
Abstract
The electromagnetic tube compression is a high-speed electromagnetic pulse-forming process. The process can be used for connecting metal tube with other tube and bar, and the traditional forming method can be partially replaced. At present, the development and application of the electromagnetic forming technology are restricted, and the main problems are the control of the forming process, the precise forming, and accurate measurement of small diameter tubes. Through the electromagnetic tube compression experiment and optical strain measurement of 6063 aluminum alloy, small diameter tubes were carried out; the numerical simulation analysis of electromagnetic field under different field shaper parameters was carried out and combined with theoretical derivation. In this paper, the theoretical relationship between the electromagnetic force and the process parameters was determined, the influence of the discharge voltage and the process parameters of the field shaper on forming was analyzed, and the reasons for the difficult forming of the small diameter tubes were discussed. The result shows that, the smaller the tube diameter, the harder it is to form. The greater the angle of inner slope of the field shaper, the higher the forming efficiency, and the angle is 40°, which is more reasonable. The higher the discharge voltage, the greater the deformation. The combination of traditional measurement and optical measurement is efficient and accurate to measure tube strain. The uneven distribution of the electromagnetic force along the circumferential direction is caused by the gap of field shaper, which is the main reason for the uneven deformation of the aluminum tube.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Electromagnetic forming is a new type of plastic forming process; it is a high-speed forming method for deformation of metal tube blank and metal thin slab by magnetic force [1]. The strain rate is high during the forming process [2]. The strain rate effect can improve the forming limit of the forming material and reduce the springback of the workpiece [3]. And it is very suitable for processing high-conductivity light alloy materials, such as aluminum alloys, magnesium alloys, copper alloys, and with the rapid development of aerospace and other high-end manufacturing in the direction of lightweight, electromagnetic forming technology is more and more widely used [4, 5]. Due to the axisymmetric distribution of the Lorentz force [2], the process is suitable for machining axisymmetric parts. Electromagnetic tube compression is a commonly used method in the electromagnetic forming process. It can be applied to the process of local diameter reduction, overall diameter reduction, diameter shrinkage with die, tube and bar connection, tube and tube connection, metal and nonmetal connection, etc. [6,7,8,9]. Although small diameter aluminum alloy tubes are widely used in electromagnetic tube compression, there are still problems such as difficulty in accurate forming and difficulty in accurately measuring deformation. There is less research on the mechanism of electromagnetic tube compression in this structure type of field shaper and coil, and there is lack of analysis of the influence of the field shaper parameters on the forming electromagnetic force efficiency and forming uniformity. The working coil life has not been significantly improved, and the finer the tube, the more difficult it is to form [10]. Due to the limitation of factors such as the small size of tube and the curved surfaces, the strain value of the region of reduced diameter is not easily obtained by conventional measurement methods.
In this paper, the main parameters affecting the electromagnetic force are analyzed by deducing the theory of forming force of the electromagnetic tube compression. The field shaper of new fixing measure of the coil is used, the service life of the working coil is effectively improved by it. When the size of the tube and the working area of the field shaper are both determined, the influence of the main parameters of the field shaper on the electromagnetic force efficiency is analyzed by using electromagnetic field numerical simulation software, to determine the reasonable field shaper parameters. And the optimized field shaper and coil are used to carry out the diameter reduction experiment of 6063 aluminum alloy tube, and the forming law of the aluminum tube is summarized under different discharge conditions for more accurate forming. The strain measurement method combined with a conventional method and a 3D optical method is used to reasonably improve the measurement accuracy of the aluminum tube deformation. Combined with the value and distribution of the electromagnetic force in the diameter reduction area of the tube in the numerical simulation, the reasons for the uneven deformation of the aluminum tube in the experiment are revealed.
2 The principle of electromagnetic tube compression and electromagnetic force analysis
2.1 The principle of forming
Forming principle: The stored electricity is released from the storage capacitor C, and the air switch K is closed by the high voltage to form a channel. At this moment, a strong magnetic field B is generated when the current i passes through the spiral coil. The induction current J is generated on the outer surface of the workpiece, and an induction magnetic field B′ is generated by the induction current J. Since the initial magnetic flux of passing through the workpiece is prevented by the reverse magnetic flux of the inductive current J. Then the magnetic induction line will become dense in the gap between the coil and the workpiece, and pass through the gap in the same direction. Mutual repulsive electromagnetic forces P are generated in the gap, to deform the workpiece.
2.2 Electromagnetic force formula
When analyzing the theoretical value of electromagnetic force in electromagnetic tube compression, the circuit in Fig. 1a can be simplified to R–L–C equivalent circuit (including the storage capacitor C, the inherent resistance of the discharge loop R0, the inherent inductance of the discharge loop L0, the resistance of the working coil and the workpiece Rm, the inductance of the working coil and the workpiece Lm), the following differential equation can be obtained from the R–L–C equivalent circuit [11].

