
Abstract
The increased demand for smaller features leads to miniaturization of components in many areas such as aerospace, biomedical, and electronic industry. Since the tribological performance of the machined components is highly influenced by surface characteristics, the analysis of environmental-friendly lubrication techniques such as minimum quantity lubrication (MQL) using vegetable oil is an important area of interest for the sustainable machining. MQL is a promising technique that minimizes the usage of lubricant, thus enhancing sustainability. This work aimed at studying the size effect and improvement in surface characteristics of sunflower oil-based MQL-assisted micro-endmilling of Inconel 718 with respect to dry machining. Chip analysis was also conducted to confirm the findings. Effects of feed/tooth on surface roughness, chip formation, top burr height, and top burr width for both dry and MQL conditions were studied. The size effect was found to be up to a feed/tooth value near to the cutter edge radius (3 µm). Minimum uncut chip thickness was found to be near to 0.3 times the cutter edge radius. It was found that almost 32% average reduction in areal surface roughness, 36% average reduction in top burr width, and 37% average reduction in top burr height were observed for sunflower oil-based MQL-assisted micro-endmilling of Inconel 718 compared to dry condition. Finally, it was concluded that the application of sunflower oil-based MQL enables micro-endmilling of Inconel 718 for higher feed/tooth range with good surface quality.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Researches on micro-milling of difficult-to-machine materials like nickel and titanium-based alloys are getting more attention in biomedical, electronics, aerospace, optics, and marine sectors because of its superior applications [1]. Even though micro-milling is a preferred manufacturing method to produce complex 3D features, it causes problems such as severe tool wear, tool deflection, and tool breakage [2]. Minimum uncut chip thickness (MUCT) in micromachining is the smallest uncut chip thickness below which there will be no chip formation [3]. de Oliveira et al. [4] found that the value of MUCT in micro-milling is varied from 1/3rd to 1/4th of cutter edge radius irrespective of tool material, workpiece material, and cutting parameter. During micromachining, feed/tooth will be comparable to the tool edge radius, which is known as the size effect due to edge radius in micromachining [5]. In micromachining, whenever feed/tooth is lower than the MUCT, ploughing mechanism is dominant. Similarly, for feed/tooth above the MUCT shearing mechanism also comes into the picture, and ploughing reduces. Due to these facts, there may be a significant variation in surface characteristics during micromachining in comparison with macromachining [6]. Hence, the analysis of surface characteristics in both inside and outside size effect zone attains much significance.
In precision machining, the machined surface quality is very important. The main factors that prevent from achieving this objective are poor surface finish and burr formation [7]. Burrs are defined as the undesirable projections from the workpiece surfaces as a result of plastic flow due to cutting [8]. The burrs are unwanted and unavoidable; hence, it requires an additional burr removal process called deburring. Since the deburring techniques are quite difficult and expensive and the aerospace, optics, and biomedical applications require burr-free surfaces, the studies related to burr and surface roughness reduction are still relevant. Gillespie [9] found that the cost associated with deburring in precision machining is almost 30% of the manufacturing cost. The presence of burr and poor surface quality leads to improper assembly and fitting of parts, dimensional inaccuracy, etc. Since the size of burr during micro-endmilling is small, these issues and deburring costs will become a serious problem. Furthermore, the deburring may cause residual stress generation in the microslot. Therefore, controlling the machining parameter and providing an appropriate environment are the best methods for burr and surface roughness minimization [10,11,12].
Many researchers have concentrated their studies on surface characteristics during the machining of engineering materials. However, only a few researchers studied the burr formation and areal surface roughness during micromachining of aerospace such as Inconel 718. The burr formation is highly influenced by tool geometry, machining parameters [13], and ductility of the workpiece [14]. Vipindas et al. [12] observed that the top burrs in the downmilling side are much higher than that of upmilling side. Researchers have found that the feed/tooth and cutter edge radius play a significant role on burr formation [15, 16] and surface roughness [17,18,19]. Lekkala et al. [20] analysed the effect of depth of cut, spindle speed, number of flutes, feed, and tool diameter on different types of burr formation. Thepsonthi and Ozel [21] performed a particle swarm optimization to minimize the burr formation and surface roughness in the micro-endmilling of titanium alloy and found that the feed/tooth is the major factor influencing the machining performance. Vogler et al. [22] developed a surface roughness model considering MUCT in micro-endmilling. Ramos et al. [23] explained the changes in surface topography, surface roughness, and residual stress and correlated it with MUCT and built-up edge formation. Considering the transition from ploughing to cutting, they presented a new method for the determination of the MUCT.
