
Abstract
Ceramic cutting tools are widely used particularly in high-speed machining of difficult-to-machine materials. However, using cutting fluid with these ceramic tools significantly reduces tool life. Therefore, the inclusion of a cooling/lubrication method into the process to improve the machining performance of ceramic tools will make machining efficiency much more effective. The aim of this study is to analyze the effect of cutting parameters and cooling/lubricating conditions on tool wear and surface roughness in the milling of nickel-based Waspaloy with ceramic tools. The cutting tools selected for the study were Ti[C, N]-mixed alumina inserts (CC650), SiC whisker-reinforced alumina inserts (CC670) and alumina and SiAlON ceramic inserts (CC6060). The machining parameters comprised three different cooling/lubricating methods (dry, wet and MQL), three different cutting speeds (500, 600 and 700 m/min) and three different feed rates (0.02, 0.04 and 0.06 mm/rev). Analysis of variance was used to determine the effects of the machining parameters on tool wear and surface roughness. In addition, a regression analysis was conducted to identify the relationship between the dependent and independent variables. According to the experimental results, the minimum quantity lubrication method was identified as the best cooling method for minimum tool wear and surface roughness. In terms of ceramic grades, the SiAlON inserts provided better results in all experimental trials. The dominant wear types observed in all cutting tools were flank wear and notch wear.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Superalloys, also known as high-temperature alloys, have a better strength/weight ratio and higher temperature and corrosion resistance compared to conventional materials [1]. Nickel-based superalloys form 50% of the weight of aviation engines [2]. Among these alloys, Waspaloy exhibits features that include high hardness, high-temperature strength, low thermal conductivity and oxidation resistance [3]. Because of these superior features, it is widely used in essential parts of aircraft and chemical transport equipment and in the structure of petroleum refineries [4]. On the other hand, these features that give Waspaloy a working advantage also define it as a difficult-to-machine material [5].
One cutting tool type suitable for material that is difficult to machine is the ceramic cutter. Ceramic cutters have been widely used in metal cutting for more than 100 years [6]. Features like high hardness, high heat resistance, high wear resistance and low chemical affinity are some of the reasons that ceramic cutters are widely used for high-temperature alloys [7]. Moreover, their longer tool life compared to carbide tools is another of their important features [8]. The rising demand of manufacturers for more accurate machining, higher speed and highly finished surfaces has increased the interest in ceramic cutters [9]. However, ceramic cutters are also very fragile and thermal shocks shorten their life. Therefore, it is not recommended that cutting fluid be used with these cutters although including cutting fluid in the process is an important necessity for users who want to increase production efficiency.
Since machinability studies on Waspaloy are limited, some studies conducted on superalloys like Waspaloy or similarly featured superalloys machined using ceramic tools are given below.
Lima et al. used three different ceramic tools (SiAlON, whisker and mixed ceramic) and three different cooling methods (dry, argon and oxygen spray) to machine Inconel 75 l and observed the wear behavior of the cutting tools. According to the experiments, the cutting speed, tool geometry and cooling method had important effects on tool life and wear. Additionally, the argon and oxygen spray cooling methods showed better results, especially on the SiAlON-based tools [10]. Tian et al. used three different ceramic cutting tools (KY1540, CC650 and CC670) to machine iron-based superalloy GH2132 and examined the cutting power, temperature, tool wear morphology and tool life. Results showed that the optimum values were achieved for CC650 at less than 100 m/min cutting speed, while for KY1540 and CC670, the optimum cutting speed was between 100 and 200 m/min [11]. Zeilman et al. used a ceramic tool to machine Inconel 718 under both dry and wet processes and observed the effect of the use of cutting fluid on the wear of the cutting tool. As a result of the study, it was observed that the dominant wear type was notch wear, while the longest tool life was provided with SiAlON-based tools [7]. Amini et al. machined Inconel 718 using ceramic and carbide tools and evaluated the surface roughness and the change in the cutting force. They observed that the ceramic tools were more efficient at high cutting speeds compared to carbide tools [12]. Altin et al. machined Inconel 718 using ceramic tools with three different geometries and observed the changes in the tool wear/tool life. They found crater and flank wear to be the dominant types for square geometry tools, while flank and notch wear were dominant for the round geometry. In addition, the round geometry ceramic tools showed lower wear [13].