The principle of electromagnetic tube compression and the force analysis of tube. C-capacitor; K-air gap switch; B—magnetic field generated by working coil; B′-induced magnetic field generated by workpiece; l—workpiece length; l0- coil length; Zd—axial center distance of workpiece and coil; r0—coil inner radius; Δ—clearance of coil and workpiece; Pr—radial electromagnetic force; Pz—axial electromagnetic force; W—induced current penetration depth on pipes; J—induced current of tube; b— pipe thickness; (r0 − Δ)- pipe outside radius; Bz + B ′z is the axial magnetic field component; Br + B ′r is the radial magnetic field component)
L—discharge circuit inductance (L = L0 + Lm−2M, M—workpiece and coil mutual inductance), R—discharge circuit resistance (R = R0 + Rm), i—discharge current, C—discharge capacity, X—mutual induced electromotive force. The second-order differential equation is obtained by taking the derivative of i with respect to time t in the above equation
For the solution of Eq. (2), when the R is small, the following equation can be obtained:
Im—discharge current amplitude, Im= V/ωL. V—capacitor charge voltage. β—discharge current attenuation coefficient, β = R/2L. ω—discharge current angular frequency, ω = (ω 20 −β2)1/2, ω0 = (LC)−1/2. Normally, β ≪ ω0, so ω ≈ ω0, Im= V(C/L)1/2. F—discharge current frequency, f = 1/T = ω/2π = 1/2π(LC)1/2. T—discharge cycle, T = 2π(LC)1/2.
The literature [10, 12] shows that the electromagnetic force distribution characteristics and theoretical research of electromagnetic tube expansion are also applicable to the electromagnetic tube compression. The difference is that the position of the tube and the coil is opposite. In Fig. 1b, the electromagnetic force of any micro-body in the compression area of the tube is analyzed. The electromagnetic force formula of diameter reduction can be established by the force analysis and combining with the existing theoretical knowledge [13, 14] and the literature [10, 12].
N—unit length coil turns. R—tube outer diameter. W—induced current penetration depth on tube. b—tube thickness. e—tube material conductivity. μ—tube permeability. μ0—vacuum permeability. k = r, radial direction. k = z, axial direction.
The electromagnetic force (Pr, Pz) is proportional to n2, I 2 m , r 20 /(r0−Δ) and e. Characteristics of the axial distribution function Qr(z) and Qz(z) are related to l0, l, Zd, Δ, r0−Δ, e and other parameters [10].
3 Geometric parameters, material properties, and pretreatment of tube
This forming experiment mainly studies the forming characteristics of aluminum alloy small diameter tube under the electromagnetic tube compression process. 6063 aluminum alloy circular tubes are used, and the free shrinkage is used. 6063 aluminum alloy material properties and chemical compositions can be known from the literature [15, 16], and are shown in Tables 1 and 2.
Since electromagnetic forming is a kind of non-contact deformation, the surface quality of workpiece is not affected.
In order to clearly observe and measure tube deformation after forming, the way of aluminum alloy tube surface grid can be chosen, and the deformation of aluminum alloy workpiece can be reflected by the grid deformation. In this experiment, a laser marking method is adopted according to the metal material characteristics of aluminum alloy and the small size of tube (Fig. 2). The forming of electromagnetic tube compression is symmetric about the central axis of the tube. To facilitate the observation and measurement of deformation, the square grid is marked on the outside surface of the main deformation area of tube, and each square grid size is 1.5 mm × 1.5 mm. Firstly, the grid size, arrangement mode, and total number are input into the data input system of laser marking equipment. Then the speed of the claw plate is adjusted to fit the laser marking speed. Finally, the axis of the tube coincides with the red marking line of showing the laser marking path and the fix claw plate to complete the marking.

Laser marking grid on the tube
4 Experiment tooling and forming equipment
The electromagnetic forming equipment with a capacitance of 600 μF and a charging voltage range of 0–10 kV is used in the experiment, as shown in Fig. 3. Electromagnetic forming energy calculation formula is W = (CU2)/2, where the W is the discharge energy (J), the C is the discharge capacitance value (F), and the U is the discharge voltage value (V). From this formula, the energy value of each forming test can be calculated, and the maximum discharge energy of the forming equipment is 30 kJ.

