas turbines [19] and in surgical tools [20], the consumption volume of raw material, machining tool and natural resources of the alloys in ultra-precision machining are comparatively large, therefore, the environmental concerns about machining of the alloys are increasing. In order to reduce the natural resources used in machining of titanium alloys for sustainable manufacturing, the cutting heat generated in machining processes is required to minimize as the high cutting heat generation is treated as the main reason causing poor machinability of the alloys. Literature reported several methods to lower cutting temperature in machining of these alloys for sustainable manufacturing of titanium alloys. Deiab et al. [21] reported the application of rapeseed vegetable oil in minimum quantity lubricant could be the alternative for sustainable machining of titanium alloys. Niketh and Samuel [3] used the micro textures for decreasing the sliding friction at the cutting interface for achieving sustainable machining of titanium alloys. Shokrani et al. [22] reported that surface roughness reduced significantly using cryogenic machining of titanium alloys, which demonstrating the achievable sustainability in potential.
One of the machining approaches for reducing the cutting heat is intermittent cutting. During continuous cutting processes, cutting temperature accumulates and increases from the start to the end of cut, which cutting temperature reaches steady-state temperature, leading to intensive tool wear in machining processes. With regard to intermittent cutting, cutting temperature changes because the tool is undergone the material removal process and the air cut process cyclically. The cutting heat at the tool/workpiece interface is eased and dissipated at the moment of air cutting, which the tool is separated from the workpiece without implementing a material removal process. During air cutting, the tool is not in the contact with the workpiece therefore steady-state temperature happened in continuous cutting is not reached, and the tool degradation is therefore lessened. So far as the same principle of intermittent cutting be concerned, ultrasonic assisted machining is one of the common machining strategies of intermittent cutting for introducing the cooling effect to lower cutting temperature, reduce uses of lubricant [23] and lower cutting forces [24, 25], which effectively benefits to green manufacturing [26, 27]. As the tool is separated from the workpiece in every ultrasonic vibration cycle, cutting temperature decreases significantly in the ultrasonic assisted machining process. Sui et al. [28] applied high speed ultrasonic vibration cutting in machining of titanium alloys, the experimental results showed that tool life was lengthened by 3 times. Geng et al. [29] utilized rotary ultrasonic elliptical machining as an approach of intermittent cutting for drilling thick carbon fiber-reinforced plastics, maximum drilling temperature in the experiments was significantly reduced up to 18.8%. Zou et al. [30] conducted the theoretical and experimental investigations on ultrasonic vibration-assisted turning of die steels in single point diamond turning; the experimental results showed the friction force at the tool flank face/workpiece interface was remarkably reduced in the ultrasonic vibration assisted turning process. Patil et al. [31] implemented the simulation and modelling in ultrasonic assisted turning of titanium alloys in order to investigate the cutting force reduction under the ultrasonic vibration influence, the researchers proved that the use of ultrasonic vibration assistance enabled to reduce the cutting force up to 45% and cutting temperature by 48%. Although ultrasonic assisted machining is capable to reduce cutting temperature in the cutting processes, it requires of complicated equipment in assembling of ultrasonic devices, also, an extra electricity source is needed in the operation of ultrasonic devices. Therefore, novel machining technologies are desired to adopt in order to increase the environmental and economic aspects of the intermittent cutting approach.
In response to the material property of low thermal conductivity of titanium alloys, the cooling effect induced by intermittent cutting is the effective method, which it enables to minimize the subsequent damages on the machined surface and the tool condition induced from the high cutting heat. Researchers [32,33,34,35] investigated intermittent cutting of magnesium and its alloys, they find successful improvements of surface quality of the materials, they demonstrated that the intermittent approach is a green manufacturing technology which it could reduce the use of lubricant in the machining process significantly. In consideration of the above benefits of intermittent cutting and the underlying reason for the low machinability of titanium alloys, in this study, intermittent cutting was applied in ultra-precision diamond cutting of titanium alloys. The machined surfaces were precut of few microgrooves which they aimed to provide the physical media for the air cut in diamond cutting, offering the cooling effect in the cutting process. The high concentration heat generated in the cutting process is dissipated, leading to the enhancement of the machineability of the alloys in ultra-precision machining.
For previous literature related to intermittent cutting, it mainly considers and discusses about the effects of cutting parameters [36, 37] and the geometry of physical slots [38] on the machining performances using intermittent cutting, the surface generation and the surface profile especially the surface distortion arising from the material swelling effect are seldomly mentioned and analyzed. Also, previous researchers only applied intermittent cutting on conventional machining technologies, there are rare studies about the application of intermittent cutting in ultra-precision machining, which is the green and environmental approach to dissipate the high cutting heat in machining of low thermal conductivity materials without consuming extra resources and employing complicated equipment. The above research gaps are filled up by the proposed machining technology. Intermittent diamond cutting is firstly introduced into ultra-precision machining area in this study. Also, the machining outcomes in term of surface profile and the material swelling effect are discussed in detail, aiming to provide the feasible way to resolve the current machining difficulties in the green direction.