It is known that ceramic tools are extensively used to increase process efficiency in the high-speed machining of superalloys and especially hard materials. However, their fragility against thermal shocks requires them to be used under dry cooling conditions. This method, especially for hard materials, results in a high cutting tool wear rate and thus a lower tool life and negatively affects the surface quality [14]. For this reason, it is important to include a cooling method in the system in order to increase process efficiency, but at the same time to consider the impact on human health and the environment. This has been mostly achieved for tungsten carbide tools by using the MQL system and plant-based fluids. The manufacturing industry has been searching for the solution to this problem with regard to increasing production efficiency, decreasing costs and protecting the health of operators. However, not enough research has been carried out by the cooling method suppliers on ceramic tools because of their low thermal resistance although ceramics with various new qualities have been developed, and by increasing hardness and thermal resistance, their range of use may be expanded. The effect of different cooling methods on the machining performance of nickel-based Waspaloy was investigated in this study, which aimed to observe the effect of decreasing cutting fluid on these factors. The Taguchi method was used to optimize the parameters included in the system, to lower costs, to decrease the time spent by trial-and-error cycles and to reduce the number of experiments.
2 Experimental procedure
2.1 Material and milling experiments
Milling experiments were carried out on a DELTA SEIKI CNC-1050 vertical machining center with 3-axis CNC control, 11-kW motor power and maximum 10,000 rpm. The chemical composition of the nickel-based Waspaloy used as the workpiece is given in Table 1. The Waspaloy samples were cut to the size of 150 × 100 × 21 mm. For the milling experiment, three different cooling methods (dry, wet and MQL), three different cutting speeds (500, 600 and 700 m/min) and three different feed rates (0.02, 0.04 and 0.06 mm/rev) were chosen. The depth of cut (0.5 mm) was kept constant in all experiments due to the relatively lower effect on tool life and surface roughness compared to cutting speed and feed rate.
2.2 Cutting inserts and tool holder
The chip removal experiments were made with three different SANDVIK ceramic tools having different structures: Ti[C, N]-mixed alumina inserts (CC650), SiC whisker-reinforced alumina inserts (CC670) and alumina and SiAlON ceramic inserts (CC6060). Their technical specifications are given in Table 2. The CC6060 cutting tool was selected for the superalloy machining because of its structure, which combines the strength of silicon nitride with enhanced chemical stability. The CC650 ceramic insert is an alumina-based, titanium carbide hybrid ceramic insert used in the high-speed machining of hardened material and the semi-fine machining of heat-resistant superalloys that requires low hardness. The CC670 quality ceramic insert is a cutting insert with whisker support that is generally preferred for milling of nickel-based superalloys because of its high hardness. Additionally, the SANDVIK R300C-025A20-09M tool fixture (25 mm in diameter and 100 mm in length) was used with the ceramic tools.
2.3 Cooling/lubrication conditions
Three types of cooling conditions were chosen for the machinability experiments: dry, traditional (wet) and minimum quantity lubrication (MQL). For traditional machining, also known as wet machining, 8% boron is added to the oil–water emulsion inside the CNC milling machine’s own cooling system used during the chip removal process. The SKF Vario model was selected for the experiments using the MQL system. After pre-trials and literature research, the MQL parameters were established as: 8 bar pressure, plant-based cutting fluid (density 0.895 g/cm3 20 °C, kinematic viscosity 5 mm2/s 40 °C, flash point 170 °C), 100 mL/h flow rate, 25 mm spray distance and 45º spray angle.