Experiment tooling and forming equipment of the electromagnetic tube compression
According to the forming characteristics of the electromagnetic tube compression, the main deformation is the compression deformation in the radial direction. The axial deformation is very small, and therefore, the tooling method mainly based on axial positioning is adopted. In the process of assembling coils, field shaper, and aluminum alloy tube, the insulating problems between the two must be fully considered. In general, insulating materials such as high-voltage insulating tapes and insulating papers are used in actual forming. The field shaper is an important tool for this whole experiment. Due to the function of field shaper in the electromagnetic tube compression, the forming effect of the tube can be significantly improved, the field shaper is a magnetic flux transmission medium between the coil and the tube, and it has the following features [17, 18]: (1) It has high strength (usually uses copper) and the stability, and service life of the working coil can be ensured. (2) It can concentrate the magnetic flux to the tube area requiring deformation and achieve uniform forming (shown in Fig. 4a, b). (3) The working efficiency of the electromagnetic forming system can be improved, and energy waste can be reduced. In this study, a new type of field shaper of reducing diameter is used, and it is an improved type of the old field shaper. As shown in Fig. 4, the material of the new field shaper is copper, and its strength is high, which can significantly increase the service life of the coil, and there is less negative impact on transmission and aggregation of magnetic flux. Based on the characteristics of the field shaper, it can be simplified as a special forming coil, instead of the solenoid coil in Fig. 1. The forming principle and the force analysis of the tube are the same as in Fig. 1 and except for the process structure form, as shown in Fig. 5.

Field shaper and comparison of the forming results in two working conditions (a using field shaper. b using the ordinary coil. a, b—copper tube, tube length is 25 mm, outside diameter is 8 mm, wallthickness is 1 mm)

Geometric parameters of the field shaper (θ—angle of inner slope of the field shaper; r—tube outer radius; h—clearance of field shaper and tube; rc—field shaper outer radius; rm—coil inner radius; l2—field shaper working area length; i2—working area current; i1—field shaper current; l1—field shaper length)
The field shaper coil system can be simplified by the analysis of the literature [19], the influence of the field shaper gap is ignored, and the working current i2 can be gained by deriving.
ϕ—system magnetic flux (Wb), L(θ)—field shaper inductance (H). The field shaper working current i2 is proportional to the field shaper inductance L(θ), that is, the working efficiency of the field shaper is proportional to L(θ). When the L(θ) is much larger than the inductance of the forming device and the coil and mutual inductance, the field shaper working efficiency will be significantly improved. When the L(θ) increases, the total inductance L of the entire forming system will be increased, the discharge current angular frequency ω will be decreased, ω = (LC)−1/2, and the skin depth W will be increased. When the W is equal to the tube wall thickness b, the energy utilization efficiency is the highest. If it continued to rise, the energy dissipation of the tube forming will be increased. Therefore, it is necessary to reasonably increase the inductance L(θ). However, when the l2 and the h is constant, the main process parameter of affecting the L(θ) is the angle of inner slope of the field shaper θ.
It can be seen from the analysis of the literature [20], when the θ is increased, the L(θ) is correspondingly increased. And it is reasonable that the θ is controlled within a range of 30° ≤ θ ≤ 90°.
To determine the angle θ of the field shaper of the experiment tooling, the professional electromagnetic field simulation method can be used to reasonably analyze the transient magnetic field problem, and it is based on Maxwell’s differential equation theory. The values of process parameters of the field shaper and coil are shown in Tables 3 and 4. Because of the geometrical parameters and the number of turns of coil, the value of θ should be less than 45°. Combining with the above, the value of θ should be in the range of 30° to 45°. Four kinds of inner slope angle θ of the field shaper are analyzed by using electromagnetic field simulation software: They are (a) θ = 30°, (b) θ = 35°, (c) θ = 40°, (d) θ = 44°.
According to the geometric parameters in Tables 1 and 4, three-dimensional models of the field shaper of four kinds of θ value and coil and tube are established in the electromagnetic field numerical simulation software. The material of field shaper and coil is copper, and the electrical resistivity is 1.72 × 10−8 Ω m, and the relative permeability is 1. The material of tube is aluminum alloy, and the electrical resistivity is 3.4 × 10−8 Ω m, and the relative permeability is 1. The solution domain is vacuum. The tetrahedron element is used for three-dimensional electromagnetic field analysis in software, the shape of the element type is simple and can be well adapted to the complex shapes of the field shaper, coil, and tube, and the meshing is relatively stable. The meshing is performed by using the meshing setting in the simulation software, and adaptive meshing is used for 3D models according to the maximum edge value of the element, and the mesh size can be manually adjusted for the part of complicated shape. Due to the skin depth effect of the magnetic field, it is necessary to make the meshing size as small as possible and to stratify when the meshing of the tube and the field shaper is performing. The contact surface between the models is set as the default natural boundary condition, and the solution domain surface is set as the insulation boundary condition, and the magnetic field strength of the solution domain surface is zero. An external load circuit is applied at both ends of the coil, the discharge capacitor is 600 μF and the discharge voltage is 7500 V, and the waveform of discharge current is shown in Fig. 6. Since the whole discharge process changes with time, the analysis solution type is set as the transient solution, and the solution time is set as the first positive half wave of the discharge current period, which usually is 60–70 μs, and the time step is as small as possible, set as 1 μs.

