
Abstract
The goal of this research work is to assess the tribological properties of A356 alloy reinforced with 20 wt% SiC composite prepared by liquid metallurgy route. A356 alloy and A356 with 20 wt% SiC composites were manufactured through three different casting techniques such as gravity die casting, stir casting and stir cum squeeze casting. The fabricated castings exhibit improved hardness value of around 680 MPa, 840 MPa and 950 MPa for A356 alloy, A356 with 20 wt% SiC stir cast composite and A356 with 20 wt% SiC stir with squeeze cast composite, respectively. Further, an ultimate tensile strength of 256 MPa, 298 MPa and 331 MPa was obtained for A356 alloy, A356 with 20 wt% SiC stir cast composite and A356 with 20 wt% SiC stir with squeeze cast composite, respectively. The tribological properties of prepared samples were tested using a pin-on-disk tribometer at room temperature under dry sliding condition. The wear results explained that the wear rate and coefficient of friction started to increase with the function of load (10–40 N) under both the sliding distance of 1000 m and 2000 m. The squeeze cast A356 with 20 wt% SiC composite produced less wear rate and a higher coefficient of friction when compared to other samples. This was attributed to effective embedding, bonding and load-carrying capacity of SiC particles over the A356 matrix. This result indicates improved adhesive properties and abrasion resistance in the squeeze cast A356 with 20 wt% SiC composite. Further, the worn surface morphology of squeeze cast samples was examined using a scanning electron microscope to observe mild adhesive wear and damages due to the delamination effect.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Aluminum metal matrix composite (AMMCs) possesses higher in strength, more in stiffness with lightweight which is a potential application in the field of aviation, automobile, etc. [1]. Among different aluminum alloy combinations, better mechanical and tribological properties can be obtained in aluminum silicon-based alloy due to potential applications in the materials design department, especially in automotive and aeronautical divisions [2]. Several second-phase ceramic particles suitable for aluminum alloy are silicon carbide (SiC), boron carbide (B4C), alumina (Al2O3) and graphite (Gr) which produce tailored mechanical properties in engineering applications [3]. Among these ceramic particles, SiC is the common one which embeds/mix uniformly in Al–Si alloys [2, 3] by which effective load transfer can be achieved [4]. AMMCs can be manufactured through several techniques such as stir casting, squeeze casting, powder metallurgy, pressure less metal infiltration and spray casting [5, 6]. Among these techniques, the stir casting method is the best one by which mixing of solid ceramic particles over the lightweight metal matrices is an easy and economic one. In addition, dispersion and distribution of ceramic particles over the matrix can also be achieved effectively [7]. Moreover, stir casting followed by squeezing can improve the mechanical properties of AMMCs. Squeeze casting is a combination of casting and high-temperature forging processes [8]. In squeeze casting, the molten metal solidifies with high pressure inside a closed die mold. The introduced squeeze pressure enhances the instantaneous contact between the metal and mold die surface by which effective heat transfer carried out. Due to this, defect-free casting can be produced which ultimately improves the mechanical and tribological properties [9]. Further, squeeze casting produces more in productivity, almost elimination of microshrinkage during solidification, free in microporous, effective metallurgical bonding, good in surface finish due to the effective contact surface between the melt and mold, and less in manufacturing cost [10].