2.4 Measurements
Tool wear experiments were made with 1125 mm3 constant volume of chip removed, and the wear was measured after the operation. The cutting tool wear was measured using a portable digital microscope (Dino-Lite, AM4113ZT) with 250 × zooming capacity. The wear data were monitored and saved on the software Dino-Capture 2.0 after every pass. Each measurement was repeated three times in order to avoid a possible error. Further cutting tool wear behavior and mechanisms were observed in details via scanning electron microscopy (SEM) (FEI: Quanta FEG 250).
After the experiments, the average surface roughness value (Ra) was determined with a portable measurement device (Taylor Hobson Surtronic 25) calibrated prior to measurement. Every surface was machined with a brand-new tool that has not been used before. The measurements were taken immediately and rapidly in order to prevent surface oxidation from affecting the measurement results. Surface roughness measurements were taken at four points in the machining direction, and the arithmetic average was taken as the result. Additionally, a 3D surface topography of the machined surface was obtained using a camera and sensor (PhaseView). Measurement points of 2.5 mm × 2.5 mm were chosen randomly on the machined surface. A summary of the experimental procedure is given in Fig. 1.

A schematic diagram of the experimental setup
2.5 Milling conditions and experimental design
Types of cutting tool, cooling method, cutting speed and feed rate are considered as milling parameters. The ranges of milling parameters are selected as recommended from the tool manufacturer. The milling factors and their levels are shown in Table 3. The experimental design for four machining parameters (cutting tool, cooling method, cutting speed, feed rate) with three levels (43) is organized by the Taguchi method (L27 orthogonal array, Table 4). Minitab 17 version is used for regression models. Reducing the large numbers of experiments by Taguchi method is important robust design in experimental investigations. This method designs specific standard orthogonal sequences in which the simultaneous and independent evaluation of two or more parameters can be carried out in a minimum number of tests for their ability to affect the variability of a given product or process properties. In the Taguchi method, signal-to-noise (S/N) ratios are used to evaluate the quality characteristics. The result is obtained by the ratio between the signal, which is the desired value, and the noise factor, which is the undesired value. Three different quality features are used in the S/N ratios analysis: “the biggest is best,” “the smallest is best” and “the nominal is best” [15]. In this study, since the lowest wear value and the lowest surface roughness were of interest, “the smallest is best” was selected, and the formula is given below;
where n is the number of measurements in a trial/row and Yi is the measured value in a run/row [16].
3 Results and discussion
The evaluations of the surface roughness, tool wear and tool wear characterization are given in this section, which also includes the S/N ratio analysis, analysis of variance (ANOVA) results and regression analysis.
3.1 Analysis of the signal-to-noise (S/N) ratio
The experimental design, experimental results and S/N ratios of these results are given in Table 4. The main effect graphs showing the optimum levels of tool wear and surface roughness are presented in Figs. 2 and 3, respectively.

Main effect graph of S/N ratios for tool wear

Main effect graph of S/N ratios for surface roughness
An evaluation of Fig. 2 shows that the CC6060 ceramic insert (A3), MQL system (B3), 700 m/min cutting speed (C3) and 0.06 mm/rev feed rate (D3) were the optimum cutting parameters that produced the lowest wear values.
Figure 3 shows that the CC6060 ceramic insert (A3), MQL system (B3), 700 m/min cutting speed (C3) and 0.02 mm/rev feed rate (D1) were the optimum cutting parameters that achieved the lowest surface roughness values.
3.2 Evaluation of experimental results for tool wear
The surface graphics in Fig. 4 illustrate the wear variances with respect to input parameters. Figure 4a shows that the lowest wear value was obtained with the CC6060 ceramic insert, with wear values that were 26.36% lower than those of the CC650 insert and 48.18% lower than those of the CC670 insert. The CC6060 ceramic insert had better mechanical strength and therefore performed better when compared to the traditional or hybrid alumina tools [17, 18]. Figure 4a shows that the lowest wear was again achieved by using the MQL system, while the highest wear resulted from the wet machining. The wet machining caused 64.37% higher tool wear than the dry machining, while the MQL caused 9.20% lower wear than the dry machining. This can be explained by the low thermal shock resistance of the ceramic tools. However, the MQL system had the priority of lubrication rather than cooling and therefore created a film layer at the tool/chip interface which resulted in better lubrication and had an important effect on reducing tool wear compared to the traditional cooling [19, 20].

