
Abstract
The present study aims to investigate the tool wear mechanism of TiAlN-/NbN-coated tungsten carbide insert during end milling of hard Ti alloy under cryogenic treatment at 24 h and 48 h. The output responses are examined by looking at the flank wear, tool wear mechanism, elemental composition analysis, cutting force and vibration acceleration signal. A 12–23% and 4–11% reduction in the flank wear was noted at 48-h and 24-h cryogenically treated inserts (CTI) when compared with untreated insert. The reduction in the cutting force and vibration was also observed in the CTI when compared with untreated insert. The results showed better machinability and enhanced tool life for CTI, which is better than untreated insert under the same set of working conditions.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Ti–6Al–4V alloy is generally used in aerospace and medical industries due to its distinctive properties such as strength-to-weight ratio, high toughness, high resistance to corrosion and biocompatibility [1, 2]. However, the titanium alloy is categorized as difficult to machine under dry conditions because of low thermal conductivity, low elastic modulus and high chemical reactivity and causes early failure of the tool due to excessive abrasion and adhesion wear [3]. Because of these properties, the surface quality of the machined parts and cutting tool life are worsening which leads to the slowdown in the rate of production. So, there is a need to increase the rate of production without compromising the surface quality, cutting tool life with high wear resistance and hot hardness during the machining of titanium alloy under dry conditions. Recently, much effort has been made by a lot of researchers to improve the tool life by performing cryogenic treatment on cutting tool inserts. During cryogenic treatment, the material temperature drops to − 196 °C from the room temperature, held at a predetermined time and extended back to room temperature. The available literature related to the machining of titanium alloy showed substantial improvement in reducing tool life due to microstructural changes after cryogenic treatment. Normally, the cryogenic fluid is supplied in the cutting zone to reduce the effect of heat generation and to improve the machinability during machining operations such as turning, drilling and milling (e.g. supplying cryogenic coolant at machining zone, compressed cold air and MQL) [4,5,6]. In the other way, cutting inserts are treated with cryogenic fluids to enhance the durability and wear properties of the same.
Nowadays, the coated tungsten carbide (WC) inserts are effectively used for machining hard titanium alloys at higher cutting speeds and higher feed rates. Yong et al. [7, 8] evaluated the performance of cryogenically treated tungsten carbide tools in turning as well as milling and noticed 28–38% improvement in tool life. Sreerama et al. [9] studied the machinability behaviour of C45 steel with deep cryogenically treated tungsten carbide inserts and noticed considerable improvement in flank wear and machinability after cryogenic treatment due to changes in microstructure. In the same way, Thakur et al. [10] observed the significant improvement in wear resistance of the WC insert after cryogenic treatment.
Vadivel and Rudramoorthy [11] conducted a research on coated carbide inserts during the turning operation. The experimental results showed that cryogenically treated inserts exhibit better performance compared to untreated inserts. In another work, Ozbek et al. [12] carried out an experimental investigation in the dry turning of stainless steel with and without cryogenically treated tungsten carbide insert. The cryogenically treated insert showed improvement in terms of 9% growth in grain size, 6% growth in the microhardness, 34% and 54% reduction in flank wear and crater wear, respectively, when compared with untreated inserts. Likewise, Chetan et al. [13] measured the performance of coated and uncoated carbide inserts during dry, turning of Nimonic alloy after deep cryogenic processing. A comparison of tool wear performance of coated and uncoated inserts after deep cryogenic treatment was made, and it is reported that TiAlN-coated carbide insert has shown a 17% reduction in the cutting force when compared with uncoated insert. Similarly, Ahmed et al. [14] improved the effectiveness of cutting tool by supplying liquid nitrogen (LN2) at the cutting zone during machining.