Waveform of discharge current
Figure 7 shows a comparison result of the maximum value data of the induced current J of tube of the four types of field shaper at each discharge time. Figure 8 shows a simulation result of the peak value of the tube-induced current J, under the condition of the four θ values sets. It can be seen that the induced current of the tube is mainly concentrated in the position of contacting with the working area of field shaper, and the maximum induced current density value is also in this region, which is actually the largest forming region of the tube. The time of four situations at which the tube-induced current density J reaches the maximum value is basically same and is 8 to 10 μs of the whole discharge period. When θ = 35°, the tube-induced current density J is the smallest. When θ = 44°, the J is the largest. The J generally increases as the θ value increases. Figure 9 shows the simulation results of the electromagnetic force (volumetric force) P peak value of the tube under the condition of the four θ values sets. The electromagnetic force P is also mainly concentrated in the position of contacting with the working area of field shaper, and the maximum electromagnetic force value is also in the region. And the maximum electromagnetic force is located in the axial center section of the tube, the maximum deformation displacement of following tube forming experiment is also located in this position. At 13 to 14 μs, the P of the tube of the four types of field shaper reaches the maximum. The P value generally increases as the θ value increases. When θ = 35°, the P is the smallest. And when θ = 44°, the P is the largest.

Maximum value of tube-induced current J at each discharge time

Peak value of tube-induced current J of each θ value

Peak value of tube electromagnetic force P of each θ value
To sum up, it can be considered that the energy utilization rate of the entire electromagnetic tube compression system reaches the maximum when θ = 44°, and it is the second largest when θ = 40°. When θ = 44°, the coil on the field shaper is close to the edge of the field shaper, and the strength at both ends of the field shaper is weak. Because of these factors of the stability of the forming test system, the overall strength of the field shaper, the number of turns of the coil and the skin depth, it is reasonable to use the θ = 40° of field shaper in the actual forming process.
5 Forming experiment and results analysis of the electromagnetic tube compression
In order to gain the obvious forming effect of electromagnetic tube compression, the single variable method of discharge voltage is used in this experiment. In the actual experiment, the 6063 aluminum tube with an outer diameter of 8 mm and a wall thickness of 1 mm is not deformed under the condition that the discharge voltage of the capacitor is less than 5500 V, and the working coil is damaged under high load when the discharge voltage is greater than 7500 V. In order to ensure the effectiveness and stability of the forming of the aluminum tube, the 6063 aluminum alloy tubes are divided into five groups and, respectively, formed under discharge voltage of 5500 V, 6000 V, 6500 V, 7000 V, and 7500 V. The experimental results are shown in Fig. 10, the capacitance value C is 600 μF, and the value of gap between tube and field shaper h is 1 mm. Forming results of each discharge voltage are compared in Fig. 10, and it can be found that the deformation area is mainly concentrated in the middle of the tube. And the position is also where the working area of field shaper contacts with the tube. The magnetic flux density is concentrated in the part. At 5500 V, the discharge energy is 9075 J and the deformation displacement of tube is basically zero. As the discharge voltage increases, the radial deformation of the tube is increased continuously. When the discharge voltage is 7500 V, the discharge energy reaches 16875 J and the radial deformation of tube is the largest. Combining the experimental results with the above electromagnetic force analysis, the gap between the field shaper and the tube is small, Δ ≪ r0, and therefore r0 ≈ r0−Δ. Because of Pr∝ r 20 /(r0−Δ) ≈ r0−Δ, as the radius of the tube is reduced, the radial electromagnetic force is smaller. If the radial force is simplified to the stress state of simple girder according to the overall force of the tube, as shown in Fig. 11, the distance between fulcrums A and B is closer, and the deformation of the tube is harder. Therefore, the tube diameter is smaller, and the process is harder. The radial electromagnetic force Pr of the tube is the largest in the middle of tube length, and it is the smallest in the tube end. The actual variation of the outer diameter value of different voltages is shown in Fig. 12, and the deformation amount is increased significantly in the discharge voltage range of 6500 V to 7000 V; however, the deformation is increased slowly in the range of 7000 V to 7500 V.