Change of wear depending on input parameters. a Cutting tool and cooling method, b cutting speed and feed rate
The graph in Fig. 4b shows that the tool wear decreased with the increase in cutting speed. The wear values at the cutting speed of 500 m/min decreased by 20.8% and 31.2% at cutting speeds of 600 m/min and 700 m/min, respectively. The milling operation, because of its intermittent character, is a cooler operation than the turning operation. The temperature in the deformation zone is required to be high enough to ease the deformation of the material, but not so high as to negatively affect the features of the ceramic tool, thus ensuring that the cutting zone is softened and the cutting operation is eased. Increasing the cutting temperature is only possible by increasing the cutting speed. That is the reason that tool wear is reduced with increased cutting speed.
Figure 5 shows the optical images of the cutting tools used under the different cutting conditions taken by the digital microscope. The figure shows that the CC6060 quality ceramic insert has superiority to other ceramic qualities in terms of tool wear in all cutting conditions. The CC650 quality ceramic inserts are broken especially in the low cutting speed. With the increased cutting speed, deep flank wear is observed instead of breaking.

Optical images of ceramic tools used under the different cutting conditions (× 50)
Consequently, CC650 quality ceramic inserts showed the lowest performance among the cutting tools tested. Compared to the dry cutting condition, wet cutting condition increased tool wear, while the use of MQL method significantly reduced tool wear.
3.3 Characterization of wear
Not all of the results of the factor interactions could be observed because the experimental design was not fully factorial. In order to compensate for this disadvantage, additional experiments were added to the experimental design. In these added experiments, with cutting speed held constant at 700 m/min and feed rate kept constant at 0.06 mm/rev, the effects of the cutting tool and cooling method were observed.
In order to determine the maximum difference in cutting tool effect in these experiments, dry machining was chosen and the reinforcement type was the only variable under constant parameters. The material quantity was fixed as 1125 mm3. Figure 6 shows the effect of cutting tool type on wear under dry machining conditions. The best result was achieved with the CC6060 ceramic tool, while the worst result was achieved with the CC650 tool. The SEM images of the tools used in this experiment are shown in Fig. 7.

Impact on reinforcement under dry processing (× 50)

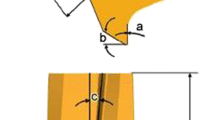
SEM images of tool abrasions. a CC650, b CC670, c CC6060
Figure 7a shows the irregular flank wear and macrolevel fractures on the rake face. Figure 7b shows flank and notch wear along the cutting edge of the cutting tool. In the SEM photographs showing the wear of the CC6060 ceramic inserts, a significant flank wear along the cutting edge can be observed. Thus, after the analysis of the data in this study, the dominant wear types were identified as flank and notch wear. These wear types are a result of oxidation and diffusion wear mechanisms.
The CC650 ceramic cutting tools were chosen in order to determine the most significant difference and therefore to better observe the effect of the cooling methods. Experiments were performed at a constant cutting speed (700 m/min), feed rate (0.06 mm/rev) and chip volume (1125 mm3), with the only variable being the cooling method. The effects of the cooling method on wear in the experiments using the CC650 ceramic cutting tool are given in Fig. 8, and SEM images of the corresponding wear are given in Fig. 9.

Wear conditions of CC650 ceramic inserts with different cooling–lubrication methods (× 50)

SEM images of CC650 tool surface. a Dry, b wet, c MQL
Figure 9a shows that the effective tool wear was irregular flank and notch wear, and Fig. 9b shows a fracture along the entire length of the cutting tool, making it unusable. In Fig. 9c, no fractures can be seen on the cutting edge, and the notch formation is less than with either the dry or wet machining. In addition, the wear is more regular when compared to the other cooling methods.