Till now, very few researchers investigated the effect of cryogenic treatment on coated carbide inserts in the dry milling of hard titanium alloy. In this regard, Safari et al. [15] investigated the cutting force and surface roughness during high-speed end milling of Ti–6Al–4V alloy with uncoated and coated insert. They noted that there is a substantial improvement in surface roughness and cutting force compared to uncoated insert. In another work, Jawaid et al. [16] investigated the wear mechanisms of coated carbide tools during face milling of titanium alloy. Two types of coated inserts such as TiN and TiCN + Al2O3 were used for machining, and it was reported that multilayer coated insert provided better performance in terms of tool life. Recently, Celik et al. [17] have investigated the effect of cryogenic treatment on the microstructure and the tool wear behaviour of coated and uncoated WC–Co insert for the end milling of the Ti–6Al–4V alloy. They identified major tool wear mechanisms such as flank wear, chipping, built-up edge (BUE) and tool breakage. In another work, Shokrani et al. [18] investigated the effect of cryogenic machining on surface integrity in CNC end milling of the Ti–6Al–4V alloy. The application of LN2 showed significant improvement on surface roughness and subsurface microhardness when compared with dry and flood cooling. Sun et al. [19] investigated the effect of cryogenic compressed air cooling on cutting force and tool wear during machining of the Ti–6Al–4V alloy. They observed the decrease in cutting force at higher cutting speed due to a reduction in built-up edge chip size. Antonialli et al. [20] developed a way to reduce the vibration of cutting tool during the milling process of Ti–6Al–4V. They reported that to attain a productive milling operation and long tool life, tool vibration has to be reduced. The failure of cutting edge caused by fatigue can be prevented by lower vibration. In the same way, Sun et al. [21] conducted the investigations on high-speed vibration cutting process of Ti–6Al–4V alloy on numerical and theoretical aspects. They developed the cutting models based on the coupling Eulerian–Lagrangian (CEL) finite element (FE) method, to simulate forced vibration (FV) and self-excited vibration (SEV) cutting phenomena.
Based on the existing literature, it was identified that because of cryogenic treatment, the cutting tool inserts achieved high strength coupled with high wear resistance due to microstructural changes. Till now, very limited work has been done on the tool wear of coated carbide inserts after cryogenic treatment during end milling of titanium alloy in a dry environment. Normally, the titanium alloys are machined under wet conditions, but in this study, an effort has been made to conduct the experiments in dry conditions. In order to avoid the problems associated with working fluids, reduce the overhead cost of manufacturing and develop the cutting inserts to withstand the dry environment, dry machining was chosen. However, the previous works related to the machining of titanium alloy have not completely revealed the tool wear mechanisms, cutting force and vibration analysis of cryogenically treated carbide inserts. By considering all, the present study aims to investigate the effects of cryogenic treatment on tool wear, cutting force, surface roughness and vibration signal analysis in the end milling of titanium alloy under a dry condition with and without coated carbide inserts.
2 Experimental work
2.1 Workpiece and tool insert
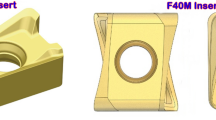
In this end milling study, the commercially available Ti–6Al–4V alloy was chosen as the workpiece material with dimensions of 200 × 100 × 20 mm. The PVD TiAlN/NbN-coated MS2050-grade tungsten carbide insert was used as a cutting tool insert and SECO R217.69-2525 super turbo end mill with an indexable tool holder used to conduct the experiment. The commercially available WC–Co insert with a nominal composition of 10 wt% cobalt was used in this study. Figure 1 shows the cross-sectional view of TiAlN-/NbN-coated tungsten carbide insert with coating layer thickness.

Cross-sectional view of TiAlN-/NbN-coated WC–Co insert
2.2 Cryogenic treatment
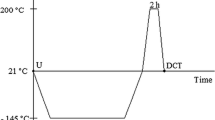
Figure 2a, b shows the complete cryogenic processing of coated carbide inserts with time and temperature. The inserts were cooled down slowly from room temperature to − 196 °C, and after soaking at different periods at 24 h and 48 h, they were then brought to room temperature. Further, the cryogenically treated inserts were subjected to tempering heat treatment at 300 °C for 3-h duration and then gradually cooled in the air [22, 23]. In order to relieve the residual stresses from the cryogenically treated inserts and to enhance microstructure of the carbide tool matrix, tempering heat treatment was done.