2 Theory
Precutting grooves or patterns on the machined surface are the effective alternatives for providing the cooling effect in intermittent cutting. De Goddy and Diniz [39] investigated interrupted turning of hardened steel, the surface of workpiece was precut a slot which it provided the interface for intermittent cutting. The CBN tool used in the cutting tests demonstrated the superior machining performances in term of tool life and surface quality. Pavel et al. [40] applied intermittent cutting in hard turning of steel. The workpieces were precut for several splines as the cooling media in intermittent cutting. Surface roughness and tool wear especially flank wear were reduced dramatically in intermittent cutting. Generations of physical spaces for the cooling media in intermittent cutting were proven to reduce cutting temperature significantly.
The diamond tool and the workpiece interacted with each other in the intermittent cutting process. In intermittent cutting, the tool would undergo an air cut process. When the tool passes the air gap on the machined surface in the air cut process, the mechanical and thermal load would be released from the tool, leading to the reductions of cutting heat and interacting stress. Therefore, the proportion of the actual material removal process to the air cut process is essential in determining the cooling effect of intermittent cutting on the machinability enhancement. The cutting length ratio CR is one of the indicators for reflecting the effectiveness of cooling performance in intermittent cutting, which CR is denoted as the ratio of the air cutting length to the actual cutting length [41, 42]. In this study, CR is expressed as:
where l is the total cutting length, n is the number of the microgroove and wn is the width of the number n microgroove. As the width of all precut microgroove was the same in the study, therefore CR becomes:
In this study, CR of the samples with 4 and 8 precut grooves are 0.052 and 0.25 respectively. Tool temperature and tool life in an intermittent cutting process is inversely proportional to the value of CR [41], i.e. tool temperature and tool life decrease as CR increase. In this study, the number of precut microgroove was chosen as 4 and 8 for evaluating the positive influences of intermittent cutting on ultra-precision diamond cutting of titanium alloys.
3 Methodology and Experimental Setup
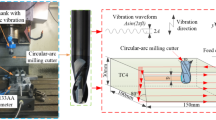
Titanium alloys Ti6Al4V (TC4) which contain 0.25% of iron, 0.2% of oxygen, 6% aluminum, 4% of beta phase stabilizer vanadium and remaining parts of titanium were selected as workpieces for the experiments. The diameter of titanium alloys was 16 mm respectively. Two titanium alloys were precut for 4 and 8 microgrooves separately with 200 μm width and 7 μm depth and the distance between each microgroove was 1.5 mm. After that, the precut samples were implemented straight diamond cutting with 143.6 μm width which were perpendicular to the precut microgrooves. The samples contained 0, 4 and 8 precut microgrooves were named as ICS0 (normal diamond cutting sample with 0 microgroove), ICS4 and ICS8 (intermittent cutting samples with 4 and 8 microgrooves) respectively. The top view of the precut titanium alloys under diamond cutting is shown in Fig. 1. Depth of cut and feedrate of diamond cutting were 4 μm and 200 mm/min. The cutting forces in two directions were captured by a force sensor Kistler 9256C. Moore Nanotech 350FG (4 axis Ultra-precision machine) was used for diamond cutting. Surface roughness and the cutting profile of machined surfaces were measured by Wyko NT8000 Optical Profiling System, which is the optical profiler using non-contact measurement. The machined surface was measured by Scanning electron microscope (Hitachi HT3030). The fixture with the workpiece was hold on to the ultra-precision machine by the vacuum suction. The diamond tool moved in the upward direction and provided the straight line cutting on the top surface of the workpiece, implementing diamond cutting on the pre-grooved machined surfaces.