Dry machining can be considered as a suitable method to minimize the harmful environmental impact and health problems of workers associated with the usage of lubricant. But dry machining may create several issues such as poor surface quality, difficulty in chip removal from the cutting zone, excessive machining temperature, and high tool wear [24]. Since the cutting fluids are costly and will cause an adverse effect on health and environment, the flood cooling is not a recommended lubrication method for machining. Due to these reasons, the works related to minimum quantity lubrication (MQL) become popular. MQL may reduce the negative effects of both dry and flood machining. In MQL, only a small quantity of coolant is mixed with high-pressurized air which is supplied to the cutting zone. Even though MQL was found to be very effective for macromachining processes [25, 26], studies related to the effect of MQL in micromachining are less. Hassanpour et al. [27] studied the MQL-assisted micro-milling of titanium alloy and found that MQL improved the machined surface quality. They found that the feed rate and speed are the key factors affecting machining performance. Researchers have found that the MQL-assisted micro-milling increased the tool life and reduced the BUE formation to a high level [28, 29]. Kajaria et al. [29] found that MQL increased the tool life up to 100 times compared to the dry micro-milling. Li et al. [30] found that the MQL had a significant effect on surface roughness, tool wear, and formation of burr in micro-milling of steel. They observed that the lubricating effect of oil in MQL improved the tool life. For ecofriendly machining, the cutting fluid also should be biodegradable. Hence, researchers have focused their attention on vegetable oil-based MQL for sustainable machining. Rahman et al. [31] compared MQL and flood lubrication in milling and found that 25,260 ml/h of liquid coolant can be replaced by 8.5 ml/h of vegetable oil with good surface quality. Kumar et al. [32] found that sunflower oil-based MQL is an efficient lubricant due to its high cooling and lubricating performance. Vazquez et al. [33] analysed MQL during micro-milling of Ti6Al4V and found that MQL in feed direction gives less tool wear compared to the opposite feed direction.
Even though several studies on surface characteristics such as surface roughness and burr formation have been reported, still there is a significant gap in understanding the micro-endmilling on Inconel 718 under different cutting and lubrication conditions. In most of the work, surface roughness was studied with a 2D surface roughness parameter. But due to the ploughing and shearing regions in micro-endmilling, 3D surface roughness parameters such as arithmetic mean height of an area (Sa) will only give a comprehensive surface roughness value. Also, the basic understanding of the influence of size effect on top burr formation, areal surface roughness, and chip formation in micro-endmilling using dry and vegetable oil-based MQL and the variation of these responses compared to conventional macromachining processes are lacking. The papers related to size effect in micro-endmilled surface characteristics, performance investigation of environmental-friendly lubricants, and lubrication methods are limited. In addition to this, there is a need to study the micromachining of difficult-to-machine materials such as Inconel 718.
This study focused on investigating the sunflower oil-based MQL on machined surface characteristics such as top burr formation and surface roughness during micro-endmilling of Inconel 718. A comparison of MQL assisted with dry micro-endmilling was conducted. Chip analysis was also conducted. Machining parameters were selected by considering the size effect. Variation of top burr height, top burr width, areal surface roughness (Sa), and chip formation with feed/tooth was studied. Also, size effect and MUCT were analysed using variation in surface characteristics and chip chart. Finally, improvement in machined surface characteristics using sunflower oil-based MQL was presented.
2 Experimental investigation
2.1 Inconel 718: workpiece material
Inconel 718 was selected as the workpiece material due to the superior properties such as high resistance to corrosion, high specific strength, high hardness. Inconel 718 is having widespread applications in aerospace, chemical, automobile, electronics, and biomedical fields due to the superior properties at elevated temperatures [34]. Micro-endmilling experiments were performed on a rectangular-shaped Inconel 718 sheet of 30 × 10 × 3 mm3 size. Table 1 shows some properties of the workpiece material (Inconel 718).
