
Abstract
Abrasive water jet (AWJ) technology have been widely used for machining, while most commercial applications are based on the injection abrasive water jet (injection AWJ) technology. Compared with injection AWJ, abrasive suspension jet (ASJ) has higher energy efficiency. Under the same system pressure, the material removal rate by ASJ is up to five times higher than that by injection AWJ. This paper studied the pressure variation characteristics of ASJ machining system. Two models were built to describe the boosting and decompression processes of ASJ system. The decompression time of ASJ system can be predicted with the model of decompression process. The model of boosting process can be used to predict the target maximum pressure and the time consumption of boosting process, which are two important factors that have significant effects on the machining efficiency. The boosting process of the ASJ system is very important for machining. The influence of the compressibility of water and the friction resistance of the hydraulic system on the pressure variation characteristics of ASJ system during the machining process was also discussed.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
High-pressure water jet technology has been widely used in modern industry as one of the nontraditional machining technique. After decades of development, this technology has a lot of mature application. The first equipment was assembled in Alton Boxboard in 1972 and led to the development of a new tool for the manufacturing industry [1]. High-pressure water jet can be generated by pumping high-pressure water through an orifice to achieve a supersonic speed based on Bernoulli’s principle. This jet is called pure water jet (WJ) as without adding any other ingredients in the water. These WJs are limited to cutting only soft and thin materials [2–6], such as paper, cake, meat, et al. In most cases, it is available to add abrasive particles into WJs to cut difficult-to-machined hard materials [7]. A typical injection AWJ head has a gemstone orifice, a mixture chamber with an inlet for abrasive introducing and a nozzle. The high-pressure pure WJ is utilized to accelerate abrasive particles sucked into the mixture chamber by the Venturi phenomenon from a hopper. Whereafter, the mixture liquid jet exits out from the nozzle as an injection abrasive water jet, consisted of water, abrasives and air, which is considered as a three-phase jet [8]. It is different from injection AWJ that in abrasive suspension jet (ASJ), abrasives are pre-mixed into high-pressure water before jetting out from a nozzle. In contrast, the air contamination in ASJ is negligible. Therefore, the ASJ can be considered as a two-phase jet [8]. For an ASJ machining system, it does not require a complicated cutting head like injection AWJ, but an abrasive suspension storage vessel is available. It presents the main problem about the system pressure of ASJ in this abrasive storage vessel.
With unique advantages, such as good adaptability to various materials, no heat-affected zone, low-impact force on the workpiece, and friendliness to environment and users, AWJ has become one of the advanced machining techniques and has a good application prospect and an improved competitiveness in the field of modern manufacturing [9, 10]. Summarizing the applied researches in recent years, we can see that this nontraditional technique is a versatile tool used in almost all manufacturing processes, for instance, cutting, turning, milling, forming, drilling, peening, cleaning, and coating removal [11–13]. Nowadays, it can be competing on equal footing with CNC (computer numerical control) machines, EDM (electric discharge machining), lasers, plasma, chemical etching, and ultrasound in industrial machining field [10]. Especially, for processing difficult-to-machined materials, such as, composites [14, 15], ceramics [16, 17], glasses [18–21], and titanium alloy [22–24], it can play a more superior performance. At present, almost all the commercial AWJ cutting machines are based on injection AWJ technology, mainly because the technology of injection AWJ is more mature, reliable, and low overall operating costs.
It is known that water pressure is the most important factor in the AWJ system. Since the water jet technology has been applied to the industry, researchers are always interested in increasing the water pressure of the system. By increasing the system pressure, the cutting speeds and depth of cut can be expected to increase. At the same time, a higher efficiency and lower cost result concomitantly [25]. Hashish et al. [26] cut some thin sheet metal and composites by pure water jet with a super high pressure of 690 MPa. Susuzlu et al. [27] built an ultra-high-pressure water jet cutting system operating at 700 MPa to improve the cutting performance. In these high-pressure water jet systems, components are subjected to high pressure (HP), so that the failure of parts needs special attention during designing and manufacturing. With the safety margin, the maximum allowable water pressure is always limited to 400 MPa for commercial applications, although higher pressures up to 1000 MPa can be generated today.