Rao et al. [11] investigated the influence of volume fraction of B4C ceramic particles in Al matrix composite on mechanical properties processed by stir casting route. The results revealed that the incorporation of B4C particles enhanced both mechanical and tribological properties. Essam et al. [12] studied the tribological properties of A359 reinforced with AlN and A359 reinforced with SiC composites. Improved wear resistance was achieved in A359/AlN and A359/SiC composites when compared to A359 alloy. This was attributed due to the dispersion strengthening of incorporated AlN and SiC particles in the A359 matrix. Among these composites, A359/AlN composite possesses more wear resistance when compared to A359/SiC composite due to the higher hardness of AlN ceramic particles. However, A359/SiC composite exhibited a higher value of the coefficient of friction when compared to A359/AlN and A359 alloy which is an important dynamic property needed for engineering applications. Ghandvar et al. [13] investigated A356 with 25 wt% SiC composite processed by compo-casting (stirring under semi-solid condition). However, the fabricated composites exhibit clustering of SiC particles and poor bonding of SiC particles over the matrix though produced a higher value of hardness. Further, decreased wear resistance was observed due to severe abrasion which was the dominant mechanism observed. This was attributed due to the incorporation of more amount of SiC particles over A356 alloy. This meant that the uniform distribution of SiC particles over the A356 matrix was not achieved. Lashgari et al. [14] analyzed the effect of strontium (Sr) addition on AA with 10 wt% B4C composite in which strontium acted as a grain refiner. The observed results explained that improved wear resistance with very finer wear debris and little oxides content was obtained in AA with 10 wt% B4C and 0.5 wt% Sr grain refined composites. However, more wear debris and oxides were observed in AA with 10 wt% B4C unrefined composite. Radhika et al. [15] investigated the effect of sliding distance, sliding speed and applied load on wear behavior of LM13-AlN composite. The results revealed that the wear rate was influenced significantly for the applied load followed by the sliding speed and the sliding distance. A similar behavior was observed by Sam et al. [16] while studying the Cu/Al2O3 composite produced by the stir casting method. Radhika et al. [17] examined the wear behavior of AA/ZrO2 composite which was processed by stir casting. The wear results explained that the applied load contributed around 74%, sliding distance contributed to 10% and the sliding speed contributed to 8% on the wear rate. Nithesh et al. [18] investigated the wear behavior of (Cu–Sn–Ni) alloy reinforced with a different weight percentage of Si3N4 (5, 10 and 15 wt%) manufactured by stir casting. The results demonstrated that the wear rate was highly influenced by applied load, then sliding distance and sliding speed. Manu et al. [19] studied the microstructure and mechanical properties of A356 alloy reinforced with 7 wt% of microsilica composite which was manufactured by modified compo-casting. The A356 alloy reinforced with microsilica composite produced higher hardness compared to other processing methods (gravity die casting and squeeze casting). The wear results explained that the wear rate was started to decrease with the increase in sliding speed due to the formation of an effective tribolayer produced by the microsilica. Further, the worn surface morphology showed that the abrasive mechanism was the dominant one. Joshi et al. [20] investigated the sliding wear behavior of A356 with 25 wt% SiC composite and gray cast iron. The results revealed that the induced frictional force for A356 with 25 wt% SiC composite exhibited 20% higher when compared to gray cast iron which indicates that A356 with 25 wt% SiC composites possessed more wear resistance. Further, the coefficient of friction was mainly depended on the applied load followed by sliding speed. The authors recommended this A356 with 25 wt% SiC composite for brake rotor applications in automotive systems. From this literature, tribological properties mainly depend on the type of reinforcements, introduced weigh/volume fraction of second-phase ceramic particles and casting techniques. Further, there was no detailed study on wear behavior related to A356 alloy reinforced with 20 wt% SiC composite processed by several casting methods (gravity die casting, stir casting and stir casting with squeezing). Therefore, the main objective of the present research work is to investigate the wear behavior of A356 alloy and A356 alloy reinforced with 20 wt% SiC composite via different casting routes under dry sliding condition.
2 Materials and methods
2.1 Selection of matrix and reinforcement material
In the present investigation, A356 alloy was chosen as a matrix alloy which possesses a density of 2.975 g/cm3. This A356 alloy has more features such as good in ductility, higher hardness, more in fatigue strength, high rigidity against deformation, good in fluidity, improved corrosion resistance, more creep resistance, good in machinability and good casting properties [20]. Further, A356 alloy is applied in most of the aircraft and automobile parts [21]. Table 1 illustrates the chemical composition of as-received and tested A356 alloy. Among several reinforcement, namely, silicon carbide (SiC), boron carbide (B4C), titanium nitrate (TiN), alumina (Al2O3), titanium diboride (TiB2), zirconia (ZrO2), SiC has improved mechanical properties such as more in hardness, high fatigue strength, more impact resistance, high modulus and high tensile strength when compared to other reinforcement particles [20, 21]. Further, SiC possesses improved wear and thermal properties. Hence, SiC was chosen as reinforcement particles in the present work. Table 2 gives the chemical composition of the as-received SiC ceramic particle. In addition, to have improved mechanical properties and wear resistance, 20 wt% SiC particles with an average particle size of 45 μm were taken for investigation [22].