2.2 Micro-endmill cutter: cutting tool
AlTiN-coated two-flute WC micro-endmill cutter (Make: AXIS tools) with 500 µm diameter, 10° clearance angle, and 8° rake angle was used for the experimental investigation (Fig. 1). The tool edge radius was measured using SEM (Hitachi, SU6600).

SEM images of a micro-endmill, b measurement of cutting edge radius
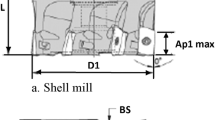
A circle fitted at the tool edge was used to measure the cutter edge radius. Using Fig. 1b the edge radius was found to be near to 3 µm. Specification of the endmill used for experimentation is shown in Fig. 2.

Tool specifications
2.3 Experimental set-up
Micro-endmilling experiments were carried out in a CNC micromachining centre (DT110, Mikrotools), and minimum quantity lubrication (MQL) was supplied by using a set-up (MiQuel BASE, DROPSA) as shown in Fig. 3.

a Micromachining centre, b enlarged view of MQL-assisted micro-endmilling experimental set-up
Sunflower oil-based lubricant (Veg oil 33, taurlube) with 33 cSt viscosity was used as the lubricant in MQL.
Figure 4 shows the detailed schematic diagram of MQL-assisted micro-endmilling of Inconel 718. The coolant quantity and air pressure were controlled by adjusting control valves. In MQL, the mixture of compressed air and coolant reaches the nozzle, which directs it to the machining zone.

Schematic diagram of MQL-assisted micro-endmilling experimental set-up
2.4 Experimental plan
Since feed/tooth is the main factor affecting the machined surface characteristics and size effect during micro-endmilling [17,18,19,20], the cutting experimentations were conducted by varying feed/tooth for both dry and MQL conditions. Sunflower oil-based coolant with a flow rate of 50 ml/h was used as the lubricant. The range of feed/tooth was selected by considering the size effect. Experiments were conducted by randomizing the experimental runs to minimize the error. The response variables considered in this study are areal surface roughness and top burr formation. The areal surface roughness of the micro-endmilled surface was measured using a 3D optical profilometer, and burr formation and chip formation were studied by using SEM. Table 2 shows the experimental conditions. Areal surface roughness, top burr width, and top burr height were measured at three different locations of each slot, and the average value is taken. The experiments were repeated two times for each run, and the average value of response was reported. New tools were used for each experimental run to avoid the influence of tool wear.
3 Results and discussion
3.1 Surface roughness and chip formation in micro-endmilling of Inconel 718
In precision manufacturing, the machined surface quality is very important. Therefore, it is essential to study the surface roughness of the machined part to obtain an excellent product. Figure 5a shows the schematic diagram of micro-endmilled surfaces on Inconel 718, and Fig. 5b shows the optical image of a micro-endmilled surface.

a Schematic diagram and b optical image of a micro-endmilled surface
From Fig. 5a, b it is clear that the micro-endmilled surface contains both ploughing and shearing dominant surfaces. Hence, the 2D surface roughness parameters were not adequate to describe the machined surface quality in micro-endmilling. Therefore, arithmetic mean height of an area (Sa), an areal surface roughness parameter, was used in this study. SEM images were used to analyse the chip formation.
3.1.1 Variation of areal surface roughness and chip formation in dry micro-endmilling of Inconel 718
The surface roughness of the micro-endmilled slot was measured using a non-contact 3D optical profilometer with the areal surface roughness parameter Sa. Figure 6 shows the set-up for the surface roughness measurement.