Cryogenic treatment of TiAlN-/NbN-coated WC–Co insert: a 24 h, b 48 h
2.3 Experimental set-up
All the end milling experiments were done in a CNC machine VMC (DOOSAN DNM415) under a dry environment with repetition of two times for all the situations at room temperature. Cutting forces were measured by means of Kistler dynamometer (piezoelectric type) with a charge amplifier. Further, the post-processing data are stored in the Anzheng Cras system. A vibration sensor was fixed on the spindle with the aid of magnetic fixture to record the vibration signals during the milling operation. The vibration system is mainly composed of KD10005LA acceleration sensor, a B&K data recorder and signal acquisition with analysis software version 7.1. Vibration sensor simultaneously measures signals in two directions. According to its positioning on the tool, the X axis and Y axis of a detector can measure feed vibration and axial vibration, respectively. The schematic view of the experimental set-up is presented in Fig. 3.

Schematic view of the experimental set-up
In order to evaluate the tool wear performance, the cutting insert was removed after machining predetermined dimensions such as cutting length 175 mm, cutting width 25 mm and depth of cut 1 mm. The non-contact scanning-type white light interferometer (Veeco NT 9300, USA) with 0.1 μm vertical resolution was used for evaluating the surface roughness of end milled surface. The worn-out insert was observed using scanning electron microscopy (SEM) to distinguish the major wear mechanism. The details about tool holder, carbide insert specification and machining process parameters are listed in Table 1. Table 2 presents the experimental design for dry milling of Ti–6Al–4V alloy with insert condition.
3 Results and discussion
3.1 Microstructure, XRD and microhardness analysis
Figure 4 shows the microstructural SEM images of WC–Co carbide insert before and after cryogenic treatment. By adopting the standard procedure, the microstructural investigation has been carried out for untreated and treated carbide inserts to confirm the presence of η-phase in the carbide matrix. The images showed the three phases such as α-phase (WC), β-phase (Co) and η-phase (Co3W3C and Co6W6C) which are distributed uniformly. The cryogenic treatment increased the formation of carbide phases in the carbide tool matrix, and also, uniform distribution of these phases makes the tool matrix stronger, heavy and tough [13].

Microstructure of WC–Co insert: a untreated, b cryogenically treated
Figure 5 shows the XRD pattern of WC–Co inserts before and after cryogenic treatment to confirm whether the structural changes happened or not. Both treated and untreated inserts show the same trend of XRD patterns, and major peaks are identified as α-phase and η-phase. These peaks have confirmed the presence of WC, Co3W3C and Co6W6C in WC–Co insert. These phases are responsible for getting higher hardness and wear resistance compared to untreated insert.

XRD patterns of WC–Co insert: a untreated, b cryogenically treated
The microhardness of the untreated and cryogenically treated inserts is shown in Fig. 6. Compared to untreated insert, cryogenically treated inserts showed the higher hardness due to uniform distribution of fine η phases in WC matrix. The improvement in hardness helps to increase the wear resistance of treated insert against higher cutting temperature during dry machining. The same kind of observation was also reported by other authors [22, 23].

Microhardness of untreated and cryogenically treated inserts
3.2 Flank wear
Figure 7a–c shows the variations in flank wear (VB = 0.3 mm) with different cutting speeds and feed rates during the end milling of titanium alloy in the untreated insert, 24-h and 48-h cryogenically treated inserts under dry condition. An increase in the flank wear was observed with an increase in the cutting speed and feed rate under all the cutting conditions. Due to the generation of more heat at the cutting zone when working at higher cutting speed, the tool starts to wear nearby cutting edge; further, it accelerates depending on cutting conditions and consequently reduces the performance of the tool; therefore, the tool life is reduced [24,25,26]. When increasing the feed rate resulted in higher cutting force, which took more power consumption for removing the material and therefore more heat generated at the cutting tool edge that in turn raises the tool wear [27]. This leads to stimulation of the tool wear at higher cutting speed.