As it is generally known, in an ASJ machining system, abrasives are pre-mixed to the pressurized water before slurry jetted out from the nozzle. As such, abrasives move forward to the nozzle with pressurized water from the storage vessel. It provides a long distance to accelerate the abrasive particles, of which the velocity is closer to the velocity of water droplets than injection AWJ [28]. In consideration of wear and erosion to the nozzle and upstream tubes, so far, ASJ is limited to only 70–100 MPa, while injection AWJ can operate up to 700 MPa nowadays. Miller [29, 30] developed an ASJ system operated at a high pressure of 70 MPa. Under a collaboration of a suspension valve, it can be used well to cut and drill at microscale. Jiang [31, 32] presented a high pressure ASJ system with a pressure of 70 MPa, for semiconductor manufacturing. Guo et al. [33, 34] developed a portable ASJ cutter used in coal mines with a working pressure of 30–35 MPa. Pang et al. [18, 19] developed an ASJ apparatus for micro-channeling and drilling on glasses under a low pressure (2–14 MPa). Nouraei et al. [20] developed an ASJ micro-machining prototype utilizing compressed air to drive the abrasive slurry at a low pressure (1–4 MPa). For improving the processing ability, Nouraei et al. [21] presented a newly ASJ micro-machining apparatus, in which a positive displacement diaphragm slurry pump was utilized to drive the abrasive slurry with a maximum pressure of 8 MPa.
ASJ has a higher energy density although its working pressure is much lower than that of injection AWJ machining systems. The beam diameter of the three-phase injection AWJ is larger than that of the two-phase ASJ. When operating at the same pressure, the ASJ is up to five times higher in material removal rate, and has higher energy efficiency than injection AWJ [8, 10]. As the above summary, researchers built many different kinds of apparatus and did a lot of work on material removal mechanisms in AWJ machining, machining parameters optimization in the process, geometry, topography and other cutting performance of machined parts. To the best of our knowledge, pressure variation characteristics of ASJ system have not been researched systematically.
This paper is focused on the pressure characteristics of ASJ system. Mathematical models of pressure variation during the boosting and decompression processes were built and discussed with the experimental results obtained from tests with an ASJ system which can operate at a maximum working pressure of 80 MPa.
2 Experimental set-up
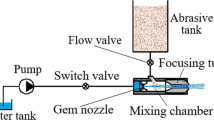
Figure 1 shows the basic circuit of the ASJ system for experimental study. The high-pressure pump is a horizontal tri-plunger high-pressure reciprocating pump (made by KMT), which is driven by a motor controlled with a VFD (variable-frequency drive. Yaskawa, A1000). The abrasive suspension storage vessel has an effective volume of 21 L, involving the volume of valves and pipelines in the ASJ system. The limited maximum working pressure of the vessel is 84 MPa. The non-return valve is set to prevent the backflow of the high-pressure water from the vessel. In this study, pressure gauges are placed in two positions. One is placed in the pipeline after the high-pressure pump outlet to measure the pump discharge pressure. The other is placed on the top of the storage vessel to measure the pressure in the vessel. Sampling frequency of the pressure signal is 3 Hz in the experiment. In this study, the diameter of the nozzle is 0.25 mm.

Basic circuit of the ASJ system
When the ASJ system starts to work, the on/off valve 1 opens and the on/off valve 2 closes firstly. Pressure of the ASJ system begins to rise up since the electromotor and high-pressure water pump working. During the machining process, the high-pressure pump is running and two on/off valves are opened. The ASJ system pressure can be stable at a working pressure and abrasive slurry is jetting out from the nozzle to cut materials. When the machining task is completed and the system needs to shut down, the on/off valve 2 (shown in Fig. 1) has to be closed first and the pump should be still working until the jet turns to be single phase of water, to prevent abrasives from settling down in the pipes and blocking the nozzle. And then, the pump stops running and the pressure will be falling down to atmospheric pressure gradually.