Experimental results of the electromagnetic tube compression

Simplified diagram of radial force analysis of the small diameter tube

Results of outer diameter change of the electromagnetic tube compression
When the discharge voltage is 7000 V, the position of outer diameter for obvious reduction of aluminum alloy pipe is the area of d′= 7.0 mm, where the outer diameter is the smallest. Based on the mathematical relationship between the circumference reduction value and the average circumferential strain, the following formula is derived.
(\( \bar{\varepsilon } \) is the average circumferential strain, d = 8 mm is the initial outer diameter of the tube, and d′ is the outer diameter after deformation), the average circumferential strain of the d′= 7.0 mm position can be calculated, and it is 12.5%. The VIALUX’s grid strain tester and measurement result of circumferential strain at 7000 V discharge voltage are shown in Fig. 13, and the strain measured value of the largest deformation area of the middle of the tube is about 12.4%. The grid deformation of the tube surface is recorded by optical means. Then the whole surface strain value is calculated by the grid processing software Auto Grid. Finally the three-dimensional strain cloud diagram of the tube surface is generated. As shown in Fig. 14, the tube circumferential strain measurement values of other four sets of different discharge voltage are compared with the calculated average value. It is shown that the higher discharge voltage, the larger circumferential deformation of the tube, and the greater circumferential strain. The strain measured data of the tester is in good agreement with the calculated average data, and the difference between the two is relatively smaller. Therefore, for the highly accurate strain measurement of such small diameter tube, a combination of the conventional measuring method and the optical measuring method is reasonable, and good results will be received.

Measured value of circumferential strain at 7000 V discharge voltage

Comparison between the measured value and calculated value of tube circumferential strain
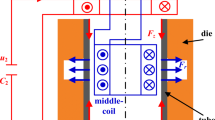
The radial deformation of the aluminum tube may be uneven in the experiment. Figure 15 shows the distribution of the forming magnetic field force in the circumferential direction and the axial direction of the tube. The magnetic field force is directed to the center of the tube in the radial direction. During the discharge process, the value of the magnetic field force will decay with the discharge time, and the distribution of magnetic field force has not changed. It can be seen from the figure that the electromagnetic force distribution in the circumferential direction of the tube is uniform except for the position contact with the gap of field shaper, and the electromagnetic force at this contact position is significantly smaller than other regions, and the distribution is sparse. In the axial direction along the tube, the magnetic field force is concentrated in the center position of the tube, and the value is larger. The magnetic force is distributed more and more sparsely along both ends of tube, and the value is basically 0 at the end. The electromagnetic force distribution range of the contact position in the axial direction is not significantly affected, but the electromagnetic force of this position is smaller than other positions. Therefore, the magnetic force of the contact position is smaller than the rest of the tube in all direction, and the radial deformation of the S region of the aluminum tube in Fig. 15 is smaller than other regions, so that the forming of diameter reduction is uneven. The radial displacement of the area S of the aluminum tube is reduced, so that the circumferential compressive strain εθ of the area is reduced, and the radial compressive strain εr is also reduced. At this time, it is known from the strain law that the axial tensile strain εz of the area will be reduced. Because of the sum of these axial strain changes, the phenomenon of the axial elongation at this area S will be smaller than other areas, and the bending of the aluminum tube is caused. And the longer the tube is, the more obvious the phenomenon.