Variations of flank wear versus cutting time a Vc = 40 m/min, f = 0.05 mm/rev, b Vc = 60 m/min, f = 0.05 mm/rev, c Vc = 80 m/min, f = 0.1 mm/rev
Figure 7 shows the minimum flank wear values in untreated insert, 24-h and 48-h cryogenically treated inserts as 0.069, 0.060 and 0.053 mm, respectively, for the cutting conditions of cutting speed (40 m/min), feed rate (0.05 mm/rev) and cutting time (2 min). The flank wear in the cryogenically treated insert was observed as low when compared with untreated inert due to the effect of cryogenic treatment. About 12–23% and 4–11% reduction in flank wear was observed at 48-h cryogenically treated inserts when compared with untreated insert and 24-h cryogenically treated insert. A similar trend of flank wear was observed in the cutting speed of 60 m/min and feed rate of 0.05 mm/rev as shown in Fig. 7b. At a higher cutting speed of 80 m/min and feed rate of 0.1 mm/rev, the flank wear values were observed as 0.108, 0.093 and 0.071 mm at a cutting time of 6 min in the untreated insert, at 24 h and 48 h, respectively. It was noted that there will be a decrease in the flank wear for 48-h cryogenically treated insert as 12–29% and 9–15% compared to untreated insert and 24-h cryogenically treated insert which is shown in Fig. 7c. This is attributed to the effect of cryogenic treatment which forms the microstructure of tungsten carbide tool matrix with fine secondary phases and its homogeneous distribution. Due to this, hardness and wear resistance of carbide insert are enhanced which promotes less wear [13].
3.3 Tool wear mechanism
3.3.1 Rake face
Figure 8 shows the SEM images of the rake face of TiAlN-/NbN-coated carbide insert after machining at two different cutting speeds of 40 m/min and 80 m/min with two different feed rates of 0.05 mm/rev and 0.1 mm/rev with a constant depth of cut of 1 mm in untreated, 24-h and 48-h cryogenically treated inserts. In order to identify the tool wear mechanism, the rake surface of the cutting inserts has divided into three distinct regions. The first region is named as nose tip region, where majorly chipping and chip adhesion mechanism were observed in this area. The second region is named as crater region (i.e. chip sliding region) in which abrasion and adhesion wear mechanisms were observed along with peeling of the coating. The third region is named as an unaffected region by machining. In the above-mentioned regions, compared to untreated inserts, cryogenically treated inserts showed less wear due to lower plastic deformation and low fracture failure due to the effect of cryogenic treatment which improves tool life [13].

SEM image of rake face of TiAlN-/NbN-coated carbide insert
During machining, friction exists between cutting edge of the insert and the titanium alloy which formed the built-up edge (BUE) on cutting edge or nose of the insert and sometimes underside of the chip as well. This is due to generation of high temperature and pressure exist on the Ti alloy during dry machining. Sometimes the formed BUE carried away with chip and rest of it stick over the surface of Ti alloy which decides the surface finish. The BUE can easily be broken into small pieces because of its brittle and strain hardening nature during dry machining.
The crater and flank wear of inserts by abrasive and adhesive mechanism mainly depend on the BUE movement. When the chip with the BUE flows over the insert, sometimes it forms grooves or accumulation of material on the rake face of the insert. Because excessive pressure and localized high temperature exist between sliding chip and rake face, the BUE formed the small metallic bonding between them. When the chip slides further, these small metallic bonds are broken and separated which leads to the grooves or accumulation of BUE on the rake face. The phenomenon of accumulation BUE on the rake face is due to adhesiveness, and it is termed as an adhesive wear mechanism. The phenomenon of the formation of grooves on the rake face is due to broken BUE on the underside of the sliding chip which ploughs the rake face, and it is termed as an abrasive wear mechanism. Based on this understanding, the abrasive and adhesive wear mechanisms are identified and indicated clearly on the rake face of the insert. Commonly observed wear mechanisms are adhesion, abrasion and chipping at both low and high cutting speeds in the rake face of TiAlN-/NbN-coated carbide insert.