2.2 Method of composite preparation
In the present work, several castings were carried out under different compositions such as gravity cast A356 alloy, stir cast A356 with 20 wt% SiC composite and stir cum squeeze cast A356 with 20 wt% SiC composites. For gravity cast A356 alloy, one kilogram of A356 alloy ingot was put inside the crucible and then melted at a temperature of 725 °C until a homogeneous liquid stage was reached. At this melt, hexachloroethane (C2Cl6) of 12 g was used as a degasser to remove the entrapped gases from the liquid metal. After expelling the entrapped gases from the melt, the liquid metal was transferred into the preheated die at 225 °C vertically down due to gravitational force and permitted to solidify. In the second stage of experimentation, the 1 kg of A356 alloy melt was agitated by the mechanical stirrer rotating at 400 rpm for 5 min to create a fine vortex. While stirring the melt, the preheated reinforcement particle of 20 wt% SiC along with wettability element of 3 g of magnesium foil was added to the melt. Then, the composite melt was transferred to the preheated die for solidification. In the third phase of experimentation, the same procedure was followed until the mechanical mixing of SiC particles over the A356 melt. After mixing, the composite melt was transferred to the preheated die, and immediately squeeze pressure of 140 MPa was applied for a few seconds to produce sound castings. The setup of mechanical stirring cum squeezing, A356 alloy ingot and cast specimens is shown in Fig. 1a–c, respectively. Finally, all the cast samples were heat-treated to improve the mechanical properties. For this, the cast samples were heated inside the furnace up to 540 °C with a heating rate of 100 °C/h, then maintained the same temperature for 4 h (called as solution treated) and then water quenched at 25 °C. After solution treatment, the samples were again heated at 155 °C with the same 100 °C/h heating rate and maintained the same temperature for 4 h (T6, aging). Then, the aged samples were water quenched to room temperature. Figure 2 shows the schematic of stir casting, stir casting cum squeezing, casting process stages and heat treatment stages. The mechanical properties in terms of hardness and tensile strength were tested according to ASTM E10 and ASTM E8-04 standards, respectively. Table 3 illustrates the mechanical properties of cast samples under T6 heat-treated condition. Further, to see the uniform distribution of SiC particles over the matrix, as an example, A356 with 20 wt% SiC squeeze cast composite surface was examined using an optical microscope and the scanning electron microscope.

a Stir casting cum squeeze casting setup; b A356 raw ingot; c cast specimen

Schematic of stir casting, stir casting cum squeezing, casting process stages and heat treatment stages
2.3 Tribometer study
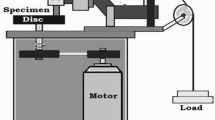
The sliding wear test was performed using a pin-on-disk apparatus (Ducom TR-20LE-M108) at room temperature. For this, at least three cylindrical specimen sizes of ϕ12 × 40 mm in each heat-treated castings were machined and tested and the average was used for investigation. Figure 3a and b shows the macrograph of the pin-on-disk tribometer setup. In the pin-on-disk apparatus, the specimen holder was used to hold the cylindrical specimen and maintain a surface contact against the counter face hardened EN32 steel which has the Rockwell hardness of 63HRC. The machined specimen (Fig. 3c) was polished before the wear test and ensured the surface roughness of around 0.8 μm, whereas the surface roughness of EN-32 hardened steel was around 1.6 μm. The sliding wear test was conducted by varying the applied loads (10, 20, 30 and 40 N) and the sliding distances (1000 and 2000 m). The other parameters, namely, the sliding speed of 490 rpm, run time of 10 min and track diameter of 130 mm, were kept constant. The wear rate and coefficient of friction as responses were measured from three replicas in each condition, and average values are reported in Table 4.