The top view of precut machined surface for implementing diamond cutting (color figure online)
4 Results and Discussion
4.1 Surface Topology and Burr Formation
Microscopes of ICS0, ICS4 and ICS8 are shown in Fig. 2. According to Fig. 2, the machined surface of ICS0 showed obvious cracks on the machined edges, forming as Poisson burrs on the two edges of the diamond cut groove. In machining processes, the materials suffer the exertion force of cutting tool, and the melted machined surface deforms following with the elastic recovery [43]. The machined materials are ragged on the machined surface during the elastic recovery. When the interacting stress at the tool/workpiece interface increases as the accumulated cutting heat at the tool flank face increases, the high stress would lead the materials flows laterally to the tool edge, forming as Poisson burr on the edge of machined surface and causing to the rugged side surface [41]. Therefore, the high deformation stress generated in diamond cutting of titanium alloys caused the Poisson burr formation on the machined groove edge of ICS0. The side flow of materials causes Poisson burr formation in ICS0, which is the common phenomenon in ultra-precision diamond cutting of titanium alloys. The extremely high cutting heat generates in diamond cutting of titanium alloys, which results in large amount of melted materials flowing laterally, the solidified side flow materials become burr and leaves on the machined surface finally. On the contrary, for ICS4 and ICS8, as the cooling effect at the regions of air cutting introduced by the precut microgrooves, the exertion and interacting stress at the tool/workpiece interface was released at the air cutting region, minimizing Poisson burr on the machined edge as shown in Fig. 2b, c. The machined edges of ICS4 and ICS8 displayed straight and fewer cracks in comparison to that of ICS0. Moreover, the cracks on the machined edges were nearly disappeared when the value of CR increased, i.e. ICS8 showed the smoothest machined edges among all samples; the above results implied the suppression of material side flow during diamond cutting of titanium alloys. The above results agree with the findings of Cui et al. [41], which stated that tool temperate decreased with the cutting length of air cutting increase. On the other hand, material swelling in diamond cutting of titanium alloys is serious as the low thermal conductivity and low elastic modulus of the materials. The recovered materials are particularly high level at the bottom area of machined surface [22]. According to Fig. 2a, the obvious swelling marks were displayed at the bottom machined area of ICS0. The degree of swelling marks decreased with the number of precut microgroove increase; as the number of precut microgroove increases, the cooling effect of intermittent cutting is believed to be much more effective, therefore, the swelling marks of titanium alloys were less distinctive at ICS4, and the swelling marks were even disappeared at ICS8. The above proved that the effectiveness of intermittent cutting on the improvement of surface integrity especially the material recovery effect of machined titanium alloys. More supporting results are shown by 3D topology of samples in Fig. 3. According to Fig. 3, Poisson burrs were displayed apparently on the ICS0, they mainly located on the two sides of machined groove, making irregular and cracked machined edges, which are indicated by white squares in Fig. 3a. Also, some burrs even displayed on the workpiece surface which the location is not at the machined groove of ICS0 (indicated as blue circle in Fig. 3a), burr formation happened on the materials outside the cutting zones. Because of high amount of cutting heat trapped in the workpiece, the materials near the cutting zones melt and they are recovered after the solidification, causing ragged materials on workpiece near cutting area. The above served as an evidence that the material swelling effect does not only occur on the cutting zones for the low thermal conductivity materials, but also occurs on the materials near cutting zones. The high amount of cutting heat enables to melt the lateral materials near cutting zones and the material swelling effect occurs. In contrast to ICS0, the machined edges of ICS4 and ICS8 shown in 3D topology were much smooth and fewer burrs. Surprisingly, ICS8 demonstrated free of crack on the machined edge. Also, the areas near cutting groove showed very clear and flat, no ragged material was appeared on those areas. The above proved that the cooling function induced from intermittent cutting enables to decrease cutting temperature, recovered materials thus reduced. It is an encouraging result in diamond cutting of titanium alloys which are recognized as difficult of cut materials.

Microscopes of machined surface of a ICS0, b ICS4, and c ICS8 (color figure online)

3D surface topology of a ICS0, b ICS4, and c ICS8 (color figure online)
4.2 Surface Integrity
4.2.1 Cutting Profile and Material Swelling
The cutting profiles of machined grooves of ICS0, ICS4 and ICS8 are shown in Fig. 4. According to Fig. 4, the groove profile of ICS0 showed entirely distortive; the ragged materials were appeared on one edge, leading the groove profile distorted to left side. Also, the wavy and vibration characteristics were displayed on the surface profile of ICS0. The above implied the uneven distribution of cutting heat in machining of titanium alloys, which it further intensified the level of poor surface finishing. Basically, the formation of ragged materials on the left side of ICS0 is due to the side material swelling effect in diamond cutting, which is the common drawback in ultra-precision diamond cutting of low thermal conductivity and low elastic modulus materials. In diamond cutting, the diamond tool edge inserts the high stress and load on the machined materials, the side flow materials melt and become viscous metal fluid under high cutting temperature. After that, the metal fluid at the two sides of tool edge is solidified and expanded due to the thermal expansion, remaining as ragged materials on the machined edges. Therefore, in response to the material swelling effect induced by high cutting temperature in diamond cutting of titanium alloys, the cooling effect of intermittent cutting is taken to be effective in minimizing it. According to Fig. 4, the groove profile of ICS4 showed less wavy in the shape, the side recovered materials were fewer in comparison to that of ICS0, showing less side material swelling on the machined groove and a less distortive groove. Moreover, for ICS8, as the value of CR of ICS8 is further increases, tool temperature decreases to a large extent. The cutting profile of ICS8 displayed the complete and smooth shape, showing crack free and the least recovered side materials. Also, the surface profiles of both sides for ICS8 demonstrated much more even with a semi-circle shape, it showed that the cutting heat was dissipated and distributed to the entire cutting surface evenly under the intermittent cutting influence. Moreover, the error percentage between the cutting width and the average groove width was measured to indicate the degree of side material swelling and is shown in Table 1. According to Table 1, the error percentages of average groove width for ICS0 was up to 42%, while that for ICS4 and ICS8 were 27% and 4% only. The noteworthy reductions of error percentage of average cutting width were displayed by ICS4 and ICS8, showing the suppression of side swelling of titanium alloys in intermittent diamond cutting.