3.3.2 Flank face
Figure 9 shows the SEM images of the flank face of TiAlN-/NbN-coated carbide tool after machining at two different cutting speeds of 40 m/min and 80 m/min with two different feed rates of 0.05 mm/rev and 0.1 mm/rev with a constant depth of cut 1 mm in untreated, 24-h and 48-h cryogenically treated inserts. After reaching (VB max = 0.3 mm), the flank surface of the cutting inserts was observed through SEM and wear mechanism was identified as abrasion wear and mechanical chipping. When the broken BUE pieces move between the flank face of the insert and workpiece surface, it ploughs and forms the grooves on both flank face and the workpiece surface. A lot of abrasion wear marks were observed on flank wear land which is shown in Fig. 9. The chipping behaviour was observed as high on the tool tip when increasing cutting speed from low to high in the untreated insert. Moreover, due to severe plastic deformation in the untreated insert, the coating layer of TiAlN/NbN peeled off and the nose of tungsten carbide inserts was affected aggressively. The hot hardness of tool tip decreased at a high temperature after the coating layer peeled off; therefore, it has high compressive stress through cutting and rubbing action on the cutting edge [27, 28].

SEM image of the flank face of TiAlN-/NbN-coated carbide insert
Cryogenically treated insert reduced the chipping behaviour of the cutting edge, adhesion of chips over cutting edge and plastic deformation during end milling. Overall, it seems that the flank wear of 48-h cryogenically treated insert is affected by less abrasion and adhesion wear and no possibility of mechanical chipping. This is attributed to the effect of cryogenic treatment; the formed fine η-phase particles are refined into a more stable form and distributed homogeneously in the tool matrix. These fine η particles improved the strength, hardness and wear resistance of coated carbide inserts. Moreover, residual stresses in the carbide inserts are completely relieved during tempering after cryogenic treatment. Due to this, the risk of stress-induced fractures and mechanical chipping can be reduced. Besides, the bonding strength between TiAlN/NbN coating and the WC–Co insert was significantly improved by cryogenic treatment [24,25,26,27,28,29,30].
In order to identify the presence of elements over the cutting tool surface, EDS was taken and is shown in Fig. 10. The following elements were observed over the surface of the untreated insert and cryogenically treated inserts such as Al, V, N, Ti, Nb, Co and W. The EDS points on the rake face of untreated and treated inserts are indicated by points 1, 2 and 3. The amount of Ti present in the insert was observed as 31.76% and 11.54% for untreated and cryogenically treated insert, respectively. Figure 10a shows the formation of a built-up edge as a result of excessive adhesion. The major elements present in the nose tip region were identified as Ti, Al, V, Co and W at point 1. The presence of W and Co confirms the peeling off TiAlN/NbN coating layer at nose region due to insufficient bonding strength between WC–Co insert and TiAlN/NbN coating in the untreated insert. Point 2 indicates the major elements as Ti, Al and V in the crater region, which confirms the formation of BUE during dry machining.


EDS analysis of the rake face at Vc = 80 m/min, f = 0.08 mm/rev. a Untreated insert, b 24-h, c 48-h cryogenically treated insert
Figure 10b, c clearly shows that EDS point with Ti, Al and V elements indicated the formation BUE in cryogenically treated inserts. In the same way, EDS point with W and Co elements confirms the peeling off TiAlN/NbN coating layer on the rake face of the insert. The unaffected machining region retained the TiAlN/NbN coating layer which is confirmed by observing the higher amount of niobium (Nb) by EDS analysis at point 3 in untreated, 24-h and 48-h treated inserts. Point 3 indicates the major elements as Al, Nb and Ti in the unaffected machining region.