Areal surface roughness (Sa) measurement of a microchannel
Microslots were machined on Inconel 718 using AlTiN-coated micro-endmill cutter of 500 µm diameter by varying feed/tooth. The effect of feed/tooth on Sa (areal surface roughness) for the dry condition is shown in Fig. 7. It was found that below 3 µm feed/tooth the surface roughness reduces with an increase in feed/tooth. For above 3-µm feed/tooth, Sa increases with an increase in feed/tooth-like macromachining. Similar kind of observation was found in Aramcharoen and Mativenga [6]. This could be due to the fact that for feed/tooth less than the cutter edge radius, the size effect was significant. As a result, the ploughing mechanism became dominant in this region. Therefore, the size effect in surface roughness was found to be up to a feed/tooth of 3 µm (cutter edge radius). For feed/tooth less than 3 µm the Sa reduces with feed/tooth because of the reduction in ploughing effect. The minimum areal surface roughness (Sa = 569.13 nm) was observed at feed/tooth near to the tool edge radius. It was also found that, up to 0.9 µm feed/tooth, the areal surface roughness decreased at a faster rate. In between 0.9 µm and 3 µm feed/tooth, the reduction in areal surface roughness (Sa) became slow compared due to the reduction in ploughing effect.

Effect of feed/tooth on areal surface roughness of dry micro-endmilled surface
A chip chart for micro-endmilling of Inconel 718 was prepared to analyse the size effect and MUCT in detail. In micromachining, the MUCT is an important factor that decides whether the chip is formed or not [5]. The value of MUCT is highly dependent on the feed/tooth and tool edge radius. The value of feed/tooth in comparison with the MUCT and tool edge radius determines the cutting mechanism. After each experimental run, the chips formed were collected and analysed using SEM. Figure 8 shows the SEM micrographs of chips formed at different feed/tooth which is also known as the chip chart for micro-endmilling of Inconel 718. Figure 8a shows the SEM image of workpiece particles collected at 0.3-µm feed/tooth. From Fig. 8a, it is clear that these workpiece particles cannot be considered as a chip, as these particles possess different shapes due to extruding and crushing action caused by the high ploughing effect existing at low feed/tooth [19]. From Fig. 8b, the workpiece material removed in micro-endmilling at 0.9-µm feed/tooth can be categorized as chips. Hence, the value of MUCT was found to be near to 0.9-µm feed/tooth, which is 0.3 times the cutter edge radius. This aligns with the conclusions of de Olivera et al. [4]. The higher ploughing at lower feed/tooth will lead to poor surface finish. This could be the reason for the high value of surface roughness below 0.9-µm feed/tooth. Hence, this region (feed/tooth up to 0.9 µm) can be called the ploughing dominant region.

SEM micrographs of chips formed at different feed/tooth during dry micro-endmilling of Inconel 718
For feed/tooth value above MUCT, the shearing mechanism also comes into picture and ploughing effect reduces gradually. This was the reason for the slow reduction in areal surface roughness in between 0.9 µm feed/tooth and 3 µm feed/tooth. Hence, the region between feed/tooth of 0.9 µm and 3 µm (between MUCT and cutter edge radius) can be called the transition region. Then, above 3-µm feed/tooth, the shearing mechanism would become dominant over ploughing. Hence, the region above 3-µm feed/tooth (cutter edge radius value) can be called the shearing dominant region.
From Fig. 8c, it was observed that at 3-μm feed/tooth (cutter edge radius), the chips were observed to be almost helical. From the chip chart (Fig. 8d), it was found that helical chips were formed for a feed/tooth value above the cutter edge radius (3 µm). This may be due to the fact that as feed/tooth increases above the cutter edge radius, the cutting mechanism becomes similar to the macroendmilling process. It was also observed that the curl of the chip increases with an increase in feed/tooth [5].
3.1.2 Comparison of areal surface roughness between dry and sunflower oil-based MQL-assisted micro-endmilling of Inconel 718
Figure 9 shows the comparison of dry and sunflower oil-based MQL-assisted micro-endmilling of Inconel 718 under different feed/tooth. It was found that for both dry and MQL conditions the variation of areal surface roughness parameter Sa followed the same trend. The average reduction in areal surface roughness (Sa) in MQL-assisted micro-endmilling was almost 32% of the average Sa value obtained under dry condition. This may be due to the fact that in the sunflower oil-based MQL-assisted micro-endmilling process, the air-coolant spray enhances the lubrication in the machining zone. This helps in improving the tribological properties and machining performance in MQL-assisted micro-endmilling. Also from Fig. 9, it can be found that in sunflower oil-based MQL-assisted micro-endmilling, the rate of increase in areal surface roughness above 3-µm feed/tooth was very slow as compared to the dry micro-endmilling of Inconel 718. Hence, the application of sunflower oil-based MQL enables micro-endmilling for higher feed/tooth range with good surface quality. The minimum areal surface roughness (Sa) of 392 nm was observed for sunflower oil-based MQL-assisted micro-endmilling at 3-µm feed/tooth.