In our experiments, two processes are studied, that is, the boosting process and the decompression process. The boosting process is the beginning of the ASJ system for machining. In this process, the system pressure will be increasing to the rated pressure to obtain a stable condition of pressure for machining. The decompression process is the final stage of the ASJ working process. During this process, the high-pressure pump stops running and the system pressure will be falling to atmospheric pressure gradually.
3 Variation characteristics of pressure in ASJ system
It is well known that all materials are compressible. To measure the compressibility of a liquid, the bulk modulus is defined as:
where, p and V are pressure and volume of the liquid, respectively. For water at 20 °C, the value of the bulk modulus is 2.2 GPa [35]. Expressing Eq. 1 in a finite difference mode, the change of volume can be written as:
In an injection AWJ machining system, the working fluid is usually pressurized up to 350 MPa. Assuming E V is constant, it is easy to find that the percentage decrease in volume is
For a common injection AWJ machine, the total volume of the system, between the outlet of the high-pressure pump and the nozzle, is less than 0.2 L. The absolute value of the compressed water in it is only 32 mL with a percentage decrease of 15.91 % mentioned above. In consideration that the total volume of pressurized water in the injection AWJ system is very small, the compressibility of water is negligible. Generally speaking, its effects are not concerned when injection AWJ is used for machining in industry.
Compared with injection AWJ, the effect of compressibility of water in the ASJ system is quite different and serious, because the system has a storage vessel. In the high pressure ASJ system, developed by Jiang [32], a high pressure vessel is designed to store abrasives with a volume of 15 L. During the machining process, the working pressure is up to 70 MPa. Its percentage decrease in volume is 3.18 %. This means that, it needs another 0.5 L water to ensure that the system pressure can reach 70 MPa in consideration of liquid compressibility, regardless of the resistance loss. Authors are interested in these importances of its effects on the high pressure ASJ system.
3.1 Hypothesis of the study
During both boosting process and decompression process, the on/off valve 1 is open and the on/off valve 2 is closed. In the actual machining process, only water can flow out from the nozzle during these two processes. In this initial study, authors made the following assumptions:
-
1.
The single phase medium of water is adopted in the models of pressure variation characteristics. The influence of abrasive is ignored.
-
2.
The abrasive storage vessel and pipes of the system are rigid. Total volume of the system is a constant in this study.
-
3.
Water in the ASJ system is compressible and its bulk modulus is assumed as a constant of 2.2 GPa.
-
4.
In this study, pure water is pressurized by a horizontal tri-plunger high-pressure reciprocating pump. To simplify the model, it is considered as a stable source.
3.2 Mathematical description of the decompression process
To analyze the problem easily, the decompression process will be described first. In an ASJ system, it is simple to make it working under a stable high pressure. When the pump stops running, the hydraulic system still maintains a high pressure and the water is still jetting out from the nozzle for a while, until the pressure decreases to the atmospheric pressure. It shows the stored energy of the ASJ system because of the compressibility of water. Especially, the abrasive storage vessel is also an energy accumulator in the ASJ system.
In the decompression process, along with the water flowing out from the nozzle, the change of the system pressure can be expressed as:
Ignored the influence of gravity, the velocity of the jet exited from the nozzle can be gained in accordance with the Bernoulli’s principle:
where, p is the system pressure; p 0 is the atmospheric pressure; ρ is the density of the medium and v is the jet velocity. According to the conservation of mass, the reduction of the liquid volume within the system is equal to the water jetting out from the nozzle. So,
where, A is the exit area of the nozzle. Then, Eq. 4 can be rewritten as:
In a high pressure ASJ system, p 0 << p. For simplicity, replacing p 0 with 0, Eq. 7 can be rewritten as:
This is the mathematical description of the decompression process in an ASJ system. It indicates that the system pressure is gradually decreasing as time goes on and the rate of pressure decreasing is reducing.