The MQL system increased the operational efficiency and the performance of the cutting tools by creating a lubricating film layer on the tool/workpiece and chip/tool interfaces and on the primary cutting zone. In other words, the MQL system achieved much better results for wear on the ceramic tool because its lubricative performance was better than its cooling performance. This had a significant positive effect on the ceramic cutting tool’s machining performance when compared to the traditional cooling. The near-dry cooling method, especially when performed at high pressure, has the advantage of creating segmented chips effectively and increasing the life of the tool by cooling and lubricating [21]. As a result, the MQL system achieved lower wear and a significant improvement in tool life. The reason for the high wear with the wet cooling method can be explained by the fact that it is not recommended for ceramic tools [22] due to the thermally inconsistent conditions provided by the intensive force sending the cutting fluid to the cutting zone. These fluctuating thermal conditions result in very early breakage and loss of cutting capability in the ceramic tools, as their resistance to thermal shock is very low.
3.4 Evaluation of experimental results for surface roughness
Three-dimensional surface graphics showing the interaction of surface roughness with other main factors under different cutting parameters are presented in Fig. 10.

Change of surface roughness depending on input parameters. a Cutting tool and cooling method, b cutting speed and feed rate
In Fig. 10a, the relation between surface roughness and cutting tool type shows that the lowest surface roughness was achieved with the CC6060 inserts. The surface roughness for CC650 and CC6060 was, respectively, 14.72% and 31.99% better when compared to CC670. The lowest surface roughness among all cooling methods was achieved by the MQL system. When compared to the wet machining, the dry machining and MQL system demonstrated better results by 30.8% and 73.06%, respectively.
When compared to the 600 m/min cutting speed, the 500 m/min and 700 m/min cutting speeds gave better surface roughness results by 12.24% and 29.49%, respectively. The surface roughness values recorded at 500 m/min and 600 m/min cutting speeds were very close to each other, whereas the value decreased at 700 m/min cutting speed (Fig. 10b). The surface roughness improves with increasing cutting speed. This situation can be explained by the ease of deformation in the cutting zone due to the increased temperature at the deformation zones at high speeds. Thus, the workpiece material can be easily deformed around the cutting edge and nose radius and the workpiece material can be formed without any tearing [23, 24].
The feed rate was found to be the most effective factor on surface roughness, and its increase negatively affected surface quality [25]. This increase was measured as 20.78% at a feed rate of 0.04 mm/rev and 53.25% at 0.06 mm/rev, as compared to the 0.02 mm/rev feed rate.
3.5 Characterization of the machined surface
The effect of cutting tool reinforcement type and cooling method on surface roughness is presented in this section. With this aim, the cutting speed was kept constant at 700 m/min and the feed rate kept constant at 0.06 mm/rev.
To observe the effect of tool reinforcement type on the surface roughness, the reinforcement type was selected as the only variable and the experiments were made under dry machining conditions. Two-dimensional photographs of the surfaces after the experiments compared with the 3D topographies are given in Fig. 11.

Surfaces obtained by dry processing. a CC650, b CC670, c CC6060
Figure 11 shows that the surface roughness varied depending on the reinforcement type. Surface quality was improved with CC650 and CC6060 by 12.5% and 39.29%, respectively, when compared to CC670. This can be explained by the resistance of the cutting tool against wear, since low-strength tools begin wearing early and start to damage the surface, thus increasing the surface roughness values [26].
The CC650 ceramic tool was chosen for the experiments to determine the effect of the cooling method on surface roughness, with the cooling method as the only variable. Surface photographs and comparative 3D topographies during the experiments with CC650 ceramic tools under dry machining, wet machining and the MQL system are presented in Fig. 12.

Photograph of the surfaces obtained with CC650 ceramic tool. a Dry, b wet, c MQL
Figure 12 shows that the greatest surface roughness was obtained under wet machining (Fig. 12b), which resulted in 17.34% more surface roughness than dry machining, while the MQL system improved the surface roughness by 50% over the wet machining. This can be explained by the effect of the cooling methods on the cutting tools. The MQL system created a lubricant film layer between the tool/chip interface which reduced the friction and thus boosted the wear resistance of the cutting tool. The increased chip removal time of the cutting tool resulted in a more regular surface without showing wear. In contrast, the wet machining created high thermal changes as a result of the cutting fluid sent to the cutting zone under intensive force. This resulted in very low tool life or breakage of the cutting tool due to its low resistance to thermal changes. The machined surface was also affected, and the surface roughness results were significantly higher.