The cutting profiles of a ICS0, b ICS4, and c ICS8 (color figure online)
The material swelling effect also happens on the bottom area of machined area in diamond cutting, which is named as deep material swelling [20]. The higher degree of deep swelling on the machined surface would cause the higher volume of recovered materials from the bottom area of cutting surface. Therefore, the degree of deep swelling effect on the machined surface could be determined by the variation between the assigned cutting depth and the depth of machined groove [44]. According to Fig. 4, the average groove depth of ICS0 was only 1.28 μm, the difference between the assigned cutting depth (4 μm) and the average groove depth was 2.72 μm, showing over half volume of machined groove was filled up by the recovered materials. The error percentage of average cutting depth was almost 68%. In the intermittent diamond cutting process, the error percentage of average cutting depth reduced significantly. The actual groove depth was much closer to the assigned cutting depth for ICS8 in comparison to that of ICS0, which the error percentage of that for ICS8 was 21% only. The error percentage of cutting depth decreased as CR increased, which ICS8 displayed the least level of deep material recovery in the diamond cutting process. The details of the material swelling level in term of deep swelling and side swelling of ICS0, ICS4 and ICS8 are shown in Table 1.
4.2.2 Surface Roughness and Surface Topography of Machined Surface
Average surface roughness of the bottom area of the machined surface in non-air cut area of ICS0, ICS4 and ICS8 is shown in Table 2. Five areas of in the non-air cut area were measured and taken average. According to Table 2, average surface roughness of ICS0 is 28 nm, while that of ICS4 and ICS8 is 15 nm and 14 nm respectively. The higher value of surface roughness for ICS0 is due to the high cutting friction [45], the high cutting heat [6] and the high level of material swelling effect [44] in machining of titanium alloys. Under the cooling effect induced by intermittent cutting, average surface roughness of ICS4 and ICS8 was improved by 86.7% and 100% respectively. Figure 5 show SEMs of bottom area on the machined surface of three samples. SEM of ICS0 demonstrated the clear and straight cutting lines induced by material swelling at the center of surface, causing few distinctive marks on the machined surface. Moreover, the direction of swelling marks is parallel to the main cutting direction of the experiments, it showed that the direction of material recovery followed with the direction of tool movement. On the other hand, the vertical cutting marks were fade out in the machined surfaces of ICS4 and ICS8, they showed the obscure cutting marks. Especially for ICS8, the cutting marks disappeared and nearly no footprint of cutting direction on the machine surface. All of the above contributed to better surface integrity for the intermittent cutting samples. The results are consistent with the finding mentioned in the previous sections, which the form accuracy and surface integrity of intermittent samples ICS4 and ICS8 were better than that of ICS0. Micro surface topographies of samples as the reassuring results are shown in Fig. 6. In ultra-precision machining, surface topography is generated as a result of the transaction of tool profiles to the machined surface, it is mainly determined by the relative motion between tool path and workpiece and the material removal and deformation mechanism [46]. As shown in Fig. 6, surface topography of ICS0 was characterized by wavy tool marks and recovered materials which was parallel to the cutting direction, the profile per tool mark was irregular as the materials were randomly recovered on the machine surface in the direction parallel to cutting direction. The vertical swelling and distinctive cutting marks were displayed on ICS0 while ICS4 and ICS8 showed the smoother surface without clear ragged marks. Surface integrity generated under intermittent cutting is proven to be superior than that of normal diamond cutting of titanium alloys.