Macrograph of: a pin-on-disk tribometer; b plan view of a, c samples before wear
3 Results and discussion
The main aim of the present investigation was to determine the tribological properties of prepared heat-treated castings with the function of the applied load and the sliding distance. The results correlate the wear process parameters to wear rate and coefficient of friction. Further, the worn-out surface morphology was also examined using SEM and reported.
3.1 Microstructures and mechanical properties examination
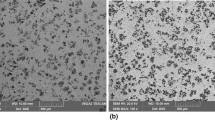
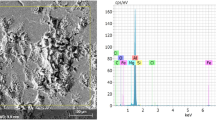
The mechanical properties of the composite sample mainly depend on the distribution of reinforcement particles. Improved mechanical properties can be obtained in most of the composite samples by embedding the ceramic particles and well dispersion in the matrix. Further, proper wetting/adhesive nature of ceramic particles over the soft matrix can enhance and ensure the effective load transfer; consequently, the particular composite exhibits good mechanical characteristics. For this, as an example, the optical microstructure and scanning electron microstructure were carried out on gravity cast A356 alloy, stir cast A356 with 20 wt% SiC composite, squeeze cast A356 with 20 wt% SiC composite shown in Fig. 4. From Fig. 4d, e, it was obvious that A356 with 20 wt% SiC composite samples possesses uniform distribution of SiC particles over the matrix. However, non-uniform distribution with porosity was observed in stir cast A356 reinforced with 20 wt% SiC composite (Fig. 4b, c). Figure 4a shows the optical microstructure of A356 cast alloy which illustrates the formation of dendrites grains with porosity. Figure 5 shows the mechanical properties in terms of Vickers hardness and ultimate tensile strength of samples cast under different processing conditions. The observed hardness and tensile strength were increased steadily with different cast conditions. The measured average hardness was 680 MPa, 840 MPa and 950 MPa for A356 alloy, stir cast A356 with 20 wt% SiC composite and stir with squeeze casting of A356 with 20 wt% SiC composite, respectively. Stir cast A356 with 20 wt% SiC composite exhibits around 24% improved hardness when compared to A356 alloy. This was due to the mixing and embedding of SiC particles over the A356 matrix. Similarly, stir with squeeze cast A356 with 20 wt% SiC composite produced 40% and 14% improved hardness over A356 alloy and stir cast A356 with 20 wt% SiC composite, respectively. This was due to mixing, embedding, uniform distribution of SiC particles (Fig. 4b, c) and improved densification due to squeezing. The ultimate tensile strength was 256 MPa, 298 MPa and 331 MPa for A356 alloy, stir cast A356 with 20 wt% SiC composite and stir with squeeze casting of A356 with 20 wt% SiC composite, respectively. Stir cast A356 with 20 wt% SiC composite produces around 17% improved tensile strength when compared to A356 alloy. This was due to mixing and embedding of SiC particles over the A356 matrix; consequently, more load transfer was carried out (Fig. 5). Similarly, stir with squeeze cast A356 with 20 wt% SiC composite exhibits 30% and 11% improved tensile strength over A356 alloy and stir cast A356 with 20 wt% SiC composite, respectively. Figure 6 a–c shows the SEM fracture images of A356 cast alloy, stir cast A356-20 wt% composite and squeeze cast A356-20 wt% composite, respectively. Large size dimples were observed in A356 cast alloy (Fig. 6a) which indicates more in ductility and lesser in strength. Uneven dimples and large flat surfaces were observed in stir cast A356-20 wt% composite (Fig. 6b) which indicates the non-uniform distribution and/or clustering of reinforcement particles over the A356 matrix. Hence, the stir cast A356 composite sample was not produced more mechanical properties compared to the squeeze cast composite. Uniform and small size dimples were observed in squeeze cast A356-20 wt% composite (Fig. 6c) due to the uniform distribution of SiC particles and improved densification. These results revealed that the squeeze cast composite sample exhibited more in tensile strength due to effective load transfer between SiC particles and A356 matrix.