Schematic diagram of magnetic field force of diameter reduction of the tube
6 Conclusion
-
(1)
The forming principle of electromagnetic tube compression was analyzed, and the electromagnetic force relationship of forming process was derived by combining with electromagnetic theory and scientific technical literature data. Radial electromagnetic force Pr and axial electromagnetic force Pz were proportional to n2, I 2 m , r 20 /(r0−Δ) and e. The smaller the diameter of the tube, the harder it was to form.
-
(2)
By the theoretical analysis of the field shaper, when the working length l2 and the gap h were constant, the angle θ of inner slope of field shaper was the main technical parameter. The range of 30° ≤ θ < 45° was reasonable. By the simulation analysis of the induced current J and the electromagnetic force P during electromagnetic tube compression, J and P generally increased with the increase in the value of θ. The forming efficiency reached the maximum at θ = 44°. In order to ensure the stability of the forming system and the strength of the field shaper, the θ = 40° should be used in the actual forming process.
-
(3)
Experiment results analysis of electromagnetic tube compression of 6063 aluminum alloy small diameter tubes showed that the deformation area was concentrated in the working area of the field shaper, and the deformation was uniform. As the discharge voltage increased, the tube radial deformation increased continuously. The actual forming energy utilization rate was higher at a discharge voltage of 7000 V.
-
(4)
It was reasonable to measure the strain of small diameter tube by the combination of traditional measurement and optical measurement. The accuracy and efficiency were relatively high. The uneven distribution of the electromagnetic force along the circumferential direction is the main reason for the uneven deformation of the aluminum tube.
References
Li CF, Yu HP (2005) State of the art of study of electromagnetic forming theory. J Plast Eng 5(12):1–6
Gui YL, Sun CW, Li Q et al (2006) Experimental studies on dynamic tension of metal ring by electromagnetic loading. Explos Shock Waves 6(26):481–485
El-Azab A, Garnich M, Kapoor A (2003) Modeling of the electromagnetic forming of sheet metals: state-of-the-art and future needs. J Mater Process Technol 142(3):744–754
Han F, Mo JH, Huang SH (2006) Application of electromagnetic forming technology in the automobile industry. J Plast Eng 5(13):100–105
Jiang HW, Li CF, Zhao ZH et al (2004) Current research situation of electromagnetic forming technique. Mater Sci Technol 3(12):327–331
Huang WS (1993) Jointing of copper to polyurethane tube by electromagnetic pulse forming. Maters Process Tech 37:83–93
Rajiv S, Shanmuga Sundaram K, Narendran C (2012) Finite element analysis of electromagnetic compression forming of steel tubes. Procedia Eng 38:2520–2524
Fan W, Mo JH, Cui XH et al (2015) Research on electromagnetic pulse connection characteristics of metal tube. Forg Stamp Technol 6(40):43–49
Sun JF, Li ZQ, Ran Y (2018) Study on magnetic pulse welding of 40Cr medium carbon steel and 6061 aluminum alloy pipes. Hot Work Technol 3(47):213–215
Huang SY, Chang ZH, Tian ZW et al (2000) Analysis of electromagnetic force in electromag- netic tube forming. J Plast Eng 2(7):30–34
Tsinghua University (1978) High impulse current technology. Science Press, Beijing
Huang SY, Chang ZH, Tian ZW et al (2000) Analysis of magnetic pressure in electromagnetic tube forming. China Mech Eng 10(11):1169–1172
Lei YZ (1991) Axisymmetric coil magnetic field calculation. Chinese Metrology Press, Beijing, pp 61–65
Liang CB, Qin GR et al (1980) Electromagnetism. The People’s Education Press, Beijing, pp 602–610
Gao AH, Wang FR (2012) Effect of Mg/Si mass ratio on microstructure and properties of 6063 alloy. Mater Heat Treat 16(41):23–24
Qiao JS, Che HY, Chen JH (2006) Investigation of axial anti-collapse behavior of square aluminum alloy tube 6063. J Lanzhou Univ Technol 2(32):14–15
Fan ZS, Yu HP, Li CF (2016) Plastic deformation behavior of bi-metal tubes during magnetic pulse cladding: FE analysis and experiments. J Mater Process Technol 229:230–239
Fan W (2015) Characteristic research on aluminum alloy and steel tube by electromagnetic pulse connection. Dissertation, Huazhong University of Science and Technology, China
Batygin Yurv, Daehn Glenn (1999) The pulse magnetic fields for progressive technologies. Kharkov, Columbus
Zhao ZX (2011) Research on magnetic pulse joining of 3A21 aluminum-20 steel tubes with field shaper assisted coil. Dissertation, Harbin Institute of Technology, China
Author information
Authors and Affiliations
Corresponding author
Additional information
Technical Editor: Márcio Bacci da Silva, Ph.D.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Wang, Z., Chen, C., Liu, C. et al. Research on electromagnetic tube compression of small diameter aluminum alloy tube and efficiency of field shaper. J Braz. Soc. Mech. Sci. Eng. 41, 177 (2019). https://doi.org/10.1007/s40430-019-1659-1
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40430-019-1659-1