SEMs of machined surface a ICS0, b ICS4, and c ICS8 (color figure online)

Micro surface topographies of a ICS0, b ICS4, and c ICS8 (color figure online)
4.3 Cutting Force Analysis
The feed forces parallel to the main cutting direction were measured and are shown in Fig. 7. As shown in Fig. 7, the average feed force of ICS0 was larger than that of ICS8 and the feed force generated in ICS8 was the smallest among all the samples. The feed forces of ICS4 and ICS8 reduced once the diamond tool passed the air gap generated by the precut microgrooves, the feed force decreased straightly from the first air cutting gap to the last air cutting gap, providing the evidence of the accumulated cooling effect introduced by air cutting on the machined surface. The feed force decreased steadily throughout the entire intermittent diamond cutting process. Adversely, as shown in Fig. 7a, the feed force of ICS0 increased to the maximum at the beginning, and then decreased dramatically at the end of diamond cutting process. Actually, the unstable and frequent changes in cutting forces are unfavorable to the tool condition and surface integrity of the machined surface [47, 48], the changing force slope generated in diamond cutting of ICS0 results of worsening the surface quality, which was proven in the results of surface profile in the above sections. Also, for ICS0, the cutting forces were observed to increase at the initial stages of machining, an increase in force variations is related to burr formation [4], therefore, as shown in Fig. 3, burr formation of ICS0 was serious therefore the cutting force was variated with a larger degree. Although the average feed force of ICS4 was larger than that of ICS0, as shown in the force slopes in Fig. 7a, b, the feed force of ICS4 decreased steadily throughout the entire intermittent diamond cutting process, which supported the better surface generation in intermittent cutting.

The feed forces of a ICS0, b ICS4 and c ICS8 (color figure online)
The recovered materials in the deep swelling process increase the load acting to the tool, therefore, the thrust force in diamond cutting is the indicator for measuring the degree of deep swelling in the diamond cutting process [49]. The thrust forces of ICS0, ICS4 and ICS8 are shown in Fig. 8. Similar to the feed force, the average thrust force of ICS0 was larger than that of ICS8. The thrust forces of both ICS4 and ICS8 reduced every time at the periods of air cutting. The accumulated cooling effect appeared in the thrust direction of intermittent cutting process, which the thrust force decreased gradually throughout the intermittent cutting process, and the highest and lowest of thrust forces appeared at the cutting areas succeeding of first and last air cutting respectively. The above implied that deep swelling happened evenly on the bottom areas of machined surface of ICS4 and ICS8, forming the stable cutting depth on the whole cutting distance. Adversely, for ICS0, the force slope of trust force generated in ICS0 was more fluctuant in comparison to that ICS4 and ICS8. Actually, the higher level of variation in the thrust force implied a higher degree of material swelling effect on the machined surface. The thrust force of ICS0 was variated throughout the whole cutting process, which it was only slightly stable at the beginning and following with the dramatic decreasing slope. The thrust force variation caused the wavy and ragged machined surface, coarsening surface integrity of machined components.

The thrust forces of a ICS0, b ICS4 and c ICS8 (color figure online)
In intermittent cutting, the change in a cutting stress of difficult to cut alloy in the cutting zone is one of the major reasons for fatigue failure of machined materials [50], therefore, the cutting velocity places the important role in the intermittent cutting process as it is the dominant factor to alter the stress acting [51] and fatigue properties, and thus the material performance in practical uses. Normally, the higher cutting velocity would result in lower cutting temperature and cutting force in intermittent cutting processes [50,51,52], therefore, a decrease in cutting velocity in intermittent cutting enables to benefit the machining performance and surface quality of machined components. On the other hand, in ultra-precision machining, the contact area between tool and workpiece in diamond cutting is relatively small, the interaction between tool velocity, tool path and workpiece places significant effect on intermittent cutting. As the complexity of interaction between machining parameters in intermittent cutting, the effect of cutting velocity on the machining performance of ultra-precision machining of titanium alloys is not been studied previously, therefore it would be the focus in the further research, as increase in cutting velocity means the enhancement of material removal rate of the machining process, which it is the important factor in environmental assessment of machining technology.