3.3 Mathematical description of the boosting process
After starting the motor and high-pressure pump, pressure of the ASJ system begins to rise up from the local atmospheric pressure. Water is pumped into the vessel and pipes of the system, and jetted out from the nozzle at the same time. According to the conservation of mass, the change of the amount of water within the system is:
It is clear that, as the hypothesis mentioned above, the pump provides a stable flow rate \(\dot{q}\) of water for the ASJ system:
According to the decompression process model and Eq. 6,
So, during the boosting process, the theoretical increment of the system pressure can be represented as:
This is the mathematical description of the boosting process in an ASJ system. It indicates that the rate of pressure variation is associated with the flow rate and the system pressure directly. As the flow rate is a constant, the pressure variation rate will decrease gradually during the pressure increasing.
4 Results and discussion
4.1 Basic properties of the pressure variation process
Figure 2 shows a whole process of the pressure variation during the ASJ system working process. In the experimental process, it begins data sampling when the low pressure water pump starts working (point O, in Fig. 2). The on/off valves open immediately. Then the high-pressure water pump begins to work (point A), driven by an electromotor, after 5 s. Starting from this moment, the system pressure begins to increase and approaches to a stable value. This process can be clearly divided into three stages: rapid increase stage (A–B), slight increase stage (B–C) and stable stage (C–D). When the pump stops running (point D), the non-return valve begins to work and the ASJ system is divided into two parts by the valve. The decompression processes (D–E and D–E′) in those two parts are quite different.

The whole process of pressure variation in the ASJ system
In the stable stage, the fluctuation of the pump discharge pressure is more serious than the pressure in the vessel. As mentioned in the hypotheses above, this fluctuation is caused by the periodic operation of the tri-plunger high-pressure pump. This limited fluctuation is not a concern in this study for its impact on the system is very weak. The pressure in the vessel will be taken as the system pressure in the following discussions, and the pump discharge pressure will not be discussed.
4.2 Properties of the decompression process
During the decompression process, water can only flow out from the nozzle, with the gradually decreasing of the system pressure and the jet velocity. Equation 8 describes this process and agrees with the experimental results well (Fig. 3).

Pressure variation during the decompression process
Through integration, Eq. 8 can be written as:
This is another mathematical description of the decompression process in an ASJ system. As the initial condition: t = 0, p = p max. The constant in Eq. 13 is \(2\sqrt {p_{\text{max} } }\).
During the decompression process, the pressure of the ASJ system is decreasing to zero as the time goes on. The theoretical relationship between t and p is:
In theory, the pressure decreasing curves are a bunch of parabola, as description in Eq. 14. Figure 4 shows the experimental results of serial data curves of the decompression process with different maximum initial stable pressure in the vessel.

Experimental results of pressure decrease during the decompression process
When the system pressure drops to 0 theoretically, the maximum decompression time can be known as:
Thus, the decompression time of the ASJ system can be predicted. It is known that the pressure of tap water is usually 0.15–0.7 Mpa, and it belongs to a safe pressure. Used the tap water pressure as reference, it can be considered that the system completes the decompression process when the pressure dropped to 0.4 MPa (described in Fig. 5). Furthermore, considering the energy loss of flowing in the system, a flow coefficient C d can be added into the Eq. 6 as a correction factor. In this study, C d = 0.98. And Eqs. 6 and 15 can be rewritten as:
Figure 5 shows that the experimental results of the decompression time match well with the corrected equation Eq. 17. The effect of the correction factor is more obvious when the system has a higher maximum initial pressure.

Decompression time of the ASJ system
4.3 Properties of the boosting process
During the boosting process, the pressure of the ASJ system increases rapidly at the early stage and its increasing speed gradually gets slower. As the time goes on, it achieves the target pressure and maintains a stable level. Eq. 12 describes the boosting process and can successfully predict the maximum pressure of the ASJ system with a certain flow rate. Figure 6 shows that the experimental pressure data of the stable stage matches well with the theoretical results.