Comparison of surface roughness with feed/tooth for dry and MQL conditions
3.1.3 Comparison of chip morphology between dry and sunflower oil-based MQL-assisted micro-endmilling of Inconel 718
Figure 10 shows the SEM images of chips formed under dry and sunflower oil-based MQL-assisted micro-endmilling of Inconel 718. From Fig. 10a, c, it is clear that the chip segments are closely packed in the case of MQL-assisted micro-endmilling when compared with the dry condition. This may be due to the proper lubrication and deeper penetration of cutting fluid in the tool-chip contact zone while using sunflower oil-based MQL-assisted micro-endmilling. As a result, the chip removal becomes easier and friction value reduces. In addition to this, good lubrication due to MQL allows the chips to glide easily over the rake surface, resulting in a reduction in surface roughness [36].

SEM images of chip formed in a, b dry and c, d sunflower oil-based MQL-assisted micro-endmilling of Inconel 718 at 6-µm feed/tooth
Figure 10b, d shows the SEM images of the notched tooth formed under dry and MQL conditions. From Fig. 10b, d, small notched tooths were only observed under MQL condition compared to dry. Hence, it can be assumed that less cutting forces were developed under MQL compared to dry micro-endmilling. This may be due to the fact that MQL enters deeper into the cutting zone which decreases the cutting temperature and friction [37].
3.2 Top burr formation in micro-endmilling of Inconel 718
Burr formation in micro-endmilling is a complex material deformation process influenced by factors such as feed/tooth, depth of cut, cutting speed. In critical applications, these burrs may create severe issues, especially in micromachined parts. Since the size of the burr is comparable to the size of the micromachined feature, the studies related to burr formation in micro-endmilling on aerospace alloy such as Inconel 718 are highly significant.
This study was aimed to analyse the influence of feed/tooth and application of MQL on top burr formation during micro-endmilling of Inconel 718. The burrs on the top surface of the channel are commonly referred to as the top burrs. SEM images were used to investigate the burr formation. Figure 11 shows the SEM images of top burrs formed during the micro-endmilling of Inconel 718 at 0.1-µm feed/tooth. From Fig. 11, it was obvious that the quality of the microchannel is highly influenced by the presence of these top burrs. From Fig. 11a, it was also clear that the burrs formed in the upmilling side are very much smaller than that in the downmilling side. Hence, this work is mainly concentrated on the top burr formation in the downmilling side. Figure 11b shows the measurement of the top burr width and top burr height in the downmilling side of the microslot.

SEM images of a top burr formation and b measurement of top burr height and burr width of a dry micro-endmilled Inconel 718 surface at feed/tooth of 0.1 µm
3.2.1 Variation of top burr size with feed/tooth in dry micro-endmilling of Inconel 718
The variation of top burr height and top burr width in downmilling side with feed/tooth in micro-endmilling without using any lubricant (dry condition) is shown in Fig. 12. It was observed that both top burr height (Fig. 12a) and top burr width (Fig. 12b) show a similar trend. Similar to surface roughness, up to 3-µm feed/tooth, both top burr width and height reduce with an increase in feed/tooth and thereafter the top burr width and height increase with the feed/tooth. The higher burr formation at lower feed/tooth up to cutter edge radius may be due to the size effect in micro-endmilling. Hence, the size effect in top burr formation in micro-endmilling was found to be up to a feed/tooth near to cutter edge radius. Whenever the feed/tooth was up to the cutting edge radius value, ploughing mechanism was present due to the size effect. Out of this, up to 0.9-μm feed/tooth, both top burr width and top burr height decrease with an increase in feed/tooth at a fast rate compared to feed/tooth above 0.9 μm. This could be due to the severe ploughing up to a feed/tooth value near to MUCT. Hence, this region (feed/tooth up to 0.9 µm) can be called the ploughing dominant region. The minimum value of the top burr height and width was observed near the tool edge radius (3-µm feed/tooth).