3.4 Cutting force and vibration signal
The three components of cutting forces such as feed force (Fx), normal force (Fy) and axial force (Fz) are considered during end milling of titanium alloy in the untreated insert and cryogenically treated inserts (24 h and 48 h). Figure 11 shows the variations of cutting force against cutting time for the different cutting speeds and feed rates. The feed force (Fx) for cutting speed (40 m/min) and feed rate (0.05 mm/rev) was observed as 1444 N, 980 N and 1231 N after 25 min of machining for untreated insert, 24-h and 48-h cryogenically treated inserts, respectively. Under the same machining condition, the normal force (Fy) was observed as 1562 N, 1120 N and 1010 N, respectively. Likewise, the axial force (Fz) was observed as 640 N, 496 N and 485 N, respectively. In all the three cutting forces, the minimum cutting force was observed in cryogenically treated insert when compared with untreated insert. Moreover, 48-h cryogenically treated inserts produced low cutting force values compared to 24 h. This is attributed to the retention of the sharp cutting tool tip even at higher temperature which resulted in low wear rate of the tool and smaller distortion of cutting edge which reduces the cutting forces during material removal [30].

Cutting force versus cutting time. a Feed force. b Normal force. c Axial force
Figure 11 shows that 48-h cryogenically treated insert performed well compared to all other cutting inserts at the higher cutting speed of 80 m/min and feed rate of 0.08 mm/rev. Even at higher cutting speed, cryogenically treated insert (48 h) significantly reduces the cutting force and distortion, due to very less contact time between tool and workpiece (i.e. chip tool and work tool interface), resulting in reduced tool wear [11, 26]. The 48-h cryogenically treated insert reduces the cutting forces (Fx, Fy and Fz) to 16–30%, 15–23% and 15–26%, respectively, compared to untreated insert and 8–22%, 12–21%, 11–24% compared to 24-h cryogenically treated insert.
In all the cutting conditions, the cutting force and vibration were increased with increases in tool wear, in different inserts as shown in Fig. 12. Figure 12a shows the vibration acceleration (ax) for cutting speed of 40 m/min and feed rate of 0.05 mm/rev in untreated, 24-h and 48-h cryogenically treated inserts. At lower cutting speed and feed rate, the vibration was observed as a minimum in all the inserts. At all the cutting time, the vibration acceleration observed as low in cryogenically treated inserts when compared with untreated insert. The same trend was also observed in the higher cutting speed of 80 m/min and feed rate of 0.01 mm/rev which is shown in Fig. 12b. Increases in the feed rate caused more vibration due to chip load per teeth. The contact area of the tool rake face and chip was large, in which tool tip stress was also high [22]. At higher cutting speed, more heat is generated and it causes the cutting tool tip and workpiece becomes soft. Due to that softness, considerably low the vibrations and cutting forces are observed [25,26,27].

Vibration acceleration versus time a Vc = 40 m/min, f = 0.05 m/rev, b Vc = 80 m/min, f = 0.1 m/rev
3.5 Surface roughness
The post-processing surface roughness values of the Ti alloys are presented in Fig. 13. Among the three different cutting speeds, 24-h cryogenically treated inserts produced a good surface finish of 0.25 µm compared to untreated inserts at lower cutting speed of 40 m/min and feed rate of 0.05 mm/rev. Even at a higher feed rate of 0.1 mm/rev, the 48-h cryogenically treated inserts produced a good surface finish as 0.2 µm for the cutting speed of 40 m/min. The higher surface roughness values of 0.4 µm were obtained in untreated, 24-h and 48-h cryogenically treated inserts. This may be attributed to broken pieces of BUE at the highest cutting speed of 80 m/min which is responsible for abrasive or adhesive wear on the machined surface of the Ti alloy.