Pressure variation during the boosting process with different flow rates
In the pressure increasing process, an obvious deviation can be found at a low system pressure. As seen in Fig. 6, the theoretical pressure increases faster than the experimental results, although they tend to a same final level. This deviation is mainly affected by the frictional drag of the system and startup characteristics of the high-pressure pump. Increasing the flow rate, it can be found that the increasing speed of experimental results becomes faster than the theoretical data when the system pressure is above 30 MPa. This is because the value of the bulk modulus of water is not a constant. For water, the value of the bulk modulus will be doubled if the pressure is increased from the atmospheric pressure to 355 MPa. In fact, the bulk modulus of water will be 2.83 GPa, when the ambient pressure is closed to 100 MPa. Considering the difference of the bulk modulus at a high pressure, the theoretical model will match well with the experiments, as shown in Fig. 7.

Optimization theoretical result of boosting process
For further analysis, differential equation of the boosting process Eq. 12 can be rewritten as:
Theoretically, dV out = dV in and \(\sqrt \rho \dot{q} = \sqrt 2 A\sqrt {p_{\text{max} } }\), when the system pressure reaches the maximum target pressure p max. Before the system pressure increasing to the maximum value, there is:\(\frac{{{\text{d}}p}}{{{\text{d}}t}} > 0\), and \(\mathop {\lim }\limits_{{p \to p_{\text{max} } }} \frac{{{\text{d}}p}}{{{\text{d}}t}} = 0\).Calculating the derivative of Eq. 18, we have
Theoretically, the system pressure will be increasing continuously, because \(\frac{{{\text{d}}{}^{2}p}}{{{\text{d}}t^{2} }} > 0\),\(\mathop {\lim }\limits_{{p \to p_{\text{max} } }} \frac{{{\text{d}}{}^{2}p}}{{{\text{d}}t^{2} }} = 0\). So, it can be infinitely close to the maximum target pressure theoretically, but never achieve the target.Through integration, Eq. 12 can be written as:
Substituting the initial condition: t = 0, p = 0 into Eq. 20, the Constant will be: \({\text{Constant}} = \frac{{\sqrt \rho \dot{q}}}{{2A^{2} }}\ln \left( {\sqrt \rho \dot{q}} \right)\).
As analysis above, it is known that the total time spent for achieving to the maximum target pressure cannot be calculated by Eq. 20. However, the time consumption of the system achieving to 95 %p max can be got by Eq. 21. The theoretical result of the time consumption computed by Eq. 21 is drawn in Fig. 8 and matches well with the experimental results.
.

Time consumption of boosting process achieved to 95 % max. target pressure
5 Conclusions
In this study, two models are established to describe the boosting and decompression process during the working process of ASJ system. Authors also developed an ASJ experimental apparatus in the laboratory. The experimental results can match the theoretical prediction of those two models well. The whole process from the stop of pump until the system pressure reaches 0.4 MPa can be described theoretically with the model of decompression process. And the decompression time of the ASJ system also can be predicted with the model. The boosting process properties of the ASJ system are really important in the industrial machining process. The target maximum pressure and the time consumption of the boosting process have significant effects on the machining quality and efficiency. In this study, the boosting process also can be described with the model in theory.
Through experiments and observation, it is found that the fluctuation caused by the periodic operation of the tri-plunger high-pressure pump is difficult to eliminate. The compressibility of water and the friction resistance of the hydraulic system have certain influence on the properties of the boosting and decompression process of the ASJ system. This paper is an initial study about the ASJ system pressure variation characteristics. In further study, those related influencing factors should be added into the research plan, including the bulk modulus of the water.