Variation of a top burr height, b top burr width in downmilling of micro-endmilled Inconel 718 surfaces with feed/tooth
3.2.2 Comparison of top burr formation between dry and sunflower oil-based MQL-assisted micro-endmilling of Inconel 718
The comparison of top burr height and top burr width in downmilling for both dry and MQL conditions is shown in Fig. 13. While comparing the vegetable oil-based MQL-assisted and dry micro-endmilling, it was observed that the MQL-assisted micro-endmilling significantly reduces the top burr formation. The variation of feed/tooth with top burr height (Fig. 13a) and top burr width (Fig. 13b) in MQL and dry conditions shows a similar kind of trend. The average reduction in top burr width in the downmilling side using MQL was almost 36%, and the reduction in the top burr height was 37%. Hence, the vegetable oil-based MQL-assisted micro-endmilling Inconel 718 can be considered as a suitable method to reduce top burr formation in an environmentally friendly way.

Comparison of a top burr height and b top burr width in downmilling side of micro-endmilled surfaces of Inconel 718 for dry and MQL conditions
The major reason behind the high reduction in top burr width and top burr height in the downmilling side using MQL may be due to the proper lubrication and reduction in machining temperature in the cutting zone. Hence, the sunflower oil-based MQL can be used as an effective environmental-friendly burr minimization method in the micro-endmilling process. Since the experiments were conducted only for 10 mm machining length, the tool cutting edge radius for both dry and MQL-assisted machining conditions was not changed much. This may be the reason for the constant value of MUCT for both dry and MQL conditions.
The SEM images of top burr formation for both MQL-assisted and dry micro-endmilling of Inconel 718 are shown in Fig. 14. The burr segments formed under MQL-assisted micro-endmilling were observed to be small as compared to dry machining. This is an indication of the presence of effective lubrication at the cutting zone, which results in a reduction in the machining temperature. The effective lubrication with the help of MQL may be due to the proper penetration of the cutting fluid to the machining zone.

Comparison of SEM images of top burr formation in dry and MQL-assisted micro-endmilling of Inconel 718 at different feed/tooth
4 Conclusions
In this work, a detailed comparative analysis of micro-endmilled surface characteristics such as areal surface roughness and top burr formation for both dry and sunflower oil-based MQL-assisted micro-endmilling of Inconel 718 was presented. Effect of feed/tooth on areal surface roughness, chip formation, top burr height, and top burr width was analysed to study the size effect. Improvement in machined surface quality by using sunflower oil-based MQL for the sustainable micro-endmilling of Inconel 718 was described. Chip analysis was also conducted to confirm the findings.
The size effect in areal surface roughness and top burr formation was found to be up to 3-µm feed/tooth. Hence, up to 3-µm feed/tooth, surface roughness and top burr formation decreased with an increase in feed/tooth.
MUCT in micro-endmilling of Inconel 718 was found to be 0.3 times the tool edge radius. For a feed/tooth up to MUCT (0.9 µm), top burr formation and areal surface roughness (Sa) decreased at a faster rate with an increase in feed/tooth and up to 3-µm feed/tooth the areal surface roughness (Sa) and burr formation decreased with an increase in feed/tooth at a slower rate.
Above 3-µm feed/tooth both top burr formation and areal surface roughness were increased with feed/tooth due to the increase in chip load similar to conventional machining.
The minimum top burr height, top burr width, and areal surface roughness were found near to a feed/tooth of 3 µm for both dry and MQL conditions.
It was found that almost 36% average reduction in top burr width and 37% average reduction in top burr height were observed for sunflower oil-based MQL-assisted micro-endmilling of Inconel 718 while comparing with the dry condition.
Almost 32% average reduction in areal surface roughness was obtained for sunflower oil-based MQL-assisted micro-endmilling of Inconel 718 compared to dry micro-endmilling.