5 Conclusion
Machining processes contribute major manufacturing activities. Especially for titanium alloys, these alloys are used for fabricating various kinds of products, which lead to a relatively large consumption of natural sources and materials in machining processes. Recent researches focus on resolving the environmental problems induced from machining of titanium alloys through improving machining performances of the alloys by advanced machining technologies. Intermittent cutting is one of the machining technologies that enables to facilitate the sustainability of machining processes and enhance the machining performance simultaneously. Titanium alloys are recognized as difficult to cut materials in machining processes especially in ultra-precision machining. As their low conductivity, the high cutting heat is accumulated at the tool/workpiece interface in machining processes and it causes serious tool wear and consequent poor surface integrity. In addition of the low elastic modulus of titanium alloys, the material recovery effect is even intensified on the machined surface after the diamond cutting process, which further increases the difference between the desired and the actual machined geometries. The above causes large consumptions of raw materials and natural resources as further machining steps and extra equipment may need for enhancing the machining quality of the alloys. In response to the causes of leading the low machineability of titanium alloys and the environmental issues related to machining of the alloys, in this study, a novel and environmental machining approach, intermittent cutting on the precut machined surface, is firstly introduced in ultra-precision machining of titanium alloys to minimize the cutting heat in the diamond cutting process, seeking for the enhancement of machinability of titanium alloys. Without employing complicated equipment and an extra electricity resource, the machined surface was precut with several microgrooves, which aimed to provide the cooling effect to the diamond tool and decrease tool temperature. Once the diamond tool passed the air gap in the diamond intermittent cutting process, the diamond tool was cooled, the accumulated cutting heat and stress at the tool/workpiece interface released, which effectively reduced surface roughness and the cutting forces in diamond cutting of titanium alloys. This study provides the green machining technology for increasing machinability of titanium alloys in ultra-precision machining, efficaciously upgrading the precise level of existing titanium alloys’ components using an environmental and economic approach. The important points of this study are summarized below:
- 1.
The machining performances in term of surface roughness, cutting profile, burr free formation and cutting force improved with the value of CR increase, they implied that the effectiveness of cooling effect increases when the air cutting length increases.
- 2.
The material swelling effect of the machined titanium alloys’ surface is reduced under the proposed intermittent diamond cutting process. For ICS8, the error percentage of cutting depth induced by deep swelling was reduced from 68 to 21% and the error percentage of cutting width induced by side swelling was reduced from 42 to 4%. The volume of recovered materials at the groove sides were reduced at the intermittent cutting samples, showing the evidence of suppression of side swelling in diamond cutting using the intermittent diamond cutting approach.
- 3.
The cutting forces of ICS8 were reduced significantly in comparison to that of ICS0. The thrust and feed forces of intermittent cutting samples decreased progressively in air cut region, showing the accumulated cooling effect of air cutting. Moreover, the slopes of thrust force and feed force of ICS8 and ICS4 decreased gradually, while that of ICS0 variated throughout entire diamond cutting, which the cutting force variation for ICS0 was unfavorable for the smooth surface generation.
- 4.
The overall machining process for intermittent cutting is environmental and economic friendly, it does not require complicated equipment and consume the natural resource in implementing the machining technology.
Abbreviations
- CR :
-
The ratio of the air cutting length to the actual cutting length
- l:
-
The total cutting length
- n:
-
The number of the microgroove
- wn :
-
The width of the number n microgroove
References
Bordin, A., Sartori, S., Bruschi, S., & Ghiotti, A. (2017). Experimental investigation on the feasibility of dry and cryogenic machining as sustainable strategies when turning Ti6Al4V produced by additive manufacturing. Journal of Cleaner Production,142, 4142–4151.
Gupta, M. K., Sood, P. K., & Sharma, V. S. (2016). Optimization of machining parameters and cutting fluids during nano-fluid based minimum quantity lubrication turning of titanium alloy by using evolutionary techniques. Journal of Cleaner Production,135, 1276–1288.
Niketh, S., & Samuel, G. L. (2017). Surface texturing for tribology enhancement and its application on drill tool for the sustainable machining of titanium alloy. Journal of Cleaner Production,167, 253–270.
Oliaei, S. N. B., & Karpat, Y. (2016). Investigating the influence of built-up edge on forces and surface roughness in micro scale orthogonal machining of titanium alloy Ti6Al4V. Journal of Materials Processing Technology,235, 28–40.
Yip, W. S., & To, S. (2017). Tool life enhancement in dry diamond turning of titanium alloys using an eddy current damping and a magnetic field for sustainable manufacturing. Journal of Cleaner Production,168, 929–939.
Pramanik, A. (2014). Problems and solutions in machining of titanium alloys. International Journal of Advanced Manufacturing Technology,70, 919–928.
Follansbee, P. S., & Gray, G. T. (1989). An analysis of the low temperature, low and high strain-rate deformation of Ti-6Al-4V. Metallurgical Transactions A,20, 863–874.
Huang, P. L., Li, J. F., Sun, J., & Zhou, J. (2014). Study on performance in dry milling aeronautical titanium alloy thin-wall components with two types of tools. Journal of Cleaner Production,67, 258–264.
AL-Oqla, F. M. (2017). Investigating the mechanical performance deterioration of mediterranean cellulosic cypress and pine/polyethylene composites. Cellulose,24, 2523–2530.
AL-Oqla, F. M., & Omari, M. A. (2017). Sustainable biocomposites: Challenges, potential and barriers for development. Green biocomposites (pp. 13–29). Cham: Springer.