Microstructures: a SEM image of A356 alloy; stir cast A356 with 20 wt% SiC composites using: b optical microscope; c SEM; squeeze cast A356 with 20 wt% SiC composites using: d optical microscope; e SEM

Variation of Vickers hardness and ultimate tensile strength for different cast samples

SEM fracture images of: a A356 cast alloy; b stir cast A356-20 wt% composite; c squeeze cast A356-20 wt% composite
3.2 Examination of wear rate
Wear usually occurs when two-part surfaces being contacted together due to relative motion; consequently, material loss occurs. Hence, the amount of wear should be diminished in real-time applications, especially for critical components (aircraft, spacecraft, automotive, defense). Figure 7a and b shows the variation of wear rate of A356 alloy, stir cast A356 with 20 wt% SiC composite and stir cum squeeze cast A356 with 20 wt% SiC composite for the sliding speed of 1000 m and 2000 m, respectively. From Fig. 7, it was clear that stir cum squeeze cast A356 with 20 wt% SiC composite sample exhibited lower wear rate in both the sliding speed due to good interfacial bonding of SiC particles over A356 matric, uniform distribution/embedding of SiC particles (Fig. 4) and more homogeneous structural integrity (Table 3, Fig. 5) with less in porosity. The effective interfacial bonding and improved densification due to squeezing were attributed to produce lower wear rate (Fig. 7). Further, the observed lower amount of wear rate for stir cum squeeze cast A356 with 20 wt% SiC composite was related to its mechanical properties (hardness and tensile strength, Table 3, Fig. 5). In addition, due to soft structure for A356 alloy, and poor bonding of SiC particles over matrix in stir cast A3356 with 20 wt% SiC composite, these cast samples produced more wear rate when compared to stir cum squeeze cast composites. Moreover, the wear rate increased with the function of the applied load and sliding distance in all the cast samples. Similar behavior was observed by Nithesh et al. [18]. Light pressure is usually formed at a lower amount of applied load, and hence, less wear rate was observed which produces less debris. However, more amount of material in the form of debris usually occurs at higher load which produces more mechanical rubbing action between the counter disk and the tested sample. This result produces severe wear due to adhesion followed by abrasion as the load increases from low to high [19]. Further, linear wear behavior was observed for all cast samples [20] and the composite samples produced less wear rate due to heat treatment and the presence of high hardened more weight percentage SiC particles [21]. Higher wear rate was recorded for a sliding distance of 2000 m due to more in contact time between counter disk and pin when compared to sliding speed of 1000 m. Overall, squeeze cast A356 with 20 wt% SiC composite exhibited less wear rate due to improved tribological and mechanical properties (Figs. 5, 4, Tables 3, 4). Quantitatively, squeeze cast A356 with 20 wt% SiC composite possessed around 50% and 72% less in wear rate when compared to stir cast A356 with 20 wt% SiC composite and A356 alloy, respectively, at 40-N load and 2000 m sliding distance.

Variation of wear rate with the function of applied load for sliding distance of: a 1000 m; b 2000 m
3.3 Examination of coefficient of friction
The coefficient of friction is the ratio between the frictional force and the applied load. Figure 8 shows the variation of coefficient of friction for A356 alloy, stir cast A356 with 20 wt% SiC and stir cum squeeze cast A356 with 20 wt% SiC composites with the function of applied load and sliding distance. Stir cum squeeze cast A356 with 20 wt% SiC cast specimen exhibited a higher value of the coefficient of friction corresponds to the lower value of wear rate as compared to A356 alloy and A356 with 20 wt% SiC stir cast specimen. This was due to the coupled effect of the squeeze casting process and reinforcement addition of 20 wt% SiC in A356 alloy that makes the squeeze-cased composite with higher hardness and strength which in turn requires higher frictional force during sliding of composite over the rotating disk, whereas the lower frictional force causes coefficient of friction for A356 alloy and A356 with 20 wt% SiC stir cast specimen in the decreasing trend due to the soft nature of matrix material with the higher plastic flow of debris and micropores with poor interfacial bonding of reinforcement particles with matrix alloy in stir cast composite. The coefficient of friction value for the developed castings rises with an