Post-processing surface roughness values of the Ti alloy
4 Conclusion
The end milling of the Ti–6Al–4V alloy was carried out successfully using PVD TiAlN-/NbN-coated tungsten carbide tool in untreated, 24-h and 48-h cryogenically treated inserts under dry condition. The following conclusions were drawn from this study.
-
1.
The hardness and wear resistance of coated carbide inserts were improved due to the formation of fine η-phase in the carbide matrix after cryogenic treatment.
-
2.
The formation of η-phase was confirmed by XRD peaks and microstructure analysis. There is a reduction in average flank wear in the range of 12–29% and 9–15% in 48-h CTI compared to untreated insert and 24-h CTI.
-
3.
There is a significant improvement in tool wear for 48-h CTI after cryogenic treatment due to uniform distribution of secondary phases in the carbide matrix which improves the wear resistance and durability of the cutting inserts.
-
4.
The presence of Ti element was found to be higher in the untreated insert machining when compared with the cryogenically treated insert. The cryogenically treated insert machining retains the coating layer even at higher cutting speed and feed rate. The Nb trace was found to be higher in cryogenically treated insert machining when compared with untreated insert machining.
-
5.
There is a decrease in the cutting force in 48-h cryogenically treated insert. This is due to an increase in the hardness of the tool. In 48-h CTI, the cutting force values of Fx, Fy and Fz was decreased by 16–30%, 15–23% and 15–26% compared to untreated insert and 8–22%, 12–21%, 11–24% compared to 24-h CTI.
-
6.
The vibration acceleration signal is less in the case of cryogenically treated insert when compared with untreated insert.
References
Ezugwu EO, Bonney J, Yamane Y (2003) An overview of the machinability of aeroengine alloys. J Mater Process Technol 134(2):233–253
Nath C, Kapoor SG, Srivastava AK, Iverson J (2014) Study of droplet spray behavior of an atomization-based cutting fluid spray system for machining titanium alloys. J Manuf Sci Eng 136(2):021004
Chetan, Ghosh S, Rao PV (2016) Environment friendly machining of Ni–Cr–Co based super alloy using different sustainable techniques. Mater Manuf Process 31(7):852–859
Özbek NA, Çiçek A, Gülesin M, Özbek O (2014) Investigation of the effects of cryogenic treatment applied at different holding times to cemented carbide inserts on tool wear. Int J Mach Tools Manuf 86:34–43
Hong SY (2006) Lubrication mechanisms of LN2 in ecological cryogenic machining. Mach Sci Technol 10(1):133–155
Chetan, Ghosh S, Rao PV (2015) Application of sustainable techniques in metal cutting for enhanced machinability: a review. J Clean Prod 100:17–34
Yong AYL, Seah KHW, Rahman M (2007) Performance of cryogenically treated tungsten carbide tools in milling operations. Int J Adv Manuf Technol 32(7–8):638–643
Yong AYL, Seah KHW, Rahman M (2006) Performance evaluation of cryogenically treated tungsten carbide tools in turning. Int J Mach Tools Manuf 46(15):2051–2056
Sreerama Reddy TV, Sornakumar T, VenkataramaReddy M, Venkatram R (2009) Machinability of C45 steel with deep cryogenic treated tungsten carbide cutting tool inserts. Int J Refract Met Hard Mater 27(1):181–185
Thakur D, Ramamoorthy B, Vijayaraghavan L (2008) Influence of different post treatments on tungsten carbide–cobalt inserts. Mater Lett 62(28):4403–4406
Vadivel K, Rudramoorthy R (2009) Performance analysis of cryogenically treated coated carbide inserts. Int J Adv Manuf Technol 42(3–4):222–232
Özbek NA, Çiçek A, Gülesin M, Özbek O (2016) Effect of cutting conditions on wear performance of cryogenically treated tungsten carbide inserts in dry turning of stainless steel. Tribol Int 94:223–233