AL-Oqla, F. M., Sapuan, S. M., & Jawaid, M. (2016). Integrated mechanical-economic-environmental quality of performance for natural fibers for polymeric-based composite materials. Journal of Natural Fibers,13, 651–659.
Lu, T., Kudaravalli, R., & Georgiou, G. (2018). Cryogenic machining through the spindle and tool for improved machining process performance and sustainability: Pt. II, sustainability performance study. Procedia Manufacturing,21, 273–280.
Schultheiss, F., Zhou, J., Gröntoft, E., & Ståhl, J.-E. (2013). Sustainable machining through increasing the cutting tool utilization. Journal of Cleaner Production,59, 298–307.
Lee, W., Kim, S. H., Park, J., & Min, B.-K. (2017). Simulation-based machining condition optimization for machine tool energy consumption reduction. Journal of Cleaner Production,150, 352–360.
Kant, G., & Sangwan, K. S. (2014). Prediction and optimization of machining parameters for minimizing power consumption and surface roughness in machining. Journal of Cleaner Production,83, 151–164.
Carou, D., Rubio, Eva M., de Agustina, B., & Teti, R. (2017). Sustainable turning of the Ti-6Al-4V alloy at low feed rates: Surface quality assessment. Procedia Manufacturing,8, 769–774.
Pollock, T. M. (2016). Alloy design for aircraft engines. Nature Materials,15, 809.
Bewlay, B. P., Nag, S., Suzuki, A., & Weimer, M. J. (2016). TiAl alloys in commercial aircraft engines. Materials at High Temperatures,33(5), 49–559.
Rugg, D., Dixon, M., & Burrows, J. (2016). High-temperature application of titanium alloys in gas turbines/material life cycle opportunities and threats–an industrial perspective. Materials at High Temperatures,33, 536–541.
Jackson, M. J., et al. (2016). Surgical tools and medical devices (pp. 475–517). Berlin: Springer.
Deiab, I., Raza, S. W., & Pervaiz, S. (2014). Analysis of lubrication strategies for sustainable machining during turning of titanium Ti-6Al-4V alloy. Procedia CIRP,17, 766–771.
Shokrani, A., Dhokia, V., & Newman, S. T. (2016). Investigation of the effects of cryogenic machining on surface integrity in CNC end milling of Ti-6Al-4V titanium alloy. Journal of Manufacturing Processes,21, 172–179.
Abdullah, A., Sotoodezadeh, M., Abedini, R., & Fartashvand, V. (2013). Experimental study on ultrasonic use in dry creep-feed up-grinding of aluminum 7075 and Steel X210Cr12. International Journal of Precision Engineering and Manufacturing,14, 191–198.
Kim, G. D., & Loh, B. G. (2011). Direct machining of micro patterns on nickel alloy and mold steel by vibration assisted cutting. International Journal of Precision Engineering and Manufacturing,12, 583–588.
Zhou, T., Xie, J., Yan, J., Tsunemoto, K., & Wang, X. (2017). Improvement of glass formability in ultrasonic vibration assisted molding process. International Journal of Precision Engineering and Manufacturing,18, 57–62.
Chu, W.-S., et al. (2014). Hybrid manufacturing in micro/nano scale: A review. International Journal of Precision Engineering and Manufacturing,1, 75–92.
Rubio, E. M., Valencia, J. L., Saá, A. J., & Carou, D. (2013). Experimental study of the dry facing of magnesium pieces based on the surface roughness. International Journal of Precision Engineering and Manufacturing,14, 995–1001.
Sui, H., Zhang, X., Zhang, D., Jiang, X., & Wu, R. (2017). Feasibility study of high-speed ultrasonic vibration cutting titanium alloy. Journal of Materials Processing Technology,247, 111–120.
Geng, D., et al. (2017). Cutting temperature and resulting influence on machining performance in rotary ultrasonic elliptical machining of thick CFRP. International Journal of Machine Tools and Manufacture,123, 160–170.
Zou, L., Huang, Y., Zhou, M., & Duan, L. (2017). Investigation on diamond tool wear in ultrasonic vibration-assisted turning die steels. Materials and Manufacturing Processes,32, 1505–1511.
Patil, S., Joshi, S., Tewari, A., & Joshi, S. S. (2014). Modelling and simulation of effect of ultrasonic vibrations on machining of Ti6Al4V. Ultrasonics,54, 694–705.
Carou, D., Rubio, Eva M., Lauro, C. H., Brandão, L. C., & Davim, J. P. (2017). Study based on sound monitoring as a means for superficial quality control in intermittent turning of magnesium workpieces. Procedia CIRP,62, 262–268.