increase in all loads starting from 10 to 40 N. While increasing the load, the asperities from the pin surface were entrapped into the rotating disk which leads to two-body abrasion so that there will be more surface roughness between the contacting surfaces and increase in the coefficient of friction [23]. The specimen having A356 with 20% SiC stir cum squeeze cast composite illustrates a higher coefficient of friction compared to other cast specimens. This result was due to the fact that the friction force started to increase with the strength of cast samples in which the squeeze cast composite sample possessed more mechanical strength (Fig. 5, Table 3). Further, the coefficient of friction increases when the applied load increases for all three specimens. A similar trend was observed by the previous researchers [24]. In addition, the coefficient of friction value increases for the developed castings at the sliding distance of 2000 m than 1000 m. This was due to the peel-off of asperities from the pin surface to the rotating disk, so this material starts to deform plastically and to flow, which in turn demands the high frictional force during sliding. The high frictional force increases the coefficient of friction of the developed castings, and hence, it was high in stir cum squeeze cast composites than gravity casting and stir cast composite. Quantitatively, the coefficient of friction of A356 with 20 wt% SiC stir cum squeeze cast composites produced 90.54% and 75.67% higher when compared to gravity and stir cast composites samples for 40-N load and sliding distance of 2000 m, respectively.

Variation of coefficient of friction with the function of applied load for sliding distance of: a 1000 m; b 2000 m
3.4 Examination of worn surface morphology using SEM
The stir cum squeeze cast A356 alloy with 20wt % of SiC-added specimen reveals the best mechanical and tribological behavior (Tables 3, 4, Figs. 5, 7, 8), so that the worn surfaces were reconfirmed through examination with scanning electron microscopy (SEM) analysis. The wear mechanism observed with respect to tribological parametric conditions with the function of applied load and sliding distance. The worn surfaces of stir cum squeeze cast A356 with 20% SiC composites are shown in Fig. 8a. From Fig. 8a, it was obvious that at a low load condition of 10 N explains fine and shallow grooves because of neighborhood radical delamination on the worn surface. Further, it was seen that no detachment in the form of flacks and crack propagation in the worn surface which indicates the mild adhesive wear mechanism occurred. This was due to effective load-bearing capacity produced by a uniform distribution of SiC particles and improved densification and consequently decreased the damage region in the worn surfaces.
Figure 9b shows the worn surface of stir cum squeeze cast A356 with 20% SiC composites at 40-N load. It was clear that, at a high load condition of 40 N, the result demonstrates the formation of coarse grooves due to high pressure at the contact surface which led to more amount of material removal from the sample. Further, it was noted that the absence of crater, severe delamination, particle pull-out were not found on the worn surfaces. These results also indicate the mild delamination wear mechanism occurred due to lighter plastic deformation at the contact surface in addition to squeezing. Figure 9c shows the worn surface morphology of squeeze cast A356 with 20 wt% SiC composite after 1000 m sliding distance. From Fig. 9c, the results indicate that at a lower sliding distance, there was less in damages due to lesser surface stress in the specimen in addition to the decrease in contact time. Figure 9d shows the worn surface of squeeze cast A356 with 20 wt% SiC composite after 2000 m sliding distance. Due to longer sliding distance, more amount of surface stress occurred in the specimen which led to increase in the formation of a number of grooves and mild delamination in the worn surfaces. Further, this result was due to high contact pressure produced at the interface between the specimen and disk.

SEM micrographs of the worn-out surfaces for stir cum squeeze cast composite of A356 with 20% SiC at: a 10-N load; b 40-N load; c 1000 m sliding distance; d 2000 m sliding distance
4 Conclusions
The following observations were drawn from this research work:
Castings were fabricated successfully through three different routes such as gravity die cast of A356 alloy, stir cast of A356 alloy with 20 wt% SiC and stir cum squeeze cast of A356 alloy with 20 wt% SiC particles with T6 heat treatment.