References
Walstad OM, Noecker PW (1972) Development of high pressure pumps and associated equipment for fluid jet cutting. In: Proceedings of the first international symposium on jet cutting technology, Coventry
Summer DA (1995) Waterjetting technology. Taylor & Francis Ltd, London
Malone DE, Friedrich WE, Spooner NR, Lim PPK (1994) Knowledge based control in the processing of highly varying products. In: Proceedings—IEEE international conference on robotics and automation, San Diego, pp 2903–2908
Alitavoli M, McGeough JA (1998) An expert process planning system for meat cutting by high pressure water-jet. J Mater Process Technol 84:130–135. doi:10.1016/S0924-0136(98)00087-9
Wang J, Shanmugam DK (2009) Cutting meat with bone using an ultrahigh pressure abrasive waterjet. Meat Sci 81:671–677. doi:10.1016/j.meatsci.2008.11.010
Bingmann D, Wiemann M, Speckmann EJ, Kohling R, Straub H, Dunze K, Wittkowski W (2000) Cutting of living hippocampal slices by a highly pressurized waterjet (macromingotome). J Neurosci Methods 102:1–9. doi:10.1016/S0165-0270(00)00268-5
Axinte DA, Srinivasu DS, Kong MC, Butler-Smith PW (2009) Abrasive waterjet cutting of polycrystalline diamond: a preliminary investigation. Int J Mach Tools Manuf 49:797–803. doi:10.1016/j.ijmachtools.2009.04.003
Momber AW, Kovacevic R (1998) Principles of abrasive water jet machining. Springer, London
Kovacevic R, Hashish M, Mohan R, Ramulu M, Kim TJ, Geskin ES (1997) State of the art of research and development in abrasive waterjet machining. J Manuf Sci Eng Trans ASME 119:776–785
Liu HT (2010) Waterjet technology for machining fine features pertaining to micromachining. J Manuf Process 12:8–18. doi:10.1016/j.jmapro.2010.01.002
Folkes J (2009) Waterjet-An innovative tool for manufacturing. J Mater Process Technol 209:6181–6189. doi:10.1016/j.jmatprotec.2009.05.025
Liu HT, Schubert E (2012) Micro abrasive-waterjet technology. In: Mojtaba K (ed) Micromachining techniques for fabrication of micro and nano structures. InTech, Vienna, Austria, pp 205–234
Li WY, Zhu HT, Wang J, Ali YM, Huang CZ (2013) An investigation into the radial-mode abrasive waterjet turning process on high tensile steels. Int J Mech Sci 77:365–376. doi:10.1016/j.ijmecsci.2013.05.005
Shanmugam DK, Masood SH (2009) An investigation on kerf characteristics in abrasive waterjet cutting of layered composites. J Mater Process Technol 209:3887–3893. doi:10.1016/j.jmatprotec.2008.09.001
Azmir MA, Ahsan AK, Rahmah A (2009) Effect of abrasive water jet machining parameters on aramid fibre reinforced plastics composite. Int J Mater Form 2:37–44. doi:10.1007/s12289-008-0388-2
Yue ZB, Huang CZ, Zhu HT, Wang J, Yao P, Liu ZW (2014) Optimization of machining parameters in the abrasive waterjet turning of alumina ceramic based on the response surface methodology. Int J Adv Manuf Technol 71:2107–2114. doi:10.1007/s00170-014-5624-y
Srinivasu DS, Axinte DA, Shipway PH, Folkes J (2009) Influence of kinematic operating parameters on kerf geometry in abrasive waterjet machining of silicon carbide ceramics. Int J Mach Tools Manuf 49:1077–1088. doi:10.1016/j.ijmachtools.2009.07.007
Pang KL, Nguyen T, Fan JM, Wang J (2012) Modelling of the micro-channelling process on glasses using anabrasive slurry jet. Int J Mach Tools Manuf 53:118–126. doi:10.1016/j.ijmachtools.2011.10.005
Pang KL, Nguyen T, Fan JM, Wang J (2012) A study of micro-channeling on glasses using an abrasive slurry jet. Mach Sci Technol 16:547–563. doi:10.1080/10910344.2012.731947