The surface roughness experimental results are in parallel with the tool wear experimental results. In other words, the cooling method and the ceramic tools ranked from best to worst performance in the tool wear experiments were ranked the same from the surface quality aspect. The CC6060 demonstrated the best performance in the tool wear experiments, and the best cooling method was identified as the MQL system. This situation is parallel to the surface roughness experiments, where the best performance was achieved with the CC6060 cutting tool and MQL system.
3.6 ANOVA method
In the ANOVA, the significance level was chosen as 95%, and the parameter was considered to be effective on the output when the P value was less than 0.05. The ANOVA results of the tool wear and surface roughness experiments are given in Table 5, which shows that the contribution percentages of the factors A, B, C and D on tool wear were 60.9%, 20.9%, 2.2% and 0.1%, respectively, and their contribution percentages on the surface roughness were 8.1%, 71.0%, 6.7% and 10.5%, respectively. In light of these data, the most important factor affecting tool wear was the cutting tool coating type (A), while the most important parameter affecting the surface roughness was the cooling method (D), with an error rate for tool wear of 15.8% and for surface roughness of 3.8%. The measured values and statistical results were parallel in both the tool wear and surface roughness experiments.
3.7 Regression models and analysis
Equations for tool wear and surface roughness were set with the cutting tool type, cooling method, cutting speed and feed rate as parameters. Only the linear equations generated with the main effects of the control factors are given in Eq. (2) for tool life and in Eq. (3) for surface roughness.
The coefficient of determination (R2) of the obtained linear equations was calculated as 0.632 for tool wear and as 0.335 for surface roughness. The differences between the predicted tool life and surface roughness obtained with the first-degree equations at 95% confidence level and the tool life and surface roughness values obtained from the experimental studies were both high. Consequently, equations involving factorial interactions were developed. Thus, Eq. (4) represents the tool life and Eq. (5) the surface roughness.
The coefficient of determination (R2) for these equations was 0.829 for tool wear and 0.873 for surface roughness. The estimated tool life and surface roughness values obtained via linear, quadratic and Taguchi methods at the 95% confidence level and the tool life and surface roughness results obtained from the experimental study are given and compared in Fig. 13. The closest predictive equation to real values was the equation for the main effects and interactions.

Comparison of the regression models with experimental results
3.8 Confirmation tests
In this section, three confirmations run experiments were performed to verify the accuracy of the developed model. While selecting the conditions for the validation test, the parameter group giving the optimum result is taken as reference. In addition, two randomly selected parameter groups were determined and their experiments were performed. Then, the results of the experiments and the results of the prediction models were compared. The comparisons of experimental results/predicted values from the regression model are shown in Table 6. The predicted results are very close to the experimental results. For reliable statistical analyses, error values must be smaller than 20%. The results of this study have also been in compliance with this rule.
4 Conclusions
In this study, Waspaloy superalloy is milled using different cooling methods and cutting tools. Taguchi method is used to obtain the optimum machining parameters after the machining. Experimental results are analyzed using ANOVA. The results of the experiment are listed below;
-
S/N ratios are used to identify the optimum levels of control factors to minimize the surface roughness and tool wear. Optimum cutting conditions for surface roughness and tool wear are identified as A3B3C3D3 (i.e., cutting tool = CC6060, cooling method = MQL, cutting speed = 700 m/min and feed rate = 0.06 mm/rev) and A3B3C3D1 (i.e., cutting tool = CC6060, cooling method = MQL, cutting speed = 700 m/min and feed rate = 0.02 mm/rev).