It was found that the rate of increase in areal surface roughness and top burr size was slow above the size effect region for the MQL-assisted micro-endmilling. This enables the sunflower oil-based MQL-assisted micro-endmilling for higher feed/tooth range with good surface quality.
Chip chart for micro-endmilling of Inconel 718 has been prepared, after 0.9-µm feed/tooth chip formation was started, which was an indication of the transition from ploughing to the shearing mechanism.
It was observed that small notched tooths were only observed under MQL compared to dry conditions.
Densely packed chip segments observed under MQL condition was an indication of effective lubrication compared to dry condition. This reduces the friction and temperature in the machining zone.
References
Masuzawa T (2000) State of the art of micromachining. CIRP Ann 49(2):473–488
Camara MA, Rubio JCC, Abrao AM, Davim JP (2012) State of the art on micro-milling of materials, a review. J Mater Sci Technol 28(8):673–685
Zhanqiang L, Zhenyu S, Wan Y (2013) Definition and determination of the minimum uncut chip thickness of microcutting. Int J Adv Manuf Technol 69:1219–1232
de Oliveira FB, Rodrigues AR, Coelho RT, Souza AF (2015) Size effect and minimum chip thickness in micromilling. Int J Mach Tool Manuf 89:39–54
Ng CK, Melkote SN, Rahman M, Kumar AS (2006) Experimental study of micro and nano scale cutting of aluminum 7075-T6. Int J Mach Tools Manuf 46:929–936
Aramcharoen A, Mativenga PT (2009) Size effect and tool geometry in micromilling of tool steel. Precis Eng 33:402–407
Swain N, Venkatesh V, Kumar P, Srinivas G, Ravishankar S, Barshilia HC (2017) An experimental investigation on the machining characteristics of nimonic 75 using uncoated and TiAlN coated tungsten carbide micro-end mills. CIRP J Manuf Sci Technol 16:34–42
Ko SL, Dornfeld DA (1991) A study on burr formation mechanism. J Eng Mater Technol 113(1):75–87
Gillespie LK (1979) Deburring precision miniature parts. Precis Eng 1:189–198
Lee K, Dornfeld DA (2005) Micro-burr formation and minimization through process control. Precis Eng 29:246–252
Aurich JC, Dornfeld D, Arrazola PJ, Franke V, Leitz L, Min S (2009) Burrs-analysis, control and removal. CIRP Ann-Manuf Technol 58:519–542
Vipindas K, Kuriachen B, Mathew J (2019) Investigations into the effect of process parameters on surface roughness and burr formation during micro end milling of TI–6AL–4V. Int J Adv Manuf Tech 100(5–8):1207–1222
Nakayama K, Arai M (1987) Burr formation in metal cutting. CIRP Ann Manuf Technol 36:33–36
Schaller T, Bohn L, Mayer J, Schubert K (1999) Microstructure grooves with a width of less than 50 µm cut with ground hard metal micro end mills. Precis Eng 23:229–235
Mathai GK, Melkote SN, Rosen DW (2013) Effect of process parameters on burrs produced in micromilling of a thin nitinol foil. J Micro Nano-Manuf 1:021005–1–021005-10
Zhang T, Liu ZQ, Xu CH (2013) Influence of size effect on burr formation in micro cutting. Int J Adv Manuf Technol 68:1911–1917
Pansare VB, Sharma SB (2016) Chip load-responsive optimization of micro-milling of engineering materials. J Braz Soc Mech Sci Eng 38:2063–2068
Sooraj VS, Mathew J (2011) An experimental investigation on the machining characteristics of microscale end milling. Int J Adv Manuf Technol 56:951–958
Vipindas K, Anand KN, Mathew J (2018) Effect of cutting edge radius on micro end milling: force analysis, surface roughness, and chip formation. Int J Adv Manuf Tech 97:711–722
Lekkala R, Bajpai V, Singh RK, Joshi SS (2011) Characterization and modeling of burr formation in micro-end milling. Precis Eng 35:625–637
Thepsonthi T, Ozal T (2012) Multi objective process optimization for micro-end milling of Ti–6Al–4 V titanium alloy. Int J Adv Manuf Technol 3:903–913