Nouraei H, Wodoslawsky A, Papini M, Spelt JK (2013) Characteristics of abrasive slurry jet machining: a comparison with abrasive air jet micro-machining. J Mater Process Technol 213:1711–1724. doi:10.1016/j.jmatprotec.2013.03.024
Nouraei H, Kowsari K, Spelt JK, Papini M (2013) Surface evolution models for abrasive slurry jet micro-machining of channels and holes in glass. Wear 309:65–73. doi:10.1016/j.wear.2013.11.003
Hloch S, Hlavácek J, Vasilko K, Cárach J, Samardzic I, Kozak D, Hlavatý I, Šcucka JJ, Klich J, Klichová D (2014) Abrasive waterjet (AWJ) titanium tangential turning evaluation. Metalurgija 53:537–540
Boud F, Carpenter C, Folkes J, Shipway PH (2010) Abrasive waterjet cutting of a titanium alloy: the influence of abrasive morphology and mechanical properties on workpiece grit embedment and cut quality. J Mater Process Technol 210:2197–2205. doi:10.1016/j.jmatprotec.2010.08.006
Pal VK, Tandon P (2013) Identification of the role of machinability and milling depth on machining time in controlled depth milling using abrasive water jet. Int J Adv Manuf Technol 66:877–881. doi:10.1007/s00170-012-4373-z
Hoogstrate AM, Susuzlu T, Karpuschewski B (2006) High performance cutting with abrasive waterjets beyond 400 MPa. CIRP Ann Manuf Technol 55:339–342. doi:10.1016/S0007-8506(07)60430-2
Hashish M, Steele DE, Bothell DH (1997) Machining with super-pressure (690 MPa) waterjets. Int J Mach Tools Manuf 37:465–479. doi:10.1016/S0890-6955(96)00016-8
Susuzlu T, Hoogstrate AM, Karpuschewski B (2004) Initial research on the ultra-high pressure waterjet up to 700MPa. J Mater Process Technol 149:30–36. doi:10.1016/j.jmatprotec.2003.11.044
Henning A, Liu HT, Olsen C (2012) Economic and technical efficiency of high performance abrasive waterjet cutting. J Pressure Vessel Technol Trans ASME 134:p021405. doi:10.1115/1.4004800
Miller DS (2004) Micromachining with abrasive waterjets. J Mater Process Technol 149:37–42. doi:10.1016/j.jmatprotec.2004.02.041
Miller DS (2003) Abrasive fluid jet machining apparatus. International Patent Application: PTC/GB2002/01835
Jiang S, Popescu R, Mihai C, Tan K (2005) High precision and high power ASJ singulations for semiconductor manufacturing. In: Proceedings of the 2005 WJTA American Waterjet Conference, Houston, Texas, US, Paper 1A-3
Jiang S (2009) ASJ singulating micro SD cards. In: 2009 American WJTA Conference and Expo, Houston, Texas, US, Paper A2
Guo CW, Hou Y, Li AM, Li FB, Huang GL, You XY (2013) Performances of portable abrasive water jet cutter for coal mines. In: 10th Pacific Rim International Conference on Water Jet Technology, Jeju, pp 245–251
Zhao W, Guo CW (2014) Study on a portable abrasive suspension jet cutting machine for coal mines. Appl Mech Mater 490–491:362–367. doi:10.4028/www.scientific.net/AMM.490-491.362
Shames IH (2003) Mechanics of fluids. McGraw-Hill, New York
Acknowledgments
The authors gratefully acknowledge the Coal Seam Gas Joint Foundation of Shanxi Province (2015012018) and the Natural Science Foundation of Jiangsu Province (BK20151147) for the financial support. This work is also supported by National Natural Science Foundation of China (51204180).
Author information
Authors and Affiliations
Corresponding author
Additional information
Technical Editor: Márcio Bacci da Silva.
Rights and permissions
About this article

Cite this article
Zhao, W., Guo, Cw., Wang, Lj. et al. Study on the characteristics of pressure variation in ASJ system. J Braz. Soc. Mech. Sci. Eng. 39, 1225–1232 (2017). https://doi.org/10.1007/s40430-016-0534-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40430-016-0534-6