-
CC6060 ceramic inserts achieved better results when compared to ceramic inserts CC650 and CC670. CC6060 inserts have achieved 147.84% and 200.43% better results on tool wear when compared to CC650 and CC670 inserts, respectively. CC6060 inserts have achieved 44.12% and 64.71% better results on surface roughness when compared to CC650 and CC670 inserts. As a result, CC6060 ceramic cutter is recommended for the machining of Waspaloy superalloy.
-
Using cutting fluid on ceramic inserts on chip removal experiments is not recommended by the manufacturers and researches. However, MQL system use has achieved very good results and thus MQL use with ceramic cutters is recommended.
-
Statistical analysis results show that the most effective parameter on tool wear is identified as reinforcement type, while the most effective parameter on surface roughness is identified as cooling method. The contribution of these parameters has been identified as 60.9% and 71.0%, respectively.
-
Quadratic regression models that have been developed show that there is a very good correlation between measured values and calculated values for surface roughness. The correlation coefficients have been identified as 0.829 and 0.873, respectively.
-
The lowest wear for all tools is achieved by MQL system, while the highest wear is achieved by wet cooling. MQL system has achieved 17.34% and 433.67% better results on tool wear when compared to dry machining and wet machining, respectively.
-
The experiments show that the dominant wear types for the experimented tools are identified as flank wear and notch wear.
References
Motorcu AR, Kus A (2014) The evaluation of the effects of control factors on surface roughness in the drilling of Waspaloy superalloy. Measurement 58:394–408. https://doi.org/10.1016/j.measurement.2014.09.012
Caruso S, Imbrogno S, Rinaldi S, Umbrello D (2017) Finite element modeling of microstructural changes in Waspaloy dry machining. Int J Adv Manuf Technol 89:227–240
Ezugwu EO (2005) Key improvements in the machining of difficult-to-cut aerospace superalloys. Int J Mach Tools Manuf 45:1353–1367. https://doi.org/10.1016/j.ijmachtools.2005.02.003
Yildirim ÇV, Kivak T, Erzincanli F, Uygur İ, Sarikaya M (2017) Optimization of MQL parameters using the Taguchi method in milling of nickel based Waspaloy. Gazi Univ J Sci 30:173–186
Yıldırım ÇV, Kıvak T, Sarıkaya M, Erzincanlı F (2017) Determination of MQL parameters contributing to sustainable machining in the milling of nickel-base superalloy Waspaloy. Arab J Sci Eng. https://doi.org/10.1007/s13369-017-2594-z
Khan AA, Mohiuddin AKM, Norhamzan NH (2018) A comparative study on flank wear of ceramic and tungsten carbide inserts during high speed machining of stainless steel. Int J Appl Eng Res 13:2541–2544
Zeilmann RP, Fontanive F, Soares RM (2017) Wear mechanisms during dry and wet turning of Inconel 718 with ceramic tools. Int J Adv Manuf Technol 92:2705–2714. https://doi.org/10.1007/s00170-017-0329-7
Zerrouki V, Vigneau J, Dudzinski D, Devillez A, Moufki A, Larrouque D (2004) A review of developments towards dry and high speed machining of Inconel 718 alloy. Int J Mach Tools Manuf 44:439–456. https://doi.org/10.1016/S0890-6955(03)00159-7
Karpuschewski B, Schmidt K, Prilukova J, Be J (2013) Influence of tool edge preparation on performance of ceramic tool inserts when hard turning. J Mater Process Technol 213:1978–1988. https://doi.org/10.1016/j.jmatprotec.2013.05.016
Lima FF, Sales WF, Costa ES, da Silva FJ, Machado ÁR (2017) Wear of ceramic tools when machining Inconel 751 using argon and oxygen as lubri-cooling atmospheres. Ceram Int 43:677–685. https://doi.org/10.1016/j.ceramint.2016.09.214