Vogler MP, DeVor RE, Kapoor SG (2004) On the modeling and analysis of machining performance in micro-endmilling, part I: surface generation. J Manuf Sci Eng 126:685–694
Ramosa AC, Autenrietha H, Straußa T, Deuchertb M, Hoffmeistera J, Schulzea V (2012) Characterization of the transition from ploughing to cutting in micromachining and evaluation of the minimum thickness of cut. J Mater Process Technol 212:594–600
Boswell B, Islam MN, Davies IJ, Ginting YR, Ong AK (2017) A review identifying the effectiveness of minimum quantity lubrication (MQL) during conventional machining. Int J Adv Manuf Technol 92(1–4):321–340
Tamang SK, Chandrasekaran M, Sahoo AK (2018) Sustainable machining: an experimental investigation and optimization of machining Inconel 825 with dry and MQL approach. J Braz Soc Mech Sci Eng 40:374. https://doi.org/10.1007/s40430-018-1294-2
Muaz M, Choudhury SK (2019) Experimental investigations and multi-objective optimization of MQL-assisted milling process for finishing of AISI 4340 steel. Measurement 138:557–569
Hassanpour H, Sadeghi MH, Rezaei H, Rasti A (2016) Experimental study of cutting force, microhardness, surface roughness, and burr size on micromilling of Ti6Al4V in minimum quantity lubrication. Mater Manuf Process 31(13):1654–1662
Ucun İ, Aslantaş K, Bedir F (2014) The effect of minimum quantity lubrication and cryogenic pre-cooling on cutting performance in the micro milling of Inconel 718. Proc Inst Mech Eng Part B Eng Manuf 229(12):2134–2143
Kajaria S, Chittipolu S, Adera S, Hung WN (2012) Micromilling in minimum quantity lubrication. Mach Sci Technol 16(4):524–546
Li KM, Chou SY (2010) Experimental evaluation of minimum quantity lubrication in near micro-milling. J Mater Process Technol 210(15):2163–2170
Rahman M, Kumar AS, Manzoor-Ul-Salam (2001) Evaluation of minimal of lubricant in end milling. Int J Adv Manuf Technol 18(4):235–241
Manoj KK, Sarda J, Ghosh A (2014) Potential of vegetable oil as micro lubrication/cooling medium for SQL-grinding. In: Dixit US, Narayanan RG, Sankar MR (eds) 5th international and 26th all India manufacturing technology, design and research conference (AIMTDR 2014), IIT Guwahati, Guwahati, India, 12–14 December 2014, pp 387:1–387:5
Vazquez E, Gomar J, Ciurana J, Rodríguez CA (2015) Analyzing effects of cooling and lubrication conditions in micromilling of Ti6Al4V. J Clean Prod 87:906–913
Rahman M, Seah WKH, Teo TT (1997) The machinability of Inconel 718. J Mater Process Technol 63:199–204
Special Metals Co. (2019) https://www.specialmetals.com/assets/smc/documents/inconel_alloy_718.pdf. Accessed 19 Nov 2019
da Silva LR, Bianchi EC, Fusse RY, Catai RE, Franca TV, Aguiar PR (2007) Analysis of surface integrity for minimum quantity lubricant-MQL in grinding. Int J Mach Tool Manuf 47(2):412–418
NareshBabu M, Anandan V, Muthukrishnan N, Santhanakumar M (2019) End milling of AISI 304 steel using minimum quantity lubrication. Measurement 138:681–689
Acknowledgement
The authors would like to sincerely thank Department of Science and Technology, Ministry of Science and Technology, Govt. of India, for providing support to carry out this work under the FIST scheme (Sanction No. SR/FST/ETI-388/2015).
Author information
Authors and Affiliations
Corresponding author
Additional information
Technical Editor: Adriano Fagali de Souza.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Anand, K.N., Mathew, J. Evaluation of size effect and improvement in surface characteristics using sunflower oil-based MQL for sustainable micro-endmilling of Inconel 718. J Braz. Soc. Mech. Sci. Eng. 42, 156 (2020). https://doi.org/10.1007/s40430-020-2239-0
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40430-020-2239-0