Carou, D., Rubio, E. M., Lauro, C. H., & Davim, J. P. (2016). The effect of minimum quantity lubrication in the intermittent turning of magnesium based on vibration signals. Measurement,94, 338–343.
Carou, D., Rubio, E. M., Lauro, C. H., & Davim, J. P. (2014). Experimental investigation on surface finish during intermittent turning of UNS M11917 magnesium alloy under dry and near dry machining conditions. Measurement,56, 136–154.
Rubio, E. M., Villeta, M., Carou, D., & Saá, A. (2014). Comparative analysis of sustainable cooling systems in intermittent turning of magnesium pieces. International Journal of Precision Engineering and Manufacturing,15, 929–940.
Gutnichenko, O., Agic, A., & Ståhl, J.-E. (2017). Modeling of force build-up process and optimization of tool geometry when intermittent turning. Procedia CIRP,58, 393–398.
Chen, X., Xu, Z., Zhu, D., Fang, Z., & Zhu, D. (2016). Experimental research on electrochemical machining of titanium alloy Ti60 for a blisk. Chinese Journal of Aeronautics,29, 274–282.
Hassan, M., Sadek, A., Damir, A., Attia, M. H., & Thomson, V. (2018). A novel approach for real-time prediction and prevention of tool chipping in intermittent turning machining. CIRP Annals,67, 41–44.
DeGodoy, V. A. A., & Diniz, A. E. (2011). Turning of interrupted and continuous hardened steel surfaces using ceramic and CBN cutting tools. Journal of Materials Processing Technology,211, 1014–1025.
Pavel, R., Marinescu, I., Deis, M., & Pillar, J. (2005). Effect of tool wear on surface finish for a case of continuous and interrupted hard turning. Journal of Materials Processing Technology,170, 341–349.
Cui, X., Guo, J., & Zheng, J. (2016). Optimization of geometry parameters for ceramic cutting tools in intermittent turning of hardened steel. Materials and Design,92, 424–437.
Zhao, J., Yuan, X., & Zhou, Y. (2010). Cutting performance and failure mechanisms of an Al2O3/WC/TiC micro-nano-composite ceramic tool. International Journal of Refractory Metals and Hard Materials,28, 330–337.
Wu, X., Li, L., & He, N. (2017). Investigation on the burr formation mechanism in micro cuttin. Precision Engineering,47, 191–196.
Yip, W. S., & To, S. (2017). Reduction of material swelling and recovery of titanium alloys in diamond cutting by magnetic field assistance. Journal of Alloys and Compounds,722, 525–531.
Komanduri, R., & VonTurkovich, B. F. (1981). New observations on the mechanism of chip formation when machining titanium alloys. Wear,69, 179–188.
Zhang, S. J., To, S., Wang, S. J., & Zhu, Z. W. (2015). A review of surface roughness generation in ultra-precision machining. International Journal of Machine Tools and Manufacture,91, 76–95.
Li, A., Zhao, J., Luo, H., Pei, Z., & Wang, Z. (2012). Progressive tool failure in high-speed dry milling of Ti-6Al-4V alloy with coated carbide tools. International Journal of Advanced Manufacturing Technology,58, 465–478.
Zhang, S., Li, J. F., Sun, J., & Jiang, F. (2010). Tool wear and cutting forces variation in high-speed end-milling Ti-6Al-4V alloy. International Journal of Advanced Manufacturing Technology,46, 69–78.
Kong, M. C., Lee, W. B., Cheung, C. F., & To, S. (2006). A study of materials swelling and recovery in single-point diamond turning of ductile materials. Journal of Materials Processing Technology,180, 210–215.
He, G., Wu, C., Liu, X., Zhang, S., & Zou, L. (2015). Research on the damage behavior of the cemented carbide index-able insert in the intermittent cutting process. Diam Abras Engineering.,35, 10–16.
Karaguzel, U., Olgun, U., Uysal, E., Budak, E., & Bakkal, M. (2015). Increasing tool life in machining of difficult-to-cut materials using nonconventional turning processes. International Journal of Advanced Manufacturing Technology,77, 1993–2004.
Stephenson, D. A., & Ali, A. (1992). Tool temperatures in interrupted metal cutting. Journal of Engineering for Industry,114, 127–136.
Acknowledgements
The work described in this paper was supported by General Research Fund from the Research Grants Council of Hong Kong Special Administrative Region, under the project code Polyu 152021/17E and National Natural Science Foundation of China (51675455).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interests
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Yip, W.S., To, S. Sustainable Ultra-Precision Machining of Titanium Alloy Using Intermittent Cutting. Int. J. of Precis. Eng. and Manuf.-Green Tech. 7, 361–373 (2020). https://doi.org/10.1007/s40684-019-00078-5
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40684-019-00078-5