Tian X, Zhao J, Qin W, Gong F, Wang Y, Pan H (2017) Performance of ceramic tools in high-speed cutting iron-based superalloys. Mach Sci Technol 21:279–290. https://doi.org/10.1080/10910344.2017.1284559
Amini S, Fatemi MH, Atefi R (2014) High speed turning of Inconel 718 using ceramic and carbide cutting tools. Arab J Sci Eng 39:2323–2330. https://doi.org/10.1007/s13369-013-0776-x
Altin A, Nalbant M, Taskesen A (2007) The effects of cutting speed on tool wear and tool life when machining Inconel 718 with ceramic tools. Mater Des 28:2518–2522. https://doi.org/10.1016/j.matdes.2006.09.004
Klocke F, Gerschwiler K, Fritsch R, Lung D (2006) PVD-coated tools and native ester—an advanced system for environmentally friendly machining. Surf Coat Technol 201:4389–4394. https://doi.org/10.1016/j.surfcoat.2006.08.089
Sarikaya M, Güllü A (2014) Taguchi design and response surface methodology based analysis of machining parameters in CNC turning under MQL. J Clean Prod 65:604–616. https://doi.org/10.1016/j.jclepro.2013.08.040
Mandal N, Doloi B, Mondal B, Das R (2011) Optimization of flank wear using Zirconia Toughened Alumina (ZTA) cutting tool: Taguchi method and regression analysis. Measurement 44:2149–2155. https://doi.org/10.1016/j.measurement.2011.07.022
Li L, He N, Wang M, Wang ZG (2002) High speed cutting of Inconel 718 with coated carbide and ceramic inserts. J Process Technol 129:127–130
Tasliyan A, Acarer M, Seker U, Gokkaya H, Demir B (2007) The effect of cutting parameters on cutting force during the processing of Inconel 718 superalloy. J Fac Eng Archit Gazi Univ 22:1–5
Dhar NR, Kamruzzaman M, Ahmed M (2006) Effect of minimum quantity lubrication (MQL) on tool wear and surface roughness in turning AISI-4340 steel. J Mater Process Technol 172:299–304
Zhang S, Li JF, Wang YW (2012) Tool life and cutting forces in end milling Inconel 718 under dry and minimum quantity cooling lubrication cutting conditions. J Clean Prod 32:81–87. https://doi.org/10.1016/j.jclepro.2012.03.014
Pawade RS, Joshi SS, Brahmankar PK, Rahman M (2007) An investigation of cutting forces and surface damage in high-speed turning of Inconel 718. J Mater Process Technol 193:139–146. https://doi.org/10.1016/j.jmatprotec.2007.04.049
El-Bestawi MA, El-Wardany TI, Yan D, Tan M (1993) Performance of whisker-reinforced ceramic tools in milling nickel-based superalloy. CIRP Ann Technol 42:99–102
Cakir MC, İsik Y (2008) Investigating the machinability of austempered ductile irons having different austempering temperatures and times. Mater Des 29:937–942. https://doi.org/10.1016/j.matdes.2007.04.002
Korkut I, Kasap M, Ciftci I, Seker U (2004) Determination of optimum cutting parameters during machining of AISI 304 austenitic stainless steel. Mater Des 25:303–305
Choudhury IA, El-Baradie MA (1997) Surface roughness prediction in the turning of high-strength steel by factorial design of experiments. J Mater Process Technol 67:55–61
Kivak T (2014) Optimization of surface roughness and flank wear using the Taguchi method in milling of Hadfield steel with PVD and CVD coated inserts. Meas J Int Meas Confed 50:19–28. https://doi.org/10.1016/j.measurement.2013.12.017
Acknowledgements
The authors acknowledge with thanks the Duzce University Research Fund for financial support of this experimental study (Project No. 2015.07.04.335).
Author information
Authors and Affiliations
Corresponding author
Additional information
Technical Editor: Márcio Bacci da Silva, Ph.D.
Rights and permissions
About this article

Cite this article
Yıldırım, Ç.V., Kıvak, T. & Erzincanlı, F. Tool wear and surface roughness analysis in milling with ceramic tools of Waspaloy: a comparison of machining performance with different cooling methods. J Braz. Soc. Mech. Sci. Eng. 41, 83 (2019). https://doi.org/10.1007/s40430-019-1582-5
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40430-019-1582-5