Chetan, Ghosh S, Rao PV (2017) Performance evaluation of deep cryogenic processed carbide inserts during dry turning of Nimonic 90 aerospace grade alloy. Tribol Int 115:397–408
Ahmed MI, Ismail AF, Abakr YA, Amin AN (2007) Effectiveness of cryogenic machining with modified tool holder. J Mater Process Technol 185(1–3):91–96
Safari H, Sharif S, Izman S, Jafari H, Kurniawan D (2014) Cutting force and surface roughness characterization in cryogenic high-speed end milling of Ti–6Al–4 V ELI. Mater Manuf Process 29(3):350–356
Jawaid A, Sharif S, Koksal S (2000) Evaluation of wear mechanisms of coated carbide tools when face milling titanium alloy. J Mater Process Technol 99(1–3):266–274
Celik ON, Sert A, Gasan H, Ulutan M (2018) Effect of cryogenic treatment on the microstructure and the wear behavior of WC-Co end mills for machining of Ti6Al4 V titanium alloy. Int J Adv Manuf Technol 95(5–8):2989–2999
Shokrani A, Dhokia V, Newman ST (2016) Investigation of the effects of cryogenic machining on surface integrity in CNC end milling of Ti–6Al–4 V titanium alloy. J Manuf Process 21:172–179
Sun S, Brandt M, Palanisamy S, Dargusch MS (2015) Effect of cryogenic compressed air on the evolution of cutting force and tool wear during machining of Ti–6Al–4 V alloy. J Mater Process Technol 221:243–254
Antonialli AIS, Diniz AE, Pederiva R (2010) Vibration analysis of cutting force in titanium alloy milling. Int J Mach Tools Manuf 50(1):65–74
Sun Z, Shuang F, Ma W (2018) Investigations of vibration cutting mechanisms of Ti6Al4 V alloy. Int J Mech Sci 148:510–530
Yong J, Ding C (2011) Effect of cryogenic treatment on WC–Co cemented carbides. Mater Sci Eng, A 528(3):1735–1739
Gill SS, Singh J, Singh H, Singh R (2012) Metallurgical and mechanical characteristics of cryogenically treated tungsten carbide (WC–Co). Int J Adv Manuf Technol 58(1–4):119–131
Gill SS, Singh H, Singh R, Singh J (2011) Flank wear and machining performance of cryogenically treated tungsten carbide inserts. Mater Manuf Process 26(11):1430–1441
Strano M, Albertelli P, Chiappini E, Tirelli S (2015) Wear behaviour of PVD coated and cryogenically treated tools for Ti–6Al–4 V turning. Int J Mater Form 8(4):601–611
Garcia U, Ribeiro MV (2016) Ti6Al4 V titanium alloy end milling with minimum quantity of fluid technique use. Mater Manuf Process 31(7):905–918
Ravi S, Kumar MP (2011) Experimental investigations on cryogenic cooling by liquid nitrogen in the end milling of hardened steel. Cryogenics 51(9):509–515
Ghani JA, Choudhury IA, Masjuki HH (2004) Performance of P10 TiN coated carbide tools when end milling AISI H13 tool steel at high cutting speed. J Mater Process Technol 153:1062–1066
Liu ZQ, Ai X, Zhang H, Wang ZT, Wan Y (2002) Wear patterns and mechanisms of cutting tools in high-speed face milling. J Mater Process Technol 129(1–3):222–226
Akhtar W, Sun J, Chen W (2016) Effect of machining parameters on surface integrity in high speed milling of super alloy GH4169/Inconel 718. Mater Manuf Process 31(5):620–627
Acknowledgements
The Postdoctoral Innovation Special Fund (2017), Shandong Province, China (No. 201702012), supports this work.
Author information
Authors and Affiliations
Corresponding authors
Additional information
Technical Editor: Márcio Bacci da Silva.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Sivalingam, V., Sun, J., Selvam, B. et al. Experimental investigation of tool wear in cryogenically treated insert during end milling of hard Ti alloy. J Braz. Soc. Mech. Sci. Eng. 41, 110 (2019). https://doi.org/10.1007/s40430-019-1612-3
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40430-019-1612-3