The hardness value for the fabricated castings was found to be 680 MPa, 840 MPa and 950 MPa and ultimate tensile strength of 256, 298, 331 MPa, respectively. Stir cum squeeze cast specimen exhibited a higher hardness value of 950 MPa and ultimate tensile strength of 331 MPa due to the greater bonding along with uniform dispersion of reinforcement particles in the matrix.
Based on the tribological results, applied load followed by sliding distance was observed to be a real effect on wear rate and coefficient of friction.
The wear mechanism observed here was adhesion followed by abrasion when applied load increases from lower to higher level for all the sliding distances. Stir cum squeeze cast A356 with 20 wt% SiC composite produced a low wear rate and higher coefficient of friction due to higher hardness and more in mechanical strength.
However, A356 alloy and stir cast A356 composite exhibited poor in tribological properties due to the soft nature of the matrix and poor interfacial bonding of SiC within the composites which led to higher plastic flow of debris.
From worn surface SEM analysis, it was observed that debris, delamination and groove occur at high load and sliding conditions. Further rupture, fine and continuous grooves were found at low load and sliding condition for A356 alloy with 20 wt% SiC and stir cum squeeze cast specimen. This result indicates mild adhesive and delamination wear mechanisms occurred.
On the whole, stir cum squeeze cast A356 alloy with 20 wt% SiC composites with T6 heat-treated samples exhibits higher hardness and strength followed by better wear and friction behavior, so it can be recommended for alternate material for real-time components in the manufacturing industries.
Data availability
The experimental datasets obtained from this research work and then the analyzed results during the current study are available from the corresponding author on reasonable request.
References
Rana RS, Purohit R, Das S (2013) Tribological behaviour of AA 5083/micron and nano SiC composites fabricated by ultrasonic assisted stir casting process. Int J Sci Res Publ 3(9):1–7
Al-Rubaie KS, Yoshimura HN, De Mello JDB (1999) Two-body abrasive wear of Al–SiC composites. Wear 233-235:444–454. https://doi.org/10.1016/S0043-1648(99)00185-4
Veeresh Kumar GB, Rao CSP, Selvaraj N, Bhagyashekar MS (2010) Studies on Al6061-SiC and Al7075-Al2O3 metal matrix composites. J Miner Mater Charact Eng 9(1):43–55. https://doi.org/10.4236/jmmce.2010.91004
Hashim J, Looney L, Hashmi MSJ (1999) Metal matrix composites: production by the stir casting method. J Mater Process Technol 92(93):1–7. https://doi.org/10.1016/S0924-0136(99)00118-1
Soundararajan R, Ramesh A, Sivasankaran S, Sathishkumar A (2015) Modeling and analysis of mechanical properties of aluminium alloy (A413) processed through squeeze casting route using artificial neural network model and statistical technique. Adv Mater Sci Eng. https://doi.org/10.1155/2015/714762
Soundararajan R, Ramesh A, Mohanraj N, Parthasarathi N (2016) An investigation of material removal rate and surface roughness of squeeze casted A413 alloy on WEDM by multi response optimization using RSM. J Alloy Compd 685:533–545. https://doi.org/10.1016/j.jallcom.2016.05.292
Soundararajan R, Ramesh A, Sivasankaran S, Vignesh M (2017) Modeling and analysis of mechanical properties of Aluminium alloy (A413) reinforced with boron carbide (B4C) processed through squeeze casting process using artificial neural network model and statistical technique. Mater Today 4(2):2008–2030. https://doi.org/10.1016/j.matpr.2017.02.047
Soundararajan R, Saravanakumar P, Sendil PM, Ramesh A, Rajasekaran KM (2018) Effect of squeeze casting process parameters on surface roughness of A413 alloy and A413-B4C composites. Int J Mech Prod Eng Res Dev 8(2):1157–1166
Soundararajan R, Akilesh M, Surya K, Srinivasan S, Sudharson SL (2018) Evaluation of A356-B4C composites fabricated thru ultrasonic assisted stir casting technique. Int J Mech Eng Technol 9(8):727–737
Soundararajan R, Sendil PM, Saravanakumar P, Ramesh A, Sivasankaran S (2018) Effect of die sleeve material on mechanical behavior of A413 aluminium alloy processed through squeeze casting route. Int J Mech Prod Eng Res Dev 8(3):583–590. https://doi.org/10.24247/ijmperdjun201862
Rama Rao S, Padmanabhan G (2012) Fabrication and mechanical properties of aluminium boron carbide composites. Int J Mater Biomater Appl 2(3):15–18
Shalaby EAM, Churyumov AY, Besisa D, Daoud A, El-khair MTA (2017) A comparative study of thermal conductivity and tribological behavior of squeeze cast A359/AlN and A359/SiC composites. J Mater Eng Perform 26(7):3079–3089. https://doi.org/10.1007/s11665-017-2734-3
Ghandvar H, Idris MH, Ahmad N, Moslemi N (2017) Microstructure development, mechanical and tribological properties of a semisolid A356/xSiCp composite. J Appl Res Technol 15(6):533–544. https://doi.org/10.1016/j.jart.2017.06.002
Lashgari HR, Sufizadeh AR, Emamy M (2010) The effect of strontium on the microstructure and wear properties of A356–10%B4C cast composites. Mater Des 31(4):2187–2195. https://doi.org/10.1016/j.matdes.2009.10.049
Radhika N, Raghu R (2016) Investigation on mechanical properties and analysis of dry sliding wear behavior of Al LM13/AlN metal matrix composite based on Taguchi’s technique. J Tribol 139(4):1–18. https://doi.org/10.1115/1.4035155
Sam M, Radhika N (2018) Effect of heat treatment on mechanical and tribological properties of centrifugally cast functionally graded Cu/Al2O3 composite. J Tribol 140(2):1–25. https://doi.org/10.1115/1.4037767
Radhika N, Priyanka MV (2017) Investigation of adhesive wear behaviour of zirconia reinforced aluminium metal matrix composite. J Eng Sci Technol 12(6):1685–1696
Nithesh R, Radhika N, Shiam Sunder S (2016) Mechanical properties and adhesive scuffing wear behaviour of stir cast Cu–Sn–Ni/Si3N4 composites. J Tribol 139(6):1–19. https://doi.org/10.1115/1.4036185
Manu KMS, Sreeraj K, Rajan TPD, Shereema RM, Pai BC, Arun B (2015) Structure and properties of modified compocast microsilica reinforced aluminum matrix composite. Mater Des 88:294–301. https://doi.org/10.1016/j.matdes.2015.08.110
Joshi YG, Gupta AR, Shingarwade RU (2014) Scrutinization of A356/25SiCp AMC and gray cast iron as brake rotor material. Int J Res Advent Technol 2(2):1–7
Ghandvar H, Idris MH, Ahmad N, Moslemi N (2017) Microstructure development, mechanical and tribological properties of a semisolid A356/xSiCp composite. J Appl Res Technol 15:533–544. https://doi.org/10.1016/j.jart.2017.06.002
Rahman MH, Al Rashed HMM (2014) Characterization of silicon carbide reinforced aluminum matrix composites. Procedia Eng 90:103–109. https://doi.org/10.1016/j.proeng.2014.11.821
Bobic I, Ruzic J, Bobic B, Babic M, Vencl A, Mitrovic S (2014) Microstructural characterization and artificial aging of compo-casted hybrid A356/SiCp/Grp composites with graphite macro particles. Mater Sci Eng, A 612:7–15. https://doi.org/10.1016/j.msea.2014.06.028
Ravindran P, Manisekar K, Rathika P, Narayanasamy P (2013) Tribological properties of powder metallurgy—processed aluminium self lubricating hybrid composites with SiC additions. Mater Des 45:561–570. https://doi.org/10.1016/j.matdes.2012.09.015
Author information
Authors and Affiliations
Corresponding authors
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Technical Editor: Paulo de Tarso Rocha de Mendonça, Ph.D.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Soundararajan, R., Sivasankaran, S., Babu, N. et al. Appraisal of tribological properties of A356 with 20% SiC composites under dry sliding condition. J Braz. Soc. Mech. Sci. Eng. 42, 147 (2020). https://doi.org/10.1007/s40430-020-2231-8
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40430-020-2231-8